Изобретение относится к мебельному производству, в частности, к технологическим процессам изготовления шпонированных плитообразных изделий для мебельных и строительно-отделочных панелей.
Шпонирование плит - одна из самых востребованных технологий отделки предметов мебели.
Традиционно процесс шпонирования основан на использовании базовой плиты из древесных материалов, на обработке облицовываемой поверхности плиты термореактивным клеевым составом (смолой), в укладке на подготовленную поверхность листов шпона, в прогреве под давлением базовой плиты со шпоном, после чего, предпочтительно, облицованную поверхность шлифуют и покрывают лаком. В качестве базовых плит из древесных материалов традиционно используют древесно-стружечные плиты, плиты высокой (HDF) и средней (MDF) плотности или многослойные плиты, имеющие толщину от 5 до 50 мм.
Перед прессованием шпона отдельные листы шпона соединяют друг с другом встык с использованием для этой цели, например, покрытой клеем полиэфирной нитью для предотвращения смещения листов шпона во время прессования. Изготовленные в процессе шпонирования плитообразные изделия в зависимости от назначения и области применения используют для получения различной номенклатуры изделий, в том числе мебельных заготовок, строительно-отделочных материалов.
Известен способ изготовления шпонированных плитообразных 1
изделий (см патент RU №2637010, опубл. 29.11.2017 г., заключающийся:
- в подготовке облицовываемой базовой плиты из древесных материалов;
- в подготовке шпона;
- в образовании многослойной структуры, состоящей из облицовываемой базовой плиты из древесных материалов, покрывающего слоя на основе шпона и внедренного между базовой древесной плитой и шпоном подкладочного слоя в виде смоляной пленки;
- в образовании стабилизирующего слоя, размещенного на нижней стороне облицовываемой базовой древесной плиты, для формирования которого используют смоляную пленку, шпон или бумагу, или импрегнированные смолой шпон или бумагу;
- в соединении базовой плиты, покрывающего слоя, стабилизирующего слоя путем прессования при повышенном давлении и температуре, при которых трещины и/или щели в шпоне заполняются смолой. При реализации данного технического рещения процесс ведут при давлении прессовании >100кг/см2, температуре до 140°С и при технологической выдержи до 60 сек;
- в получении из прессованной многослойной структуры плитообразного изделия мебельных или строительно-отделочных панелей.
При реализации технологического процесса шпон накладывается в виде полос или в виде состыкованного (склеенного или сшитого) шпона, или в виде широкого лущеного шпона, соответствующего формату облицовываемой базовой плиты. Получается многослойная структура, содержащая облицовываемую базовую плиту и шпон. Между базовой плитой и шпоном внедрен слой из смоляной пленки. С нижней стороны облицовываемой древесной плиты располагается стабилизирующий слой.
При реализации данного технологического процесса смола наносится на облицовываемую поверхность базовой плиты в жидком виде, затем она высушивается и предварительно загущается с образованием смоляной пленки в виде гелеобразного воскообразного слоя.
Однако в процессе сушки образуемая неравномерная смоляная пленка распределяется на облицовываемой поверхности базовой основы и может деформироваться, а при прессовании под повышенном давлении и температуре смола неравномерно проникает в структуру шпона, при этом имеет место выход смолы на наружную поверхность шпона, нарушается натуральная структура шпонированной поверхности изделия и технологически усложняются последующие процессы обработки облицованной поверхности шлифованием или брашированием.
Кроме того, известный технологический процесс связанный с образованием смоляной пленки на облицовываемой поверхности базовой основы из древесного материала снижает производительность и в целом усложняет процесс шпонирования плитообразного изделия.
В техническом решении по патенту DE 10300247, опубл. 22.07.2004 г. (патентообладатель Kronotec AG (СН), который выбран в качестве ближайшего аналога предлагаемого изобретения, предложен способ изготовления шпонированных плитообразных изделий для мебельных и строительно-отделочных панелей, заключающийся в образовании многослойной структуры, состоящей из облицовываемой базовой плиты из древесных материалов, покрывающего слоя на основе шпона и внедренного между названной поверхностью базовой плиты и шпоном подкладочного слоя на основе импрегнированной смолой бумаги, в размещении со стороны нижней поверхности плиты, противолежащей ее облицовываемой поверхности, стабилизирующего слоя, в соединении базовой плиты, покрывающего и стабилизирующего слоев путем прессования при повышенном давлении и температуре, в получении из прессованной многослойной структуры плитообразного изделия мебельных или строительно-отделочных панелей.
