Изобретение относится к области строительства, в частности к способу производства строительных материалов, преимущественно дисперсно-армированных плит, изготовленных из гипса.
Известен способ изготовления гипсовой штукатурной плиты и гипсовая штукатурная плита, полученная таким образом, при котором используя первый смеситель обеспечивают первую суспензию гипса определенного вида; используя отдельный второй смеситель, обеспечивают вторую суспензию гипса определенного вида. Далее последовательно наносят первую и вторую части второй суспензии и части первой суспензии (RU 2693688, опуб. 04.07.2019, бюл. №19).
Недостатком данного изобретения является низкая прочность получаемой плиты, технологическая сложность изготовления.
Известна технологическая линия для приготовления безобжигового ангидритового вяжущего, включающая пост сушки, представленный сушильным барабаном, пост дробления, пост хранения, представленный бункерами запаса материалов, пост измельчения, содержащий электромагнитную мельницу (RU 2566154, опуб. 20.10.2015, бюл. №29).
Недостатком данного изобретения является не высокая прочность получаемых изделий из представленного вяжущего, низкая ударная стойкость.
Известна технологическая линия для изготовления водостойких строительных плит, содержащая расположенные в технологической последовательности и сообщенные между собою транспортными средствами дозатор, смеситель непрерывного или периодического действия, узел подготовки и порционной подачи гипсового сырья, воды, модификатора гипса, мелкозернистого керамзита и фиброволокна. Дополнительно линия содержит узел и устройство для формования и уплотнения, узел сушки и резки готового изделия (RU 2598391, опуб. 27.09.2016, бюл. №27).
Недостатком такого изобретения является низкая прочность получаемых строительных плит, ударная стойкость и коэффициент размягчения
Наиболее близкой к заявляемой технологической линии является технологическая линия для изготовления водостойких строительных плит, содержащая расположенные в технологической последовательности и сообщенные между собой транспортными средствами узел подготовки волокнистого заполнителя, дозатор, смеситель непрерывного или периодического действия, узел подготовки и порционной подачи гипсового сырья, модификатора гипса и воды затворения, узел формирования ковра изделия, узел укладки изделий в пакеты, устройство для прессования сформированного пакета, узел разборки, обрезки, сушки и складирования готовых изделий. Технологическая линия дополнительно содержит устройство для нарезки соломы ржи, риса или камыша на фиброволокна и устройство для просеивания фиброволокон (RU 2565696, опуб. 20.10.2015, бюл. №29).
Недостатком данного изобретения является невысокая прочность, ударная стойкость и низкий коэффициент размягчения получаемых гипсоволокнистых плит.
Задачей настоящего изобретения является повышение прочности, коэффициента размягчения, ударной стойкости дисперсно-армированной плиты.
Поставленная задача достигается тем, что технологическая линия для производства дисперсно-армированных гипсовых изделий, преимущественно дисперсно-армированных плит на основе гипса содержащая расположенные в технологической последовательности и сообщенные между собой транспортными средствами расходные бункеры воды затворения, фибрового волокна, гипсового сырья, модификатора, активных минеральных добавок, дозаторы, вентили, смеситель периодического действия, узел формирования изделий, узел укладки изделий, устройство для прессования пакета изделий, узел сушки и складирования готовых изделий, дополнительно содержит участок механохимической активации, содержащий шнек, соединенный с дозаторами и расходными бункерами гипсового сырья, модификатора, активных минеральных добавок, подающий указанные компоненты для механоактивации в аппарат вихревого слоя, соединенный с пультом управления режимами, охлаждающей системой, магнитным улавливателем мелющих тел, при этом смеситель периодического действия сообщен с участком механохимической активации, дозаторами воды и фибрового волокна.
На фиг. 1 приведена схема технологической линии для производства дисперсно-армированных гипсовых изделий, преимущественно дисперсно-армированных плит на основе гипса. Технологическая линия работает следующим образом.
На первом этапе на участке механохимической активации из бункера гипсового сырья 1, модификатора 2 и активных минеральных добавок 3 через вентили 4 и дозаторы гипсового сырья 5, модификатора 6, активных минеральных добавок 7 указанные компоненты поступают в шнек, транспортирующий полученную смесь в аппарат вихревого слоя 9, имеющим магнитный улавливатель мелющих тел 10, систему охлаждения 11 с патрубками системы охлаждения 12, пульт управления режимами работы аппарата вихревого слоя 13. Активация указанной смеси происходит в течении не менее 3-х минут. Полученная после активации смесь подается в смеситель периодического действия 14, куда поступает одновременно фибровое волокно из бункера 15 через дозатор 17. Происходит перемешивание полученной смеси в смесителе 14 в течении не менее 2-х минут.
На втором этапе в полученную смесь из бункера 16 через весовой дозатор 18 подается вода и происходит окончательное перемешивание готовой смеси в течении не менее 2-х минут. Готовая смесь поступает в узел формирования изделий 19, далее в узел укладки изделий 20 и в устройство прессования изделий 21.
При этом прессование происходит при давлении 6 МПа, что ниже, чем в прототипе. Это объясняется высокой плотностью гипсовой смеси, полученной при механохимической активации. После прессования изделий производят обрезку, сушку и складирование полученных дисперсно-армированных плит на участке 22.
