Настоящее техническое решение относится к способу лазерной наплавки материалов и устройству, его реализующему и может быть использовано при лазерной порошковой наплавке, в том числе и при аддитивном изготовлении изделий из порошковых материалов.
Известна установка для лазерно-вибрационной наплавки [1], содержащая несущую конструкцию, лазерный блок, каретку привода вертикального перемещения, каретку привода горизонтального перемещения, технологический стол, привод перемещения в горизонтальной плоскости, устройства крепления и вращения обрабатываемой детали и лазерной головки, отличающаяся тем, что в технологический стол вмонтированы вибровозбудители, расположенные во взаимно перпендикулярных плоскостях и обеспечивающие приведение технологического стола в вибрирующее состояние. Вибрация технологического стола передается детали и через ее толщу – в ванну расплава, формируемую лазерным лучом из подаваемого в зону воздействия лазерного луча порошкового материала. При этом за счет вибраций в ванне расплава происходит более эффективное перемешивание, снижаются остаточные напряжения и уменьшается количество дефектов структуры [2]. Недостатком данного устройства является большая масса приводимого в вибрирующее движение технологического стола и детали, что вызывает необходимость применения мощных вибропреобразователей и, следовательно, к большим затратам энергии, быстрому износу установки и к снижению ресурса ее работы. Сильные вибрации всей обрабатываемой детали также могут привести к ее повреждению.
Известен способ лазерной обработки изделия (варианты) и устройство для его осуществления (варианты) [3], в котором лазерную наплавку выполняют с использованием инертного газа и порошкового присадочного материала. По одному из вариантов, одновременно с оплавлением лазерным лучом поверхность обрабатываемого изделия подвергают воздействию ультразвуковых колебаний, воздействию электромагнитных или магнитных полей. Устройство, реализующее этот способ, содержит лазерный блок, корпус сопла и установленную в нем с кольцевым зазором вставку с центральным проходным каналом для лазерного луча, патрубок для подачи легирующих элементов в кольцевой зазор, дополнительный патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, и систему приводов для взаимного перемещения корпуса относительно поверхности столика, служащего для размещения обрабатываемого изделия на столике. По одному из вариантов устройство содержит ультразвуковой генератор, электромагнитную антенну, генератор электромагнитных или магнитных полей, установленные ниже выходного отверстия кольцевого зазора корпуса. Недостатком данного устройства является необходимость подачи ультразвуковых колебаний на обрабатываемое изделие через преобразователь импеданса (акустический трансформатор) за счет его прямого акустического контакта с изделием. Как известно [4], волновое сопротивление пьезокерамических и магнитострикционных преобразователей достаточно велико, поэтому для более эффективной передачи ультразвуковых колебаний от излучателя в обрабатываемую деталь необходимо плотное сопряжение их поверхностей с заполнением воздушных промежутков, обладающих в 100000 раз меньшим волновым сопротивлением, иммерсионной жидкостью. В случае обработки изделия сложной формы, осуществлять оптимальную передачу ультразвуковых колебаний в деталь будет затруднительно.
Другим недостатком является невозможность изменения в широком диапазоне частоты ультразвукового воздействия на обрабатываемую деталь без замены ультразвукового излучателя. Как известно, используемые для преобразования электрических колебаний в ультразвуковые волны пьезокерамические или магнитострикционные преобразователи обладают резонансными свойствами и эффективно излучают только в достаточно узком (несколько килогерц) интервале частот вблизи собственной резонансной частоты (в интервале 8-22 кГц) [4]. При смещении частоты электрических колебаний от резонансной частоты преобразователя эффективность его излучения резко падает. Поэтому подбор оптимальной частоты ультразвукового воздействия на ванну расплава в процессе лазерной наплавки может потребовать неоднократной замены ультразвукового преобразователя, что существенно снижает производительность процедуры оптимизации и увеличивает ее себестоимость ввиду необходимости приобретения дополнительных преобразователей на различные диапазоны частот.
Известен способ обработки поверхности материалов импульсным лазерным излучением [5]. При воздействии на поверхность детали коротких лазерных импульсов с длительностью от 10 до 100 нс и энергией до 100 Дж на поверхности формируется облако лазерной плазмы с давлением от 1000 10000 атм. В результате при подаче периодической последовательности коротких лазерных импульсов на поверхность детали в ней формируется упругая акустическая волна с частотой, соответствующей частоте следования импульсов лазера.
