Изобретение относится к способам и устройствам восстановления изделия путем заполнения трещин расплавом металла методом лазерно-акустической наплавки.
Известен способ изготовления режущих инструментов из быстрорежущей стали с наплавленной в ультразвуковом поле режущей частью, при этом процесс наплавки режущей части проводят в узле колебаний стоячей ультразвуковой волны. (Патент RU 2228825 C1, В23К 9/04 (2000.01), В23К 101/20 (2000.01), 20.05.2004 Бюл. №14).
Известно устройство для изготовления объемных деталей, содержащее наплавляемую державку, в которой создается стоячая ультразвуковая волна, концентратор, магнитострикционный преобразователь и ультразвуковой генератор. (Патент RU 2228825 C1, В23К 9/04 (2000.01), В23К 101/20 (2000.01), 20.05.2004 Бюл. №14).
Известен способ изготовления объемных деталей, включающий подачу исходного материала при воздействии лазерного луча на исходный материал, при котором выполняется сканирующее движение лазера, при этом в качестве исходного материала детали используют сварочную проволоку которую предварительно подогревают, а на расплавленный слой исходного материала воздействуют ультразвуком. (Заявка RU 2014131354 А, В23К 26/342 (2014.01), B22F 3/105 (2006.01), В23К 26/348 (2014.01), В23К 31/02 (2006.01), опубликован 20.02.2016 Бюл. №5)
Известно устройство для изготовления объемных деталей, содержащее лазерную головку и средство подачи исходного материала, при этом лазерная головка расположена под углом к слою наплавляемого материала, а средство подачи исходного материала выполнено с возможностью вертикальной подачи сварочной проволоки под лазерную головку, а средство перемешивания и уплотнения исходного материала, закрепленное на устройстве, выполнено в виде ультразвукового излучателя. (Заявка RU 2014131354 А, В23К 26/342 (2014.01), B22F 3/105 (2006.01), В23К 26/348 (2014.01), В23К 31/02 (2006.01), опубликован 20.02.2016 Бюл. №5)
Наиболее близким к предлагаемому способу восстановления изделия лазерно-акустической наплавкой является способ гибридного лазерно-ультразвукового создания функционально-градиентного материала, описанный в патенте RU 2669953 C1, С23С 24/08, В23К 26/346, В23К 26/144, С23С 28/00 опубликованном 17.10.2018 Бюл. №29, который заключается в том, что подачу направленного потока газопорошковой смеси и инертного защитного газа осуществляют на поверхность обрабатываемого изделия с одновременным расплавлением его лазерным лучом и перемещением создаваемого покрытия относительно лазерного луча, при этом, каждый следующий наносимый слой обрабатывают ультразвуковыми колебаниями с частотой, амплитудой и мощностью колебаний достаточными для создания функционально-градиентной структуры во всем материале, состоящем из наплавляемых слоев.
Наиболее близким к предлагаемому устройству восстановления изделия лазерно-акустической наплавкой является устройство для гибридного лазерно-ультразвукового создания функционально-градиентного материала, описанный в патенте RU 2669953 C1, С23С 24/08, В23К 26/346, В23К 26/144, С23С 28/00, опубликованном 17.10.2018 Бюл. №29., содержащий лазерный блок, корпус с выходным отверстием, установленную в корпусе с кольцевым зазором вставку с центральным проходным каналом для лазерного луча, патрубок для подачи легирующих элементов в кольцевой зазор, дополнительный патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, и акустический генератор, при этом оно снабжено столиком для размещения изделия и системой приводов для взаимного перемещения корпуса относительно поверхности упомянутого столика, при этом волновод акустического генератора жестко закреплен на корпусе с расположением рабочей части волновода ниже выходного отверстия корпуса и с возможностью создания колебаний различной частоты, амплитуды и мощности.