Заявляемая технологическая линия позволяет выпускать дисперсно-армированные плиты с более высокой прочностью, коэффициентом размягчения, ударной стойкостью ввиду наличия в технологической линии участка механохимической активации, в котором происходит активация гипсового сырья, модификатора и активных минеральных добавок, что приводит к повышению прочностных и эксплуатационных свойств дисперсно-армированных плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2014 |
|
RU2565696C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БЕТОННОЙ СМЕСИ | 2021 |
|
RU2766987C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2015 |
|
RU2598391C1 |
| СПОСОБ ПРОИЗВОДСТВА НАНОЦЕМЕНТА И НАНОЦЕМЕНТ | 2013 |
|
RU2544355C2 |
| АРМИРОВАННАЯ ГИПСОМОДИФИЦИРОВАННАЯ МИНЕРАЛЬНАЯ ПЛИТА | 2015 |
|
RU2598389C1 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТЕКЛОДОЛОМИТОВЫХ ЛИСТОВ | 2021 |
|
RU2772474C1 |
| Технологическая линия для переработки золошлаковых отходов из отвалов систем золоудаления тепловых электростанций с целью получения кондиционных зольных продуктов | 2018 |
|
RU2700608C1 |
| ГИПСОВОЛОКНИСТАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2617819C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИПСОВОГО ВЯЖУЩЕГО | 2005 |
|
RU2290373C1 |

Предложенное изобретение относится к области строительства, в частности к способу производства строительных материалов, преимущественно дисперсно-армированных плит, изготовленных из гипса. Технологическая линия для производства дисперсно-армированных гипсовых изделий, преимущественно дисперсно-армированных плит на основе гипса, содержит расположенные в технологической последовательности и сообщенные между собой транспортными средствами расходные бункеры воды затворения, фибрового волокна, гипсового сырья, модификатора, активных минеральных добавок, дозаторы, вентили, смеситель периодического действия, узел формирования изделий, узел укладки изделий, устройство для прессования пакета изделий, узел сушки и складирования готовых изделий. Линия дополнительно содержит участок механохимической активации, содержащий шнек, соединенный с дозаторами и расходными бункерами гипсового сырья, модификатора, активных минеральных добавок, подающий указанные компоненты для механоактивации в аппарат вихревого слоя, соединенный с пультом управления режимами, охлаждающей системой, магнитным улавливателем мелющих тел. Смеситель периодического действия сообщен с участком механохимической активации, дозаторами воды и фибрового волокна. Технический результат – повышение прочностных и эксплуатационных свойств дисперсно-армированных плит. 1 ил.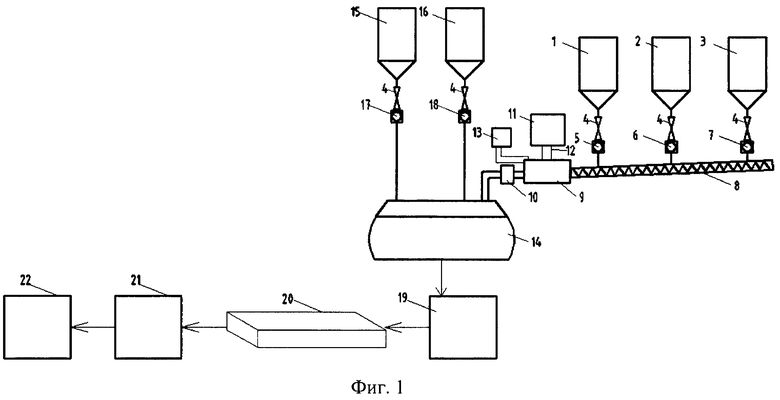
Технологическая линия для производства дисперсно-армированных гипсовых изделий, преимущественно дисперсно-армированных плит на основе гипса, содержащая расположенные в технологической последовательности и сообщенные между собой транспортными средствами расходные бункеры воды затворения, фибрового волокна, гипсового сырья, модификатора, активных минеральных добавок, дозаторы, вентили, смеситель периодического действия, узел формирования изделий, узел укладки изделий, устройство для прессования пакета изделий, узел сушки и складирования готовых изделий, отличающаяся тем, что дополнительно содержит участок механохимической активации, содержащий шнек, соединенный с дозаторами и расходными бункерами гипсового сырья, модификатора, активных минеральных добавок, подающий указанные компоненты для механоактивации в аппарат вихревого слоя, соединенный с пультом управления режимами, охлаждающей системой, магнитным улавливателем мелющих тел, при этом смеситель периодического действия сообщен с участком механохимической активации, дозаторами воды и фибрового волокна.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2014 |
|
RU2565696C1 |
| Способ активации гипса | 2017 |
|
RU2667756C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2015 |
|
RU2598391C1 |
| Способ пористого хромирования двойным режимом осаждения | 1957 |
|
SU110680A1 |
| RU 2017129480 A, 18.02.2019 | |||
| WO 9839564 A1, 11.09.1998 | |||
| WO 2017065648 A1, 20.04.2017. | |||

