Изобретение относится к способам защиты трубопроводов от коррозии и трубопроводному транспорту и может быть использовано при сооружении трубопроводов с внутренним противокоррозионным покрытием.
Известен способ неразъемного соединения труб с защищенной внутренней поверхностью, включающий формование концов труб в виде раструбов, нанесение внутреннего защитного покрытия, установку во внутрь раструбов ответной цилиндрической втулки с внутренним защитным покрытием и соединение труб между собой сваркой встык. Втулку снабжают уплотнительными элементами, размещенными на цилиндрическом участке втулки, и выполняют с кольцевой проточкой, размещенной напротив сварного шва, которую заполняют теплоизолирующим материалом (пат. РФ №2116549, кл. F16L 13/02, опубл. 27.07.98 г.).
Недостатками этого способа являются высокая трудоемкость его осуществления, связанная с необходимостью формования концов труб в виде раструбов, и низкая эффективность защиты стыков труб от коррозии из-за недостаточно надежной герметизации зон сварных стыков от проникновения агрессивной транспортируемой среды. Последнее обусловлено тем, что уплотнительные элементы (кольца) расположены на цилиндрическом участке втулки и прижимаются к раструбам и втулке только за счет упругой деформации колец, создаваемой при вводе втулки в концы труб. Агрессивная среда, находящаяся под высоким давлением, преодолевает упругую деформацию этих колец и проникает к стыку.
Известен также способ соединения труб с внутренним покрытием, включающий расширение внутреннего диаметра концов труб до нанесения покрытия, размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, снабженной противокоррозионным покрытием и имеющей на наружной поверхности на концах уплотнительные элементы и в центре кольцо из теплоизоляционного материала, и соединение труб сваркой встык. При этом уплотнительные элементы размещают в зонах изменения внутреннего диаметра концов труб, наружная поверхность уплотнительных элементов соответствует конфигурации внутренней поверхности труб в указанных зонах, а продольный посадочный размер втулки берут больше соответствующего размера расширенных концов труб (пат. РФ №2226637, кл. F16L 13/02, опубл. 10.04.04 г., Бюл. №10).
Недостатками этого способа являются трудоемкость формования расширенных участков на концах труб и сложность стыковки труб при их соединении, поскольку для стыковки требуется силовое смыкание свариваемых кромок труб между собой.
Наиболее близким по технической сущности к предлагаемому является способ защиты трубопроводов от коррозии, включающий нанесение противокоррозионного покрытия на внутреннюю поверхность труб, размещение в трубах в местах их соединения защитных втулок, снабженных противокоррозионным покрытием и имеющих на наружной поверхности по краям кольцевые канавки с уплотнительными кольцами из упругоэластичного материала и в центре кольцевую проточку, заполненную теплоизоляционным материалом, соединение труб сваркой, при этом зону сварного шва между уплотнительными кольцами под давлением заполняют имеющей низкую коррозионную активность пластичной жидкостью путем опрессовки трубопровода с использованием этой жидкости (пат. РФ №2229653, кл. F16L 58/04, опубл. 27.05.04 г., Бюл. №15).
Недостатками этого способа являются трудоемкость и высокая стоимость осуществления технологического процесса заполнения зоны сварного шва между уплотнительными кольцами пластичной жидкостью, поскольку согласно строительным нормам опрессовку трубопровода обычно производят водой, а дополнительная опрессовка специальной пластичной жидкостью требует полного удаления этой жидкости из полости трубопровода после опрессовки и ее утилизации. Кроме того, при больших диаметре и протяженности трубопровода требуются весьма большие объемы этой жидкости, стоимость которой многократно превышает стоимость воды.
Задачей изобретения является снижение материальных затрат и трудоемкости осуществления способа.
Поставленная задача решается тем, что в способе защиты сварного соединения труб с внутренним покрытием от коррозии, включающий размещение в трубах в местах их соединения защитных втулок, выполненных в коррозионно-стойком исполнении и имеющих на наружной поверхности по краям кольцевые канавки с уплотнительными кольцами из упругоэластичного материала, и соединение труб сваркой, согласно изобретению в кольцевые канавки защитной втулки перед ее установкой в трубах размещают уплотнительные кольца из упругоэластичного материала, расширяющегося при контакте с водой, например гидрофильной резины, и технологические кольца из пористого материала, пропитанные водой и взаимодействующие с уплотнительными кольцами, с одной или обеих сторон от уплотнительных колец.
Защитная втулка может быть снабжена дополнительными уплотнительными кольцами из упругоэластичного материала, расширяющегося при контакте с водой, размещенными в отдельных канавках со стороны сварного шва, при этом технологические кольца из пористого материала, пропитанные водой, располагают между двумя уплотнительными кольцами.
Способ поясняется чертежом, где показаны продольные разрезы зоны сварного соединения труб, которая подвержена коррозии и требует отдельной защиты.
