Изобретение относится к области лазерных технологий и может быть использовано при лазерной порошковой наплавке, в том числе и при аддитивном изготовлении изделий из порошковых материалов.
Известны несколько способов подачи порошковых материалов в зону лазерного воздействия при лазерной порошковой наплавке: боковая подача, многоструйная и коаксиальная подача порошка [Зленко M.A. Аддитивные технологии в машиностроении / М.В. Нагайцев, В.М. Довбыш // пособие для инженеров. - М. ГНЦ РФ ФГУП «НАМИ» 2015. 220 с.]. Подача порошка в зону наплавки в многоструйных сопловых насадках осуществляется потоком транспортного газа, распространяющегося во внутренних транспортных каналах, а в коаксиальных сопловых насадках - в зазоре между направляющими конусами. Для прецизионной подачи порошка диаметр внутренних транспортных каналов и ширину зазора между конусами делают как можно меньше. При использовании порошка с неоднородным фракционным составом возникает высокая вероятность засора порошковых трубок в многоструйных сопловых насадках и засорения зазора между конусами в коаксиальных насадках. При отклонении оси сопловой насадки от вертикали вероятность засора порошка в ее каналах многократно возрастает, что препятствует аддитивному изготовлению изделий со сложной конфигурацией, при которой в процессе изготовления требуется наклон сопловой насадки - например, изготовление буртиков или боковых отводов. Засор сопловой насадки приводит к нестабильной подаче порошка в зону наплавки, что вызовет плохую воспроизводимость характеристик наплавочного валика. Для предотвращения засора сопловой насадки увеличивают расход транспортного газа, который переносит частицы порошкового материала в соединительных трубках и в каналах сопловой насадки. Однако, увеличение расхода транспортного газа приводит к расширению газопорошкового потока на выходе сопловой насадки и, как следствие, к снижению эффективности использования порошкового материала и производительности процесса наплавки.
Известно устройство для лазерной порошковой наплавки с использованием порошкового питателя с звуковым или ультразвуковым воздействием на порошковый поток [W. Wang and L. Li High-quality high-material-usage multiple-layer laser deposition of nickel alloys using sonic or ultrasonic vibration powder feeding // Proc. IMechE Vol. 225 Part B: J. Engineering Manufacture P. 130-139]. В нем порошок подается в транспортные каналы под действием силы тяжести без участия транспортного газа. Для увеличения текучести порошкового материала вся конструкция сопловой насадки приводится в колебательное движение за счет применения пьезоэлектрического привода, на который подается напряжение от внешнего генератора. Недостатком данного устройства является необходимость встраивания в конструкцию сопловой насадки пьезоэлектрического привода и обеспечения его защиты от электропроводящего мелкодисперсного порошкового материала, который может вызвать замыкание между обкладками пьезоэлектрического привода. Также для пьезоэлектрического привода необходим внешний высоковольтный генератор электрических колебаний.
Известны газоструйные ультразвуковые излучатели низкого давления типа свистка с дозвуковым режимом истечения газа или излучатели высокого давления типа генератора Гартмана со сверхзвуковым режимом истечения газа [Розенберг Л.Д. Физика и техника мощного ультразвука. Книга 1. Источники мощного ультразвука М.: Наука, 1967, 378 с.]. Газоструйные излучатели отличаются относительной простотой конструкции, отсутствием внешнего генератора электрических колебаний, механической прочностью и могут быть использованы в конструкциях, где имеется течение газа при низком (свистки) или высоком (генератор Гартмана) давлении.
Известно устройство для комбинированной газо-лазерно-ультразвуковой резки листового металла [RU 2 670 629 С9 B23K 26/38 (2014.01), B23K 26/14 (2014.01), B23K 26/348 (2014.01), опубликован 23.11.2018 Бюл. №33], содержащее лазерный резак, сопло с форкамерой, коллектор подвода технологического газа и генератор ультразвуковых колебаний (УЗК), отличающееся тем, что генератор УЗК выполнен с резонирующим объемом с, по меньшей мере, тремя свистками Гартмана, расположенными равномерно по его периметру, при этом резонирующий объем размещен коаксиально форкамере сопла и совмещен с ней. В устройстве лазерной резки ультразвуковые колебания в канале реза создаются газоструйным излучателем Гартмана, работающим в потоке технологического газа, истекающего из сопла.
Технической задачей, на решение которой направлено предлагаемое техническое решение, является повышение текучести порошкового материала в каналах сопловой насадки для лазерной порошковой наплавки и предотвращения засора порошковых трубок и коаксиального зазора сопловой насадки частицами порошка.