Использование для изготовления шпонированного плитообразного изделия подкладочного слоя из импрегнированной смолой бумаги способствует улучшению прочности структуры многослойной плиты. Использование импрегнированной бумаги в покрывающем слое образуемой многослойной структуре плитообразного изделия при повышенном давлении и температуре улучшает адгезию между соединяемыми слоями за счет более равномерного распределения смолы на облицовываемой поверхности базовой плиты и на внутренней поверхности шпоновых листов.
Как следует из данного технического решения, для облицовывания плиты используют шпон толщиной от 1,5 до 5 мм. Однако прочностные свойства шпона прямо связаны со строением древесины, формирующих ее недостаток - анизотропность, т.е. изменение физико-механических характеристик в зависимости от породы, места произрастания, зоны в поперечном сечении ствола (заболонь, ядро, сердцевина), направления волокон, наличия пороков и их расположения, влажности и других факторов. Изменение физико-механических характеристик шпона происходит и в результате усушки, разбухания, коробления, особенно под воздействием изменения температуры и влажности воздуха. Из-за неравномерного удаления влаги возникают напряжения, которые приводят к растрескиванию материала шпона, что особенно существенно для листов шпона толщиной более 1,0 мм, которые имеют более низкие пределы прочности при растяжении, сжатии и статическом изгибе и меньше подвергаются пропитке раствором синтетической смолы по сравнению с более тонкими листами шпона, древесные сосуды которых увеличивают площадь пропитки в растворе синтетической смолы и обеспечивают более глубокое проникновение ее в шпон, благодаря чему повышается гидрофобность образуемого древеснослоистого изделия.
Вследствие указанных физико-механических характеристик шпона использование при реализации известного технологического процесса (патент DE 10300247) листов шпона толщиной ≥1,0 мм приведет при воздействии высокого давления и температуры к разрыву волокон древесины шпона, к ухудшению адгезии слоев в образуемой многослойной структуре, а следовательно к ухудшению качества шпонированной поверхности плитообразного изделия и особенно при выполнении технологического процесса, при котором прессование многослойной структуры изготавливаемого изделия осуществляют с тиснением на шпонированной поверхности рельефного декора, способствующего получению особенно элегантной и декоративной поверхности плитообразного изделия, предназначенного для изготовления мебельных и строительно-отделочных панелей.
Технический результат настоящего изобретения состоит в улучшении качества облицовываемой шпоном поверхности плитообразного изделия при тиснении рельефного декора.
Для достижения поставленного технического результата предложен способ изготовления шпонированного плитообразного изделия для мебельных и строительно-отделочных панелей, заключающийся в образовании многослойной структуры, состоящей из облицовываемой базовой плиты из древесных материалов, покрывающего слоя на основе шпона и внедренного между названной поверхностью базовой плиты и шпоном подкладочного слоя на основе импрегнированной смолой бумаги, в размещении со стороны нижней поверхности плиты, противолежащей ее облицовываемой поверхности, стабилизирующего слоя, в соединении базовой плиты, покрывающего и стабилизирующего слоев путем прессования при повышенном давлении и температуре, в получении из прессованной многослойной структуры плитообразного изделия мебельных или строительно-отделочных панелей, согласно изобретению, при формировании покрывающего слоя используют второй слой шпона с внедрением между ним и первым слоем шпона второго подкладочного слоя, процесс прессования ведут со стороны второго слоя шпона при одновременном тиснении рельефного декора при глубине тиснения 0,5÷2,5 (мм), при образовании подкладочных слоев используют наборный пакет из импрегнированной бумаги при соотношении толщины «h» шпона к толщине «h1» наборного пакета, как 0,28÷0,64 при h=0,35÷0,8 (мм) и толщине покрывающего слоя 3,2÷4,1 (мм), при этом процесс прессования ведут при давлении 43÷70 кг/см2, температуре 130÷140°С и выдержке под давлением от 1 до 5 минут.
