Область техники
Изобретение, в общем, относится к области панелей на основе древесных волокон с износостойкой поверхностью для строительных панелей, предпочтительно панелей напольных покрытий. Изобретение относится к строительным панелям с такой износостойкой поверхностью и к способам производства таких панелей.
Область применения
Настоящее изобретение особенно подходит для использования в плавающих полах, которые выполняют из панелей пола с древесно-волокнистым внутренним слоем и декоративной износостойкой поверхностью. Следующее описание методики, проблем известных систем и задач и признаков изобретения должно быть, в качестве не ограничивающего примера, нацелено, помимо прочего, на данную область применения и, в частности, на напольные покрытия, аналогичные традиционным плавающим напольным покрытиям из ламината на древесно-волокнистой основе. Изобретение не исключает полов, приклеенных к черному полу.
Следует подчеркнуть, что изобретение можно использовать в панелях или в поверхностном слое, например, приклеиваемом на внутренний слой. Изобретение также можно использовать, например, в стеновых панелях, потолках, компонентах мебели и т.п. Является возможным даже производство компонентов, которые могут, например, заменять компоненты из металла и пластика, в общем, используемые в промышленности, например автомобильные компоненты. Такие компоненты можно производить с улучшенной формой и свойствами. Износостойкость, ударная устойчивость, трение и структура затрат могут быть сравнимы или быть лучше, чем у других обычных материалов.
Предпосылки создания изобретения
Ламинированные напольные покрытия на древесно-волокнистой основе прямого прессования обычно содержат внутренний слой из 6-12 мм древесно-волокнистой плиты, верхний декоративный поверхностный слой ламината толщиной 0,2 мм и нижний стабилизирующий слой толщиной 0,2 мм ламината, пластика, бумаги или т.п. материала.
Поверхность ламината, в общем, содержит два бумажных листа, напечатанную декоративную бумагу толщиной 0,1 мм и прозрачный слой толщиной 0,05-0,1 мм покрытия бумаги, уложенный поверх декоративной бумаги и предназначенный для защиты декоративной бумаги от истирания. Печать на декоративной непрозрачной бумаге имеет толщину только около 0,01 мм. Прозрачное покрытие, выполненное из очищенных волокон α-целлюлозы, содержит мелкие твердые и прозрачные частицы оксида алюминия. Очищенные волокна являются весьма длинными, около 2-5 мм, что придает покрытию бумаги требуемую прочность. Для получения прозрачности все природные смолы, присутствующие в исходных древесных волокнах, удалены и применены частицы оксида алюминия в каждом тонком слое поверх декоративной бумаги. Поверхностный слой пола из ламината отличается тем, что декоративные свойства и износоустойчивость, в общем, получены посредством двух отдельных слоев, находящихся один над другим.
Отпечатанную декоративную бумагу и покрытие импрегнируют меламиновой смолой и ламинируют на внутренний слой древесно-волокнистой основы под нагревом и давлением.
Мелкие частицы оксида алюминия могут иметь размер в диапазоне 20-100 микрон. Частицы можно вводить в поверхностный слой несколькими способами. Например, их можно вводить в состав пульпы во время изготовления бумаги покрытия. Их также можно напылять на мокрый лак во время процедуры импрегнирования покрытия или вводить в состав лака, используемого для импрегнирования покрытия.
Слой износа может быть также изготовлен без целлюлозного покрытия. В таком случае меламиновую смолу и частицы оксида алюминия накладывают как слой лака непосредственно на декоративную бумагу способами, аналогичными описанным выше. Такой слой износа, в общем, именуют жидким покрытием.
При таком способе производства можно получать весьма износостойкую поверхность, и данный тип поверхности, в основном, используют в ламинатных напольных покрытиях, но его также можно использовать в мебельных компонентах и аналогичных вариантах практического применения. Высококачественные ламинатные напольные покрытия имеют износостойкость 4000-6000 циклов, что соответствует классам AC4 и AC5 по истиранию, измеренному посредством Taber Abraser согласно стандарту международной организации по стандартизации (ISO).
Также известно, что износостойкость покрытой лаком деревянной поверхности можно значительно улучшить введением частиц оксида алюминия в прозрачный лак, покрывающий деревянную поверхность.
Наиболее часто используемым материалом внутреннего слоя в напольных покрытиях из ламината является древесно-волокнистая плита высокой плотности и хорошей стабильности, обычно называемая древесно-волокнистой плитой высокой плотности ХДФ. В некоторых случаях используют в качестве внутреннего слоя древесно-волокнистую плиту средней плотности МДФ. Другие материалы внутреннего слоя, такие как картон, также используют.
Древесно-волокнистую плиту высокой плотности ХДФ производят следующим образом: лесоматериал, такой, например, как сосна, лиственница или ель, перерабатывают в древесную стружку и затем расчленяют на волокна в мельнице. Волокна затем смешивают со связующим веществом и подвергают воздействию высокого давления и температуры для образования плиты.
Определение некоторых терминов
В следующем тексте, видимая поверхность смонтированной панели пола называется «лицевая сторона», а противоположную сторону панели пола, обращенную к черному полу, называется «тыльная сторона». Листовой материал, составляющий основную часть панели и создающий требуемую стабильность панели, называют «внутренним слоем». Когда внутренний слой покрыт поверхностным слоем, ближайшим к лицевой стороне, и, предпочтительно, также стабилизирующим слоем, ближайшим к тыльной стороне, он образует полуфабрикат, называемый «плита напольного покрытия» или «элемент напольного покрытия», в случае если полуфабрикат в последующей операции разделяют на множество элементов напольного покрытия. Когда элементы напольного покрытия подвергают станочной обработке вдоль кромок для получения их конечной формы с системой соединения, их называют «панели напольного покрытия». «Поверхностными слоями» обозначают все слои, придающие панели декоративные свойства и ее износостойкость и накладывающиеся на внутренний слой, ближайший к лицевой стороне, с покрытием, предпочтительно, всей лицевой стороны плиты напольного покрытия. «Декоративным поверхностным слоем» обозначают слой, в основном предназначенный придавать полу его декоративный вид. «Слой износа» относится к слою, который в основном выполнен с возможностью увеличения долговечности лицевой стороны.
«Горизонтальной плоскостью» обозначают плоскость, проходящую параллельно внешней части поверхностного слоя. Термин «горизонтально» означает параллельно горизонтальной плоскости, а «вертикально» означает перпендикулярно горизонтальной плоскости. «Вверх» означает к лицевой стороне и «вниз» означает к тыльной стороне.
Известная технология и проблемы с ней связанные
Износостойкий прозрачный слой, используемый в полах многих конструкций, особенно полах из ламината, в общем, наносят сверху на отпечатанную декоративную бумагу или сверху на отпечатанную декоративную поверхность, уложенную на внутренний слой на древесно-волокнистой основе. Декоративный слой разрушается после износа тонкого и прозрачного защитного слоя износа.
Износостойкость таких полов во многих вариантах практического применения является недостаточной, особенно в магазинах, отелях, ресторанах и на аналогичных площадях. Основной причиной является то, что люди ходят по полу с песком на подошвах обуви. Декоративный слой пола из ламината часто разрушается за весьма короткий период времени, особенно на площадях вблизи входа и других площадях интенсивного движения и износа, таких как коридоры. Полы из ламината не могут достичь износостойкости, аналогичной каменным полам или полам, выполненным из керамической плитки.
Линолеум является хорошо известным напольным покрытием, выполненным из отвержденного льняного масла в комбинации с древесной мукой, пробковой пылью, мелом и цветными пигментами. Он имеет сплошной поверхностный слой, объединяющий в себе декоративные признаки и износостойкость. Однако данный пол имеет несколько недостатков. Стойкость к динамическим нагрузкам и износостойкость является низкой и трудно создавать усовершенствованные образцы. Стоимость производства также весьма высока.
Несколько способов используют для увеличения износостойкости напольного покрытия из ламината, и все они основаны на принципе включения большего количества износостойких частиц, таких как частицы оксида алюминия, в верхний прозрачный слой над отпечатанной бумагой или отпечатанной структурой. Главным недостатком данного способа является то, что отпечатанная структура становится менее четкой, поскольку толстое покрытие создает серый слой, не являющийся полностью прозрачным.
Также известен способ прессования нескольких прозрачных покрытий поверх декоративной бумаги для образования слоя износостойкой поверхности, и такие многокомпонентные покрытия также могут иметь печатный рисунок на своей нижней стороне. Структуры можно координировать, так что когда верхний слой изнашивается, нижний прозрачный слой защищает печатный рисунок. Вследствие неконтролируемого набухания покрытия во время импрегнирования очень сложно создавать привлекательный и износостойкий поверхностный слой. Другой недостаток заключается в том, что такие многослойные покрытия также дают серый цвет и менее четкий рисунок структуры, создают большее натяжение и поверхность, более чувствительную к изменениям влажности.
Напольные покрытия из ламината имеют много положительных свойств и являются более рентабельными в производстве, чем многие другие типы напольных покрытий, такие как деревянные напольные покрытия и каменные напольные покрытия. Со времени изобретения такого напольного покрытия в марте 1977 г. сделано много усовершенствований. Производство, вместе с тем, все еще является капиталоемким и содержит много этапов.
1. Изготовление древесно-волокнистой плиты высокой плотности ХДФ.
2. Шлифование древесно-волокнистой плиты высокой плотности ХДФ для создания ровной поверхности.
3. Изготовление декоративной бумаги.
4. Печать на декоративной бумаге.
5. Изготовление поверхностных слоев.
6. Импрегнирование декоративной бумаги.
7. Импрегнирование поверхностных слоев.
8. Прессование декоративной бумаги и покрытия на внутренний слой из ХДФ и образование плиты напольного покрытия.
9. Разделение плиты напольного покрытия на отдельные элементы напольного покрытия.
10. Станочная обработка краев панелей напольного покрытия для образования соединительной системы.
Большое преимущество могло бы создать удаление некоторых из указанных этапов изготовления.
Известно, что отпечатанную бумагу в панели пола из ламината можно заменить цифровой или прямой печатью на поверхности внутреннего слоя из ХДФ. Однако качество таких напольных покрытий с прямой печатью уступает качеству печати на традиционной декоративной бумаге, использующейся в напольных покрытиях из ламината, и никаких существенных улучшений по стоимости при этом не удается достигнуть. Отпечатанный слой защищен традиционным покрытием или слоем покрытия с прозрачным износостойким слоем. Износостойкость и стойкость к динамическим воздействиям, в общем, не характерна для традиционных напольных покрытий из ламината.
Напольные покрытия из ламината можно изготавливать с усовершенствованным дизайном, в котором отпечатанный рисунок скоординирован с тисненой структурой поверхности. Тиснение выполняют во время ламинирования при прессовании поверхности на стальном листе с тисненой структурой. При этом требуется точная установка стального листа и отпечатанной бумаги в заданное положение. Необходимость использования специальных камер для получения установки в нужное положение и неконтролируемое набухание декоративной бумаги во время импрегнирования создают главные проблемы. Глубина тиснения ограничена возможностями бумаги, которая может повреждаться при выполнении тиснения острыми кромками или при глубине, превышающей несколько десятых миллиметра. Тисненые поверхности, являющиеся аналогичными нешлифованной каменной поверхности или вручную отциклеванной древесной поверхности, или глубокие пазы, которые можно использовать для выполнения скосов в панелях, невозможно выполнить при существующей технологии прессования с рациональной структурой затрат, с поддержанием настоящих технических свойств и дизайна.
Напольные покрытия на древесно-волокнистой основе, аналогичные напольным покрытиям из ламината, и напольные покрытия с прямой печатью могут захватить значительную долю рынка, если станет возможным увеличение износостойкости и стойкости к динамическим нагрузкам, если один или несколько этапов изготовления станет возможным исключить и если будут получены более привлекательные образцы дизайна.
Задачи и сущность изобретения
В целом, задачей вариантов осуществления изобретения является создание строительных панелей, предпочтительно панелей напольного покрытия, имеющих лучшие свойств и/или структуру затрат, чем известные строительные панели.
Первой задачей вариантов осуществления изобретения является создание панели на основе древесных волокон, предпочтительно панели напольного покрытия, со слоем износа, имеющим более высокую износостойкость и, предпочтительно, также более высокую стойкость к динамическому воздействию, чем у существующих напольных покрытий на древесно-волокнистой основе.
Второй задачей вариантов осуществления изобретения является создание напольного покрытия на основе древесных волокон и способа изготовления для изготовления такого напольного покрытия, которым панель напольного покрытия производить более экономично, чем известные типы напольного покрытия, и где один из нескольких этапов изготовления выполняют более экономически эффективно или полностью исключают.
Третьей задачей вариантов осуществления изобретения является создание напольного покрытия на основе древесных волокон с новыми привлекательными особенностями дизайна, которые предпочтительно можно объединять с высокой износостойкостью и экономически эффективным производством.
Четвертой задачей вариантов осуществления изобретения является создание материалов внутреннего слоя и поверхностных слоев или комбинации поверхностного слоя и внутреннего слоя, которые можно использовать для изготовления панелей, предпочтительно панелей напольного покрытия, с более предпочтительной структурой затрат и/или дизайном и/или свойствами, например, относящимися к износу, динамическому воздействию и шуму.
Согласно первому аспекту изобретения создана строительная панель, содержащая поверхностный слой и внутренний слой, содержащий древесные волокна. Поверхностный слой содержит по существу гомогенную смесь древесных волокон, содержащую природные смолы, связующее вещество и износостойкие частицы.
Варианты осуществления изобретения обладают несколькими преимуществами по отношению к известной технологии и особенно по отношению к обычным напольным покрытиям из ламината.
• Износостойкий поверхностный слой, являющийся гомогенной смесью, можно выполнить значительно более толстым, и достигается значительно более высокая износостойкость.
• Новые и весьма передовые декоративные эффекты можно получать с помощью глубокого тиснения и отдельных декоративных материалов, которые можно включать в состав гомогенного поверхностного слоя и координировать с тиснением.
• С гомогенным поверхностным слоем увеличенной толщины и более высокой плотности можно достичь увеличенной стойкости к динамическому воздействию.
• Гомогенный поверхностный слой может содержать частицы, положительно влияющие на свойства по отношению к звуку и влаге.
• Стоимость изготовления можно уменьшить, поскольку можно использовать более дешевые материалы и исключить несколько этапов изготовления.
Износостойкие частицы являются, предпочтительно, частицами оксида алюминия. Другими подходящими материалами являются, например, двуокись кремния или карбид кремния. В целом можно использовать все материалы с твердостью 70 или выше по шкале Роквелла С.
Варианты осуществления изобретения дают преимущество в том, что износостойкий поверхностный слой, представленный гомогенной смесью, а не отдельными слоями, можно выполнить гораздо более толстым и с лучшей в 5-10 раз износостойкостью, чем можно достичь в существующих полах из ламината. Является возможным выполнение износостойкого поверхностного слоя, где абразивное воздействие на поверхность должно только уменьшать толщину, например, на 0,10 мм на каждые 10000 циклов воздействия. 50,000 циклов воздействия должны только уменьшить толщину на около 0,5 мм, а износостойкость и декоративные свойства должны сохраняться на нужном уровне. Износостойкие частицы являются, предпочтительно, оксидом алюминия, и связующее вещество является, предпочтительно, синтетической термоотверждаемой смолой, такой, например, как меламиновая смола.
Декоративный эффект можно получать с помощью только древесных волокон, других типов волокон и/или декоративных износостойких частиц. Вместе с тем, декоративные эффекты в наиболее предпочтительных вариантах осуществления получают с помощью цветных пигментов, примененных в гомогенном поверхностном слое.
Древесные волокна в поверхностном слое, содержащем природные смолы, например лигнин, могут иметь одинаковый тип с используемыми в древесно-волокнистой плите высокой плотности (ХДФ) или в древесно-стружечной плите. Поэтому они являются непроницаемыми и непрозрачными, как в листе бумаги покрытия. Стоимость сырья для таких волокон гораздо ниже, чем для волокон α-целлюлозы, где природные смолы удалены в процессе производства для получения прозрачности.
Особенно предпочтительным вариантом осуществления является панель напольного покрытия, содержащая поверхностный слой и внутренний слой на основе древесно-волокнистой плиты высокой плотности (ХДФ) или древесно-стружечной плиты. Поверхностный слой содержит по существу гомогенную смесь древесных волокон, содержащих природные смолы и имеющих одинаковый тип с волокнами, используемыми в древесно-волокнистой плите высокой плотности (ХДФ) или древесно-стружечной плите, связующее вещество из синтетической термоотверждаемой смолы, частицы оксида алюминия и цветные пигменты.