Недостатком способа и устройства по прототипам является то, что обработка многослойных покрытий, при их послойном лазерном выращивании производится без сонокапилярного эффекта, что ограничивает диапазон варьирования текучестью расплавленного металла и генератор ультразвуковых колебаний остается неподвижным на протяжении всего процесса наплавки, и может привести к снижению влияния акустического воздействия на обрабатываемые слои по мере роста изделия, что не позволит осуществлять в полной мете заполнение трещин расплавленным металлом, в случае использования данной технологии для восстановления изделия. Известно, что с увеличением амплитуды колебаний улучшается дегазация и увеличивается текучесть расплавленного металла при введении колебаний в расплав металла (Агранат Б.А. Ультразвуковая технология. - М.: Машиностроение, 1984. - 503 с.). В данной связи появляется необходимость в использовании всего диапазона частот акустических волн, а именно инфразвука или звука или ультразвука или гиперзвука для достижения технического результата.
Технической проблемой является ремонт поврежденной поверхности изделия путем заполнения трещин расплавленным металлом на поверхности изделия с помощью прямого лазерного нанесения путем воздействия на металл инфразвуковыми, звуковыми, ультразвуковыми или гиперзвуковыми колебаниями с варьированием частоты колебаний от 0 до 1013 Гц, мощности воздействия и амплитуды звуковых волн достаточными для создания сонокапилярного эффекта в расплавленном металле для заполнения трещин на поверхности изделия с различной глубиной.
Технический результат предлагаемого восстановления изделия с трещинами и устройства для его осуществления, заключается в создании сонокапилярного эффекта в расплавленном металле для заполнения трещин на поверхности изделия с различной глубиной, который осуществляют путем заполнения трещин лазерно-акустической наплавкой на поверхности изделия с различной глубиной их проникновения в тело изделия.
Технический результат в способе восстановления изделия с трещинами лазерно-акустической наплавкой, включающий подачу направленного потока газопорошковой смеси и инертного защитного газа на поверхность обрабатываемого изделия, и расплавление газопорошковой смеси лазерным лучом при перемещении изделия относительно лазерного луча, при этом одновременно на расплав металла, образованный плавлением порошковой смеси, воздействуют акустическими колебаниями, достигается тем, что расплавленным металлом, образованным путем плавления порошковой смеси, заполняют каждую трещину на поверхности изделия, причем на расплав металла воздействуют акустическими колебаниями с инфразвуковой, или звуковой, или гиперзвуковой частотой с обеспечением создания сонокапилярного эффекта в расплавленном металле.
Технический результат в устройстве для восстановления изделия с трещинами лазерно-акустической наплавкой, содержащее лазерный блок, корпус и установленную в нем с кольцевым зазором вставку с центральным проходным каналом для прохода лазерного луча, патрубок для подачи газопорошковой смеси в кольцевой зазор и патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, столик для размещения изделия, систему приводов для взаимного перемещения корпуса относительно поверхности упомянутого столика, акустический генератор с волноводом, при этом рабочая часть волновода акустического генератора расположена ниже выходного отверстия корпуса, достигается тем, волновод закреплен на корпусе и снабжен механизмом перемещения, выполненным с возможностью перемещения, выполненным с возможностью перемещения в пяти координатах, при этом акустический генератор и волновод выполнены с рабочим диапазоном частот в инфразвуковом или звуковом или ультразвуковом или гиперзвуковом интервале колебаний.
Введенные признаки в предлагаемый способ восстановления изделия с трещинами, то, что одновременно с оплавлением лазерным лучом, при заполнении трещин на поверхности изделия жидким металлом, образованным плавлением порошкового материала газопорошковой смеси волоконным лазером подвергают воздействию инфразвуковых или звуковых или ультразвуковых или гиперзвуковых колебаний с частотой, мощностью и амплитудой колебаний достаточными, для создания сонокапилярного эффекта в расплавленном металле для заполнения трещин на поверхности изделия с различной глубиной и введенные признаки для предлагаемого устройства для реализации способа то, что ниже выходного отверстия кольцевого зазора снаружи к корпусу закреплен волновод, с помощью механизма, выполненного в виде каретки для его перемещения в пяти осях координат относительно корпуса, для создания инфразвуковых, звуковых, ультразвуковых или гиперзвуковых колебаний, управляемый акустическим генератором, а так же обеспечивают возможность заполнения трещин на поверхности изделия с различной глубиной их проникновения в тело изделия, что в итоге позволяет расширить возможности ремонтной технологии по сравнению с известным способом и известным устройством.