Технический результат предлагаемого устройства для лазерной порошковой наплавки заключается в возбуждении в потоке защитного газа звуковых или ультразвуковых колебаний при помощи газоструйных излучателей.
Технический результат предлагаемого устройства для лазерной порошковой наплавки, включающего корпус сопловой насадки, систему формирования многоструйного или коаксиального потока газопорошковой смеси, осевой канал в корпусе сопловой насадки для подачи защитного газа и лазерного излучения для плавления порошка в зоне его фокусировки достигается, что в центральном канале корпуса сопловой насадки установлены не менее трех газоструйных звуковых или ультразвуковых излучателей, выходы которых сообщаются с центральным каналом в корпусе сопловой насадки.
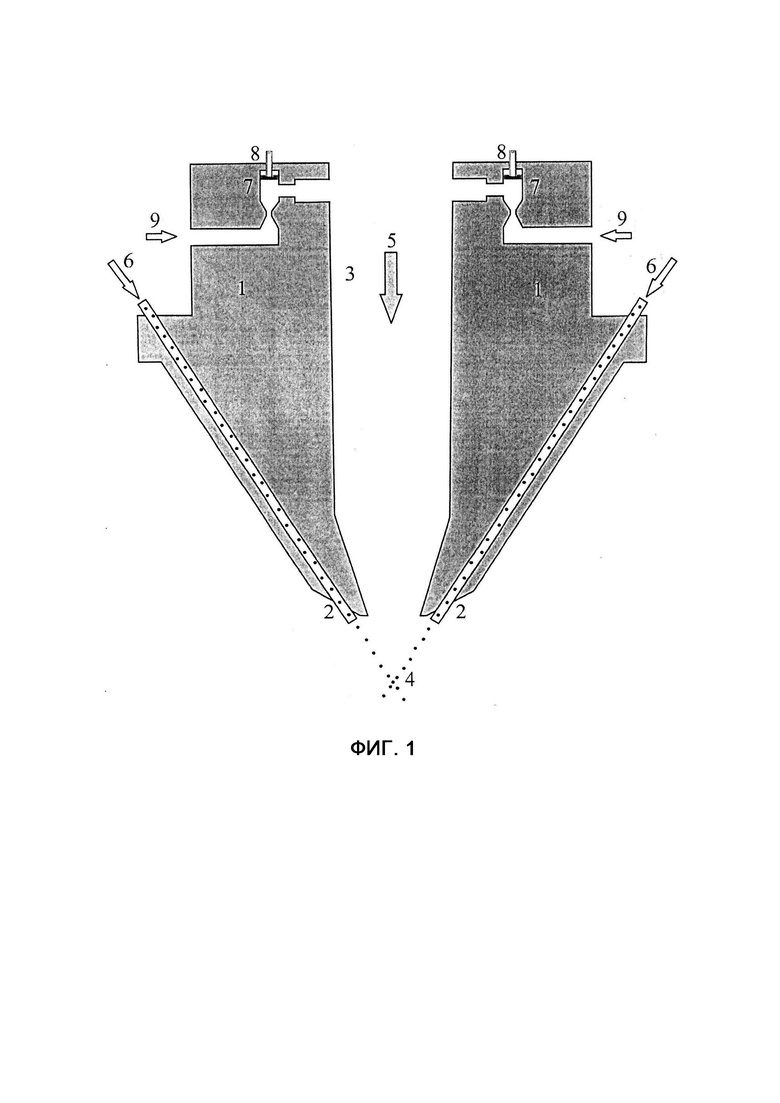
На Фиг 1 схематически изображено предлагаемое устройство для лазерной порошковой наплавки при использовании многоструйной подачи порошкового материала в зону наплавки. В корпусе сопловой насадки 1, имеющей центральный канал 3, установлены трубки 2 для подачи порошкового материала таким образом, что газопорошковые потоки, выходящие из трубок 2 пересекаются в одной точке 4 пространства на оси корпуса сопловой насадки 1. Смесь 6 наплавляемого порошкового материала с транспортным газом подается в трубки 2. Вместо трубок 2 в корпусе сопловой насадки 1 могут быть выполнены цилиндрические каналы, по (которым подаются газопорошковые потоки. Вдоль оси сопловой насадки по центральному каналу 3 распространяется лазерное излучение 5, фокусирующееся на точке пересечения газопорошковых потоков 4. Внутри корпуса 1 сопловой насадки симметрично относительно ее оси установлено не менее трех газоструйных звуковых или ультразвуковых излучателей Гартмана 7, выходы которых соединены с центральным каналом 3. Регулировка частоты генерируемого акустического излучения осуществляется за счет изменения длины резонатора путем перемещения поршня с регулировочным винтом 8. Излучатели 7 приводятся в действие потоком защитного газа, подаваемого через штуцер 9.