В качестве не ограничивающего примера можно упомянуть, что поверхностный слой может содержать, например, около 25% (по весу) оксида алюминия, около 25% древесных волокон, около 25% меламиноформальдегидной смолы и около 25% цветных пигментов. Поверхностный слой может иметь толщину, например, в диапазоне 0,1-3 мм или даже больше. Другие комбинации, естественно, также возможны. Доля меламина может изменяться, например, между 10-35%. Содержание цветных пигментов может быть очень низким, например только около 0,1-5%. Процент износостойких частиц может находиться в аналогичном диапазоне и может, например, изменяться от нескольких процентов до 35% и даже выше. Смесь следует приспосабливать к необходимым свойствам и структурам затрат. Связующие вещества в целом вносят свой вклад в придание поверхности высокой стойкости к динамическим воздействиям и влагостойкости, но они являются весьма дорогими. Некоторые износостойкие частицы также являются весьма дорогими. Древесные волокна и другие волокна, в общем, являются весьма дешевыми, особенно при получении из вторичного сырья.
Износостойкие частицы, например, оксида алюминия вносят только весьма ограниченный вклад в стойкость к динамическому воздействию напольного покрытия из ламината, поскольку наносятся очень тонким слоем (0,1 мм), и их содержание составляет в основном только около 10-30 г/м2. Изобретение вместе с тем делает возможным использование гораздо большего количества частиц в массивном гомогенном поверхностном слое, и такие частицы могут также значительно увеличивать стойкость напольного покрытия к динамическому воздействию. Износостойкие частицы предпочтительно неупорядоченно размещены в поверхностном слое и скреплены в нем окружающими волокнами и связующими веществами. В качестве не ограничивающего примера можно упомянуть, что 0,5-1,0 мм поверхностный слой согласно изобретению может содержать, например, 100-400 г/м2 износостойких частиц и даже больше. Очевидно, что нижнего предела не существует, и даже весьма незначительные количества могут быть достаточными в некоторых вариантах практического применения, если такие частицы, по меньшей мере частично, включены в состав структуры волокон.
Износостойкий и декоративный поверхностный слой можно выполнить несколькими альтернативными способами. Возможно изготовление прочного поверхностного слоя с незначительными количествами износостойких частиц посредством, например, увеличения содержания связующего вещества и/или включения в состав волокон, предпочтительно износостойких волокон, которые можно использовать для замены части износостойких частиц. Синтетические волокна, например нейлоновые волокна, или минеральные волокна, такие как стекловолокно, могут значительно улучшать износостойкость гомогенного материала поверхностного слоя.
Согласно второму аспекту изобретения создана строительная панель, содержащая поверхностный слой, соединенный с внутренним слоем, содержащая древесные волокна. Поверхностный слой, придающий панели декоративные эффекты и износостойкость, является гомогенным слоем, содержащим части волокон, цветные пигменты, связующее вещество и износостойкие частицы.
Древесные волокна в поверхностном слое согласно данному второму аспекту полностью или частично заменены другими волокнами. Предпочтительный вариант осуществления содержит растительные волокна, такие как, например, волокна джута, льна, льняной кудели, хлопка, пеньки, бамбука, тростникового жмыха и сизаля, и такие волокна можно смешивать с износостойкими частицами, например, оксида алюминия для создания основанного на растительных волокнах износостойкого поверхностного слоя. Синтетические волокна, например нейлоновые волокна, или минеральные волокна, такие как стекловолокно, можно также использовать в конкретных предпочтительных вариантах осуществления. Все вышеупомянутые волокна можно смешивать вместе, например древесные/бамбуковые, нейлоновые/стекловолокно и т.д. Керамические шарики можно смешивать с волокнами, например, для увеличения теплоизоляции и звукопоглощения. Такие частицы могут также являться несгораемыми.
Древесные волокна во внутреннем слое можно также частично или полностью заменять синтетическими волокнами, минеральными волокнами или растительными волокнами, аналогично описанному выше для поверхностного слоя.
Термоотверждаемые связующие вещества являются предпочтительными, но термопластические связующие вещества можно также использовать. Предпочтительно иметь одинаковый тип связующего вещества во внутреннем слое и поверхностном слое во всех вариантах осуществления данного изобретения, но комбинации не исключены, например термоотверждаемого связующего вещества во внутреннем слое и термопластического связующего вещества в поверхностном слое, или наоборот.
Поверхностный слой, содержащий износостойкие частицы высокой плотности, например оксида алюминия, где такие частицы распределены по значительной толщине поверхностного слоя, например 0,2-1,0 мм, описанный выше, может иметь плотность выше, чем у существующих поверхностей ламината, особенно если такой слой также имеет высокое содержание связующих веществ.
Такой поверхностный слой может иметь плотность 1500-2000 кг/м2 или даже выше и стойкость к динамическому воздействию может быть значительно выше, чем в традиционных напольных покрытиях из ламината, где оксид алюминия используют только в очень тонких четко очерченных покрытиях с толщиной менее 0,10 мм. Плотность может быть ниже, но, предпочтительно, не должна быть ниже 1000 кг/м3. Достаточную стойкость к динамическому воздействию можно получать при высокой плотности поверхностного слоя, даже при весьма мягком материале внутреннего слоя, таком как древесно-волокнистая плита средней плотности (МДФ) или древесно-стружечная плита. Высокая плотность может также придавать полу ощущение и звук, аналогичные реальному каменному полу.
Внутренний слой можно также изготавливать с высокой плотностью, особенно если мелкие компактные волокна смешивать с большим количеством связующих веществ и прессовать под высоким давлением.
Очевидно, что все предпочтительные варианты осуществления первого аспекта можно комбинировать с предпочтительными вариантами осуществления второго аспекта. Это означает, например, что можно использовать одинаковые давления, время прессования, связующие вещества, волокна, износостойкие частицы, составы материалов и т.д.
Согласно третьему аспекту изобретения создан способ изготовления, содержащий следующие этапы.
1. Смешивание частиц, содержащих волокна, или волокон со связующими веществами, цветными пигментами и износостойкими частицами.
2. Воздействие на частицы или волокна, цветные пигменты, связующие вещества и мелкие износостойкие частицы высоким давлением и температурой с образованием строительной панели.
Данный способ изготовления можно использовать для изготовления всех вариантов осуществления изобретения.
Способ изготовления в предпочтительном варианте осуществления основан на поверхностном слое, содержащем древесные волокна, оксид алюминия и термоотверждаемую смолу, при этом поверхностный слой выполняют и соединяют с древесно-волокнистой плитой высокой плотности (ХДФ) внутреннего слоя или древесно-стружечной плитой внутреннего слоя прессованием, так что формируется панель напольного покрытия. Данный предпочтительный способ изготовления содержит следующие этапы.
1. Дерево превращают в стружку и затем перемалывают в древесные волокна.
2. Древесные волокна смешивают с синтетической термоотверждаемой смолой, цветными пигментами и частицами оксида алюминия.
3. Древесные волокна, цветные пигменты, частицы оксида алюминия и синтетическую термоотверждаемую смолу наносят на поверхность древесно-волокнистой плиты высокой плотности (ХДФ) или древесно-стружечной плиты внутреннего слоя и подвергают воздействию высокого давления и температуры с образованием гомогенного и массивного поверхностного слоя на внутреннем слое, так что образуется панель напольного покрытия.
Отдельный стабилизирующий слой, например, импрегнированной бумаги можно предпочтительно также применять на тыльной стороне внутреннего слоя во время прессования.
Цветные пигменты являются предпочтительными для создания привлекательного дизайна. Естественно возможно использование способа с изготовлением панели без цветных пигментов. Декоративный эффект можно получать только с различными волокнами или износостойкими частицами. Оксид алюминия можно, например, производить различных цветов.
Семь из десяти этапов (2-8 упомянутые выше) изготовления можно исключить, поскольку бумагу не используют и ламинирование не требуется. Печать можно выполнять поточно в процессе изготовления плиты напольного покрытия. Связующим веществом предпочтительно является меламиноформальдегидная, или мочевиноформальдегидная, или фенолформальдегидная смола или комбинации данных смол. Давление предпочтительно составляет около 300-800 Н/см2, и температура может составлять 120-220°C. Время прессования может изменяться, например, от 20 секунд до 5 минут. Возможно использование очень короткого времени прессования, например около 10 секунд или короче, особенно в вариантах осуществления, где весьма тонкий слой волокон наносят на древесно-волокнистую плиту высокой плотности (ХДФ) внутреннего слоя перед прессованием. Термопластические связующие вещества, такие как поливинилхлорид, полиэтилен, полипропилен и т.д., можно также использовать. Другие возможности представляют, например, природные смолы, такие как сахароза или лигнин.
Способ изготовления может предпочтительно содержать этап промежуточного прессования, где волокна частично спрессовывают, но не отверждают. Печать или нанесение декоративных материалов можно выполнять между промежуточным и окончательным прессованием.
Декоративные элементы можно также наносить после отверждения. Лазер можно, например, использовать для гравировки поверхности и можно выполнять декоративные пазы с удалением поверхностного материала до нижней части поверхности, содержащей слой, отличающийся цветом или дизайном от верхнего участка поверхностного слоя. Дополнительно можно применять нагрев и давление для изменения цвета или создания дополнительного тиснения поверхности.
Лазер можно также использовать перед окончательным прессованием для создания декоративных узоров и эффектов, таких как темные линии или пятна, например, использующиеся для имитации дерева или камня.
Способ можно использовать для изготовления плиты напольного покрытия целиком. Способ можно также использовать для изготовления верхнего и/или нижнего слоя, которые наносятся на известную древесно-волокнистую плиту или древесно-стружечную плиту внутреннего слоя, предпочтительно древесно-волокнистую плиту высокой плотности (ХДФ) внутреннего слоя. Способ можно также использовать для изготовления индивидуальных элементов напольного покрытия и даже готовых панелей напольного покрытия, где кромки и даже части или целиком системы замковой фиксации можно выполнять во время прессования.
Согласно одному предпочтительному варианту осуществления панель целиком изготавливают на непрерывной производственной линии, где волокна, связующие вещества, цветные пигменты и износостойкие частицы или волокна укладывают, предпочтительно, по меньшей мере тремя слоями с различными составами материалов для образования панели с внутренним слоем и поверхностным слоем. Предпочтительный вариант осуществления, где из поверхностного слоя и внутреннего слоя формируют единое целое, непрерывным или прерывным, но по существу одинаковым прессованием, именуют «интегрально выполненной панелью» (IFP). Нижний слой или часть может являться стабилизирующим слоем, содержащим по существу только древесные волокна и связующие вещества, выполненные с возможностью стабилизирования поверхностного слоя. Стабилизирующий слой можно также наносить на отдельный изготовленный заранее материал, который можно наплавлять на внутренний слой во время прессования. Его можно также использовать как носитель волокон при их транспортировке в пресс. Средний слой или средняя часть предпочтительно является внутренним слоем, содержащим только древесные волокна и связующие вещества, и верхний слоя является поверхностным слоем, содержащим древесные волокна, цветные пигменты и износостойкие частицы или химикаты.
Слои предпочтительно укладывают и транспортируют на конвейерной ленте и, если необходимо, предварительно прессуют от первоначальной толщины, например, 30-50 мм до промежуточной толщины, например, 10-20 мм. Затем можно наносить декоративный узор на поточной линии на предварительно спрессованную поверхность, например, устройством цифровой струйной печати, обеспечивающим проникновение краски в предварительно спрессованную поверхность. Плиту окончательно прессуют с нагревом и под давлением до толщины, например, 4-10 мм в предпочтительной операции непрерывного прессования в конце производственной линии, где, если необходимо, можно выполнять шлифование нижнего стабилизирующего слоя для получения точной толщины.
Интегрально выполненную панель можно также изготавливать на производственной линии, содержащей пресс периодического действия обычного типа, обычно используемый в производстве напольного покрытия из ламината. Внутренний слой, поверхностный слой и предпочтительно также стабилизирующий слой формируют и соединяют друг с другом в прессе периодического действия.
Изготовление можно, предпочтительно, также выполнять способом в два этапа, где этапы получения внутреннего слоя и поверхностного слоя выполняют в двух отдельных операциях. Данный способ изготовления именуют «созданием поверхности на внутреннем слое» (SOC). Внутренний слой из плиты на древесно-волокнистой основе, например древесно-волокнистой плиты высокой плотности (ХДФ), древесно-волокнистой плиты средней плотности (МДФ), древесно-стружечной плиты, плиты с ориентированной плоской стружкой, фанеры и аналогичных листовых материалов, можно изготавливать обычным способом. Нижний и/или верхний слой, представляющий собой поверхностный слой и, если необходимо, также стабилизирующий слой, после этого наносят на внутренний слой насыпающим оборудованием и слои можно превратить в единое целое с этапами, придающими поверхности ее декоративные свойства. Отдельный стабилизирующий слой можно нанести на отдельном этапе изготовления. Внутренний слой предпочтительно с верхним и нижним слоями затем прессуют в прессе непрерывного или периодического действия так, что верхний поверхностный слой и, если необходимо, стабилизирующий слой отверждаются и ламинируются на заранее изготовленный внутренний слой. Все типы материалов внутреннего слоя можно использовать, и способ является весьма подходящим даже для мягких материалов внутреннего слоя и материалов внутреннего слоя с неровными участками поверхности. Декоративный поверхностный слой может заполнять неровные участки поверхности во внутреннем слое и армировать внутренний слой так, что получают стойкую к динамическому воздействию панель с любым видом декоративной поверхностной структуры. На данную декоративную поверхность не влияет поверхность внутреннего слоя, как в традиционных напольных покрытиях из ламината и с деревянным шпоном.
Материал внутреннего слоя и верхнего поверхностного слоя или нижнего стабилизирующего слоя можно, согласно предпочтительному варианту осуществления, также производить отдельно в три производственных этапа, и отдельные слои можно соединять с внутренним слоем, например, склеиванием.
Отдельные древесные волокна или слой волокон, которые можно использовать в основном как поверхностный слой, но, конечно, так же как стабилизирующий слой, именуемые далее в данном документе «отдельный поверхностный слой» (SSL), можно производить непрерывным или прерывным способом толщиной, например, 0,3-2 мм. Такой поверхностный слой можно использовать для замены листов ламината, фанерованных шпоном или слоем дерева в напольных покрытиях из дерева или ламината, например, с внутренним слоем из древесно-волокнистой плиты высокой плотности (ХДФ), средней плотности (МДФ), древесно-стружечных плит, фанеры, деревянной обрешетки и т.п. Поверхностный слой может иметь высокую плотность и стойкость к динамическому воздействию, даже если он объединен с весьма мягкими материалами внутреннего слоя.
Все данные три базовых варианта осуществления, интегрально выполненная панель (IFP), создание поверхности на внутреннем слое (SOC) и отдельный поверхностный слой (SSL) можно использовать для изготовления напольного покрытия, согласно изобретению. Такое напольное покрытие в данной заявке, в общем, именуется напольным покрытием из волокнистого композита (FCF). Его можно производить, как описано выше, прессом непрерывного или периодического действия и этапы изготовления можно частично объединять. Например, можно изготавливать внутренний слой и поверхностный слой или внутренний слой и стабилизирующий слой в операции интегрального выполнения, аналогичной изготовлению интегрально выполненной панели (IFP), и наносить стабилизирующий слой или поверхностный слой на отдельном этапе изготовления аналогично созданию поверхности на внутреннем слое (SOC). Предварительное и окончательное отверждение также можно использовать на различных промежуточных этапах изготовления.
Декоративные свойства можно получать несколькими способами. Поверхность в одном варианте осуществления делают декоративной цветные пигменты, предпочтительно смешанные с древесными волокнами. Панель в целом может быть цветной. Альтернативно цветные пигменты можно смешивать, например, с древесными волокнами, связующими веществами и износостойкими частицами в верхнем слое. Печатный узор можно создавать на основном цвете. Печать следует выполнять, предпочтительно, перед окончательным прессованием и отверждением, и это должно обеспечивать проникновение печати вглубь волокон верхнего слоя. Отпечаток можно наносить таким способом, что он проходит на значительное расстояние, например 0,1-1,0 мм, в волокна верхнего слоя после прессования. Можно использовать вакуум для осуществления и направления проникновения отпечатка в волокна основы. Такой печатью можно создавать очень точные копии каменных и деревянных продуктов и сохранять узор, даже когда поверхностный слой значительно изношен. Можно создавать весьма долговечную декоративную износостойкую поверхность экономически эффективным способом. Тонкие и хорошо распределенные волокна в поверхностном слое делают возможным создание очень четких и точных износостойких печатных узоров.
Декоративные эффекты можно также получать с достаточно мягкими отдельными материалами, например, различными типами волокон, стружкой или частицами дерева, тканей, пластика, пробки и т.п., которые, если необходимо, можно смешивать с цветными пигментами и наносить, например, насыпая или экструдируя, как выступающие на поверхность волокна основы перед окончательным прессованием.
Волокна можно также использовать для улучшения механических свойств. Минеральные волокна, такие, например, как стекловолокно, могут увеличивать прочность и гибкость и улучшать теплостойкость и огнестойкость. Природные волокна могут также иметь положительное воздействие на свойства. Изменения ориентации волокон можно использовать для увеличения декоративных эффектов.