В процессе наплавки необходимо менять частоту и мощность с помощью акустического генератора с использованием переключателей. Интенсивность и амплитуда акустических колебаний варьируется толщиной подложки, перемещением волновода относительно наплавляемого металла или с помощью фокусирующих линз. В образце, полученном методом наплавки с акустическими колебаниями, с частотой ультразвуковых колебаний 22 кГц и 100% мощности эффект влияния акустический колебаний был обнаружен на высоте 5 мм от подложки. Для образца, полученного наплавкой с акустическими колебаниями с частотой 80 кГц и 100% мощностью, равноосные зерна были обнаружены на высоте 2 мм.
С увеличением амплитуды колебаний улучшается текучесть расплавов металла при его звуковой обработке. (Агранат Б.А. Ультразвуковая технология. - М.: Машиностроение, 1984. - 503 с.). В данной связи появляется необходимость в использовании инфразвука, звука, гиперзвука и ультразвука для достижения лучшего эффекта.
Степень поглощения звуковой волны определяется свойствами среды. В более вязкой среде, например в стали, поглощение больше чем в алюминии. Однако оно во многом зависит и от частоты звука. Чем больше частота, тем больше поглощение. Звук частоты 10000 Гц поглощается в 100 раз больше, чем звук частоты 1000 Гц. (Хорбенко И.Г. Звук, ультразвук, инфразвук. Изд. 2-е, перераб. и доп. - М.: Знание, 1986, - 192 с.)
Ультразвуковые (УЗ) колебания, вводимые в расплав, интенсифицируют процесс дегазации, способствуют дополнительному перемешиванию, препятствуют возникновению дендритной ликвации и концентрации неметаллических включений на границах зерен, что положительно влияет на формирование однородной структуры металла в процессе кристаллизации. (Абрамов В.О., Абрамов О.В., Артемьев В.В. и др. Мощный ультразвук в металлургии и машиностроении. - М.: Янус-К, 2006. - 688 с.)
Введение упругих механических колебаний УЗ-частоты 18-70 кГц в расплавленный металл создает в нем кавитацию и ряд сопутствующих явлений: давление УЗ-волны, микро- и макропотоки. При интенсивности ультразвука (8-9)×103 Вт/м2 в жидкой среде появляются маленькие пузырьки - зародыши кавитации, которые пульсируют с частотой УЗ-колебаний, расширяются и затем захлопываются, создавая ударные волны, давление в которых может достигать значительных величин. Такие микроудары разрушают оксидные пленки и загрязнения на поверхности подложки, которая затем хорошо смачивается жидким металлом. Одновременно с кавитацией вблизи излучающей поверхности инструмента возникают микро- и макропотоки, которые способствуют удалению оксидных пленок и ускорению процесса смачивания поверхности трещины жидким металлом. Кавитация в жидкой среде ускоряет химические реакции и играет главную роль при УЗ-активации. При высокой интенсивности ультразвука в расплаве возникают и другие эффекты: переменное звуковое давление, «звуковой ветер», кумулятивные течения.
Появление акустической кавитации связано с наличием в жидкой среде зародышей - микроскопических газовых пузырьков. Реальные жидкости и расплавы содержат твердые нерастворимые примеси. Зародыши кавитации могут образовываться на твердых, не смачиваемых жидкостью частицах, имеющих трещины, заполненные нерастворимым газом. Поскольку поверхность трещины несмачиваемая, то заходящая в трещину жидкость образовывает относительно газа выпуклый мениск с радиусом. Таким образом, в расплавленном металле достигается сонокапилярный эффект, благодаря которому расплавленный металл способен заполнить трещину любой толщины.