Задачей заявляемого изобретения является расширение возможностей метода лазерной порошковой наплавки при обработке деталей сложной конфигурации, расширение диапазона частот акустического воздействия на деталь в процессе ее лазерной обработки, повышение производительности, точности обработки деталей.
Решение задачи в предлагаемом способе лазерной обработки изделия и устройстве, его реализующем достигается следующим образом. Предлагается способ лазерной обработки изделия, в котором лазерную наплавку выполняют с использованием инертного газа и порошкового присадочного материала, подаваемого через газопорошковое сопло и одновременно с оплавлением лазерным лучом поверхность обрабатываемого изделия подвергается воздействию ультразвуковых колебаний, отличающийся тем, что при этом лазерное излучение модулируется с частотой, лежащей в ультразвуковом диапазоне и коэффициент амплитудной модуляции лазерного излучения менее 100%. При такой модуляции короткие лазерные импульсы, следующие с ультразвуковой частотой, формируются на фоне постоянной составляющей непрерывного лазерного излучения. Постоянная составляющая лазерного излучения используется для плавления порошкового материала на поверхности изделия, а импульсная составляющая – для формирования акустических колебаний в ванне расплава.
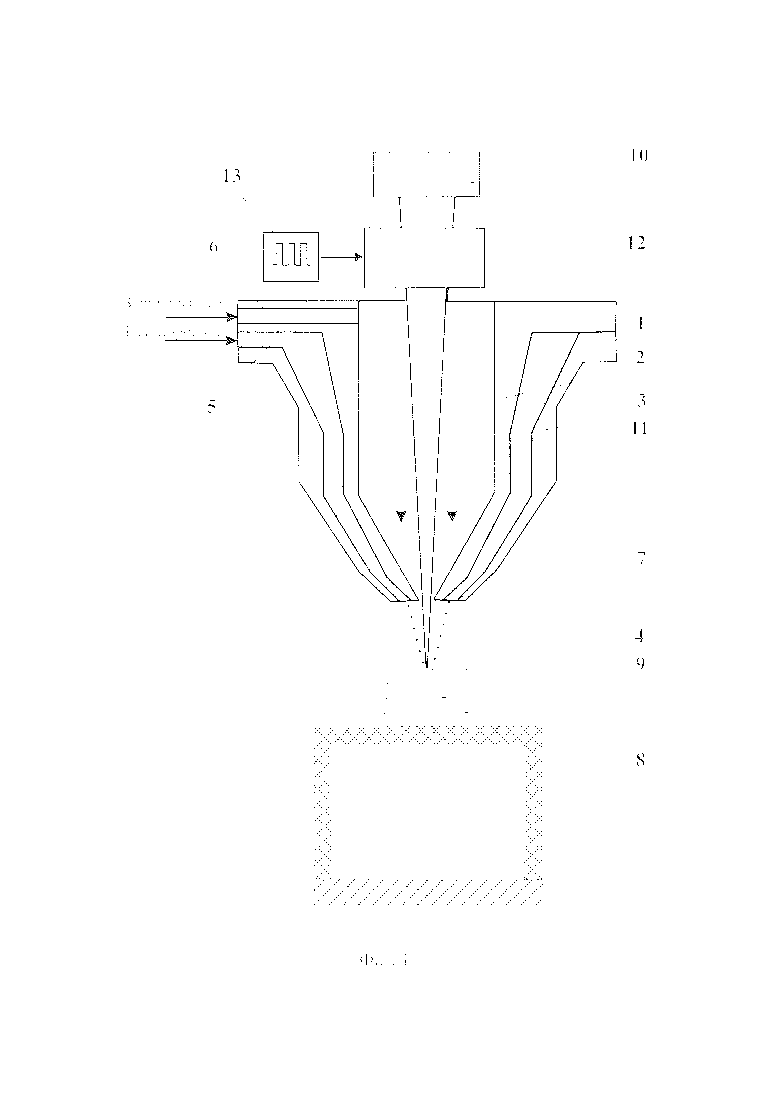
Устройство, реализующее заявляемый способ лазерной обработки изделия схематично представлено на Фиг. 1 и состоит из лазерного блока 10, модулятора 12 интенсивности лазерного излучения, управляемого генератором импульсов 13, корпуса сопла 1 и установленной в нем с кольцевым зазором 3 вставки 2 с центральным проходным каналом для лазерного луча 11, патрубка 5 для подачи легирующих элементов в кольцевой зазор 3, дополнительного патрубка 6 для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, и систему приводов для взаимного перемещения корпуса относительно поверхности столика 8, служащего для размещения обрабатываемого изделия 9 на столике.