Отдельные материалы, нанесенные на основную поверхность, должны после прессования проникать в волокна основной поверхности. Проникновение можно очень точно регулировать. Состав из твердого материала должен глубоко проникать в более мягкие основные волокна. Более мягкие отдельные материалы должны сильнее сжиматься и распределяться по поверхности большей площади. Отдельным материалам следует придавать, предпочтительно, отличающиеся от основных волокон размер, и/или структуру, и/или ориентацию, и/или оптические свойства и они должны автоматически создавать соответствие между необходимым узором и поверхностной структурой. Эффекты дизайна можно еще сильнее выделить, если отдельные материалы имеют износостойкость, отличающуюся от основной волокнистой структуры. Поверхность можно обработать щеткой и различные волокнистые структуры должны стать лучше видны, как в напольном покрытии из природного дерева или камня. Аналогичный эффект можно получить, если краска отпечатка содержит износостойкие частицы, локально применяемые во время процесса печати. Поверхность может содержать частицы, которые могут набухать, расширяться или давать усадку после прессования и, тем самым, создавать неровную или тисненую поверхность. Все данные эффекты дизайна можно поддерживать, когда поверхность подвергается значительному износу за продолжительное время, поскольку материалы проходят вглубь поверхностного слоя. Эффектов наложения печатного узора можно избежать.
Специальные твердые износостойкие и декоративные материалы не на древесно-волокнистой основе могут также входить в состав поверхности, например синтетический алмазный порошок или алмазные частицы, предпочтительно с размером 0,01-0,10 мм. Такие алмазные частицы могут также увеличивать износостойкость и улучшать свойства сцепления пола. Другими альтернативами являются металлический порошок или хлопья, каменная мука, керамический порошок или частицы, песок и другие аналогичные известные декоративные материалы.
Наночастицы можно также включать в состав и, например, использовать для придания поверхности улучшенных свойств в отношении блеска, очищаемости, устойчивости к ультрафиолету, сцепления, износостойкости и т.д.
Традиционные способы, где поверхность прижимают к тисненому стальному листу, или ленте, или бумажной матрице для создания декоративных эффектов, можно также использовать. Преимущество состоит в том, что тиснение можно выполнить гораздо глубже, чем в традиционном напольном покрытии из ламината, поскольку отсутствует бумага, которую можно повредить во время ламинирования. Можно выполнить швы заливки раствора, пазы и скосы на кромках или в частях основной поверхности, и такие структуры могут иметь тип дизайна, отличающийся от основной поверхности или аналогичный ему. Пазы можно частично или полностью заполнять отдельными материалами, описанными выше.
Все данные эффекты дизайна можно комбинировать. Изобретение не исключает дополнительные прозрачные или непрозрачные слои, покрытия или т.п. поверх основной волокнистой структуры. Эффект дизайна можно также использовать независимо в волокнистой панели, не содержащей износостойких частиц или цветных пигментов. В данном варианте износостойкость можно создавать только древесными волокнами и связующими веществами.
Все данные эффекты дизайна, предпочтительно, создают отличающимися от известной технологии способами, где печать и цвета проникают вглубь предпочтительно заранее сформированного полуфабриката поверхностного слоя или где отдельные декоративные материалы включены в состав основного поверхностного слоя или нанесены на него.
Также возможно согласно вариантам осуществления изобретения создавать блестящую поверхность, аналогичную существующим ламинированным или покрытым лаком поверхностям. Изобретение предлагает преимущества, состоящие в том, что такую поверхность можно полировать или обрабатывать щеткой на дополнительном этапе изготовления для создания еще более привлекательной поверхности или ее можно полировать несколько раз после установки, например, щетками, содержащими твердые частицы, например, алмазного порошка. Исходную блестящую поверхность можно воссоздавать даже после нескольких лет интенсивного износа.
Специальные декоративные эффекты и механические свойства можно получить с поверхностным слоем, содержащим волокна древесины различных типов или комбинаций двух или более видов древесины, например любых комбинаций дуба, ясеня, клена, сосны, ели, березы, мербау или т.п. Данным различным древесным волокнам можно также придавать цвет, обрабатывать их нагревом или модифицировать аналогичными способами перед применением в поверхностном слое.
Передовые декоративные эффекты можно получить с волокнами и декоративными частицами, которые можно наносить и устанавливать электростатически. Данный способ делает возможным, например, установку и ориентацию древесных волокон и создание структуры, аналогичной наклеенному шпону. Силу тяжести и воздушные потоки можно также использовать для регулируемого распределения волокон и частиц.
Пробковый материал в форме мелких частиц или пыли можно также использовать для частичной или полной замены древесных волокон во всех вариантах осуществления изобретения.
Известно, что пробку можно использовать как поверхностный или защитный слой в плите напольного покрытия. Слои можно выполнять из склеенных гранул пробки или они могут иметь форму пробкового шпона. Пробку используют в основном для глушения звука, но также для декоративных целей. Также известно, что пробковые гранулы можно смешивать, например, с бетоном для получения низкой теплопроводности, низкой плотности или хорошего энергопоглощения. Не известно о возможности смешивания пробковой пыли со связующим веществом, предпочтительно синтетическим термоотверждаем связующим веществом, и износостойкими частицами для образования поверхностного слоя в плите напольного покрытия.
Согласно четвертому аспекту изобретения создана строительная панель, содержащая поверхностный слой и внутренний слой, содержащий древесные волокна или пробковые частицы. Поверхностный слой содержит по существу гомогенную смесь пробковых частиц, синтетического связующего вещества и износостойких частиц.
Внутренний слой может представлять собой традиционный внутренний слой на древесно-волокнистой основе, например, древесно-волокнистую плиту высокой плотности (ХДФ) или т.п. или может являться внутренним слоем, содержащим, частично или полностью, пробковые частицы и связующее вещество, предпочтительно термоотверждаемое связующее вещество. В состав можно включать цветные пигменты.
Особенно предпочтительным вариантом осуществления является панель напольного покрытия, содержащая поверхностный слой и внутренний слой, содержащий древесные волокна или пробковые частицы. Поверхностный слой содержит по существу гомогенную смесь пробковых частиц, содержащую природную смолу, синтетическое термоотверждаемое связующее вещество и износостойкие частицы оксида алюминия.
Плотность пробкового поверхностного слоя составляет предпочтительно 800-1400 кг/м3, и плотность внутреннего слоя может составлять 600-1000 кг/м3.
Варианты осуществления изобретения дают преимущество в том, что поверхностный слой можно выполнить более гибким и мягким, чем в традиционном напольном покрытии из ламината, и это можно сочетать с сохранением или даже улучшением износостойкости и стойкости к динамическому воздействию. Это может также давать результат в виде более привлекательного уровня звукопоглощения и низкой теплопроводности. Результатом может являться более тихий и теплый пол.
Панель напольного покрытия, содержащую пробковые частицы, можно производить согласно тем же трем основным вариантам осуществления, интегрально выполненной панели (IFP), создания поверхности на внутреннем слое (SOC) и отдельного поверхностного слоя (SSL), описанных выше.
Принципы изобретения можно также использовать для изготовления внутреннего слоя, содержащего пробку, который можно использовать для замены традиционного внутреннего слоя на древесно-волокнистой основе, например панели из древесно-волокнистой плиты высокой плотности (ХДФ).
Известно, что пробковую стружку размером 2-5 мм можно склеивать под весьма низким давлением в панель с плотностью, не превышающей 300 кг/м3. Вместе с тем не известно, что очень мелкие пробковые частицы, например меньше 1,0 мм, можно смешивать с термоотверждаемым связующим вещество и спрессовывать под высоким давлением для образования панелей высокой плотности, которые можно, например, использовать как материал внутреннего слоя в панели напольного покрытия.
Согласно пятому аспекту изобретения, создана строительная панель, содержащая мелкие пробковые частицы и термоотверждаемое связующее вещество, которые спрессовывают в панель с плотностью, превышающей 600 кг/м3. Такой внутренний слой на основе пробковых частиц можно использовать вместе с поверхностным слоем, содержащим пробковые частицы, или поверхностным слоем согласно первому и второму аспектам изобретения, но его можно также использовать в качестве внутреннего слоя напольного покрытия с традиционными поверхностными слоями.
Пробковый внутренний слой или поверхностный слой могут иметь свойства, например влагостойкость, прочность на сдвиг, плотность и стойкость к динамическому воздействию, аналогичные или даже лучше свойств стандартного материала древесно-волокнистой плиты высокой плотности (ХДФ), и возможно выполнение прочной и высококачественной системы соединения в кромке пробкового внутреннего слоя. Гибкость пробковых частиц делает возможным достижение высокой стойкости к динамическому воздействию. Свойства в основном достигаются смешиванием термоотверждаемой смолы, например меламина в форме порошка, с мелкими пробковыми частицами, предпочтительно с размером несколько десятых долей миллиметр или даже более мелкими до нескольких сотых долей миллиметра, которые после этого прессуют с давлением около 300-400 Н/см2 и при температуре 140-180°C.
Пробковый внутренний слой можно использовать в комбинации с известными поверхностными материалами, такими как ламинат, упругие поверхности, поверхности на волокнистой основе, дерево, клееный шпон, линолеум, пробковый шпон, сплошные ковровые покрытия и т.п. Можно получить несколько преимуществ. Можно уложить тонкий поверхностный слой, например клееный шпон, перед прессованием на подстилающий слой, содержащий пробковые частицы и связующие вещества. Прессование может происходить на плите пресса, которая может создавать глубокое тиснение или глубокие пазы. Тонкий поверхностный слой должен быть выполнен и ламинирован на подстилающий слой. Тонкий поверхностный слой не должен повреждаться, поскольку пробковые частицы должны сжиматься и формоваться согласно структуре плиты пресса. Данную технологию формования можно также использовать в панели, где подстилающий слой содержит древесные волокна или другой тип волокон, которые можно формовать прессованием.
Комбинированный внутренний слой или панель можно также изготавливать с различными слоями, содержащими только пробковые частицы или древесно-волокнистые частицы или смесь древесно-волокнистых и пробковых частиц.
Предпочтительным во всех вариантах осуществления является использование сухого процесса, где различные материалы и смеси различных материалов, таких как волокна, износостойкие частицы, связующие вещества и цветные пигменты, распределяют и насыпают в сухой форме. Мокрые или частично мокрые процессы, где, например, связующее вещество смешивают с волокнами или частицами в жидкой форме, вместе с тем, не исключены. Насыпание можно выполнять с помощью нескольких установок, содержащих тисненые или гравированные валики и щетки, которые могут наносить один или несколько слоев предпочтительно сухих материалов.
Все варианты осуществления, с износостойкими частицами и без них, можно использовать для изготовления панелей, которые можно устанавливать на стену вертикально как стеновую панель в интерьере или для наружного применения. Такие панели могут иметь систему механического соединения на длинных кромках, соединение которых возможно установкой под углом, и на коротких кромках, систему соединения, например, с гибким шипом, обеспечивающую создание вертикальных складок, как описано, например, в WO 2006/043893.
Краткое описание чертежей
Ниже изобретение будет описано применительно к предпочтительным вариантам осуществления и более подробно со ссылками на прилагаемые чертежи.
На фиг. 1a-1d показаны обычные панели пола из ламината.
На фиг. 2a-d показаны поверхностные слои в обычных панелях напольного покрытия.
На фиг. 3a-d показаны панели напольного покрытия согласно варианту осуществления изобретения.
На фиг. 4a-4b показаны способы изготовления согласно предпочтительному варианту осуществления изобретения.
На фиг. 5a-5c показан способ изготовления согласно предпочтительному варианту осуществления изобретения и способы создания декоративной поверхности.
На фиг. 6a-6f показаны предпочтительные способы создания декоративного эффекта.
На фиг. 7a-7d показаны панели напольного покрытия и способы изготовления участка кромки.
На фиг. 8a-8d показана поверхность панели и способ формирования таких поверхностей.
На фиг. 9a-b показана насыпающая установка.
На фиг. 10a-c показан способ формирования поверхностного слоя.
На фиг. 11a-c показаны способы создания декоративного эффекта на поверхностном слое.
На фиг. 12a-e показано прессование периодического действия и выполнение поверхностного слоя на заранее изготовленном внутреннем слое.
На фиг. 13a-k показано соединение панелей напольного покрытия с декоративной поверхностью на лицевой и тыльной стороне.
На фиг. 14a-e показан способ создания усовершенствованных рисунков в панелях напольного покрытия, выполненных из плит напольного покрытия различного дизайна.
На фиг. 15a-d показаны предпочтительные варианты выполнения панелей напольного покрытия, выполненных из плит напольного покрытия с различным дизайном.
На фиг. 16a-e показан способ получения совпадающего тиснения поверхностного слоя.
На фиг. 17a-f подробно показан пример предпочтительного варианта выполнения интегрально выполненной панели.
Подробное описание вариантов осуществления изобретения
На фиг. 1a показана ламинированная панель 1 напольного покрытия согласно известной технологии, содержащая поверхностный слой 5, внутренний слой 6 и стабилизирующий слой 7.
На фиг. 1c показан поверхностный слой 5. Он имеет верхний слой 13 износа из прозрачного материала с высокой прочностью на износ. Такой слой износа в основном содержит прозрачную бумагу (покрытие), импрегнированную меламиновой смолой с добавлением частиц 12 оксида алюминия. Частицы оксида алюминия в основном расположены в нижней части покрытия для защиты плит пресса от износа во время прессования. Декоративный слой 10, состоящий из бумаги с печатным рисунком 11, импрегнирован меламиновой смолой и размещен под данным прозрачным слоем 13 износа. Слой 13 износа и декоративный слой 10 ламинированы под давлением и с нагревом в виде поверхностного слоя 5 с толщиной около 0,2 мм на внутренний слой, в основном внутренний слой на основе древесного волокна, такой как (ХДФ).
На фиг. 1b показан стабилизирующий слой 7, также представляющий собой в основном импрегнированную меламином бумагу. Данный стабилизирующий слой сохраняет панель напольного покрытия плоской, когда влажность изменяется со временем. Прозрачный слой износа имеет в основном толщину 0,05-0,10 мм. Декоративный печатный узор 11 должен разрушаться, когда слой износа сношен.
На фиг. 1d подробно показана часть верхней поверхности обычного напольного покрытия из ламината, описанного выше. Прозрачные частицы 12 оксида алюминия включают в состав пульпы во время изготовления прозрачного покрытия 13.
На фиг. 2a показан известный поверхностный слой с несколькими покрытиями 13, имеющий координированный отпечаток на нижней стороне для улучшения свойств износа. Слои также в данном поверхностном слое размещены над декоративным слоем 10.
На фиг. 2b показано известное в основном полупрозрачное покрытие, которому придан цвет цветными пигментами 15, и размещенное на декоративном слое 10.
Все покрытия выполнены из волокон α-целлюлозы. Для получения прозрачности все природные смолы, находящиеся в древесных волокнах исходного сырья, удалены. Известная поверхность пола из ламината во всех вариантах осуществления составлена из четко определенных бумажных слоев с постоянной толщиной. Отдельные слои используются для создания декоративных свойств и свойств износа. Итоговая толщина всех износостойких слоев не превышает 0,2 мм. Имеется четкое различие между очищенными и дорогими волокнами, используемыми в верхних поверхностных слоях, и неочищенными дешевыми древесными волокнами, используемыми во внутреннем слое.
На фиг. 2c показан отпечаток, полученный известной прямой печатью на панели из ХДФ. Основной цвет 16, содержащий цветовые пигменты 15, нанесен на внутренний слой 6. Отпечаток 11 нанесен на основной цвет и защищен от износа прозрачным лаком 18 и в некоторых вариантах применения даже верхним покрывающим слоем 17, который может содержать оксид алюминия. Такой поверхностный слой имеет основной цвет и волокна не используются.
На фиг. 2d показана известная цветная панель из ХДФ, где цветные пигменты 15 включены в состав внутреннего слоя. Поверхность покрыта прозрачным слоем 17 верхнего покрытия. Стойкость к износу и динамическим нагрузкам у такой панели низкая.
На фиг. 3a показана панель пола 1 согласно одному варианту осуществления изобретения. Панель 1 имеет внутренний слой 6 на древесно-волокнистой основе, гомогенный непрозрачный декоративный поверхностный слой 5 и предпочтительно стабилизирующий слой 7. Панель 1 формируют как единое целое в процессе изготовления, где поверхностный слой, внутренний слой и стабилизирующий слой формируют в одной операции прессования.
