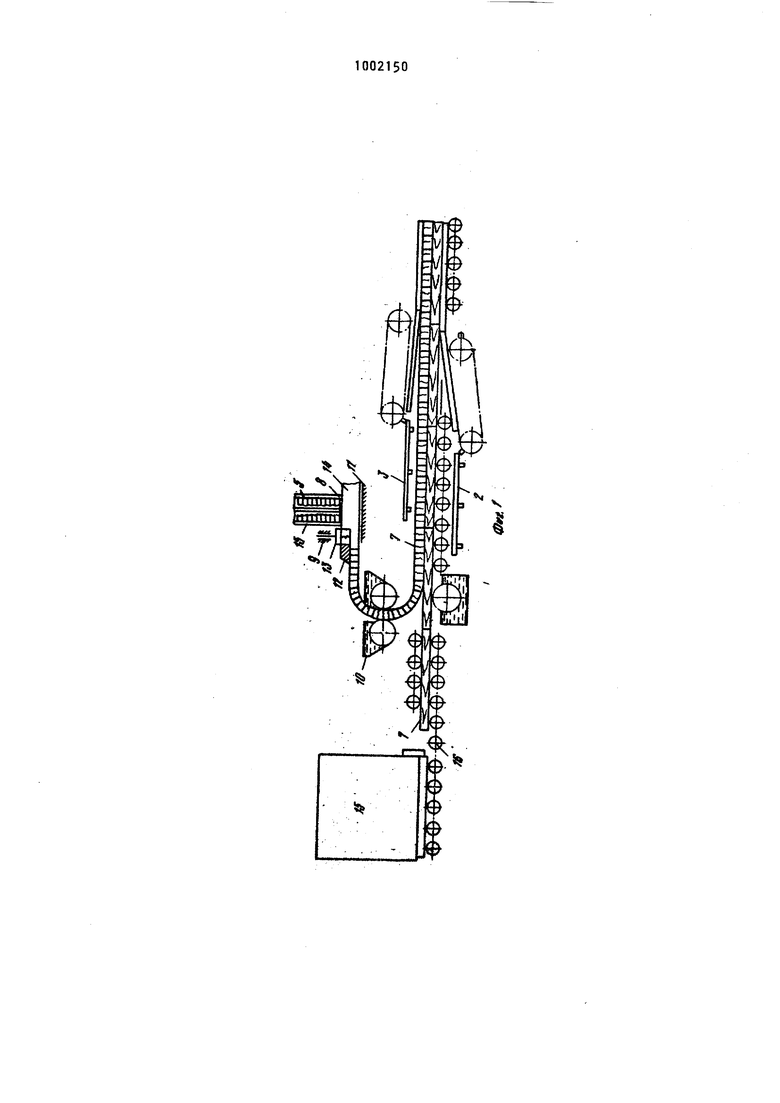
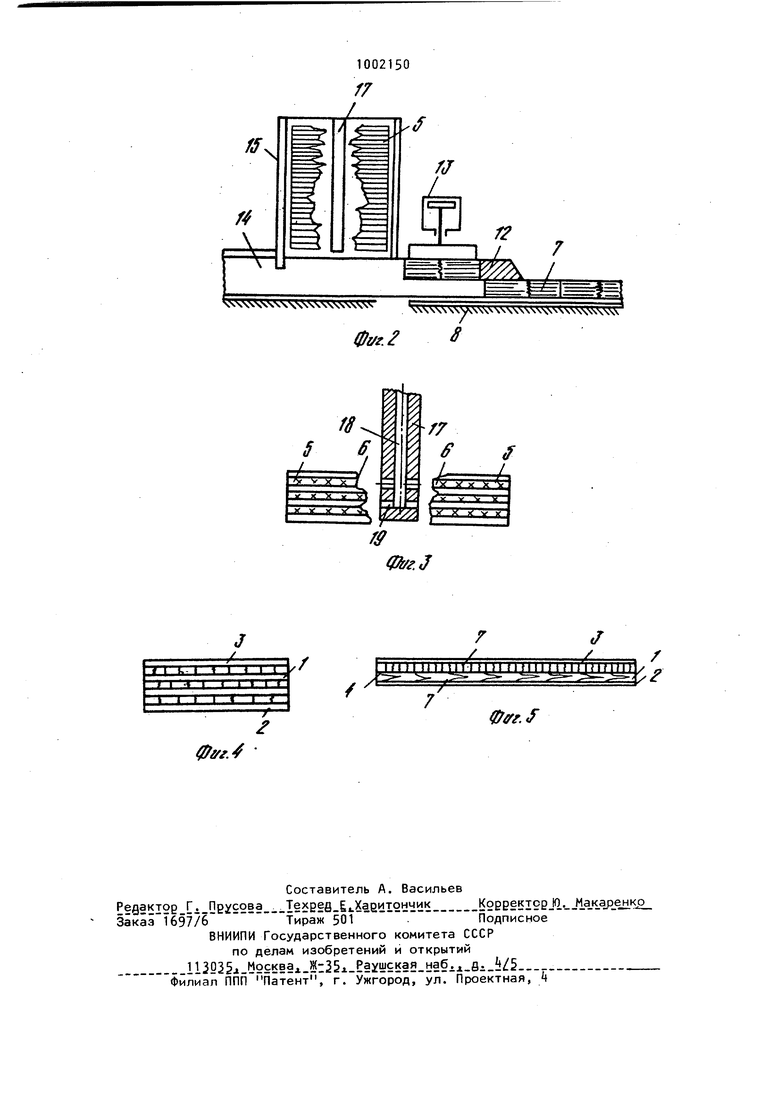
(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТОЛЯРНЫХ Изобретение относится к деревообрабатывающей промышленности, в частности к производству плитных др весных материалов. В настоящее время наиболее резко ощущается дефицит сырья, особенно форматных древесных плит, имеющих относительно высокие показатели, на пример прочности,которыми, в частности, обладают столярные плиты. Однако производство столярных плит требует дефицитных пиломатериалов для изготовления реек среднего слоя Известны устройства .для изготовле ния столярных плит, включающие накоп тель, механизмы выдачи и выравнивания реек, а также нанесения клея на сформированный из реек ковер, пресс и привод ГО и i Рейки изготавливают из пиломатери алов на многопильных станках, а поскольку стремятся использовать низкие сорта досок, то естественно качество реек колеблется в широких ПЛИТ пределах из-за наличия большого количества пороков древесины. В настоящее время обрезки клееИых листовых материалов, получаемые при операции обрезания склеенного листа, например фанеры по контуру с четырех сторон, имеют размеры по ширине не менее мм, по длине - равные длине и ширине листа фанеры, и толщине равные толщине листа фанеры. Каждый отдельно взятый обрезок представляет собой планку, обладающую всеми физико-механическими показателями, равными показателям клееной фанеры, причем имеющую по толщине калиброванный размер и одну кромку, опиленную строго прямолинейно, поэтому использование фактически конструкционного материала в качестве сырья для производтва древесно-наружных и древесно-волокнистых плит нерационально, поскольку обрезки клееной фанеры обладают ВЫСОКИМИ в отношении реек из древе31СИНЬ), физико-механическими показателями. Основным недостатком обрезков из фанеры является наличие необрезной продольной кромки, слои которой выступают на разную величину, что фактически сдерживает использование обрезков в производстве столярных плит Цель изобретения - возможность изготовления столярных плит из ОТХОдов, получаемых при обрезке клееных листовых материалов. Достигается это тем, что механизм выравнивания снабжен узлом попарного соединения реек необходимыми продольными кромками, выполненными в виде упорной плиты, подпрессовщика и ступенчатого