Рассмотрим осуществление способа лазерной обработки изделия и работу устройства для его осуществления.
Перед началом осуществления предлагаемого способа лазерной обработки изделия обрабатываемое изделие 9 размещают на столике 8, включают подачу порошкообразных легирующих материалов, включают подачу инертного защитного газа, включают лазерный блок 10, задающий генератор 13 и модулятор 12, устанавливают требуемую частоту и глубину модуляции лазерного излучения. Через центральный проходной канал вставки 2 лазерный луч 11 направляют в зону обработки 4. Через патрубок 5 в полость между корпусом 1 сопла и вставкой 2 подают порошковый наплавляемый материал (например, самофлюсующийся или несамофлюсующийся) с инертным защитным газом и через дополнительный патрубок 6 одновременно подают инертный защитный газ (гелий, азот или аргон). Подача наплавляемого материала в кольцевой зазор 3 обеспечивает плавление порошка непосредственно в зоне обработки 4. В центральный проходной канал вставки 2 подают инертный защитный газ (гелий, азот или аргон) для защиты элементов фокусирующей оптики от частиц наплавляемого материала. Лазерная наплавка осуществляется по схеме: неподвижный лазерный луч 11 - перемещаемое обрабатываемое изделие 9. Столик 8 одновременно с обрабатываемым изделием 9 - перемещают относительно лазерного луча 11 за счет системы приводов, которая на чертеже не показана. Зона обработки 4 изделия 9 - это место пересечения лазерного луча 11 и подаваемого присадочного порошкового материала на поверхности изделия. В процессе лазерной обработки изделия интенсивность лазерного излучения модулируется с частотой, формируемой генератором и лежащей в ультразвуковом диапазоне, при этом коэффициент модуляции может варьироваться для регулировки интенсивности акустического воздействия. Постоянная составляющая лазерного излучения обеспечивает плавление порошкового присадочного материала и формирование ванны расплава, а его переменная составляющая путем мгновенного поверхностного испарения металла формирует периодическую последовательность ударных волн в ванне расплава, которые осуществляют акустическое воздействие на материал в жидком и твердом состоянии. Чем больше коэффициент модуляции, тем больше амплитуда лазерных импульсов и выше интенсивность ультразвуковой волны в ванне расплава. Модуляция лазерного излучения с частотой ультразвукового диапазона может осуществляться за счет модулятора, например, акустооптического, ячейки Керра или Поккельса или за счет модуляции энергии накачки (управление газоразрядной лампой, светодиодами или лазерами накачки).
Технический результат в предлагаемом способе лазерной обработки изделия и устройстве, его реализующем достигается за счет исключения дополнительного оборудования и материалов для генерации и передачи в ванну расплава ультразвуковых колебаний (акустический излучатель, акустический трансформатор, звукопровод, иммерсионная жидкость) поскольку эти функции выполняет лазерное излучение. За счет малого размера фокального пятна лазерного излучения акустическое воздействие носит локальный характер и максимально в области ванны расплава. Это позволяет повысить эффективность полезного воздействия акустических колебаний, уменьшить воздействие на конструкционные элементы установки и, следовательно, снизить ее себестоимость и увеличить ее КПД. В отвердевшей части детали амплитуда акустических колебаний будет уменьшаться, что предотвратит образование трещин в обрабатываемом изделии. Поскольку лазерный луч всегда направлен в обрабатываемую точку изделия, в предлагаемом устройстве отпадает необходимость в дополнительном приспособлении, которое направляет акустический излучатель в ванну расплава. Воздействие на ванну расплава осуществляется бесконтактным методом, поэтому в отличие от известных способов подачи акустического воздействия отпадает необходимость охлаждения ультразвукового излучателя и акустического трансформатора, который нагревается от тепла, испускаемого ванной расплава и поэтому имеет ограниченный ресурс работы. Взаимодействие импульсов лазерного излучения с ванной расплава не носит резонансный характер, поэтому при изменении частоты ультразвукового воздействия в широких пределах амплитуда акустических колебаний в расплаве меняется незначительно. это позволяет находить оптимальные значения частоты воздействия на процесс лазерной наплавки без смены ультразвуковых излучателей.