На фиг. 3b показан поверхностный слой 5. Он содержит смесь древесных волокон 14, мелких твердых износостойких частиц 12, 12' и связующего вещества 19. Предпочтительно, древесные волокна являются неочищенными, одного типа с использующимися в ХДФ и древесно-стружечной плите, и они содержат природные смолы, такие как лигнин. Износостойкие частицы (12,12') являются предпочтительно частицами оксида алюминия. Другими подходящими материалами являются, например, двуокись кремния или карбид кремния. Алмазные кристаллы или порошок также можно добавлять в поверхностный слой. В общем, все материалы с твердостью по шкале Роквелла C HRC 70 или больше можно использовать и они не должны являться прозрачными. Можно использовать смеси двух или более материалов. Соединение 34 между внутренним слоем 6 и поверхностным слоем 5 не является отдельным слоем, как можно видеть на фиг. 3b, вследствие того факта, что волокна двух слоев смешаны и сплавлены вместе. Это дает очень прочное соединение между внутренним слоем и поверхностным слоем.
Поверхностный слой предпочтительно также содержит цветовые пигменты 15 или другие декоративные материалы или химикаты.
Варианты осуществления изобретения имеют преимущество в том, что износостойкий поверхностный слой 5 можно выполнить значительно более толстым, чем в известных панелях пола. Толщина износостойкого декоративного поверхностного слоя может изменяться в диапазоне от, например, 0,1-0,2 мм до, например, 2-4 мм или даже больше. Износостойкость с поддержанием декоративных свойств может быть чрезвычайно высокой, например в пределах 100000 циклов и более в поверхностном слое около 1,0 мм толщиной.
Такую панель можно использовать в качестве панели напольного покрытия, но также как компонент машины, автомобиля и т.д., где требуется высокая износостойкость, и можно изготавливать сложные компоненты, отлитые под давлением или изготовленные экструзией, которые также можно армировать, например, стекловолокном.
Поверхностный слой согласно предпочтительному варианту осуществления изобретения содержит вертикальный участок P с первой верхней горизонтальной плоскостью H1, расположенной в верхней части поверхностного слоя, содержащей первые износостойкие частицы 12. Он имеет вторую промежуточную горизонтальную плоскость H2, расположенную под первыми износостойкими частицами 12, содержащую древесные волокна с природными смолами. Он имеет третью нижнюю горизонтальную плоскость H3, расположенную под второй горизонтальной плоскостью H2, также содержащую вторые износостойкие частицы 12. Волокна и износостойкие частицы предпочтительно могут быть смешаны с цветными пигментами. Такой вариант осуществления должен давать поверхностный слой высокой износостойкости, который должен поддерживать свои декоративные свойства. Поверхность не должна повреждаться, когда истиранием удалены первые верхние волокна до второй горизонтальной плоскости H2. Только около 0,1 мм с поверхности должно быть удалено. Истиранием затем должен удаляться материал до второй горизонтальной плоскости H2, и поверхность должна продолжать поддерживать свои декоративные свойства. Истирание должно удалять материалы до третьей горизонтальной плоскости и только затем, при условии отсутствия дополнительных горизонтальных плоскостей, содержащих износостойкие частицы или цветные пигменты, поверхность должна изменить свои декоративные свойства. Поверхностный слой может содержать множество горизонтальных плоскостей, примыкающих одна к другой и размещенных на различных расстояниях от лицевой стороны панели, например 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм и т.д., и они могут содержать износостойкие частицы или древесные волокна. Варианты осуществления изобретения дают преимущество в том, что можно достичь износостойкости, значительно улучшенной, например в 5-10 раз, по сравнению с имеющимися в настоящее время напольными покрытиями из ламината. Истирание поверхности должно только уменьшать толщину поверхностного слоя. Износостойкие и декоративные свойства должны полностью или в значительной степени поддерживаться или изменяться управляемым и заданным путем.
Предпочтительным связующим веществом является меламин или мочевиноформальдегидная смола. Можно использовать любое другое связующее вещество, предпочтительно синтетические термоотверждаемые смолы.
На фиг. 3c показано, что стабилизирующий слой, 7 предпочтительно содержащий древесные волокна 14' и связующее вещество, может быть создан на нижней стороне панели пола. Волокна, связующее вещество и также температуру прессования следует приспосабливать должным образом к стабилизации поверхностного слоя и сохранению панели плоской. Стабилизирующий слой 7 предпочтительно прессуют при более высокой температуре, например на 5-20 градусов выше, чем поверхностный слой 5.
Можно упомянуть, в качестве не ограничивающего примера, что поверхностный слой может содержать, например, 25% (по весу) оксида алюминия, 25% древесных волокон, 25% меламиновой смолы и 25% цветных пигментов. Поверхностный слой может иметь толщину, например, в диапазоне 0,1-3 мм или даже больше. Наиболее предпочтительная толщина составляет 0,5-1,5 мм.
На фиг. 3d показана панель, где поверхностный слой 5 выполнен на внутреннем слое 6, изготовленном в предыдущей отдельной операции согласно принципу создания поверхности на внутреннем слое (SOC). Существует четко выраженное соединение 34 между внутренним слоем 6 и поверхностным слоем 5. Соединение 34 может иметь повышенную прочность, поскольку связующее вещество 19 из поверхностного слоя 5 проникает в верхнюю часть внутреннего слоя 6, особенно если внутренний слой представляет собой ХДФ или панель на древесной основе, например древесно-стружечную плиту. Связующее вещество 19 в поверхностном слое 5 может быть специально приспособлено для проникновения в верхние части внутреннего слоя и его армирования, например, для увеличения влагостойкости. Различные содержания связующих веществ или вещества можно использовать в верхней и нижней частях поверхностного слоя 5.
На фиг. 4a, 4b и 5a схематично показаны предпочтительные производственные способы, которые можно использовать для изготовления панелей на волокнистой основе. Способы описаны схематично и с поверхностным слоем, являющимся верхним слоем. Очевидно, что изготовление может происходить с поверхностным слоем, являющимся нижним слоем.
На фиг. 4a показано изготовление панелей, предпочтительно панелей пола, согласно предпочтительному принципу интегрально выполненной панели (IFP). Насыпающую установку используют для нанесения первого слоя 7, содержащего стабилизирующий слой, на конвейер 20, при этом второй слой 6, содержащий материал внутреннего слоя, наносится на стабилизирующий слой аналогичным способом. Данные два слоя предпочтительно содержат только древесные волокна и связующее вещество. Третий поверхностный слой 5 наносится насыпающей установкой на материал 6 внутреннего слоя. Поверхностный слой 5 предпочтительно содержит древесные волокна, связующее вещество и износостойкие частицы. Поверхностный слой 5 предпочтительно содержит также цветной пигмент, который дает поверхностному слою основной цвет. Способ изготовления предпочтительно может содержать этап промежуточного прессования, где древесные волокна частично спрессовывают валиком 21 или оборудованием непрерывного прессования или аналогичным устройством. Волокна предпочтительно не отверждаются, по меньшей мере отверждаются не полностью, на данном промежуточном этапе производства.
Насыпающая установка 60 может содержать несколько насыпающих блоков 60a, 60b, 60c, один для каждого состава материала. Усовершенствованная производственная линия может содержать до десяти насыпающих блоков и даже больше.
Печать, придание цвета и подобный дизайн, выполняемые на поверхности, например, устройством 22 струйной печати или аналогичным производственным оборудованием, придающим поверхностному слою 5 декоративные особенности, можно использовать в линии производства плиты напольного покрытия. Печать предпочтительно выполняют на поверхности после предварительного прессования перед окончательным прессованием.
Насыпающую установку можно также использовать после предварительного прессования, например, для нанесения дополнительных декоративных частиц. Второе предварительное прессование и даже дополнительное нанесение декоративных материалов можно выполнять перед окончательным прессованием.
Предварительно спрессованные слои после печати, если такой этап изготовления используется, прессуются при нагреве и под давлением, и волокна и износостойкие частицы связываются вместе связующим веществом, отверждающимся при нагреве и под давлением. Получают панель с твердым декоративным поверхностным слоем.
Непрерывное прессование является предпочтительным, но прессы периодического действия с одним или несколькими проемами можно также использовать.
Прессование может происходить на тисненой матрице прессования, такой как стальная лента 23, тисненый лист или тисненая матрица на бумажной основе для создания тисненой поверхности, которую, если необходимо, можно координировать с дизайном поверхности. Высококачественную координацию дизайна и тиснения можно получать посредством способа интегрированного прессования и дизайна, который в промышленности по производству напольных покрытий не применяют, поскольку все такие особенности дизайна основаны на двух отдельных этапах печати и прессования.
Согласно вариантам осуществления изобретения, интегрированный способ «штамповки» прессования и создания дизайна можно использовать, при этом можно использовать тисненую матрицу прессования, содержащую выступы, покрываемые выбранной краской, например, посредством резинового валика, наносящего краску только на выступы, а не на части матрицы, размещенные на пониженных участках между выступами. Во время прессования является возможным нанесение выбранной краски только в секциях поверхности, которые прессуются под верхними частями поверхностного слоя, и можно получить превосходно скоординированный дизайн и структуру. Способ «штамповки» показан более подробно на фиг. 16a-e. Краску и прессование можно выбирать так, что краска проникает в волокнистую структуру во время начальной части цикла прессования. Аналогичный способ можно использовать для нанесения материалов, отличных от краски, например специальных волокон или частиц, размещенных на выступах на матрице прессования и нанесения их на структуры, более глубокие, чем верхние части поверхности.
Связующим веществом предпочтительно является меламиноформальдегидная смола. Давление предпочтительно составляет около 300-800 Н/см2 и температура может составлять 120-220°C. Время прессования может изменяться, например, от 20 секунд до 5 минут, в зависимости от скорости изготовления, толщины панели, связующих веществ и т.д. Плотность плиты напольного покрытия составляет предпочтительно 700-1000 кг/м3. Возможно изготовление плит напольного покрытия с высокой влагостойкостью и стойкостью к динамическим нагрузкам с плотностью 1000-1500 кг/м3. Поверхностный слой может содержать древесные волокна или состоять из древесных волокон с размером, существенно меньшим чем 1 мм. Поверхностный слой может содержать древесные волокна или состоять из древесных волокон в форме порошка с размером, существенно меньшим чем 0,5 мм. Поверхностный слой предпочтительно содержит волокна или состоит из волокон в форме древесного порошка с частицами с размером в диапазоне около 0,1-0,3 мм или более мелкими. Частицы волокон во внутреннем слое могут иметь размер 0,1-1,0 мм или даже больший.
Особенно высокого качества поверхностного слоя 5 можно достичь, если древесные волокна, смешанные со связующим веществом, цветными пигментами и износостойкими частицами, заранее покрывают полностью или частично отвержденным связующим веществом, например меламино- или мочевиноформальдегидной смолой, или прессуют и затем механически дробят в древесно-волокнистый порошок или древесно-волокнистую стружку, которые предпочтительно мельче и более компактны, чем исходные древесные волокна. Такой волоконный состав особенно хорошо подходит для смешивания с износостойкими частицами и может создавать компактную и хорошо выполненную основу для операций печати. Износостойкие частицы можно равномерно распределять по всему поверхностному слою и можно достичь высокой износостойкости и стойкости к царапинам. Такие волокна с покрытием можно получать от вторичной переработки ХДФ и напольных покрытий из ламината на их основе, которые можно механически резать и дробить на мелкие древесно-волокнистые стружки и/или древесные волокна.
Стружку и волокна можно использовать во всех слоях (5, 6, 7), даже если они содержат оксид алюминия или мелкие хлопья меламина/бумаги. Древесные волокна можно также отделять от частиц меламина и бумаги и использовать как покрытые меламином волокна в поверхности 5, и/или во внутреннем слое 6, и/или в стабилизирующем слое 7.
На фиг. 4b показан по существу аналогичный способ изготовления, который в данном предпочтительном варианте осуществления используют для изготовления панели с созданием поверхности на внутреннем слое (SOC). Стабилизирующий слой 7 наносится на конвейер. Стабилизирующий слой может иметь древесно-волокнистую основу, как описано выше, или традиционную стабилизирующую бумагу, используемую в производстве обычных напольных покрытий из ламината. Изготовленный заранее внутренний слой 6, например ХДФ, или древесно-стружечная плита, или любой другой тип плиты, помещают над стабилизирующим слоем. Поверхностный слой 5 наносится насыпающей установкой 60 на внутренний слой, согласно способу, аналогичному описанному выше, и верхний и нижний слои соединяют с внутренним слоем под прессом, так что образуется панель с поверхностным слоем 5, внутренним слоем 6 и стабилизирующим слоем 7.
Стабилизирующий слой 7 может являться декоративным и может содержать износостойкие частицы. Это означает, что панель согласно изобретению может иметь поверхностные слои 5 и 5' на каждой стороне. Такие поверхностные слои, предпочтительно, могут иметь различный дизайн, что должно уменьшать номенклатуру изделий, подлежащих транспортировке и хранению. Варианты осуществления изобретения являются весьма подходящими для таких двусторонних панелей, поскольку стоимость создания тыльной стороны с декоративным слоем является весьма ограниченной. Системы механического соединения можно приспосабливать для соединения таких панелей, предпочтительно с горизонтальной или вертикальной фиксацией защелкиванием.
На фиг. 5a показан принцип отдельного поверхностного слоя (SSL), где образована панель, которую можно использовать как отдельный поверхностный слой. Производственное оборудование в данном варианте используют в основном аналогично другим двум способам, описанным выше. Основное отличие состоит в том, что плита 3 напольного покрытия является поверхностным слоем 5 с предпочтительной толщиной около 0,5-3 мм. Данный поверхностный слой можно соединять, предпочтительно на клею, с материалом внутреннего слоя любого типа.
Декоративные элементы можно получать многими альтернативными путями. В основном варианте осуществления поверхность может содержать по существу только древесные волокна и износостойкие частицы. Дизайн только с одним основным цветом может являться удовлетворительным, и в таком случае цветные пигменты смешивают с древесными волокнами, и промежуточное предварительное прессование не является необходимым для образования базовой структуры для дополнительных этапов создания внешнего оформления. Вместе с тем, можно использовать предварительное прессование для других целей, изложенных ниже.
На фиг. 5b показано, что декоративный узор можно получать смешиванием волокон различных цветов 30, 31 и/или с различной структурой волокон, размерами волокон, типами волокон и т.д.
На фиг. 5c показана головка 24 устройства струйной печати, которую можно использовать для нанесения отпечатка 32 или узора, аналогичного отпечатку на предпочтительно прошедшей предварительное прессование поверхности. Краска проникает в волокна до прессования и может располагаться с заглублением в отвержденную поверхность после прессования. Краску или цветные частицы можно наносить, например, на глубину от внешней поверхности 0,1-1,0 мм или даже больше. Краска предпочтительно должна проникать на уровень ниже верхних износостойких частиц.
На фиг. 6a показано, что, например, экструдер 25 с экструдирующей головкой 26 может наносить отдельные экструдированные волокна 33 с различным цветом, и/или структурой, и/или плотностью, и/или износостойкостью на волокнистый слой основания. Экструдированные волокна предпочтительно смешаны со связующим веществом и, если необходимо, также с износостойкими частицами.
На фиг. 6b показано, что отдельные волокна 33 можно запрессовывать в поверхностный слой 5 и связывать с ним.
На фиг. 6c показано, что могут наноситься отдельные волокна 35 с более низкой износостойкостью, чем у основной волокнистой поверхности. Поверхность может быть обработана щетками и при этом должна быть удалена часть верхней поверхности отдельных волокон 35 и должна быть получена декоративная канавка. Это должно давать хорошее сочетание между структурой и цветовым дизайном.
На фиг. 6d показано, что другие отдельные материалы, такие как хлопья 36 из дерева, металла, пластика и т.д., можно использовать для придания поверхности декоративных свойств, и данные отдельные материалы можно запрессовывать в древесно-волокнистую поверхность основания.
На фиг. 6e показано, что прессовкой поверхности матрицей можно создавать канавки, скосы, рельефные линии и т.п. Такое тиснение может быть выполнено значительно более глубоким, чем в традиционных напольных покрытиях из ламината, где бумага при такой глубине должна повреждаться. Можно легко получать тиснение с глубиной, например, 1-2 мм или даже больше.
На фиг. 6f показано, что дизайн поверхности можно получить, например, с древесными волокнами, предпочтительно по существу индивидуальными волокнами или пучками индивидуальных волокон, размещенных в узорах на поверхности. Их можно наносить в несколько слоев скоординировано так, что они выстраивают слой материала аналогично реальному дереву.
Все вышеописанные способы создания эффектов дизайна можно использовать в вариантах осуществления интегрально выполненной панели (IFP), создания поверхности на внутреннем слое (SOC) и отдельного поверхностного слоя (SSL) с предварительным прессованием или без него.