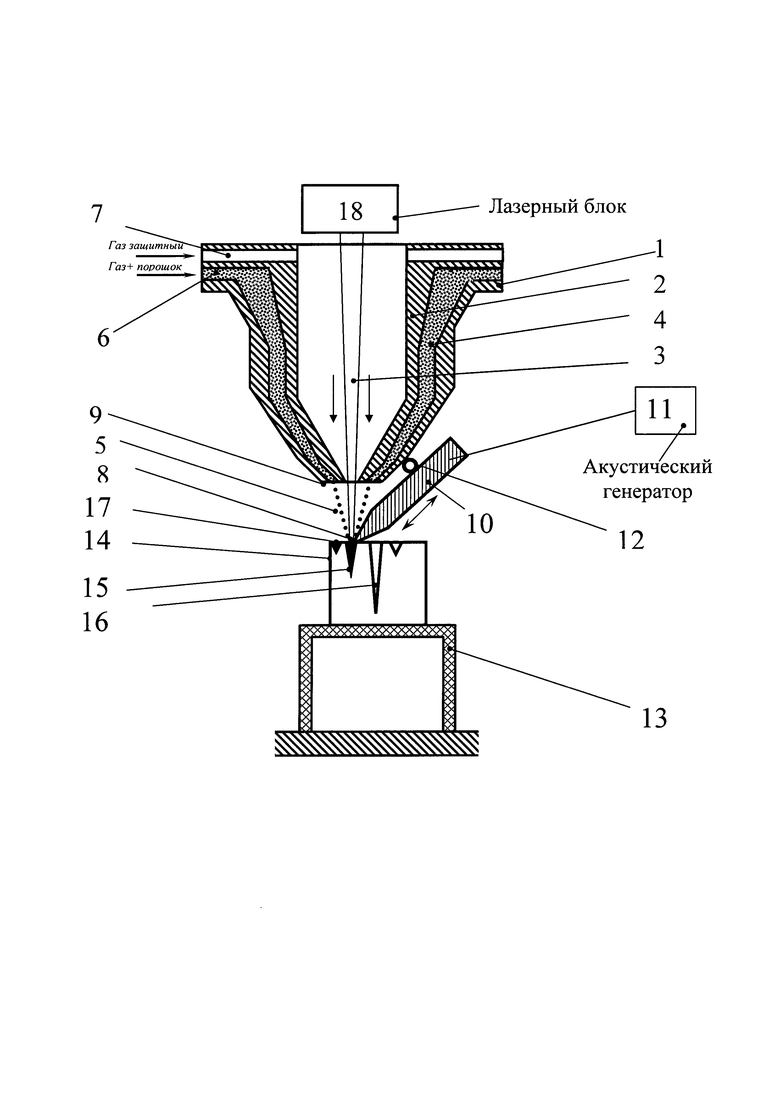
На чертеже схематически изображено устройство для осуществления предлагаемого способа восстановления изделия лазерно-акустической наплавкой. Устройство для способа восстановления изделия лазерно-акустической наплавкой, представлено на фиг. содержит корпус 1 и установленную в нем вставку 2 с центральным проходным каналом для прохода лазерного луча 3. Вставка 2 установлена в корпусе 1 с кольцевым зазором 4 для подачи через него газопорошковой смеси 5 из патрубка 6, установленного перпендикулярно оси корпуса 1. Корпус 1 снабжен также дополнительным патрубком 7, установленным перпендикулярно оси корпуса 1 в верхней части корпуса 1 для подачи в зону обработки 8 инертного защитного газа. Газопорошковая смесь 5 подается в зону обработки 8. Ниже выходного отверстия 9 кольцевого зазора корпуса 1 закреплен волновод 10 соединенный с акустическим генератором 11, с помощью механизма перемещения волновода 10 позволяющего изменять, частоту, мощность и амплитуду колебаний, выполненного в виде каретки 12. С помощью каретки 12 волновод 10 закреплен на корпусе 1. Каретка 12 позволяет осуществлять перемещения волновода с возможностью изменения своего положения в пяти координатах. Устройство для восстановления изделия лазерно-акустической наплавкой также содержит, расположенные ниже корпуса 1 рабочий столик 13, на котором располагается изделие 14. Рабочий столик 13 установлен с возможностью изменения своего положения в пяти координатах. Лазерный луч 3 направляют непосредственно в зону обработки 8 заполняемой трещины 15, 16, 17 на поверхности изделия 14 посредством волоконного кабеля. Выше входного отверстия корпуса 1 установлен лазерный блок 18, Устройство восстановления изделия лазерно-акустической наплавкой содержит также систему приводов для взаимного перемещения корпуса 1 относительно поверхности изделия 14 размещенного на рабочем столике 13.