Представленное техническое решение было разработано и изготовлено в рамках исполнения Государственного контракта №14.Z.50.31.0023 от 04.03.2014.
1. Зябрев И.А. Установка для лазерно-вибрационной наплавки Патент на полезную модель № Ru 158 542 U1 Приоритет 10.08.2015. Опубликован 10.01.2016 Бюл. № 1
2. Weilong Cong, Fuda Ning A fundamental investigation on ultrasonic vibrationassisted laser engineered net shaping of stainless steel // International Journal of Machine Tools and Manufacture. - 2017. - http://dx.doi.org/10.1016/j.ijmachtools.2017.04.008
3. Горунов А.И., Гильмутдинов А.Х. Способ лазерной обработки изделия (варианты) и устройство для его осуществления (варианты) Патент на изобретение № Ru 2 618 287 С2 Приоритет 04.08.2015 Опубликован 03.05.2017 Бюл. № 13
4. Римский-Корсаков А.В. Электроакустика. М., «Связь», 1973. - с.167
5. W.M.Steen, J.Mazunder, Laser Material Processing, London, 4 th ed. Springer-Verlag, London Limited, 2010, p. 273
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изделия лазерно-акустической наплавкой и устройство для его осуществления | 2019 |
|
RU2740687C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
| Способ лазерной наплавки покрытий на образец и устройство для его осуществления | 2017 |
|
RU2656906C1 |
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |
| Способ получения полых покрытий при газопорошковой лазерной наплавке со сканированием излучения | 2017 |
|
RU2688969C2 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2620520C2 |
| Устройство защиты зоны газопорошковой лазерной наплавки металлов от внешней среды и способ защиты зоны газопорошковой лазерной наплавки металлов от внешней среды (Варианты) | 2019 |
|
RU2710710C1 |
| Устройство для лазерной порошковой наплавки | 2019 |
|
RU2767104C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее | 2018 |
|
RU2676064C1 |
Группа изобретений относится к способу и устройству для лазерной наплавки металлического порошкового материала на поверхность изделия и может быть использована при аддитивном изготовлении изделий. Способ включает подачу инертного газа и порошкового присадочного материала через газопорошковое сопло и оплавление лазерным излучением поверхности обрабатываемого изделия. Лазерное излучение модулируют с частотой ультразвукового диапазона и с коэффициентом амплитудной модуляции менее 100%. Воздействием постоянной составляющей лазерного излучения обеспечивают плавление порошкового материала на поверхности изделия с образованием ванны расплава, а воздействием импульсной составляющей лазерного излучения формируют акустические колебания