На фиг. 7a показана панель, согласно варианту осуществления изобретения. Панель содержит поверхностный слой 5, изготовленный согласно варианту осуществления изобретения и приклеиваемый или ламинируемый на известный материал 6 внутреннего слоя. Стабилизирующий слой 7 наносится на тыльную сторону, как показано на фиг. 7b. Плиту 3 пола производят согласно принципам интегрально выполненной панели (IFP), создания поверхности на внутреннем слое (SOC) и отдельного поверхностного слоя (SSL), описанным выше. На фиг. 7c показана плита напольного покрытия после разрезания на несколько элементов 2 напольного покрытия. На фиг. 7d показаны элементы напольного покрытия, выполненные как панель 1 напольного покрытия с системами 4, 4' механического соединения на длинных кромках. Система механического соединения в основном также выполнена на коротких кромках. Можно использовать все известные системы соединения, обеспечивающие соединение с установкой под углом, горизонтальное и вертикальное соединение защелкиванием, боковым толчком и т.д. Панели наполного покрытия могут, вместе с тем, также иметь весьма простые системы соединения или только прямоугольные кромки, аналогичные плиткам и камню, и их можно клеить на черный пол.
На фиг. 8a показана панель согласно варианту осуществления изобретения, которую можно производить на базовом оборудовании, в основном аналогичном используемому в производстве обычных напольных покрытий из ламината. Панель содержит поверхностный слой 5, внутренний слой 6 из ХДФ и стабилизирующий слой 7. Поверхностный слой предпочтительно имеет форму порошка, такого, который можно насыпать тонким слоем и выполнять, например, по 0,1-0,5 поверхностного слоя на изготовленном заранее внутреннем слое на волокнистой основе, предпочтительно 6-8 мм внутреннем слое из ХДФ. Связующее вещество может быть адаптировано к прессованию, выполняемому на обычных прессах прямого непрерывного или прерывного ламинирования с временем прессования, температурой и давлением, аналогичным параметрам, используемым в настоящее время. Толщина поверхностного слоя может меняться, но предпочтительной является конечная толщина поверхностного слоя, превосходящая глубину тиснения или по меньшей мере нахождение данных параметров по существу в одном диапазоне. В поверхностном слое можно использовать вторичные волокна ХДФ от резки и станочной обработки кромок.
На фиг. 8b показаны панели 1, 1' напольного покрытия с системой механического соединения, содержащие планку 46 с замковым элементом 48, взаимодействующим с замковым пазом 44 для горизонтального соединения панелей 1, 1'. Система соединения содержит также шип 40, взаимодействующий со шпунтом 49 и вертикально соединяющий панели 1, 1'. Гибкий уплотняющий материал 50 можно применять во время изготовления или во время установки между двумя кромками для создания декоративного эффекта и/или предотвращения проникновения влаги в соединение. Термопластичный материал может быть включен в состав волокон во время изготовления для уплотнения кромок и он может проходить станочную обработку, будучи интегрирован в одну или обе примыкающие кромки.
Кромки могут быть выполнены по обычной технологии с использованием большеразмерных вращающихся алмазных инструментов. Верхние кромки, которые в некоторых вариантах осуществления могут являться чрезвычайно износостойкими, могут быть выполнены высококачественными алмазными инструментами, разрушающими и отделяющими износостойкие частицы от древесно-волокнистой матрицы. Альтернативно, можно использовать лазер или вырезание алмазными инструментами. Предпочтительно, вариант осуществления является комбинацией использования лазера и вырезания, где прямые разрезы и предпочтительно верхние кромки выполняют лазером, а U-образные пазы, выемки и скругленные части, предпочтительно, в более мягком материале внутреннего слоя под поверхностным слоем выполняют вырезанием. Лазерный луч можно также использовать для уплотнения кромок, предпочтительно верхней части кромок, нагревом.
Лазерная резка является особенно подходящей для выполнения кромок или пазов с неровной структурой, которая выглядит аналогично неровной кромке камня или плитки. Такие неровные кромки можно выполнять лазерной режущей головкой с изменяемым положением фокуса, и/или фокусным расстоянием луча, и/или геометрией луча вдоль кромки, когда, например, часть кромки панели смещается относительно лазерной режущей головки. Такие кромки невозможно выполнить обычными режущими инструментами. Все данные способы и варианты осуществления можно также использовать в традиционных из ламината и деревянных напольных покрытиях.
На фиг. 8c показаны панели пола с комбинированным внутренним слоем, которые, например, могут содержать поверхностный слой 5, внутренний слой 6а, содержащий, например, пробковые частицы, связанные согласно варианту осуществления изобретения, внутренний слой на древесно-волокнистой основе, содержащий древесные волокна, и стабилизирующий слой, например, содержащий пробковые частицы. Все слои могут иметь различные плотности.
На фиг. 8d показан проходящий по существу горизонтально паз 52, который может быть выполнен, например, вырезанием, обычной станочной обработкой или лазерной резкой, во внутреннем слое под поверхностным слоем. По существу вертикальная прорезь 51 может быть выполнена в поверхностном слое аналогичным способом, и верхняя поверхность может быть удалена с ограниченной станочной обработкой и износом инструмента. Неровные скосы можно выполнить в кромке аналогичными способами.
На фиг. 9a, b показана насыпающая установка 60, которую можно использовать для распределения слоями сухих материалов. Волокна, износостойкие частицы, связующие вещества в форме порошка и цветные пигменты в форме порошка могут быть, например, смешаны и помещены в контейнер 55, находящийся в контакте с рельефным валиком 53. Данный валок 53 приносит во время вращения смешанный материал 56 в контакт со щеточным валиком 54, и материал 56 наносится на конвейерную ленту 20 или другой материал в виде ленты или плиты.
Направление потока материала может влиять на положение частиц, как видно на фиг. 9a, где более крупный и тяжелый материал наносится под более легкие частицы, и на фиг. 9b, где имеет место противоположная картина. Данное разделение частиц по слоям получается посредством щеточного валика 54, который обуславливает распределение более тяжелых частиц с дополнительным отходом от более легких частиц, которые падают более отвесно на конвейерную ленту 20.
Твердые износостойкие частицы создают сильное абразивное воздействие на стальные пластины во время изготовления. Данную проблему можно предотвратить одним или несколькими упомянутыми ниже способами.
Верхние слои могут содержать порошок меламина и по существу плоские частицы оксида алюминия.
Очень тонкий верхний слой, например только волокна и связующие вещества, не содержащий частиц оксида алюминия, может быть нанесен поверх износостойкого слоя. Данный тонкий слой должен исчезать вскоре после установки. Вместе с тем, декоративные эффекты должны поддерживаться вследствие массивной структуры поверхностного слоя.
Верхняя часть поверхностного слоя может содержать тонкий слой, который содержит, например, по существу только меламин.
Износостойкие частицы верхней части поверхностного слоя могут быть чрезвычайно малы и иметь размер наночастиц.
Тонкий клееный шпон можно комбинировать с волоконным слоем для производства поверхностного слоя, имеющего внешний вид, аналогичный более толстым и массивным деревянным поверхностным слоям. Клееный шпон может быть также выполнен и соединен с внутренним слоем на древесно-волокнистой основе на производственном этапе, аналогичном этапу, используемому для изготовления внутреннего слоя. Данный способ может уменьшать затраты и исключать этапы производства согласно общей задаче варианта осуществления изобретения.
На фиг. 10a-c показано, как тонкий поверхностный слой 5, предпочтительно слой клееного шпона с толщиной, например, 0,3-1,0 мм, может быть выполнен с глубокими структурами, дающими внешний вид, аналогичный массиву дерева. На фиг. 10a показано, как может быть изготовлена плита напольного покрытия. Тонкий поверхностный слой 5 наносится на нижний слой 6b, содержащий, например, пробку 6a или древесные волокна, смешанные со связующим веществом, предпочтительно термоотверждаемым связующим веществом. Нижний слой 6b наносится, например, на внутренний слой на древесно-волокнистой основе, предпочтительно древесно-волокнистую плиту высокой плотности ХДФ внутреннего слоя. Можно использовать другие материалы внутреннего слоя, такие как древесно-стружечная плита, фанера, пластиковые материалы, нетканые импрегнированные материалы из натуральных волокон и т.д. Стабилизирующий слой 7 можно также наносить на внутренний слой 6. На фиг. 10b показано, как внутренний слой и остальные слои спрессовывают вместе тисненой матрицей 23 пресса. Такое прессование образует нижний слой 6b и поверхностный слой 5, которые отверждаются и соединяются друг с другом с нагревом и под давлением. Может быть получено весьма глубокое тиснение и неровная поверхность, аналогичная циклеванному вручную массиву дерева из тонкого клееного шпона. Нижний слой можно использовать для улучшения свойств поверхностного слоя, например звукопоглощения и стойкости к динамическим воздействиям. Данный способ можно также использовать для нанесения клееного шпона непосредственно на внутренний слой согласно принципу интегрально выполненной панели (IFP) или для него можно также использовать традиционную линию изготовления ХДФ. На одном производственном этапе образуется ХДФ и клееный шпон ламинируется на внутренний слой. Данный способ дает экономию затрат, поскольку можно исключить шлифование ХДФ и наклейку шпона.
Все вышеописанные варианты осуществления можно использовать индивидуально или комбинировать.
Панели пола с высокоизносостойким поверхностным слоем согласно варианту осуществления изобретения может быть трудно резать обычной пилой. Предпочтительна резать панели пола с тыльной стороны, где можно выполнить паз 39 до нижней части поверхностного слоя 5, как показано на фиг. 6f. Затем панель пола можно согнуть и разделить или переломить на части.
Индивидуальные элементы 2 напольного покрытия или панели пола 1 могут быть также изготовлены с выполнением части системы соединения, например, в операции прессования. Изделия в форме плиток и камня можно так же изготавливать, как индивидуальные изделия без каких-либо систем соединения и их можно выполнять с заранее изготовленным клеящим слоем, так что их можно проще устанавливать традиционным способом с креплением к черному полу. Системы механического соединения также могут быть использованы для облегчения наклейки при установке обычным способом. Тыльная сторона может быть выполнена с неровной структурой или специально приспособленной структурой, облегчающей наклеивание.
Для упрощения изготовления и уменьшения износа инструмента можно локально наносить специальные более мягкие волокна или материал без износостойких частиц в поверхности, где должно выполняться разделение плиты напольного покрытия на панели напольного покрытия, и где должны быть выполнены части системы соединения. Заранее выполненные пазы на тыльной стороне могут также облегчать разделение.
На фиг. 11a показаны панели с двумя отдельными поверхностными слоями 5, 5' с предпочтительно различным дизайном или структурой. Декоративные пазы 8 могут быть выполнены до такой глубины, что нижний поверхностный слой 5' является видимым, как показано на фиг. 11b. Могут быть получены очень точные и привлекательные образцы дизайна.
Насыпание через трафарет или шаблон 27, как показано на фиг. 11c, можно также использовать для создания декоративных эффектов. Волокна 14 различного цвета и структуры, предпочтительно смешанные со связующими веществами 19, и/или цветными пигментами 15, и/или износостойкими частицами 12, можно наносить на четко определенные участки поверхности.
Волокна различного цвета или структур можно также использовать для образования декоративных участков на поверхности различными способами, например отдельными экструдерами, наносящими волокна на строго определенные участки поверхности, отделенные тонкими стенками, которые удаляют перед прессованием или которые состоят из материалов, которые можно включать в состав поверхности, предпочтительно при изготовлении с поверхностью панели, обращенной вниз во время прессования.
На фиг. 12a-e показано несколько этапов выполнения панелей согласно предпочтительному принципу создания поверхности на внутреннем слое (SOC) с прерывным прессованием и проблемы, относящиеся к такому производству. Заранее изготовленный внутренний слой 6, например, из ХДФ помещают на заранее изготовленный стабилизирующий слой 7, как показано на фиг. 12a, b. Поверхностный слой 5, содержащий древесные волокна, связующее вещество и цветные пигменты, предпочтительно в сухой форме, помещают на внутренний слой насыпающим или напыляющим оборудованием, как показано на фиг. 12c. Внутренний слой с поверхностным слоем и стабилизирующим слоем прессуют прессом периодического действия, как показано на фиг. 12d, и формируют плиту пола, показанную на фиг. 12e. На фиг. 12c и 12d показано, что мягкий поверхностный слой 5 содержит до конечного прессования много воздуха 45, который должен быть удален, когда верхняя 37 и нижняя 37' плиты пресса сходятся. При этом может создаваться поток 45 воздуха, неконтролируемо смещающий мягкий поверхностный материал. Данную проблему можно решить различными способами, например предварительным прессованием поверхностного слоя до окончательного прессования или применением вакуумного удаления лишнего воздуха. Вакуум можно применять на тыльной стороне внутреннего слоя и использовать в комбинации, например, с матрицей или съемной бумагой на поверхности. Внутренний слой из ХДФ имеет достаточную пористость для обеспечения действия вакуума с тыльной стороны на поверхность на лицевой стороне. Жидкие смолы или воду, распыляемую на волокна, можно также использовать для стабилизации поверхностного слоя.
На фиг. 13a-k показаны варианты выполнения двусторонних панелей пола с поверхностными слоями 5, 5' с обеих сторон и с системами соединения, обеспечивающими установку таких панелей с вертикальной (фиг. 13a-f) фиксацией защелкиванием, установкой под углом (фиг. 13g-13h) и горизонтальной фиксацией защелкиванием (фиг. 13i-k). Системы соединения имеют в показанных вариантах осуществления отдельные гибкие шипы 9 или замковые элементы 9a, облегчающие фиксацию защелкиванием с низким сопротивлением защелкиванию. Аналогично, можно также использовать системы соединения с одной деталью. Известные системы соединения настроены так, что как лицевые стороны, так и тыльные стороны примыкающих панелей имеют участки 38, 38' поверхности кромок, предпочтительно, плотно фиксирующиеся друг с другом. Преимущество состоит в использовании обеих сторон панели пола, при условии, что дополнительная стоимость второго поверхностного слоя является ограниченной, как может быть в варианте панели пола согласно изобретению.
На фиг. 14a-14e показан способ, который можно использовать для изготовления панелей пола с весьма передовым дизайном поверхности, даже в случае, где базовая оригинальная плита пола имеет весьма простой дизайн поверхности. Данный способ «комби панелей» особенно подходит для композитных напольных покрытий согласно вариантам осуществления изобретения, но его можно также использовать в других панелях напольного покрытия с предпочтительным дизайном поверхности, основанным на печати, придании цвета, или других способах искусственного конструктивного оформления, используемых, например, в напольных покрытиях из ламината, линолеуме и упругих напольных покрытиях.
Способ содержит этапы изготовления, где первую исходную плиту 3 напольного покрытия и вторую исходную плиту 3' напольного покрытия с различными вариантами дизайна или структурами, показанными на фиг. 14a, разрезают на элементы 2, 2' напольного покрытия первого типа, как показано на фиг. 14b. Первый тип элементов напольного покрытия соединяют в комби плиту 3a напольного покрытия, содержащую по меньшей мере один элемент напольного покрытия первой и второй исходной плиты напольного покрытия, как показано на фиг. 14c. Комби плиту 3a разрезают на второй тип комби элементов 2 напольного покрытия, содержащих участки поверхности первой и второй исходной плиты напольного покрытия (на фиг. 14d), и формируют комби панели 1 напольного покрытия, показанные на фиг. 14e, с предпочтительно механическими системами соединения на кромках. Первый тип элементов 2, 2' напольного покрытия предпочтительно соединяют друг с другом посредством системы механического соединения для формирования комби плиты 3а напольного покрытия. Обычный шип и паз можно также использовать. Преимущество способа состоит в том, что можно производить многочисленные разнообразные весьма передовые комби панели 1 напольного покрытия из ограниченного ряда весьма простых исходных плит 3, 3' напольного покрытия. Необходимое число пресс-форм различных типов должно уменьшаться. Широкий диапазон, например, напольных покрытий из ламината можно производить, используя ограниченный диапазон видов декоративной бумаги.
На фиг. 15a-15d показано, что способ комби панелей можно использовать для изготовления чрезвычайно передовых декоративных эффектов экономичным способом. Комби плита 3а напольного покрытия первого типа может быть изготовлена, как описано выше и может быть соединена с комби плитой 3' напольного покрытия второго типа, изготовленной аналогичным способом, но с отличающейся комбинацией элементов напольного покрытия или дизайном. Комби плиты 3a, 3a' напольного покрытия первого и второго типа могут быть соединены в новую комби плиту 3b напольного покрытия, как показано на фиг. 15b, и разрезаны на новую комбинацию элементов 2b напольного покрытия, как показано на фиг. 15c. Такой новый комби элемент 2b напольного покрытия может иметь поверхностные участки из двух, или трех, или четырех, или более исходных плит напольного покрытия. Комбинационные эффекты являются почти неограниченными, даже в случае, когда небольшое число исходных плит напольного покрытия используют для создания комби элементов напольного покрытия с различными размерами, которые комбинируют в комби плиты напольного покрытия. Элементы напольного покрытия с декоративными пазами могут увеличивать декоративные эффекты. Поворот исходного направления тиснения должен увеличивать число декоративных комбинаций дополнительно. Даже комбинация, например, черной и белой исходных плит напольного покрытия делает возможным создание передовых декоративных эффектов в комби панелях, если использовать элементы напольного покрытия различных размеров и, предпочтительно, с декоративными пазами.
