Техническое решение относится к устройству для защиты внутренней части сварного шва и используется в трубопроводном транспорте и может быть использовано при строительно-монтажных работах, ремонтах трубопроводов с внутренним антикоррозионным покрытием, предназначенных для транспортировки коррозионноактивных сред в нефтяной, химической и других отраслях промышленности.
Известна втулка защиты сварного шва (RU №210525, публ. от 19.04.2022 года) который выполнен в виде трубы с развальцованными торцами и расположенным по периметру втулки, вдоль поперечной оси симметрии, упорным кольцом с упорами трапециевидной формы. В районе торцов, симметрично относительно центральной оси, расположены слои термоактивного вспенивающегося материала. При этом по периметру торцов втулки расположены резиновые манжеты, а упорное кольцо имеет кольцевое ребро жесткости, опирающееся на трубу.
Недостатком способа является то, что термоактивный вспенивающийся материал не может выполнять функцию герметизации зазора между втулкой и стальной трубой, т.к. при расширении материала при его нагреве образуются поры, соответственно уменьшается плотность и, как правило, образуется внутренняя коррозия сварного шва и околошовной зоны, что приводит к снижению эксплуатационных характеристик всего трубопровода. Другим недостатком является уменьшение проходного сечения трубопровода в местах установки втулки на 15-20%, что приводит к потере давления и увеличению энергозатрат на транспортировку жидкости. Кроме того, на втулку нанесено порошковое покрытие, которое зачастую на торцах откалывается, что приводит к снижению эксплуатационных характеристик. Также такое решение имеет сложную конструкцию и соответственно сложно и в изготовлении. Наличие большого количества деталей в устройствах отрицательно влияет на надежность обеспечения защиты сварного шва и околошовной зоны в процессе эксплуатации трубопровода.
Технической проблемой, решаемой заявленным техническим решением, является упрощение конструкции устройства для защиты внутренней части сварного шва при одновременном повышении надежности.
Технический результат – упрощение конструкции устройства для защиты внутренней части сварного шва при одновременном повышении надежности.
Технический результат достигается тем, что устройство для защиты внутренней части сварного шва содержит внутреннюю обечайку из нержавеющей стали, закрепленную во внешней обечайке из углеродистой стали, так чтобы ее концы выступали за торцы внешней обечайки; при этом с каждой стороны внешней обечайки по всему периметру устанавливается герметизирующий элемент, который выполнен с возможностью при контакте с жидкостью вступать с ней в реакцию и увеличиваться в объеме, образовывая плотное перекрытие, ограничивающее доступ транспортируемой среды к внутренней части сварного шва; причем на наружной поверхности внешней обечайки устанавливаются центрующие упоры, для обеспечения самостоятельного центрирования устройства в трубе при монтаже
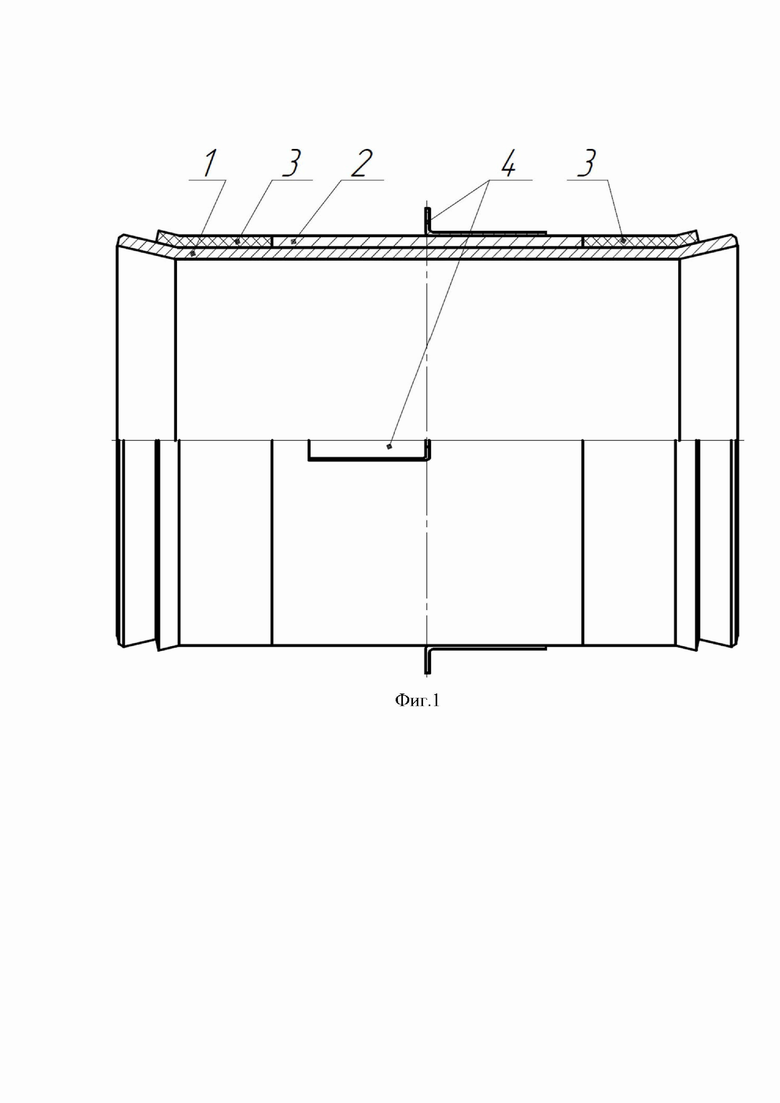
Сущность заявленного технического решения поясняется чертежом устройства для защиты внутренней части сварного шва на фиг. 1.