толкателя, установленноТо под накопителем, который снабжен узлом нанесения клея на необрезные кромки реек, размещенным внутри накопителя и выполненным в ви де разделительной стенки с каналами и двухсторонними прорезями. На фиг. 1 изображена схема устрой ства для изготовления столярных плит вид сбоку; на фиг. 2 - схема узла попарного смятия продольных КРомок обрезков листовых материалов; на фиг. 3 - схема узла нанесения клея н соединяемую пару кромок; на фиг. схема клеевого шва соединяемой пары обрезков; на фиг. 5 - схема двухслой ной столярной плиты, облицованной ДВП. Столярная плита 1 включает нижнюю 2 и верхнюю 3 облицовки и рейки среднего слоя, при этом рейки сред него слоя выполнены из обрезков 5 листовых древесных материалов, напри мер клееной фанеры, которые соединены необрезными продольными кромками попарно, причем обрезки 5 могут быть размещены как в один слой 7, так и в два слоя взаимно перпендикулярно между собой, а облицовки 2 и 3 выпол няют из древесно-волокнистых плит или лущеного шпона. Устройство для изготовления столярных плит включает механизмы выдачи 8 и выравнивания 9 реек 3 и нанесения клея 10, причем механизм 9 выравнивания снабжен узлом 11 попарного соединения необрезных продольных кромок 6 обрезков 5 который выполнен в виде упорной плиты 12, подпрес совщика 13 и ступенчатого толкателя k f смонтированных между накопителем 15, и механизмом 10 нанесения клея. 504 Один из накопителей 15 установлен перед, а другой - над транспортеромрольгангом 16, причем в каждом накопителе 17 смонтирована разделительная стенка 18, внутри которой выполнены двухсторонние и горизонтальные прорези 19 для нанесения клея на необрезные продольные кромки 6. Работа устройства осуществляется следующим образом. Обрезки 5 листовых клееных материалов укладывают в накопитель 15 попарно необрезными продольными кромками в сторону разделительной стенки 18. После включения устройства ступенчатый толкатель 14 выдвигает пару обрезков с намазанными необрезными кромками из-под накопителя Т5 и поджимает их к упорной плите 12, где пару обрезков соединяют, а подпрессовщиками -обеспечивают одинаковую толщину соединения. При обратном ходе ступенчатого толкателя k соединенная пара обрезков 5 поступает на намазку к механизму 10 нанесения клея, где наносят на обе стороны непрерывной полосы обрезков 