в ванне расплава. Устройство содержит лазерный блок, газопорошковое сопло с патрубком для подачи порошкового материала и патрубком для подачи инертного защитного газа, вставку, установленную в сопле с образованием кольцевого зазора для подачи порошкового материала и имеющую центральный проходной канал для лазерного излучения, столик для размещения изделия, генератор ультразвуковых частот и модулятор интенсивности лазерного излучения. Обеспечивается повышение производительности и точности обработки изделий. 2 н.п. ф-лы, 1 ил.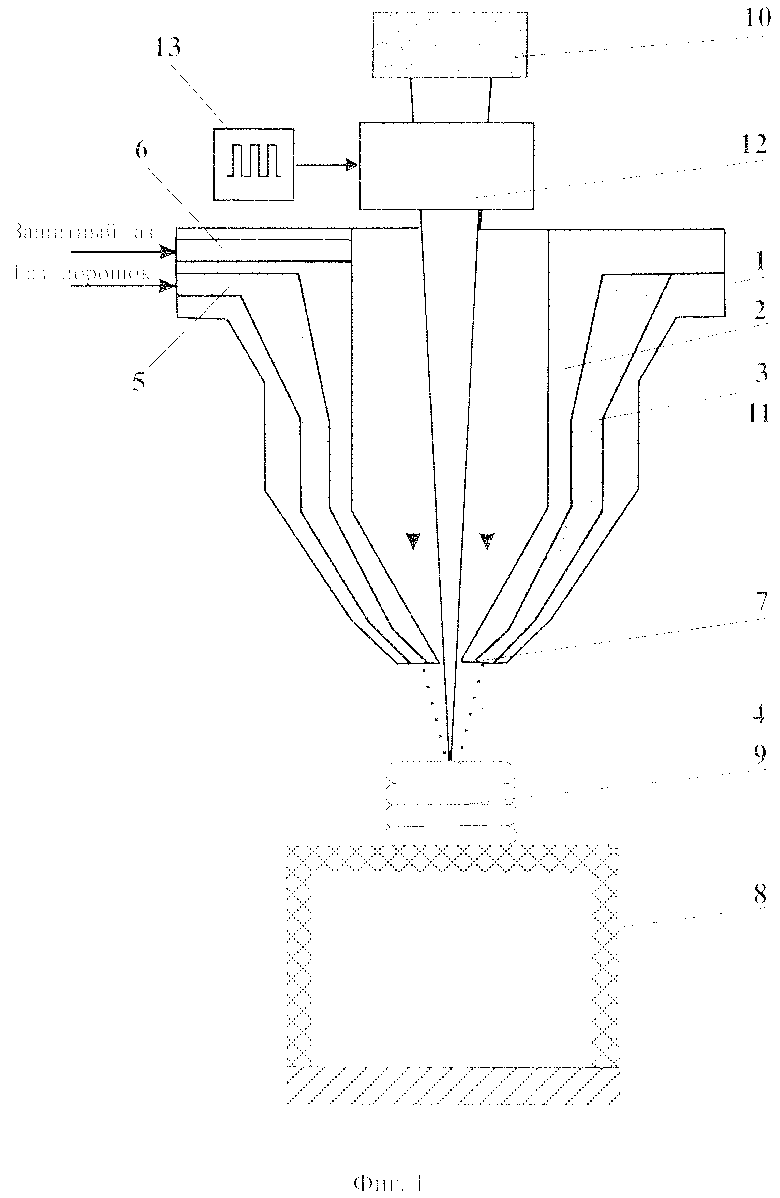
1. Способ лазерной наплавки металлического порошкового материала на поверхность изделия, включающий подачу инертного газа и порошкового присадочного материала через газопорошковое сопло и оплавление лазерным излучением поверхности обрабатываемого изделия, отличающийся тем, что лазерное излучение модулируют с частотой ультразвукового диапазона и с коэффициентом амплитудной модуляции менее 100%, при этом воздействием постоянной составляющей лазерного излучения обеспечивают плавление порошкового материала на поверхности изделия с образованием ванны расплава, а воздействием импульсной составляющей лазерного излучения формируют акустические колебания в ванне расплава.
2. Устройство для лазерной наплавки металлического порошкового материала на поверхность изделия, содержащее лазерный блок и газопорошковое сопло с патрубком для подачи металлического порошкового материала и патрубком для подачи инертного защитного газа, отличающееся тем, что оно содержит вставку, установленную в газопорошковом сопле с образованием кольцевого зазора для подачи металлического порошкового материала и имеющую центральный проходной канал для лазерного излучения, столик для размещения изделия с системой приводов для взаимного перемещения газопорошкового сопла относительно поверхности столика, генератор ультразвуковых частот и модулятор интенсивности лазерного излучения, установленный между лазерным блоком и газопорошковым соплом по ходу лазерного излучения, при этом упомянутый модулятор выполнен с возможностью регулирования коэффициента амплитудной модуляции лазерного излучения посредством генератора ультразвуковых частот.
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
| СОПЛО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1991 |
|
RU2031764C1 |
| МЕХАНИЗМ БОКОВОГО РАВНЕНИЯ ЛИСТОВ НА ЛИСТОВЫХ ПЕЧАТНЫХ МАШИНАХ | 0 |
|
SU165179A1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2283364C2 |
| DE 102012208227 A1, 21.11.2013 | |||
| WO 2015031453 A1, 05.03.2015 | |||
| US 4330699 A1, 18.05.1982. | |||