Длинные кромки комби элементов напольного покрытия, как показано на фиг. 14c, могут быть выполнены и соединены с системами 4a, 4b соединения, которые можно использовать как системы соединения на коротких кромках в комби панели 1 напольного покрытия, как показано на фиг. 14f. Это должно уменьшать производственные затраты, поскольку не должна возникать необходимость конечной станочной обработки коротких кромок для образования системы соединения, и все комби элементы напольного покрытия могут иметь одинаковый размер. Могут быть также выполнены специальные системы соединения, которые можно использовать для образования передовой системы соединения на коротких кромках в конечном процессе станочной обработки, например системы соединения с гибким шипом, обеспечивающей вертикальную замковую фиксацию. Конечная станочная обработка может являться весьма простой и ограниченной простыми горизонтальными или вертикальными пазами.
На фиг. 16a-e показан предпочтительный способ создания поверхностного слоя с совмещенной тисненой поверхностью (EIR), конкретно, в композитном напольном покрытии, согласно вариантам осуществления настоящего изобретения. Тисненая матрица 23 прессования создана предпочтительно как листовая структурированная бумага или валик и аналогична поверхности, содержащей тисненые выступы 29, как показано на фиг. 16a. Декоративный материал, например краска, или цветные волокна, или т.п., наносится на выступы 29 наносящим устройством, например резиновым валиком 28 или аналогичным. Создают поверхностный слой 5, содержащий неотвержденные волокна и связующие вещества, как показано на фиг. 16c, и матрицей прессования 23 прессуют поверхностный слой 5, как показано на фиг. 16d. Декоративный материал 29 должен быть установлен на самых низких поверхностных участках и совершенное по совмещению тиснение должно быть получено, как показано на фиг. 16e.
Данный способ является весьма подходящим для всех типов поверхностей, где декоративные части можно включать в состав поверхности во время окончательного формирования и отверждения поверхности в операции прессования. Можно использовать краску, во время прессования проникающую в волокнистую структуру основания.
Описанное ниже и показанное на фиг. 17a-17f направлено на объяснение вариантов осуществления некоторых изменений способа, которые исследовались в объеме настоящего изобретения.
Первый пример относится к интегрально выполненной панели (IFP) с общей толщиной 8-10 мм, поверхностным слоем около 1 мм и стабилизирующим слоем около 1 мм.
Пример 1
В настоящем варианте получающийся в результате продукт имеет текстуру декоративной поверхности, полученную с помощью тисненой бумаги.
Используют следующие исходные материалы:
• Меламиновая смола в форме порошка
• Оксид алюминия в форме порошка 70-110 микрон
• Цветной пигмент
• Древесные волокна панелей из древесно-волокнистых плит высокой/средней плотности ХДФ/МДФ, механически разделенные, содержащие природные смолы
Операции способа
- Сушка с контролем влажности
Древесные волокна сушат до влажности, соответствующей способу, например 5-8%.
- Просеивание
Просеивание используют для разделения и сортировки волокон на волокна, подходящие для переработки в способе, и волокна, требующие механического перемалывания для дополнительного уменьшения размера.
- Перемалывание
Фракции волокон большого размера перемалывают до нужного размера и вторично направляют на просеивание.
- Смешивание
Исходные материалы смешивают в составы, подходящие для различных слоев, таких как поверхностный слой, внутренний слой и стабилизирующий слой, с использованием механических технических средств сухого смешивания, обеспечивающих получение гомогенной смеси. Различные составы хранят в отдельных емкостях.
Состав поверхностного слоя
Поверхностный слой продукта интегрально выполненной панели (IFP) основан на смеси меламиновой смолы (например, Kauramine 773, BASF, Германия), оксида алюминия (например, ZWSK180, Treibacher, Австрия), цветных пигментов, например черного пигмента (например, жженая кость, Alfort & Cronholm, Швеция), и древесных волокон (например, отходы производства контурной обработки пола из ламината), просеянных с получением волокон размера менее 150 мкм.
В данном разъяснительном варианте осуществления используют следующие пропорции.
Состав поверхностного слоя.
Внутренний слой
Внутренний слой панели основан на смеси меламиновой смолы (например, Kauramine 773, BASF, Германия) и древесных волокон (например, отходы производства контурной обработки пола из ламината), перемолотых с получением волокон размером в диапазоне 150 600 мкм.
В составе используют следующие пропорции.
Состав внутреннего слоя.
Стабилизирующий слой
Стабилизирующий слой панели основан на смеси меламиновой смолы (например, Kauramine 773, BASF, Германия), желтого пигмента (например, охра желтая, Alfort & Cronholm, Швеция) и древесных волокон (например, отходы производства контурной обработки пола из ламината), просеянных до размера волокна менее 150 мкм.
Состав используют в следующей пропорции.
Состав стабилизирующего слоя.
- Насыпание верхнего слоя
Панель изготавливают декоративным поверхностным слоем вниз. При этом на начальном этапе насыпания устанавливают поверхностный текстурный материал, такой как тисненая бумага 23 (например, Sappi, США), на тонкую алюминиевую пластину, как показано на фиг. 17a.
Затем материал 5 верхнего слоя насыпают на тисненую бумагу 23 с использованием насыпающего оборудования, показанного на фиг. 9a. Это показано на фиг. 17b.
Материал 6 слоя внутреннего слоя насыпают на верхний слой 5, как показано на фиг. 17c.
- Насыпание поддерживающего слоя
Стабилизирующий слой 7 насыпают на внутренний слой 6, как показано на фиг. 17d и покрывают съемной бумагой.
- Загрузка
Алюминиевую пластину, несущую насыпанные слои, загружают в пресс.
- Прессование
Насыпанные слои прессуют верхней и нижней плитами 37, 37' пресса, как показано на фиг. 17e, с давлением 40 кг/см2. Обе плиты пресса нагревают до 160°C и выдерживают две минуты. Ламинированный материал охлаждают до 40°C перед раскрытием пресса.
- Выгрузка
Когда пресс раскрыт, ламинированную панель вынимают из пресса и тисненую бумагу и съемную пленку удаляют. Получившийся в результате продукт, которым в данном варианте осуществления является панель 3 напольного покрытия, показан на фиг. 17f. Панель напольного покрытия показана с декоративным поверхностным слоем 5 сверху.
- Распиливание, фасонная обработка и упаковка
Плиту напольного покрытия разрезают на элементы напольного покрытия и станочной обработкой создают панели напольного покрытия с механической системой соединения на кромках. Готовый продукт можно предпочтительно привести в необходимое состояние, соответствующее климату, перед упаковкой и отгрузкой.
Пример 2
Способ, описанный ниже, относится к панели с созданием поверхности на внутреннем слое (SOC), где поверхностный слой изготавливают на отдельном предварительно изготовленном внутреннем слое. Панель в данном предпочтительном варианте осуществления имеет декоративный поверхностный слой около 0,4 мм и общую толщину около 8 мм.
Используют следующие исходные материалы:
• Меламиновая смола в форме порошка
• Оксид алюминия
• Пигменты
• Древесные волокна
• Древесно-волокнистая плита высокой плотности ХДФ в качестве внутреннего слоя
• Защитная бумага как стабилизирующий слой
Операции способа
Операции сушки с контролем влажности, просеивания, перемалывания и смешивания являются по существу аналогичными операциям для интегрально выполненной панели (IPF), описанным выше.
- Поверхностный слой
Поверхностный слой продукта основан на смеси меламиновой смолы (например, Kauramine 773, BASF, Германия), оксида алюминия (например, ZWSK180, Treibacher, Австрия), черного пигмента (например, жженая кость, Alfort & Cronholm, Швеция) и древесных волокон (например, отходы производства контурной обработки пола из ламината), просеянных с получением волокон размером менее 150 мкм.
Состав поверхностного слоя следующий.
Состав поверхностного слоя.
- Насыпание на внутренний слой
Продукт изготавливают декоративным поверхностным слоем вверх. При этом начальным этапом насыпания является установка материала внутреннего слоя (7,8 мм Variboard) (древесно-волокнистая плита высокой плотности ХДФ, Wiwood, Швеция) под насыпающим устройством, показанным на фиг. 9a.
Затем материал поверхностного слоя насыпают на ХДФ.
- Загрузка
ХДФ, несущую насыпанный поверхностный слой, устанавливают сверху на поддерживающую бумагу (например, импрегнированную меламиновой смолой 200 г/м2 бумагу, DKB, Германия) которая уложена на съемную фольгу. Также слой насыпания укрыт съемной фольгой. Материалы загружают в пресс.
- Прессование
Пресс закрывают с давлением 40 кг/см2. Пресс заранее нагревают с обеих сторон до около 180°C и выдерживают двадцать (20) секунд.
- Выгрузка
Когда пресс открыт в горячем состоянии ламинированный продукт вынимают из пресса и удаляют съемные пленки. Продукту дают остыть до окружающей температуры.
Распиливание, фасонную обработку и упаковку и т.д. выполняют аналогично интегрально выполненным панелям IFP.
Описанный способ изготовления с созданием поверхности на внутреннем слое (SOC) делает возможным создание поверхностного слоя в панели напольного покрытия с повышенной примерно в четыре раза износостойкостью по сравнению с обычным напольным покрытием из ламината. Стойкость к динамическому воздействию также лучше. Время прессования по существу является аналогичным, что означает, что производительность прессования и стоимость являются по существу одинаковыми для обоих продуктов. Стоимость исходных материалов для поверхностного слоя в панели с созданием поверхности на внутреннем слое (SOC), вместе с тем, ниже, даже в вариантах осуществления, где поверхностный слой содержит больше оксида алюминия и цветного пигмента, чем в традиционной панели напольного покрытия из ламината. Основным преимуществом является исключение изготовления, печати и импрегнирования поверхностной бумаги.
Волокна в поверхностном слое, описанном выше, предпочтительно являются волокнами из вторичного сырья от резки и станочной обработки кромок. Содержание волокон в поверхностном слое панели с созданием поверхности на внутреннем слое (SOC) в описанном выше примере составляет около 5% общего содержания волокна и является по существу количеством волокон, получаемым при станочной обработке кромок. Это означает, что стоимость волокна может быть близкой к нулю. Обычное производство напольных покрытий из ламината дает значительное количество лишних волокон и такие волокна можно использовать в поверхности, внутреннем слое и стабилизирующем слое панели напольного покрытия согласно изобретению.
Можно использовать внутренний слой из древесно-стружечной плиты, в основном, менее дорогостоящий, чем ХДФ, для дополнительного уменьшения стоимости производства.
Настоящее изобретение не ограничено описанными и показанными на фигурах вариантами осуществления.
Связующие вещества могут, например, являться не содержащими формальдегида, считаются более экологичными, чем традиционные связующие вещества, используемые в напольных покрытиях из ламината. Предпочтительно, не содержащее формальдегида синтетическое связующее вещество является жидким или сухим термоотверждаемым связующим веществом, таким как, например, полиэфир с карбоксильными или гидроксильными функциональными группами с подходящим сшивающим веществом. Примером является комбинация полиэфира с карбоксильными функциональными группами Uralac P880 (DSM, NE) и отверждающего вещества Primid XL-552. Другим синтетическим термоотверждаемым связующим веществом, которое можно использовать, являются функционализированные полиакрилаты. Подходящей функционализацией является, например, карбоксильная с возможным спариванием с эпокси- и/или оксифункциональностями. Примером комбинации окси- и карбоксифункционализации является, например, Acrodur 950L, производимый BASF (DE). Относительное количество связующего вещества, время прессования и давление являются по существу одинаковыми с меламиноформальдегидной смолой. Другие не содержащие формальдегида термоотверждаемые связующие вещества, которые можно использовать, основаны на уретановом химическом составе, таком как в комбинации с полиоловыми составами, на основе полиэфира, поликарбоната, поликапролактона или полиацилатном химическом составе с функциональными составами, включающими в себя базовые изоцианаты, такие как метилдифенилдиизоцианат (MDI). Можно также использовать необработанный полиметилдифенилдиизоцианат (pMDI) без добавления составов, включающих в себя реактивные группы изоцианата.
Также возможно получение экологичного "зеленого" продукта с использованием природных смол как связующего вещества, например лигнина, суберинов, модифицированного крахмала или модифицированных протеинов или других аналогичных природных смол.
Химические вспенивающие вещества, такие как бикарбонат натрия, вместе со связующим веществом можно, например, использовать для уменьшения плотности и/или для увеличения толщины после прессования для создания декоративных эффектов. Другими аналогичными экзотермическими или эндотермическими химическими пенообразующими материалами являются азоизобутиронитрил (AIBN) и азодикарбонамид (ADC). Газ или жидкости можно также использовать для способствования вспениванию, как например, посредством добавления заполненных жидкостью пластиковых микросфер, таких как Expancel®.
Более низкой плотности можно также достигать введением наполнителей низкой плотности, таких как аэрированные гели двуокиси кремния, например Cabosil.
Операцию прессования, предпочтительно являющуюся сухим процессом, можно альтернативно заменять мокрым процессом, где суспензию порошка или пасту, содержащую древесные волокна, связующие вещества, предпочтительно синтетически термоотверждаемые связующие вещества и износостойкие частицы, предпочтительно оксида алюминия, можно использовать для непрерывного или прерывистого заполнения формы отливки с низким или высоким давлением для образования панели напольного покрытия, например, со скошенными кромками и, предпочтительно, системы соединения. Такой способ изготовления является более сложным и более дорогим, чем варианты осуществления, описанные выше, но может использоваться в специальных вариантах применения, таких, например, как для износостойких базовых отливок.
Печать с использованием способа «штамповки» можно заменить способом «вибрации». Если панель, например, изготавливают с лицевой стороной, обращенной вниз, опирающейся на матрицу, этап вибрации можно добавить после насыпания первого поверхностного слоя на матрицу. Вибрации можно использовать для установки насыпанного материала, содержащего, например, частицы некоторого цвета или имеющего стойкость к царапанию, в самые глубокие части матрицы. Это означает, что данные самые глубокие части на матрице должны стать самыми верхними точками поверхности готовой панели. Можно достичь «совершенной» координации между дизайном и тиснением, в основном отнесенным к тиснению в регистре идентификации оборудования. Дополнительные декоративные слои можно накладывать на матрицу так, что они содержат верхние части на матрице и нижние части на поверхности панели.
Цифровую или прямую печать можно, например, использовать для нанесения способом непрямой печати на поверхность панели, например, до отверждения поверхности или во время него. Печать с «термопереносом» можно осуществлять на носителе, таком как алюминиевая фольга, или плита пресса, или структурированная бумага. Отпечаток можно переносить с носителя на поверхность панели перед прессованием или во время прессования. Печатное устройство можно, например, поместить на верхней стороне пресса непрерывного прессования и печать можно осуществлять с точной приводкой с тиснением стальной ленты. Такая печать с термопереносом может также выполняться вначале посредством нанесения цвета на структурированную фольгу, например, валиком с удалением цвета скребком с выступающих частей структуры фольги, затем посредством нанесения нового цвета, например, резиновым валиком на данные выступающие части.
Если копируют оригинальный продукт, например камень, как в отношении цвета, так и тиснения, «совершенное» воспроизведение можно получить вышеописанными способами. Плотность и износостойкость можно выполнить так, что воспроизведенная панель ощущается и работает как реальный камень.
Цветные пигменты и другие декоративные или не декоративные материалы можно включать в состав поверхности, и это может давать различные эффекты дизайна при воздействии различного нагрева и/или давления. Это означает, что декоративные эффекты можно также получать посредством использования изменяющегося нагрева поверхности плиты пресса для создания различных цветов декора с одинаковыми базовыми материалами. Структуру матрицы прессования можно использовать для создания различных давлений, и это может также давать различный дизайн в низких и высоких частях на поверхности. Увеличенное давление можно получить, локально нанося больше материала на некоторые участки поверхности, чем на другие примыкающие участки. Увеличенную плотность на конкретных участках, предпочтительно являющихся участками кромок в готовой панели напольного покрытия, можно также выполнять аналогичным путем. Это можно использовать для выполнения прочной системы соединения и улучшения влагостойкости. Это означает, что профиль плотности может изменяться по горизонтальной плоскости на поверхности или во внутреннем слое. Увеличенное количество износостойких частиц и/или связующих веществ можно применять на выступающих участках поверхности для увеличения износостойкости, стойкости к динамическому воздействию или создания декоративных эффектов. Данный вариант осуществления изобретения отличается тем, что панель содержит поверхность с выступающими участками и более низкими частями, при этом выступающие участки поверхности содержат материалы с составами, отличающимися от низких частей.
Можно использовать запечатанную фольгу, вплавлящуюся в верхний слой во время операции прессования. Такую фольгу можно комбинировать с дополнительными износостойкими частицами или частицами дизайна, химикатами для импрегнирования для влагостойкости или специальными химикатами для создания глянцевой поверхности.