Рассмотрим осуществление способа восстановления изделия лазерно-акустической наплавкой, и работу устройства для его осуществления. Перед началом осуществления предлагаемого способа включают подачу газопорошковой смеси, включают подачу инертного защитного газа, включают лазерный блок 18, имеющий волоконный кабель, закрепленный в центральном проходном канале корпуса 1, включают акустический генератор 11, фокус которого должен быть расположен в зоне обработки 8 заполняемой трещины 15, 16, 17. Мощность акустического генератора 11 может быть выбрана в интервале от 10 ВА до 150000 ВА. При этом трещина 17 может быть заполненная металлом с воздействием на него колебаниями с частотой 10 Гц, трещина 15 с частотой 40 кГц, трещина 16 с частотой колебаний 22 МГц. Через центральный проходной канал вставки 2 лазерный луч 3 направляют в зону обработки 8. Мощность лазерного излучения в данном случае может быть выбрана в интервале от 0,01 до 100 кВт, с длиной волны 1064 нм. Через патрубок 6 в полость между корпусом 1 и вставкой 2 подают газопорошковую смесь (например, в состав газопорошковой смеси может входить как металлический порошок, металлический порошок) и через дополнительный патрубок 7 одновременно подают инертный защитный газ (гелий, азот или аргон). Подача порошкового материала может находиться в интервале от 10 до 40 г/мин. Для заполнения трещин расплавленным металлом могут использоваться порошки на основе никеля нержавеющей стали, титана или алюминия. Заполнение трещин может оцениваться с помощью рентгеновской или ультразвуковой дефектоскопии. Подача газопорошковой смеси в кольцевой зазор 4 обеспечивает плавление порошка непосредственно в зоне обработки 8 путем его расплавления лазером 3. В центральный проходной канал вставки 2 подают инертный защитный газ (гелий, азот или аргон) для защиты элементов фокусирующей оптики от частиц наплавляемого материала. Одновременно включают акустический генератор 11. Лазерная наплавка осуществляется по схеме: неподвижный лазерный луч 3 - перемещаемый ремонтируемый образец 14. Одновременно с включением лазерного излучения, включается акустический генератор 11 и волновод 10 начинает воздействовать акустическими колебаниями, фокусирующимися на трещине с разными частотами, амплитудой и мощностью, таким образом, чтобы трещины 15, 16 и 17 были полностью заполнены металлом. Волновод 10 перемещается относительно корпуса 1 с помощью каретки 12 в зависимости от неровностей поверхности изделия 14.
Рабочий столик 13 одновременно перемещают относительно лазерного луча 3 за счет системы приводов, которая на чертеже не показана. Скорость перемещения рабочего столика 13 может находиться в пределах от 0,001 до 0,3 м/сек. Зона обработки 8 - это место пересечения лазерного луча 3 и подаваемой газопорошковой смеси 5 на поверхности изделия 14.