Рассмотрим работу устройства для лазерной порошковой наплавки при использовании многоструйной подачи порошкового материала в зону наплавки. Включается подача защитного газа в штуцеры 8 и устанавливаются необходимые по технологии наплавки значения давления и расхода защитного газа в интервале значений 2-4 атм и 5-30 л/мин соответственно. Включается подача газопорошковой смеси 6 в порошковые трубки 2. Устанавливаются необходимые по технологии наплавки значения давления (1-3 атм) и расхода (1-15 л/мин) транспортного газа и массовый расход порошкового материала. Наплавочную головку подводят на заданное расстояние к подложке, на которую будет осуществляться наплавка (на Фиг 1 не показана), включают источник лазерного излучения и перемещают наплавочную головку с заданной скоростью и по заранее заданной траектории. За счет воздействия на частицы порошкового материала в трубках 2 звуковых или ультразвуковых колебаний, генерируемых газоструйными излучателями Гартмана 7, не происходит агрегации частиц порошка и их прилипания к внутренней поверхности стенок трубок 2, что обеспечивает стабильность подачи порошка в зону наплавки. Также звуковые или ультразвуковые колебания, распространяющиеся в центральном канале 3 препятствуют оседанию частиц порошка на защитное стекло (на Фиг 1 не показано), которое отделяет центральный канал 3 от зоны, где располагаются фокусирующие линзы наплавочной головки. Это способствует продлению срока службы защитного стекла, поскольку при попадании лазерного излучения на частицу, осевшую на защитное стекло приводит к немедленному повреждению последнего.
На Фиг 2 схематически изображено предлагаемое устройство для лазерной порошковой наплавки при использовании коаксиальной подачи порошкового материала в зону наплавки. В корпусе сопловой насадки 1, состоящем не менее чем из двух коаксиально расположенных направляющих конусов и формирующих в промежутке между собой конический канал 2 для подачи газопорошковой смеси, на оси имеется центральный канал 3. Газопорошковые потоки, выходящие из зазора 2 между направляющими конусами, пересекаются в одной точке 4 пространства на оси корпуса сопловой насадки 1. Смесь 6 наплавляемого порошкового материала с транспортным газом подается в зазор 2 между конусами в корпусе 1. Вдоль оси сопловой насадки по центральному каналу 3 распространяется лазерное излучение 5, фокусирующееся на точке пересечения газопорошковых потоков 4. Внутри корпуса 1 сопловой насадки симметрично относительно ее оси установлено не менее трех газоструйных звуковых или ультразвуковых излучателей Гартмана 7, выходы которых соединены с центральным каналом 3. Регулировка частоты генерируемого акустического излучения осуществляется за счет изменения длины резонатора путем перемещения поршня с регулировочным винтом 8. Излучатели 7 приводятся в действие потоком защитного газа, подаваемого через штуцер 9.
Рассмотрим работу устройства для лазерной порошковой наплавки при использовании коаксиальной подачи порошкового материала в зону наплавки. Включается подача защитного газа в штуцеры 9 и устанавливаются необходимые по технологии наплавки значения давления (2-4 атм) и расхода (5-30 л/мин) защитного газа. Включается подача газопорошковой смеси 6 в зазор между конусами 2. Устанавливаются необходимые по технологии наплавки значения давления (1-3 атм) и расхода (1-15 л/мин) транспортного газа и массовый расход порошкового материала. Наплавочную головку подводят на заданное расстояние к подложке, на которую будет осуществляться наплавка (на Фиг 2 не показана), включают источник лазерного излучения и перемещают наплавочную головку с заданными пользователем скоростью и траекторией. За счет воздействия на частицы порошкового материала в зазоре между конусами 2 звуковых или ультразвуковых колебаний, генерируемых газоструйными излучателями Гартмана 7, не происходит агрегации частиц порошка и их прилипания к внутренней поверхности конусов, что обеспечивает стабильность подачи порошка в зону наплавки. Также звуковые или ультразвуковые колебания, распространяющиеся в центральном канале 3 препятствуют оседанию частиц порошка на защитное стекло (на Фиг 2 не показано), которое отделяет центральный канал 3 от зоны, где располагаются фокусирующие линзы наплавочной головки. Это способствует продлению срока службы защитного стекла, поскольку при попадании лазерного излучения на частицу, осевшую на защитное стекло приводит к немедленному повреждению последнего.