На фигуре обозначены:
1 - внутренняя обечайка;
2 - наружная обечайка;
3 - герметизирующий элемент;
4 - центрирующий упор с удлиненным основанием.
Ниже приведен пример осуществления технического решения.
Устройство для защиты внутренней части сварного шва содержит внутреннюю обечайку 1, выполненную из нержавеющей стали, например, толщиной не менее 2 мм, наружную обечайку 2, выполненную из углеродистой стали, герметизирующий элемент 3, центрирующие упоры 4, и по сути представляет собой втулку. Герметизирующий элемент 3, установлен на торцах обечайки 1 с двух сторон, центрирующих упоров с удлиненным основанием 4, расположенных на обечайке 2. Таких упоров несколько, от четырех штук и выше (в зависимости от диаметров).
Обечайка 1 крепится внутри обечайки 2 методом пластической деформации (без зазора) и дополнительного фиксируются прихватками полуавтоматической или ручной электродуговой сваркой длиной не менее 10 мм и не менее 4 прихваток с каждой стороны, для достижения стойкости усилия сдвига. При этом концы обечайки 1 выступают за торцы обечайки 2.
С каждой стороны обечайки 2 с внешней стороны устанавливается герметизирующий элемент 3 по всему периметру, который в процессе заполнения жидкости трубопровода вступает в реакцию и набухает, при этом увеличивая свой объем, образуя плотную пробку, которая ограничивает доступ агрессивной среды к сварному соединению. Также на наружной поверхности обечайки 2 из углеродистой стали устанавливаются центрующие упоры с удлиненным основанием, которые расположены таким образом, чтобы устройство самостоятельно центровалось в трубе при монтаже. В самом простом примере упоры могут быть выполнены с четырех сторон устройства (см. рисунок).
Устройство для защиты внутренней части сварного шва может изготавливаться с калиброванными (подготовленными) концами труб с внутренним покрытием, что значительно снижает риск неправильного монтажа, за счет выравнивания диаметральных отклонений стальной трубы, а также и со стандартными стальными трубами, что повышает надежность устройства при ее дальнейшей эксплуатации.
Устройства для защиты внутренней части сварного шва работает следующим образом. Сначала устройство устанавливают в одну сторону трубы, затем подтащив трубу в другую сторону. Выставляют зазор и производят сварку. При сварке труб корневой слой шва проваривается одновременно с обечайкой 2 из углеродистой стали, тем самым увеличивая механические свойства шва, и упрочняет надежность втулки к осевому сдвигу.
При этом не нужно применять разные мастики, клей, следить за температурой нагрева трубы, оставлять зазор для выхода газов, так как герметизирующий элемент в готовом виде установлен на втулку и имеет плотную структуру. При нагреве он не расширяется и не выделяет газы, тем самым исключает фактор неправильного монтажа. Нужно втулку вставить в одну сторону трубы, затем в другую и произвести сварку. Герметизирующий элемент начнет работать после заполнения его транспортирующей жидкостью.
После того как трубопровод смонтируют, необходимо его отпрессовать и выдержать в течение суток, чтобы герметизирующий элемент вступил в реакцию. В течение этого времени герметизирующий элемент 3 уплотняется, увеличивается его объем, и трубопровод запускают в эксплуатацию. В качестве герметизирующего элемента 3 может использоваться, например, водопоглощающий материал, который за счет поглощения воды увеличивается в объеме и образовывает плотное перекрытие ограничивающее доступ транспортируемой среды в незащищенную зону сварного соединения.