5 клей. Обрезки 5 непрерывно поступают из механизмов 8 выдачи на транспортеррольганг 16, где обрезки 5 размещают взаимно перпендикулярно и покрываюнижней 2 и верхней 3 облицовками, после чего сформированные столярные плиты поступают в пресс и цикл повторяется. Использование обрезков листовых клееных материалов позволит значительно расширить сырьевую базу производства столярных плит, поскольку если учесть, что из листовых материалов выпуск только клееной фанеры составляет 2 млн. куб. м, то количество обрезков при норме ,2-4,% составит свыше 88 тыс.м-, что равнозначно экономии примерно tOO 000 руб. Формула изобретения Устройство для изготовления столярных плит, включающее накопитель, механизмы выдачи и выравнивания реек, нанесения клея на сформированный из реек ковер, пресс и привод, отличающееся тем, что, с целью возможности изготовления столярных плит из отходов, получаемых при обрезке клееных листовых материалов, механизм выравнивания снабжен узлом
510021
попарного соединения реек необрезными продольными кромками, выполненным в виде упорной плиты, подпрессовщика и ступенчатого толкателя, установленного под накопителем, который снаб- $ жен узлом нанесения клея на необрезные, кромки реек, размещенным внутри накопителя и выполненным в виде разделительной стенки с каналами и двухсторонними прорезями. 10
0«
Источники информации, принятые во вни.ание при экспертизе
1.Кириллов А.Н., Карасев Б.И. Технология фанерного производства. М,, Лесная промышленность, 197, с. 275-283.
2.Схема технологического процесса столярных плит по методу АНРА
г, Лахти, Финляндия фирма Рауте, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ДРЕВЕСНО-ПЛИТНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2766898C1 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Способ изготовления плосковыклейных профильных деталей и устройство для его осуществления | 1990 |
|
SU1724465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ГОФРОШПОННОЙ | 2023 |
|
RU2808051C1 |
| КОНСТРУКЦИЯ ДЕРЕВЯННАЯ КЛЕЕНАЯ, ВЫПОЛНЕННАЯ В ВИДЕ СТЕРЖНЕВОЙ ПЕРЕКЛЕЙКИ | 2001 |
|
RU2183556C1 |
| Линия для изготовления большеформатных листовых древесных материалов | 1978 |
|
SU753675A1 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ | 2007 |
|
RU2345691C1 |
| КОМПОЗИЦИОННЫЙ СТРОИТЕЛЬНЫЙ МАТЕРИАЛ | 1992 |
|
RU2015928C1 |