Применение предлагаемого устройства для лазерной порошковой наплавки по сравнению с прототипом, позволит путем воздействия на газопорошковый поток, распространяющийся в порошковых каналах в корпусе головки для лазерной порошковой наплавки, предотвращать засорение порошковых каналов и стабилизировать массовый расход порошка, подаваемого в ванну расплава, а также продлить срок службы защитного стекла в головке для лазерной наплавки.
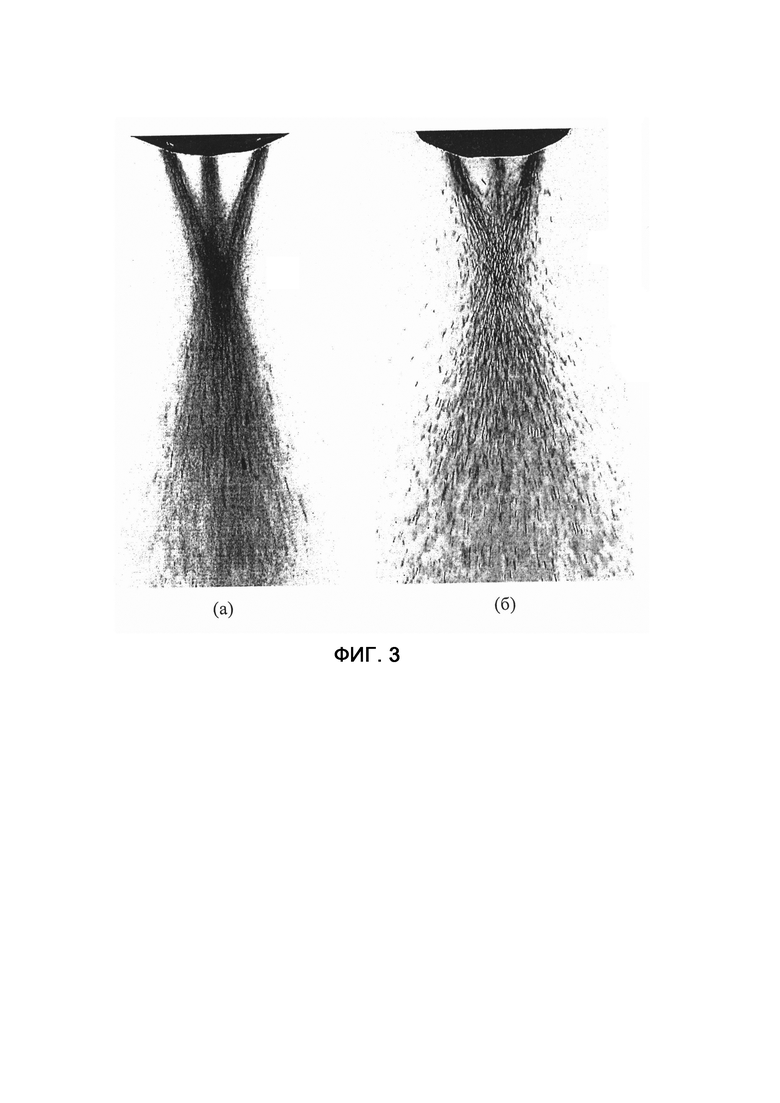
Рассмотрим пример реализации заявленного устройства для лазерной порошковой наплавки. Была изготовлена сопловая трехструйная насадка, у которой сопловые каналы были выполнены осесимметрично в коническом латунном корпусе. В верхней части корпуса сопловой насадки установлен излучатель Гартмана (см. Фиг. 1) с регулируемой длиной резонансной камеры. Диаметр камеры резонатора и сопла Лаваля составил 10 мм, диаметр перетяжки сопла 3,5 мм. Изменение длины камеры резонатора осуществляется регулировочным винтом за счет перемещения его торца в камере в интервале 4-10 мм. Во входное отверстие излучателя поступает защитный газ (аргон) под давлением 1-3 атм и расходом 10-20 л/мин. Выходное отверстие излучателя соединено с центральным каналом корпуса сопловой насадки. С использованием пьезоэлектрического микрофона, а также пьезоэлектрического датчика, закрепленного на корпусе сопловой насадки было установлено, что при подаче на излучатель защитного газа в центральном канале сопловой насадки и в ее корпусе формировались упругие колебания с частотой от 15 кГц до 30 кГц. Регулировка частоты осуществляется путем изменения давления защитного газа в интервале 1-3 атм или объема резонатора за счет перемещения регулировочного винта в интервале 4-10 мм. С использованием высокоскоростной видеосъемки были зарегистрированы изображения газопорошкового потока с включенным акустическим излучателем и без него (Фиг. 3а и б, соответственно). Без акустического воздействия струя порошка (Фиг. 3б), вытекающая из выходного отверстия порошковой трубки нестабильна - за счет трения частиц порошка между собой и стенками трубки массовый расход порошка периодически меняется, что ухудшает метрологические параметры процесса наплавки. Порошок, поступающий в трубки, агломерируется в виде крупны частиц. Сталкиваясь между собой в потоке, эти крупные частицы рассеиваются, что снижает плотность потока порошка в точке пересечения порошковых струй. Воздействие акустической волны на газопорошковый поток создает эффект псевдоожиженного слоя, уменьшает трение частиц порошка в потоке и препятствует закупорке порошковых трубок. Агломерация частиц порошка и их рассеяние существенно меньше, а плотность потока порошка в зоне фокусировки трех струй увеличилась. Как результат, течение газопорошкового потока становится более стабильным - струя порошка однородная (Фиг. 3а), а коэффициент использования порошкового материала повышается.