Согласно изобретению, в качестве стабилизирующего слоя используют шпон с внедренным между ним и нижней поверхностью базовой плиты подкладочного слоя на основе наборного пакета импрегнированной бумаги, толщина которого соответствует толщине наборного пакета импрегнированной бумаги покрывающего слоя.
Согласно изобретению, для образования подкладочных слоев используют импрегнированную бумагу с содержанием 60÷65 мас. % смолы по отношению к бумаге-основе плотностью от 45 до 90 г/м2.
Согласно изобретению, в качестве базовой плиты используют древесностружечные плиты (ДСП) или древесноволокнистые плиты средней плотности (MDF (МДФ) или древесноволокнистые плиты высокой плотности (HDF).
При реализации изобретения благодаря формированию многослойной структуры шпонируемого плитообразного изделия с покрывающим слоем выполненным из чередующихся между собой подкладочных слоев на основе наборного пакета импрегнированной бумаги и шпона, в процессе прессования при повышенной температуре с одновременным тиснением рельефного декора происходит активация связующего (смолы) в импрегнированной бумаге подкладочных слоев, равномерное его распределение между слоями наборного пакета импрегнированной бумаги с пропиткой взаимодействующих между собой поверхностей базовой основы, бумаги и шпона. В процессе прессования и тиснения возникающие в шпоне силовые напряжения сжатия и растяжения уменьшают процесс образования в них трещин и разрывов вследствие пластичного демпфирования контактирующих поверхностей шпона с наборными пакетами импрегнированной бумаги, которые стабилизируют границы формируемого рельефного декора вследствие текучести смолы, что улучшает в целом качество облицовываемой шпоном поверхности плитообразного изделия.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную заявляемому техническому решению совокупность признаков для решения заявленного технического результата, что свидетельствует о соответствии заявляемого технического решения критериям изобретения: «новизна», «изобретательский уровень», «промышленная применимость».
Данные обстоятельства подтверждаются нижеприведенным описанием изобретения и графическими материалами, где на:
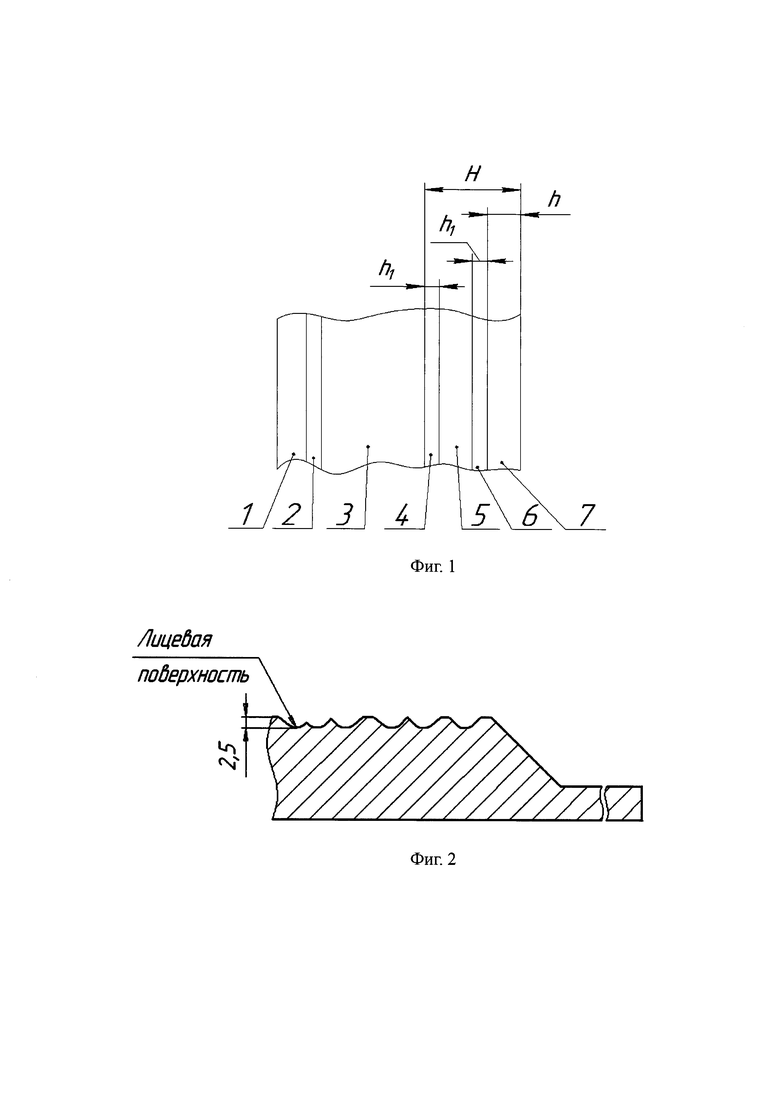
фиг. 1 показана схема многослойной структуры шпонируемого плитообразного изделия;
фиг. 2 показан фрагмент шпонируемого плитообразного изделия с выполненным на его поверхности рельефным декором.