Декоративные частицы, такие как цветовые хлопья или волокна, можно использовать для изготовления копий камня с трехмерным эффектом «печати». Частицы термопластика с цветными пигментами, которые должны полностью или частично расплавляться во время операции прессования, можно также использовать в поверхностном слое и различную вязкость частиц в нагретом состоянии можно использовать для управления декоративными эффектами, создаваемыми декоративными частицами.
Особые проблемы могут возникать, когда внутренний слой, например, из ХДФ помещают на слой насыпанного волокна, содержащий защитный слой или поверхностный слой. Воздушный поток от внутреннего слоя, когда его опускают вниз к слою волокна, должен сдувать волокна, особенно если поставлена цель сокращения цикла прессования, насколько возможно. Аналогичные проблемы возникают, если плиту пресса замыкают на верхнем неотвержденном слое волокон. Такие проблемы можно решать нанесением жидкостей на волокна, например жидких связующих веществ или т.п. Другое решение состоит в использовании специального вакуумного оборудования для помещения материала в виде плиты на структуру насыпанных волокон для удаления излишнего воздуха. Можно использовать вакуумный захват со свойствами, аналогичными вакуумной плите пресса, часто используемый при станочной обработке материалов тонких плит. Можно также использовать перфорированный защитный материал для стабилизации стабилизирующего слоя, внутреннего слоя и поверхностного слоя во время подачи в пресс. Вакуум можно использовать для полной или частичной замены предварительного прессования перед окончательным прессованием.
Для улучшения износостойкости структурную бумагу/фольгу можно покрывать жидким меламином, смешанным с Al2O3, и просушивать. Печатное изображение можно наносить на данные просушенные поверхности и передавать на верхнюю предпочтительно износостойкую волокнистую поверхность, когда панель отверждают в прессе. Можно получить ряд преимуществ:
a) можно выполнить пазы в верхней декоративной части, проходящие к нижней части, различной конструкции для создания участков декоративных пазов;
б) можно создать дизайн, изменяющийся в течение срока службы изделия при износе частей поверхности, аналогично износу природного камня.