На рабочем столике 13 через выходное отверстие корпуса 1 посредством расплавления газопорошковой смеси 5 оплавляемой лазерным лучем 3, происходит заполнение трещин 15, 16 и 17 расплавленным металлом при этом поток частиц входящих в состав газопорошковой смеси 5 подают непосредственно в зону воздействия лазерного луча 3. Процесс происходит с использованием инертного защитного газа, что обеспечивает защиту метала заполняющего трещины 15, 16 и 17 от воздействия атмосферы воздуха. При этом газопорошковую смесь 5 с защитным инертным газом подают к обрабатываемым трещинам 15, 16 и 17 под различными направлениями к лазерному лучу 3. Газопорошковая смесь 5, доставляемая к трещинам 15, 16 и 17 имеет высокую температуру вследствие взаимодействия с лазерным лучом 3. Под воздействием лазерного излучения происходит расплавление порошкового материала, входящего в состав газопорошковой смеси 5 и образующийся жидкий металл под действием гравитационных сил начинает заполнять трещины 15, 16 и 17. Одновременно, в процессе заполнения трещин 15, 16 и 17 акустические волны волновода 10 акустического генератора 11 воздействуют на расплавленный металл, образованный посредством расплавления газопорошковой смеси 5 оплавляемой лазером 3, создавая инфразвуковые или ультразвуковые или звуковые или гиперзвуковые вибрации, с амплитудой колебаний, мощностью и частотой, отдельно для каждой трещины, таким образом, чтобы в сечении все трещины были полностью заполнены расплавленным металлом. Варьируя частотой, амплитудой и мощностью акустического генератора 11 можно увеличивать жидкотекучесть расплавленного металла. Лазерный луч 3 расплавляя порошковую смесь 3 образует жидкую ванну расплава, при этом атомы в металле теряют связи и находятся в свободном состоянии. Одновременно с этим инфразвуковые или ультразвуковые или звуковые или гиперзвуковые вибрации созываемые волноводом 10 акустического генератора 11 воздействуют на расплавленный металл и усиливают подвижность атомов. В данной связи, обеспечивается заполнение трещин 15, 16 и 17 с минимальным размером сопоставимым с межатомным.
После окончания процесса заполнения трещин 15, 16 и 17 расплавленным металлом, отключают лазерный блок 18, далее отключают подачу газопорошковой смеси, затем отключают подачу инертного защитного газа, затем акустический генератор 11.
Применение предлагаемого способа и устройства для его осуществления, по сравнению с прототипом, позволит повысить качество получаемого изделия за счет введения инфразвуковых, ультразвуковых, звуковых или гиперзвуковых колебаний, а варьирование частотой, амплитудой колебаний и мощностью звукового воздействия позволит осуществлять эффективный ремонт изделия путем залечивания трещин на поверхности изделия. Это позволит избежать предварительной механической обработки и затрат материала для наплавки под восстановление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2018 |
|
RU2697124C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
| Способ лазерной наплавки покрытий на образец и устройство для его осуществления | 2017 |
|
RU2656906C1 |
| Устройство для лазерной порошковой наплавки | 2019 |
|
RU2767104C1 |
| Способ выращивания монокристалла и устройство для его осуществления | 2017 |
|
RU2638850C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| Способ изготовления отливок | 2021 |
|
RU2763865C1 |
| СПОСОБ ЗАДЕЛКИ ПОВЕРХНОСТНЫХ ТРЕЩИН МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2022 |
|
RU2787284C1 |