При реализации изобретения используют традиционно известные промышленные продукты и технологическое оборудование для изготовления шпонированного плитообразного изделия для мебельных и строительно-отделочных панелей.
При изготовлении шпонированного плитообразного изделия для мебельных и строительно-отделочных панелей используют гидравлический пресс для горячего прессования, в частности, Italpress GL/HD/1.25- 13/2000(компания Italpresse S.p.A, Италия). Пресс оснащен набором пунсонов, поверхности которых имеют негативно выполненные пазы и выступы, соответствующие программе получения заданного при тиснении позитива рельефного декора на облицовываемой поверхности плитообразного изделия.
На матрице-станине гидравлического пресса для горячего прессования Italpress GL/HD/1.25-13/2000 формируют многослойную структуру на основе следующих промышленно известных материалов:
- базовая плита из древесных материалов, в качестве которой используют древесностружечные плиты (ДСП), что наиболее предпочтительно по затратной части. С учетом используемого гидравлического пресса для горячего прессования задают необходимые параметры базовой плиты по длине и ширине. Используемые базовые плиты ДСП (с учетом параметров готовых мебельных или строительно-отделочных панелей) могут иметь толщину 18, 20, 22, 40 (мм). При реализации технологического процесса возможно также использование древесноволокнистых плит средней плотности (MDF (МДФ), древесноволокнистых плит высокой плотности (HDF), которые традиционно используют при шпонировании плитообразных изделий;
- листы шпона облицовочного. Используют, в частности, шпон Венге облицовочный ST 2V/73/00/Y12, что наиболее, предпочтительно, по потребительскому спросу изготовления мебельных или строительно-отделочных панелей. Для получения необходимых параметров шпона для облицовывания базовой плиты осуществляют традиционные для процесса шпонирования плитных изделий операции подготовки шпона: раскрой листов шпона и их ребросклеивание (ребросклеивающий станок Kuper FW/J920). При реализации изобретения используют шпон толщиной h=0,35÷0,8 (мм), структура древесных волокон которых наиболее оптимальна по условиям их пропитки термореактивной синтетической смолой с более глубоким ее проникновением, что улучшает адгезивное взаимодействие поверхностей многослойной структуры в процессе прессования при повышенных температурах.
Заданные по изобретению параметры шпона по его толщине наиболее оптимальны и по условиям воздействия на него силовых нагрузок растяжения, характерных для процесса прессования с одновременным тиснением на шпонированной поверхности рельефного декора при глубине тиснения 0,5÷2,5 (мм).
- импрегнированную бумагу. Используют импрегнированную бумагу с содержанием 60-65 мас. % смолы по отношению к бумаге-основе плотностью от 45 до 90 г/м2. При указанных параметрах по содержанию смолы в бумаге-основе плотностью 45-90 г/м2 толщина импрегнированного бумажного полотна составляет ориентировочно 0,07-0,1 (мм).
Заданное количество по содержанию смолы в бумаге-основе указанной плотности наиболее оптимально по следующим условиям:
при использовании бумаги-основы меньшей плотности усложняется процесс ее осмоления при импрегнировании, вследствие ее низкой прочности к разрыву, что особенно существенно при воздействии силовых нагрузок прессования при повышенной температуре, а использование бумаги-основы большей плотности в процессе прессования при повышенной температуре приведет к выходу смолы на облицовываемую поверхность;
- уменьшение количества содержания смолы в импрегнированной бумаги ухудшает адгезионные процессы между взаимодействующими поверхностями формируемой многослойной структуры, а увеличение содержания смолы в процессе прессования при повышенной температуре приведет к выходу смолы на облицовываемую поверхность.