Конструкция устройства позволяет обойтись без резиновых манжет по периметру торцов устройства (как это было в аналогах), что увеличивает проходное сечение устройства. Увеличение проходного сечения устройства повышает стойкость к осевому сдвигу (на устройство оказывается меньшее давление транспортируемой среды), что также повышает её надежность при эксплуатации. Неиспользование дополнительных элементов упрощает конструкцию устройства.
Изобретение относится к устройству для защиты внутренней части сварного шва. Внутренняя обечайка устройства выполнена толщиной не менее 2 мм из нержавеющей стали и закреплена во внешней обечайке из углеродистой стали, так чтобы ее концы выступали за торцы внешней обечайки. С каждой стороны внешней обечайки по всему периметру установлен герметизирующий элемент, выполненный с возможностью увеличения своего объема при контакте с жидкостью с образованием плотного перекрытия, ограничивающего доступ транспортируемой среды к внутренней части сварного шва. На наружной поверхности внешней обечайки установлены центрующие упоры для обеспечения самостоятельного центрирования устройства в трубе при его монтаже. Внутренняя обечайка закреплена во внешней обечайке методом пластической деформации с фиксацией электродуговой сваркой прихватками длиной не менее 10 мм в количестве не менее четырех с каждой стороны обечайки. Конструкция устройства обеспечивает высокую надежность защиты сварного шва трубопровода. 1 ил.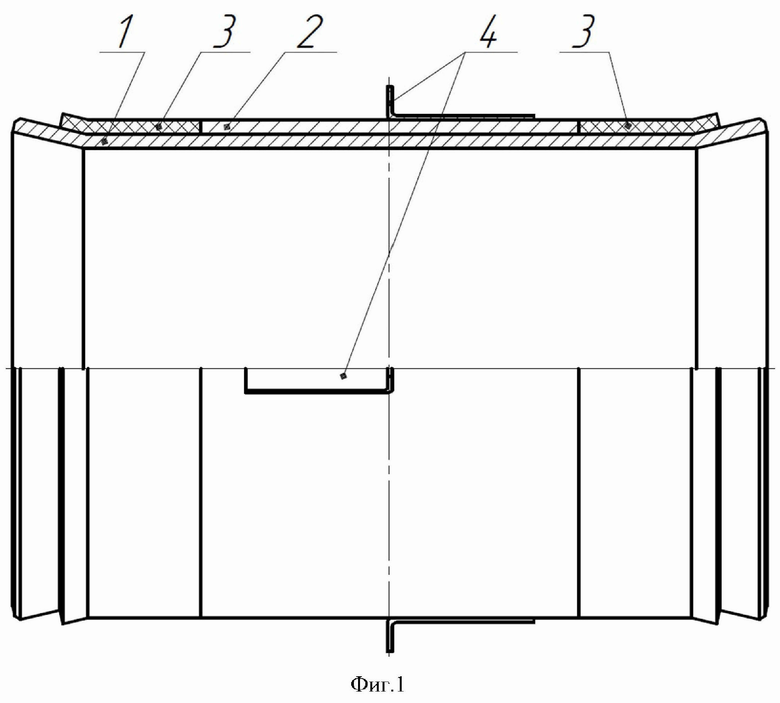
Устройство для защиты внутренней части сварного шва, содержащее внутреннюю обечайку из нержавеющей стали, закрепленную во внешней обечайке из углеродистой стали с выступанием концов внутренней обечайки за торцы внешней обечайки, при этом по всему периметру с каждой стороны внешней обечайки установлен герметизирующий элемент, отличающееся тем, что герметизирующий элемент выполнен с возможностью увеличения своего объема при контакте с жидкостью с образованием плотного перекрытия, ограничивающего доступ транспортируемой среды к внутренней части сварного шва, а на наружной поверхности внешней обечайки установлены центрующие упоры для обеспечения самостоятельного центрирования устройства в трубе при его монтаже, причем внутренняя обечайка выполнена толщиной не менее 2 мм и закреплена во внешней обечайке методом пластической деформации с фиксацией электродуговой сваркой прихватками длиной не менее 10 мм в количестве не менее четырех с каждой стороны обечайки.
| Реверсивный электромагнит | 1959 |
|
SU141405A1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2021 |
|
RU2767123C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| Направляющее приспособление для тяговых тросов лопаты Кларка | 1932 |
|
SU35065A1 |
| US 5566984 A, 22.10.1996 | |||
| CN 101328996 A, 24.12.2008. | |||