Изобретение относится к способу восстановления изделия лазерно-акустической наплавкой и устройству для его осуществления. Осуществляют заполнение трещин с различной глубиной расплавленным металлом на поверхности изделия с помощью прямого лазерного нанесения с одновременным воздействием на металл инфразвуковыми, звуковыми, ультразвуковыми или гиперзвуковыми колебаниями с варьированием частоты колебаний от 0 до 1013 Гц с мощностью и амплитудой звуковых волн, достаточными для создания сонокапиллярного эффекта в расплавленном металле. Устройство содержит лазерный блок, корпус и установленную в нем с кольцевым зазором вставку с центральным проходным каналом для прохода лазерного луча, патрубок для подачи газопорошковой смеси в кольцевой зазор и патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, столик для размещения изделия, систему приводов для взаимного перемещения корпуса относительно поверхности упомянутого столика, акустический генератор с волноводом. Рабочая часть волновода акустического генератора расположена ниже выходного отверстия корпуса. Волновод закреплен на корпусе и выполнен с возможностью перемещения в пяти координатах посредством механизма перемещения. Акустический генератор и волновод выполнены с рабочим диапазоном частот в инфразвуковом, или звуковом, или ультразвуковом, или гиперзвуковом интервале колебаний. 2 н.п. ф-лы, 1 ил.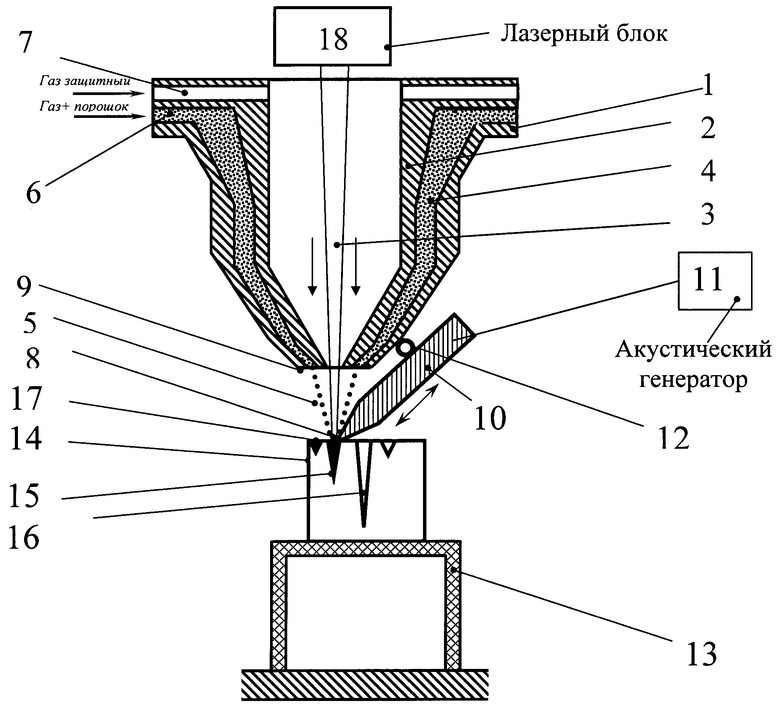
1. Способ восстановления изделия с трещинами лазерно-акустической наплавкой, включающий подачу направленного потока газопорошковой смеси и инертного защитного газа на поверхность обрабатываемого изделия и расплавление газопорошковой смеси лазерным лучом при перемещении изделия относительно лазерного луча, при этом одновременно на расплав металла, образованный плавлением порошка газопорошковой смеси, воздействуют акустическими колебаниями, отличающийся тем, что расплавленным металлом, образованным путем плавления порошка газопорошковой смеси, заполняют каждую трещину на поверхности изделия, причем на расплав металла воздействуют акустическими колебаниями с инфразвуковой, или звуковой, или гиперзвуковой частотой с обеспечением создания сонокапиллярного эффекта в расплавленном металле.
2. Устройство для восстановления изделия с трещинами лазерно-акустической наплавкой, содержащее лазерный блок, корпус и установленную в нем с кольцевым зазором вставку с центральным проходным каналом для прохода лазерного луча, патрубок для подачи газопорошковой смеси в кольцевой зазор и патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, столик для размещения изделия, систему приводов для взаимного перемещения корпуса относительно поверхности упомянутого столика и акустический генератор с волноводом, при этом рабочая часть волновода акустического генератора расположена ниже выходного отверстия корпуса, отличающееся тем, что волновод закреплен на корпусе с возможностью перемещения в пяти координатах посредством механизма перемещения, при этом акустический генератор и волновод выполнены с рабочим диапазоном частот в инфразвуковом, или звуковом, или ультразвуковом, или гиперзвуковом интервале колебаний.
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2509640C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2444425C2 |
| Способ пропитки пористых материалов | 1980 |
|
SU992496A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2004 |
|
RU2273671C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
| JPH 09110596 A, 28.04.1997 | |||
| KR 20170051228 A, 11.05.2017 | |||
| Интернет-ресурс "ross-nauka.narod.ru" Научные открытия России, Государственный реестр открытий СССР, научное открытие N109 от | |||