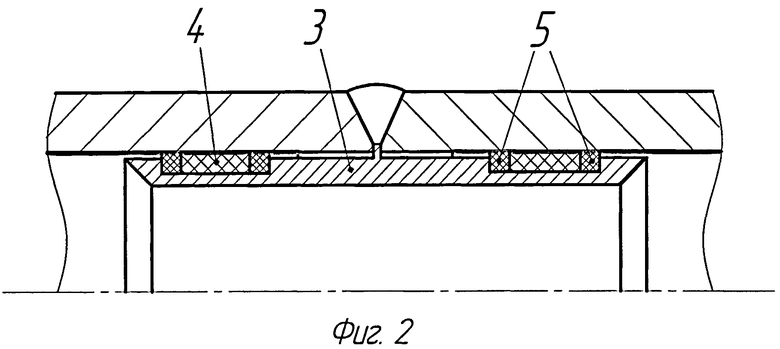
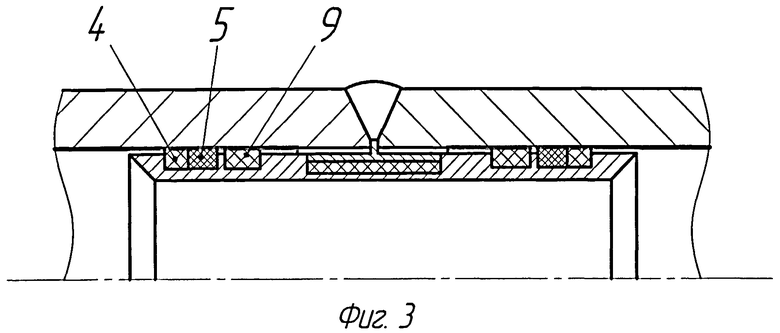
На фиг.1 показан вариант соединения с защитной втулкой, снабженной противокоррозионным покрытием; на фиг.2 - то же с защитной втулкой, изготовленной из коррозионно-стойкого металла; на фиг.3 - вариант с насыщенным водой пористым кольцом, размещенным между двумя уплотнительными кольцами.
Способ осуществляют следующим образом.
В соединяемые концы труб 1 (фиг.1) с внутренним противокоррозионным покрытием 2 перед их сваркой вставляют защитную втулку 3 из углеродистой стали, все поверхности которой снабжены противокоррозионным покрытием. На концах втулки за пределами деструктивного термического влияния сварки на покрытие трубы в кольцевых канавках размещают уплотнительные кольца 4, наружный диаметр которых в сборке равен или несколько меньше внутреннего диаметра труб. Рядом с уплотнительными кольцами 4 с одной или обеих сторон устанавливают кольца 5 из пористого материала, насыщенные водой.
С целью предотвращения термического разрушения противокоррозионного покрытия на внутренней поверхности втулки напротив места сварки ее снабжают в центральной части кольцевой проточкой, заполненной теплоизоляционным материалом 6, который защищен от механических воздействий металлическим кожухом 7, имеющим в центре упорный кольцевой выступ, входящий в зазор между торцами труб. После этого трубы соединяют сваркой встык с образованием шва 8. Уплотнительные кольца 4 изготавливают из упругоэластичного материала, расширяющегося при контакте с водой, например гидрофильной резины.
Защитная втулка может быть также изготовлена из коррозионно- и теплостойкого материала (фиг.2), в этом случае необходимость в теплоизоляционном слое 6 и защитном кожухе 7 отпадает.
Защитную втулку снабжают дополнительными уплотнительными кольцами 9 (фиг.3) из упругоэластичного материала, расширяющегося при контакте с водой, размещенными в отдельных канавках со стороны сварного шва, при этом технологические кольца 5 из пористого материала, пропитанные водой, располагают между двумя уплотнительными кольцами 4 и 9.
При опрессовке трубопровода водой, осуществляемой перед пуском его в эксплуатацию, или в процессе заполнения трубопровода перекачиваемой водой или жидкостью, содержащую водную фазу (например, обводненной нефтью), уплотнительные кольца поглощают воду и расширяются во всех направлениях, перекрывая зазоры между защитной втулкой и трубами. Например, ленты «Гидротайт» способны увеличиваться в объеме в 2 раза, создавая большие усилия прижатия уплотнительных колец к поверхностям втулки и труб. При этом в начальный момент контакта с водой опрессовочная вода или перекачиваемая жидкость (если опрессовка водой не производится) может заполнить полость между втулкой и трубами, поскольку расширение уплотнительных колец после контакта с водой не происходит быстро. Поэтому для устранения начального попадания жидкости в полость между втулкой и трубами рядом с уплотнительными кольцами 4 устанавливают технологические кольца 5 из пористого материала, насыщенные водой. При этом расширение уплотнительных колец 4 происходит заблаговременно, еще до опрессовки трубопровода.
Для увеличения давления уплотнительных колец в радиальном направлении их выполняют из двух составных частей, размещаемых в отдельных канавках (см. фиг.3). В этом случае наружные уплотнительные кольца 4, расширяясь, выдавливают воду из технологических колец 5 в сторону внутренних уплотнительных колец, которые, находясь в отдельных канавках с жесткими стенками, могут расширяться только в радиальном направлении и поэтому способны создавать более сильное радиальное давление.