Таким образом, испытание устройства для лазерной порошковой наплавки продемонстрировало положительный эффект воздействия акустических волн на стабильность газопорошковых потоков, формируемых сопловой насадкой и на эффективность использования порошкового материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изделия лазерно-акустической наплавкой и устройство для его осуществления | 2019 |
|
RU2740687C2 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
| Устройство защиты зоны газопорошковой лазерной наплавки металлов от внешней среды и способ защиты зоны газопорошковой лазерной наплавки металлов от внешней среды (Варианты) | 2019 |
|
RU2710710C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2018 |
|
RU2697124C2 |
| Способ лазерной наплавки покрытий на образец и устройство для его осуществления | 2017 |
|
RU2656906C1 |
| Способ аддитивной обработки деталей из сплавов системы Al-Si | 2016 |
|
RU2620841C1 |
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| Способ ремонта пера охлаждаемых рабочих лопаток газотурбинных двигателей из жаропрочных сплавов методом лазерной порошковой наплавки | 2023 |
|
RU2823420C1 |
| УСТРОЙСТВО ДЛЯ АЭРАЦИИ ЖИДКОСТИ | 1989 |
|
SU1729090A2 |

Изобретение может быть использовано при лазерной порошковой наплавке, в частности при аддитивном изготовлении изделий из порошковых материалов. Корпус сопловой насадки выполнен с осевым центральным каналом для подачи защитного газа и лазерного излучения. В корпусе симметрично оси насадки расположены по меньшей мере три газоструйных звуковых или ультразвуковых излучателя, каждый из которых выполнен в виде свистка Гартмана с возможностью регулирования частоты генерируемого акустического излучения. Излучатели размещены с возможностью воздействия генерируемых колебаний на частицы подаваемого порошка. Выходные отверстия излучателей сообщены с центральным каналом корпуса сопловой насадки. Способ обеспечивает повышение текучести порошкового материала в каналах сопловой насадки и предотвращение засора порошковых трубок и коаксиального зазора сопловой насадки частицами порошка. 3 ил.
Устройство для лазерной порошковой наплавки, содержащее сопловую насадку, корпус которой выполнен с осевым центральным каналом для подачи защитного газа и лазерного излучения, и размещенную в упомянутом корпусе систему формирования многоструйного или коаксиального потока газопорошковой смеси с возможностью подачи порошка в зону фокусировки лазерного излучения, отличающееся тем, что в корпусе сопловой насадки симметрично ее оси расположены по меньшей мере три газоструйных звуковых или ультразвуковых излучателя, каждый из которых выполнен в виде свистка Гартмана с возможностью регулирования частоты генерируемого акустического излучения, при этом излучатели размещены с возможностью воздействия генерируемых колебаний на частицы подаваемого порошка, а выходные отверстия излучателей сообщены с центральным каналом корпуса сопловой насадки.
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
| Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (Варианты) | 2017 |
|
RU2670629C9 |
| 0 |
|
SU189306A1 | |
| СОПЛО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1991 |
|
RU2031764C1 |
| US 0008076607 B2, 13.12.2011. | |||