При реализации изобретения используют импрегнированную бумагу, для пропитки которой используют карбамидную и меламиновые смолы, использование которых улучшает технические свойства импрегнированной бумаги по прочности, клеящей и растягивающей способности, что наиболее оптимально в условиях прессования при повышенных температурах с одновременным тиснением рельефного декора на шпонированной поверхности.
При реализации изобретения из импрегнированных бумажных полотнищ с использованием режущего оборудования, в частности, гильотины FPS Hydro 3100 по формату геометрических параметров базовой плиты формируют подкладочные слои в виде наборных пакетов импрегнированной бумаги.
Толщину подкладочного слоя определяют с учетом заданных соотношения толщины «h» шпона к толщине «h1» наборного пакета, как 0,28÷0, 64 при h = 0,35÷0,8 (мм) и толщине покрывающего слоя 3,2÷4,1 (мм). Указанные соотношения наиболее оптимальны для процесса шпонирования плитообразного изделия при заданных параметрах давления прессования, температуре и времени выдержки при одновременном тиснении рельефного декора при глубине тиснения 0,5÷2,5 (мм).
При изменении указанных соотношений либо ухудшается пластичное деформирование многослойной структуры вследствие повышения скорости отверждения смол, либо повышается выход смолы на шпонируемую поверхность, что приводит к образованию разводов и вздутий потоков смолы, либо ухудшается характерная окраска шпонируемой поверхности с образованием на ней матовости и тусклости.
При реализации технологического процесса на станине-матрицы гидравлическом прессе формируют многослойную структуру шпонируемого плитообразного изделия в следующей последовательности (см. фиг. 1):
- формируют стабилизирующий слой с использованием шпона 1 и подкладочного слоя в виде наборного пакета 2 из импрегнированной бумаги. Наличие стабилизирующего слоя при изготовлении шпонированного плитообразного изделия уменьшает воздействие возникающих при горячем прессовании растягивающих напряжений на базовую плиту, которые могут привести к ее короблению. Формирование стабилизирующего слоя обеспечивает более равномерное действие силовых напряжений с обеих сторон базовой плиты, предотвращая тем самым ее деформацию. Использование при формировании стабилизирующего слоя шпона наиболее целесообразно по условиям изготовления мебельных заготовок с двухсторонним шпонированием;
- на стабилизирующий слой укладывают базовую плиту 3 из древесного материала, в частности, древесностружечную плиту (ДСП). В качестве примера реализации изобретения использовали древесностружечную плиту (ДСП) толщиной 20 (мм);
- на верхней поверхности базовой плиты 3 размещают покрывающий слой, содержащий подкладочный слой на основе наборного пакета 4 из импрегнированной бумаги, шпона 5, второго подкладочного слоя 6 и второго слоя 7 шпона.
Для образования подкладочных слоев используют наборный пакет из импрегнированной бумаги, параметры которого по толщине определяют с учетом заданных соотношений толщины «h» шпона к толщине «h1» наборного пакета, как 0,28÷0,64 при h = 0,35÷0,8 (мм) и толщине покрывающего слоя 3,2÷4,1(мм).
Физико-механические характеристики указанных параметров шпона по толщине наиболее оптимальны по условиям пропитки и более глубокому проникновение синтетической смолы в шпон, благодаря чему повышается гидрофобность образуемого древеснослоистого изделия.
В процессе разработки технологического процесса экспериментально установлено, что при использовании шпона с указанными толщинами наборный пакет из импрегнированной бумаги наиболее оптимален при h1 = 1,25 (мм), при которых толщина формируемого покрывающего слоя «H» = 3,2-4,1 (мм), что обеспечивает возможность одновременного тиснения на шпонируемой поверхности рельефных декоров с глубиной тиснения от 0,5 (мм) до 2, 5 (мм) в зависимости от технологических требований к получаемой продукции.