Пример конкретного выполнения
Концы стальных труб диаметром 273 мм, толщиной стенки 8 мм, соответствующих ГОСТ 8732-78, калибровали по внутреннему диаметру до максимальной величины с учетом допусков по этому стандарту - до 262,8 мм - на глубину 300 мм. После этого на внутреннюю поверхность труб нанесли покрытие на основе эпоксидной смолы по известной технологии методом электростатического распыливания толщиной 0,25-0,35 мм. Такое же покрытие нанесли на все поверхности защитной втулки из углеродистой стали наружным диаметром 262 мм, внутренним диаметром 250 мм, длиной 500 мм, имеющим на концах кольцевые канавки глубиной 4 мм и шириной 36 мм и в центре кольцевую проточку глубиной 5 мм, шириной 100 мм. В канавки установили уплотнительные кольца, изготовленные из водонабухающего шнура марки GX-7615/2004 шириной 20 мм, толщиной 4 мм, который способен к расширению в свободном состоянии в 6-8 раз. С обеих сторон от уплотнительных колец в тех же канавках разместили поролоновые кольца шириной 8 мм, толщиной 5 мм, насыщенные водой. На центральную проточку втулки намотали асбестовую ткань общей толщиной 3 мм и надели стальной кольцевой разрезной кожух шириной 99 мм, толщиной 1,5 мм с упорным кольцевым выступом в центре высотой 1,5 мм, шириной 1 мм. Защитную втулку вставили в концы соединяемых труб до упора и произвели сварку стыков. Через 3 суток после сварки произвели гидравлические испытания герметичности зоны соединения труб между уплотнительными кольцами. Такое уплотнение обеспечивает герметичность до 4 МПа. При более высоких давлениях необходимо использовать уплотнительные кольца из гидрофильной резины твердостью по шкале А Шора более 60 ед.
Изобретение относится к области трубопроводного транспорта и может быть использовано при соединении труб с внутренним противокоррозионным покрытием. Способ включает размещение в месте соединения с перекрытием концевых участков покрытия труб внутренней защитной втулки и соединение труб сваркой. Втулка выполнена в коррозионно-стойком исполнении и имеет на наружной поверхности на концах уплотнительные кольца, расположенные в кольцевых канавках и выполненные из расширяющегося при контакте с водой эластичного материала, например гидрофильной резины. Вплотную к уплотнительным кольцам с одной или обеих сторон размещают кольца из пористого эластичного материала, пропитанные водой. Кольца из пористого эластичного материала могут быть расположены между двумя уплотнительными кольцами. Технический результат: снижение материальных затрат и трудоемкости осуществления способа. 1 з.п. ф-лы, 3 ил.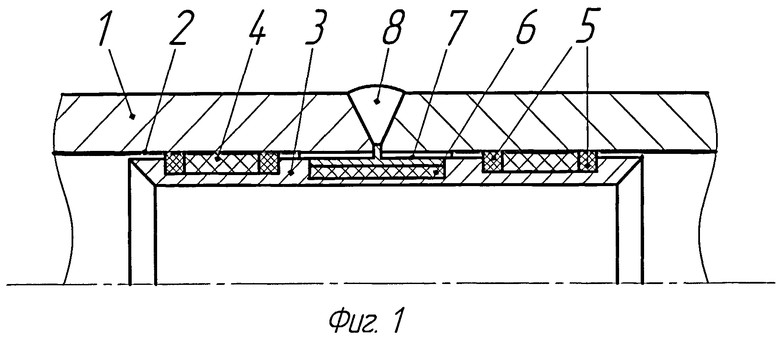
1. Способ защиты сварного соединения труб с внутренним покрытием от коррозии, включающий размещение в трубах в местах их соединения защитных втулок, выполненных в коррозионно-стойком исполнении и имеющих на наружной поверхности по краям кольцевые канавки с уплотнительными кольцами из упругоэластичного материала, и соединение труб сваркой, отличающийся тем, что в кольцевые канавки защитной втулки перед ее установкой в трубах размещают уплотнительные кольца из упругоэластичного материала, расширяющегося при контакте с водой, например, гидрофильной резины, и технологические кольца из пористого материала, пропитанные водой и взаимодействующие с уплотнительными кольцами, с одной или обеих сторон от уплотнительных колец.
2. Способ по п.1, отличающийся тем, что защитную втулку снабжают дополнительными уплотнительными кольцами из упругоэластичного материала, расширяющегося при контакте с водой, размещенными в отдельных канавках со стороны сварного шва, при этом технологические кольца из пористого материала, пропитанные водой, располагают между двумя уплотнительными кольцами.
| СПОСОБ ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2002 |
|
RU2229653C2 |
| Способ герметизации стыков | 1990 |
|
SU1818475A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2226637C2 |
| Сетчатый контейнер | 1950 |
|
SU89656A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| US 5984370 A, 16.11.1999. | |||