Установлено, что при использовании наборного пакета из импрегнированной бумаги толщиной менее 1,25 (мм) при толщине шпона 0,35 (мм) при заданном давлении прессования 43-70 кг/см2, температуре 130-140°С и технологической выдержке при тиснении рельефного декора глубиной 2,5 (мм) ускоряется процесс отверждения смолы, снижается пластичность многослойной структуры, что препятствует выходу образующихся летучих газов и водяных паров и приводит к образованию на шпонируемой поверхности вздутий и трещин.
При увеличении толщины наборного пакета из импрегнированной бумаги более 1,25 (мм) при толщине шпона h=0,8 (мм) при давлении 43-70 кг/см2 и температуре 130-140°C ухудшается:
качество образуемого декора при глубине его тиснения 2,5 (мм), адгезионное взаимодействие импрегнированной бумаги, контактирующей с поверхностями образуемого рельефного декора;
изменяется цветовая структура шпонированной поверхности, т.к. увеличивается время выдержки плитообразного изделия под давлением при повышенной температуре.
Используемые для реализации технологического процесса параметры давления 43-70 кг/см2, температуры 130-140°C и времени выдержки от 1 до 5 (мин) шпонируемого изделия под давлением наиболее оптимальны по условиям образования на облицовочной поверхности рельефного декора с глубиной тиснения 0,5-2,5 (мм). При уменьшении или увеличении указанных параметров ухудшается структура образуемого декора, либо вследствие образуемых трещин, либо вследствие пробития смолы (выход смолы), либо вследствие нерегулярного формирования поверхностей декора, что свидетельствует также об ухудшении адгезионного взаимодействия контактирующих поверхностей многослойной структуры при прессовании.
При реализации изобретения с использованием базовой древесностружечной плиты длиной 2400 (мм), шириной 640 (мм) и толщиной 20 (мм), для формирования покрывающего и стабилизирующих слоев использованы полученные после ребросклеивания отформатированные по параметрам длины и ширины листы шпона толщиной 0,5 (мм), а также подкладочные слои толщиной 1,25 (мм) при общей толщине покрывающего слоя 3,5 (мм). В процессе прессования при давлении 53 кг/см2 и температуре 140°С одновременно осуществляли тиснение рельефного декора глубиной 2,5 (мм). Было изготовлено шпонированное плитообразное изделие, на облицованной поверхности которого отсутствуют выход смолы (ее пробитие на поверхность), трещины и разрывы, выполненный рельефный декор имеет четко выраженные параметры его границ по всей его глубине,
Таким образом, в процессе осуществления технологического процесса установлено, что при заданных по изобретению параметрах подкладочных слоев со стороны облицовываемой поверхности, использование для его образования наборного пакета импрегнированной бумаги с заданными техническими характеристиками, чередующееся расположение подкладочных слоев и шпона со стороны облицовываемой поверхности базовой плиты, при давлении прессования 43-70 кг/см2, температуре 130-140°С с одновременном тиснением рельефного декора, обеспечивается изготовление шпонированного плитообразного изделия, на облицовываемой поверхности которого отсутствуют выход смолы (ее пробитие на поверхность), трещины и разрывы, выполненный рельефный декор имеет четко выраженные параметры по всей его глубине, что свидетельствует о высоком качестве полученной при реализации изобретения шпонированной поверхности с рельефным декором.
Предлагаемый по изобретению способ изготовления шпонированных плитообразных изделий для мебельных и строительно-отделочных панелей технологически апробируется на предприятиях компании.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ ДЛЯ ПОЛА, СТЕНЫ ИЛИ ПОТОЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2637010C1 |
| ШПОНИРОВАННАЯ ПАНЕЛЬ | 2004 |
|
RU2348515C2 |
| ПОЛОВАЯ ДОСКА | 2014 |
|
RU2633007C1 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЛАМИНИРОВАННАЯ ДЕКОРАТИВНАЯ ПЛИТА | 2012 |
|
RU2548984C2 |
| ПОРОШКОВОЕ ПОКРЫТИЕ | 2011 |
|
RU2564347C2 |
| ЛАМИНИРОВАННАЯ ДЕКОРАТИВНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471631C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2628514C2 |
Изобретение относится к мебельному производству и касается способа изготовления шпонированного плитообразного изделия для мебельных и строительно-отделочных панелей. Способ заключается в образовании многослойной структуры, состоящей из облицовываемой базовой плиты из древесных материалов, покрывающего слоя на основе шпона и внедренного между названной поверхностью базовой плиты и шпоном подкладочного слоя на основе импрегнированной смолой бумаги, в размещении со стороны нижней поверхности плиты, противолежащей ее облицовываемой поверхности, стабилизирующего слоя, в соединении базовой плиты, покрывающего и стабилизирующего слоев путем прессования при повышенном давлении и температуре, в получении из прессованной многослойной структуры плитообразного изделия. При формировании покрывающего слоя используют второй слой шпона с внедрением между ним и первым слоем шпона второго подкладочного слоя, процесс прессования ведут со стороны второго слоя шпона при одновременном тиснении рельефного декора, при образовании подкладочных слоев используют наборный пакет из импрегнированной бумаги при соотношении толщины «h» шпона к толщине «h1» наборного пакета, как 0,28-0,64, при h = 0,35-0,8 мм и толщине покрывающего слоя 3,2-4,1 мм. Процесс прессования ведут при давлении 43-70 кг/см2, температуре 130-140°С и выдержке под давлением от 1 до 5 минут. Изобретение обеспечивает улучшение качества облицовываемой шпоном поверхности плитообразного изделия при тиснении рельефного декора. 3 з.п. ф-лы, 2 ил., 1 пр.
1. Способ изготовления шпонированного плитообразного изделия для мебельных и строительно-отделочных панелей, заключающийся в образовании многослойной структуры, состоящей из облицовываемой базовой плиты из древесных материалов, покрывающего слоя на основе шпона и внедренного между названной поверхностью базовой плиты и шпоном подкладочного слоя на основе импрегнированной смолой бумаги, в размещении со стороны нижней поверхности плиты, противолежащей ее облицовываемой поверхности, стабилизирующего слоя, в соединении базовой плиты, покрывающего и стабилизирующего слоев путем прессования при повышенном давлении и температуре, в получении из прессованной многослойной структуры плитообразного изделия мебельных или строительно-отделочных панелей, отличающийся тем, что при формировании покрывающего слоя используют второй слой шпона с внедрением между ним и первым слоем шпона второго подкладочного слоя, процесс прессования ведут со стороны второго слоя шпона при одновременном тиснении рельефного декора при глубине тиснения 0,5-2,5 мм, при образовании подкладочных слоев используют наборный пакет из импрегнированной бумаги при соотношении толщины «h» шпона к толщине «h1» наборного пакета, как 0,28-0,64, при h=0,35-0,8 мм и толщине покрывающего слоя 3,2-4,1 мм, при этом процесс прессования ведут при давлении 43-70 кг/см2, температуре 130-140°С и выдержке под давлением от 1 до 5 минут.
2. Способ по п.1, отличающийся тем, что в качестве стабилизирующего слоя используют шпон с внедренным между ним и нижней поверхностью базовой плиты подкладочного слоя на основе наборного пакета импрегнированной бумаги, толщина которого соответствует толщине наборного пакета импрегнированной бумаги покрывающего слоя.
3. Способ по п.1, отличающийся тем, что для образования подкладочных слоев используют импрегнированную бумагу с содержанием 60-65 мас.% смолы по отношению к бумаге-основе плотностью от 45 до 90 г/м2.
4. Способ по п.1, отличающийся тем, что в качестве базовой плиты используют древесностружечные плиты (ДСП) или древесноволокнистые плиты средней плотности MDF (МДФ) или древесноволокнистые плиты высокой плотности HDF (ХДФ).
| DE 10300247 A1, 22.07.2004 | |||
| ПАНЕЛЬ ДЛЯ ПОЛА, СТЕНЫ ИЛИ ПОТОЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2637010C1 |
| WO 2020127556 A1, 25.06.2020 | |||
| US 2008268273 A1, 30.10.2008 | |||
| ШПОНИРОВАННАЯ ПАНЕЛЬ | 2004 |
|
RU2348515C2 |