Данный способ можно также использовать для увеличения стойкости к царапинам обычных напольных покрытий из ламината.
Можно получать случайное распределение цвета с применением методики краскораспыления и его программирование и/или создание с помощью «генератора случайного распределения».
Можно также производить двусторонние панели с гибкими шипами или отдельным материалом, применяемым на кромках во время установки, так что все панели можно соединять с любыми другими панелями с любой из двух сторон, служащей лицевой стороной.
Использование покрытия с износостойкими частицами не исключено и это может увеличивать износостойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2628514C2 |
| БАЛАНСИРУЮЩИЙ СЛОЙ НА ПОРОШКООБРАЗНОЙ ОСНОВЕ | 2012 |
|
RU2591466C2 |
| ЯРКО ОКРАШЕННЫЙ ПОВЕРХНОСТНЫЙ СЛОЙ | 2010 |
|
RU2558883C2 |
| ОДНОСЛОЙНОЕ НАСЫПАНИЕ ПОРОШКОВЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2626948C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ И ИЗГОТОВЛЕННАЯ СОГЛАСНО СПОСОБУ ПАНЕЛЬ | 2010 |
|
RU2540663C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| НАПОЛЬНАЯ ПАНЕЛЬ ИЗ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ СРЕДНЕЙ ИЛИ ВЫСОКОЙ ПЛОТНОСТИ | 2007 |
|
RU2412054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2013 |
|
RU2604482C2 |
| КОНСТРУКЦИЯ, ИЗГОТОВЛЕННАЯ ПРИ НАГРЕВАНИИ И ДАВЛЕНИИ | 2010 |
|
RU2570035C2 |
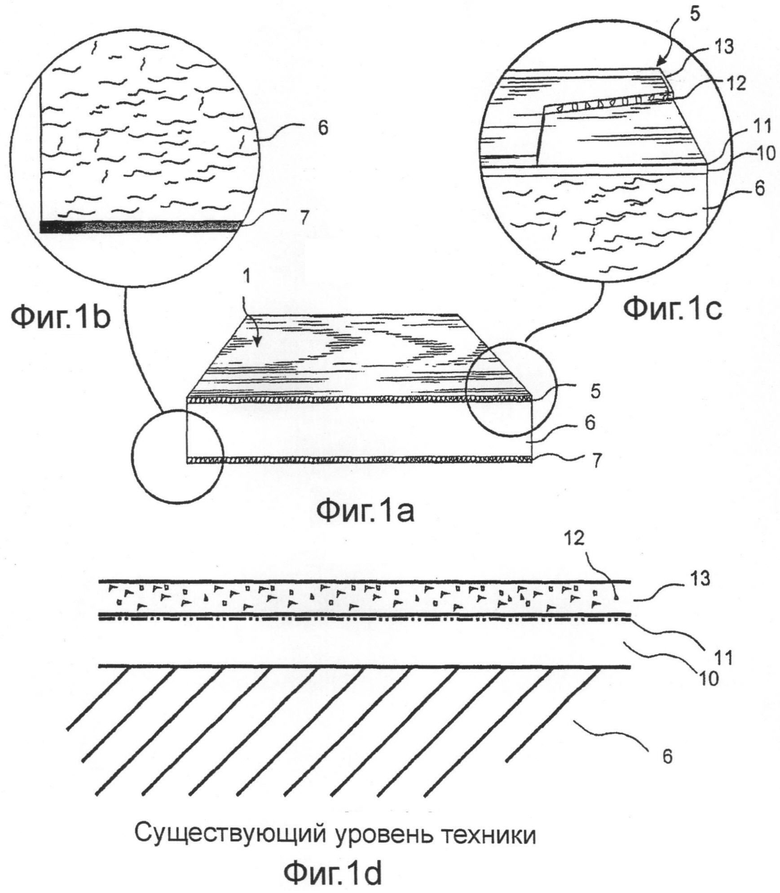
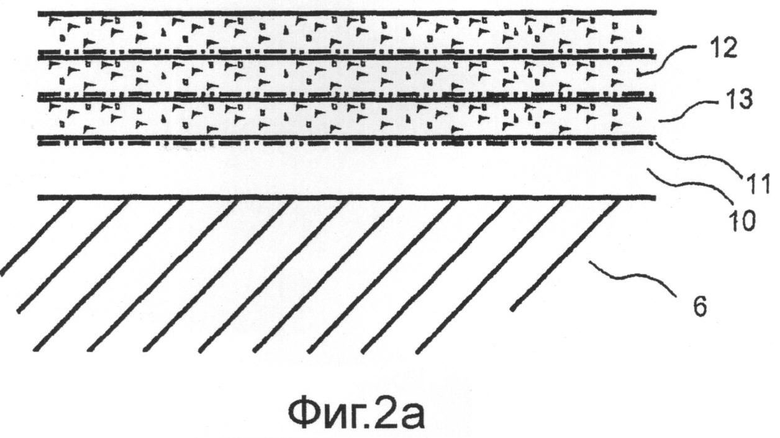
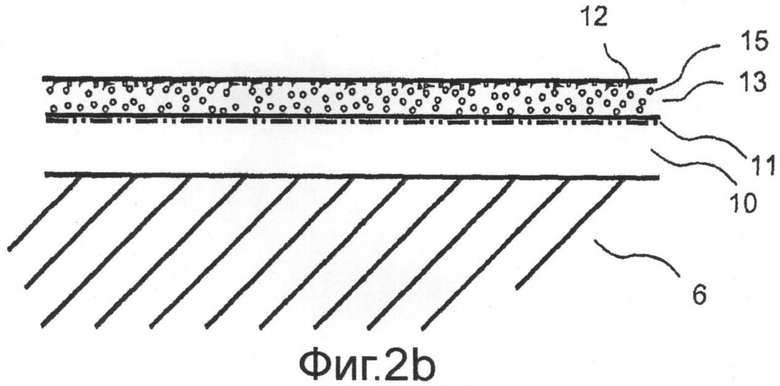
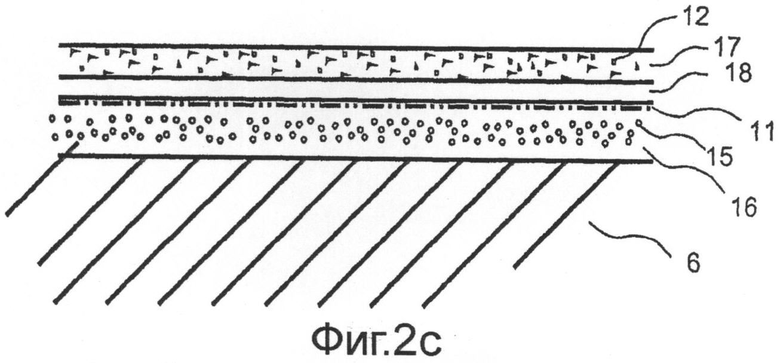
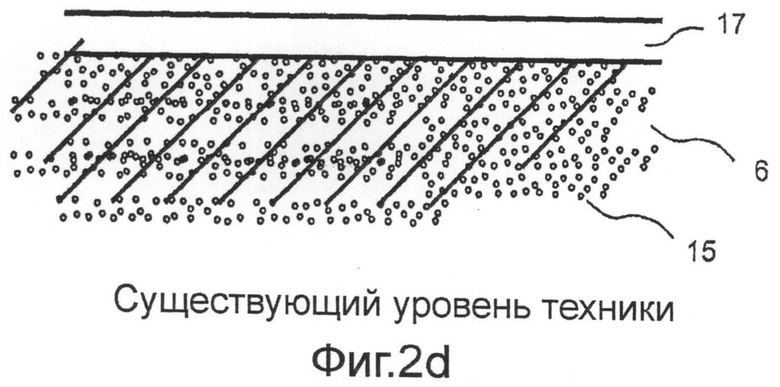
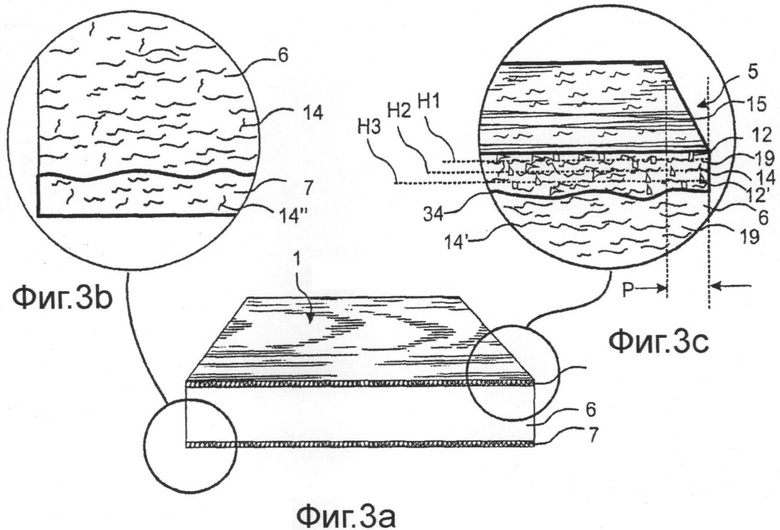
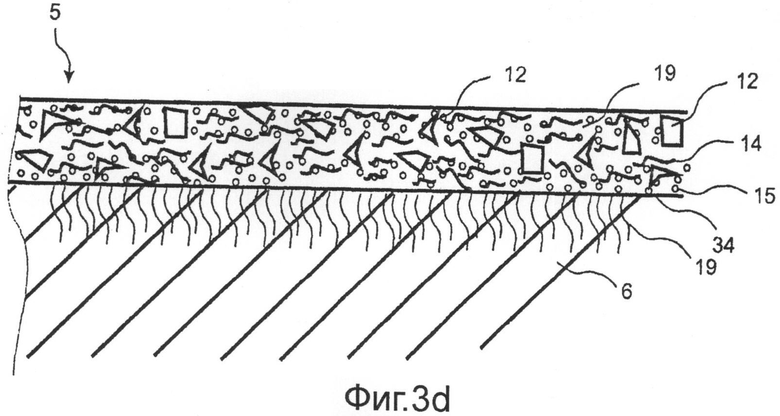
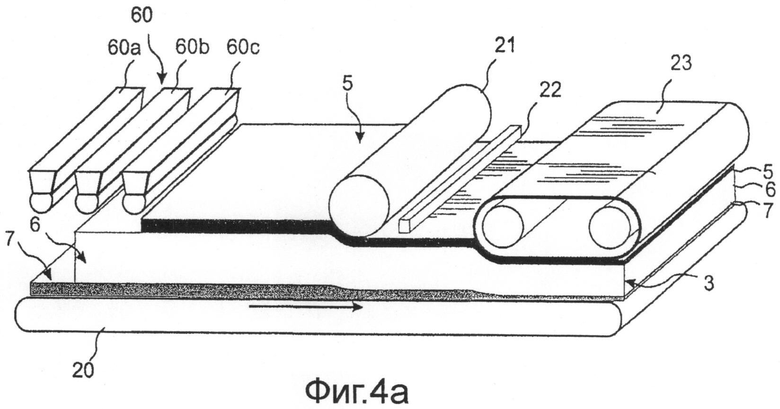
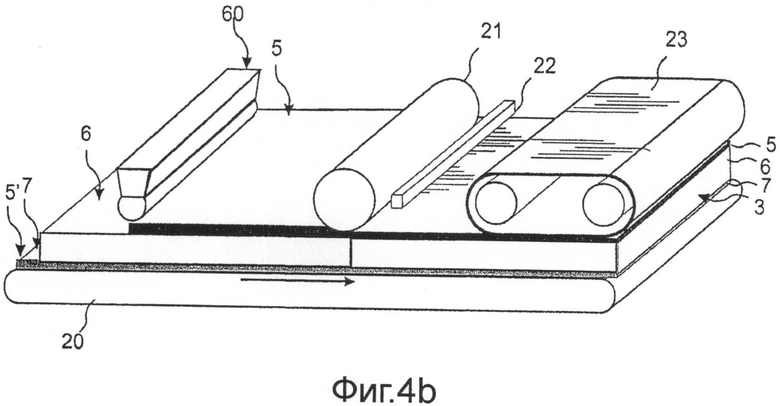
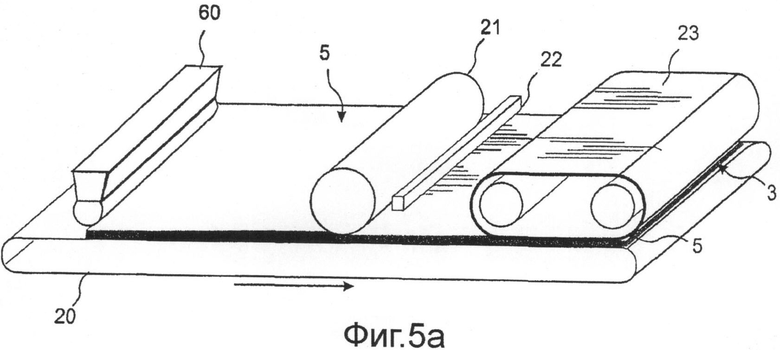
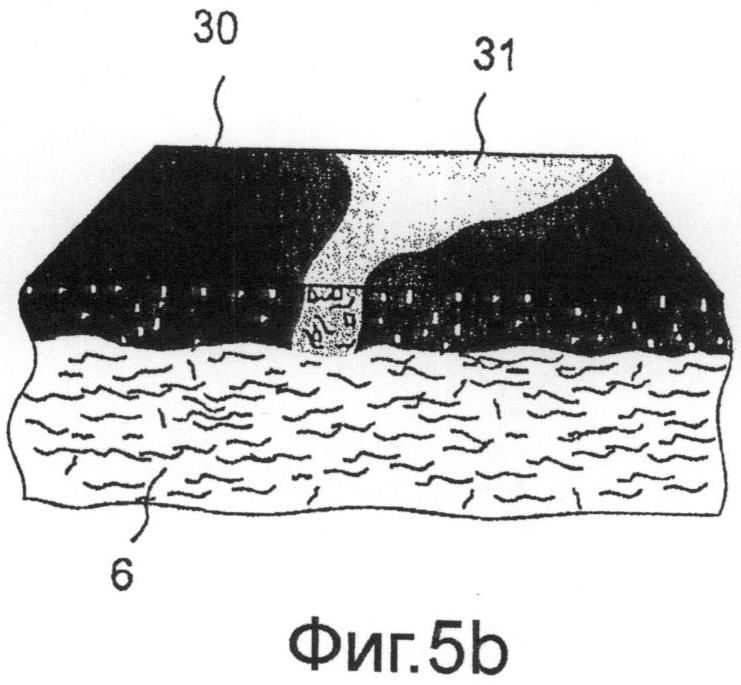
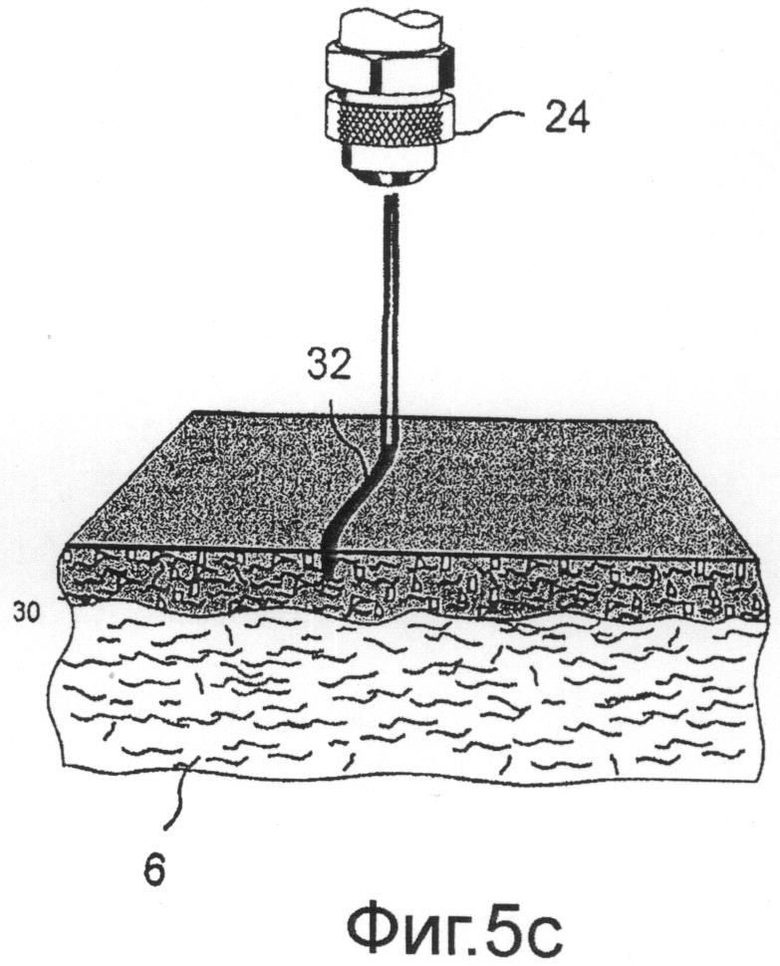
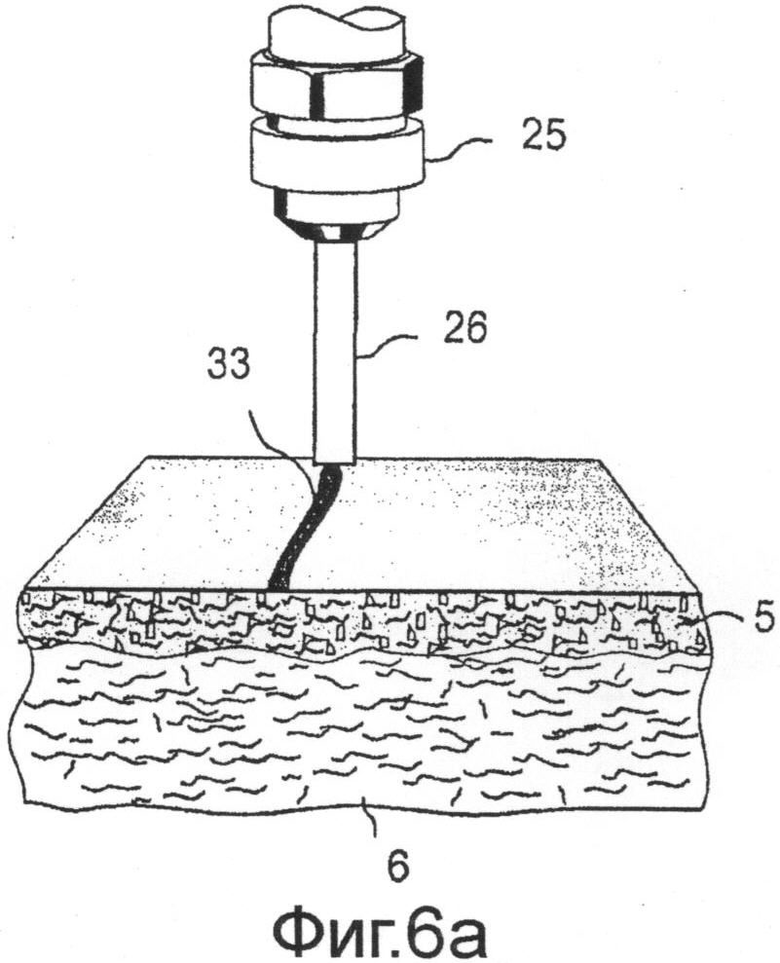
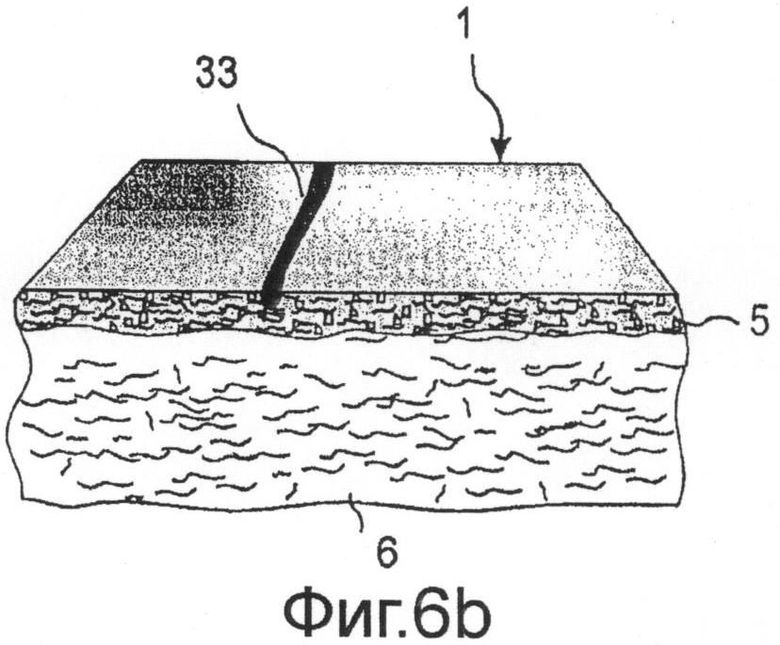
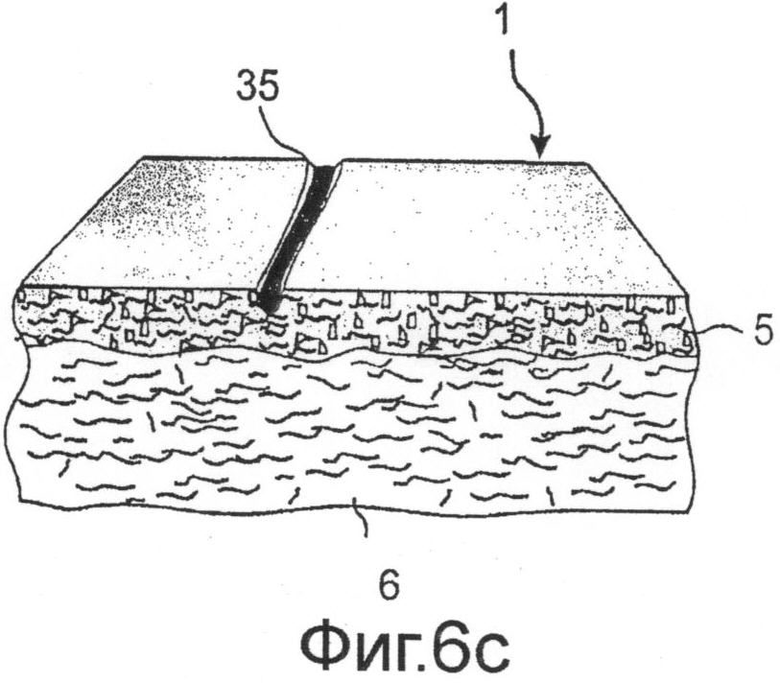
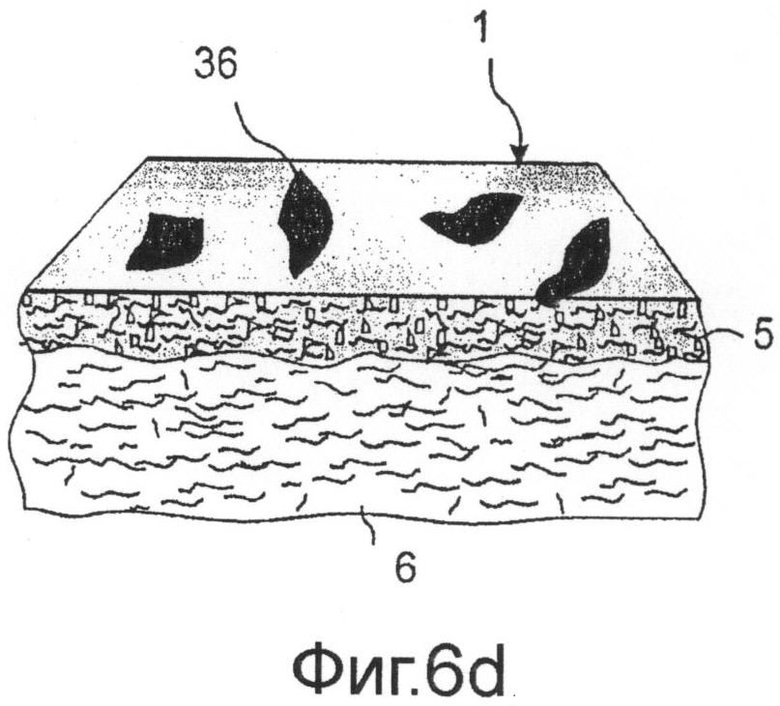
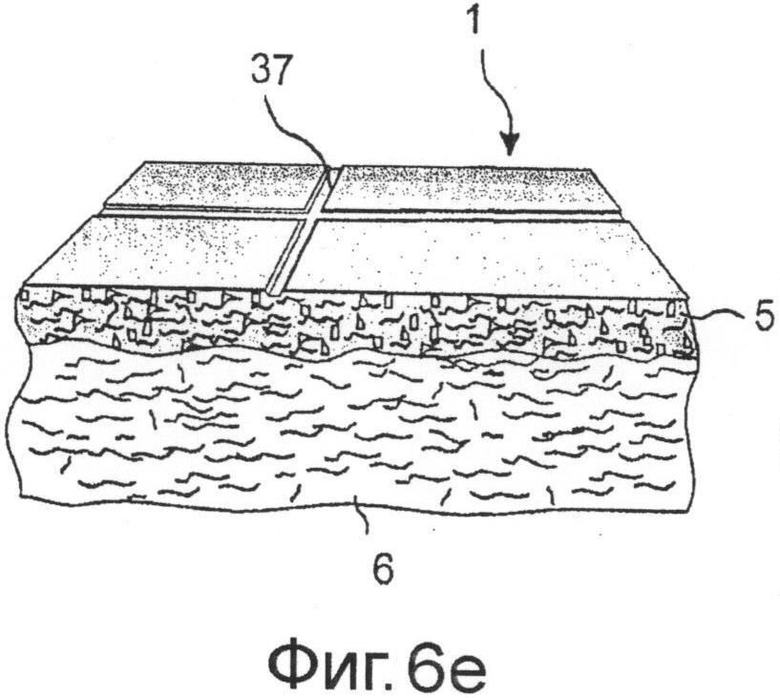
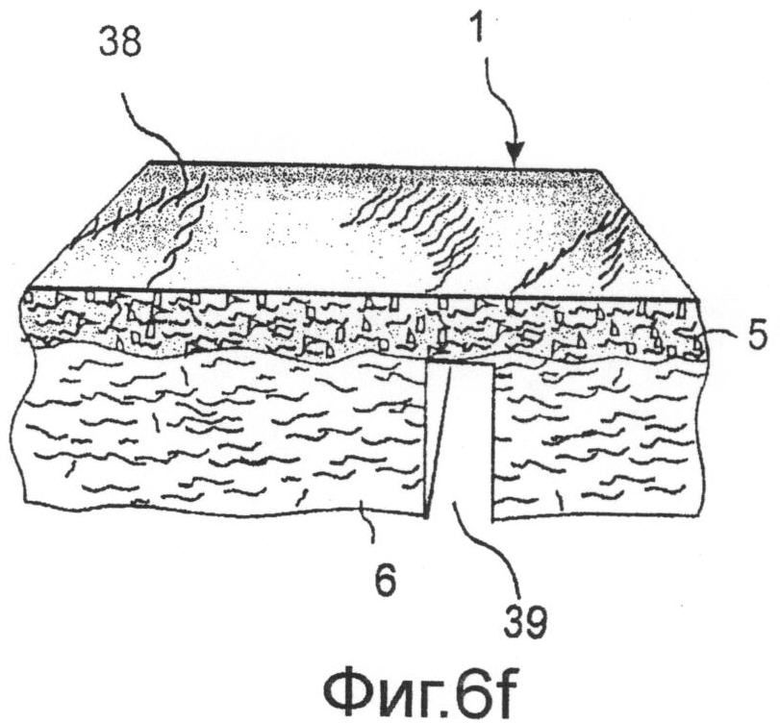
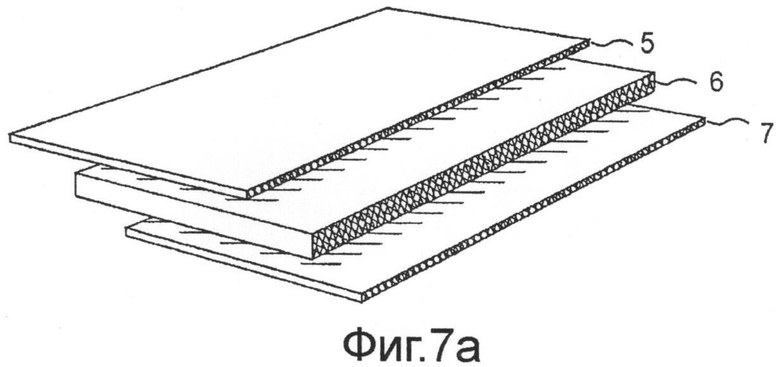
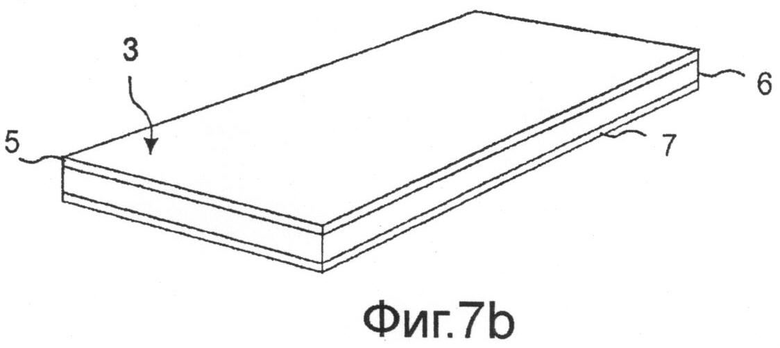
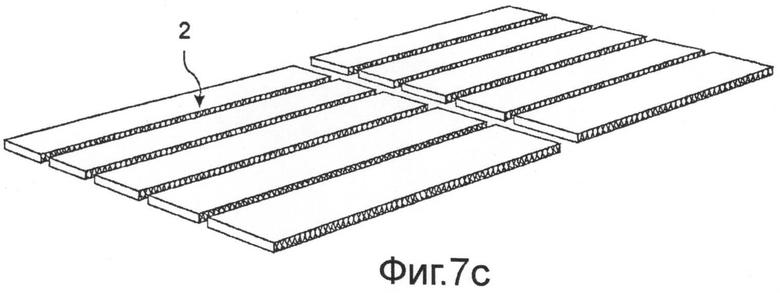
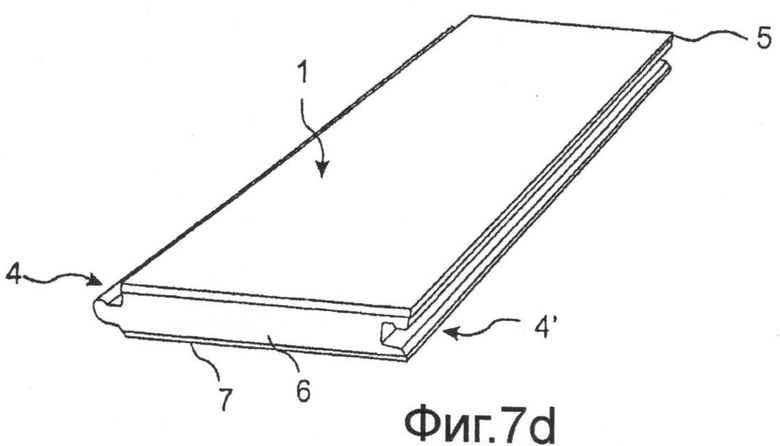
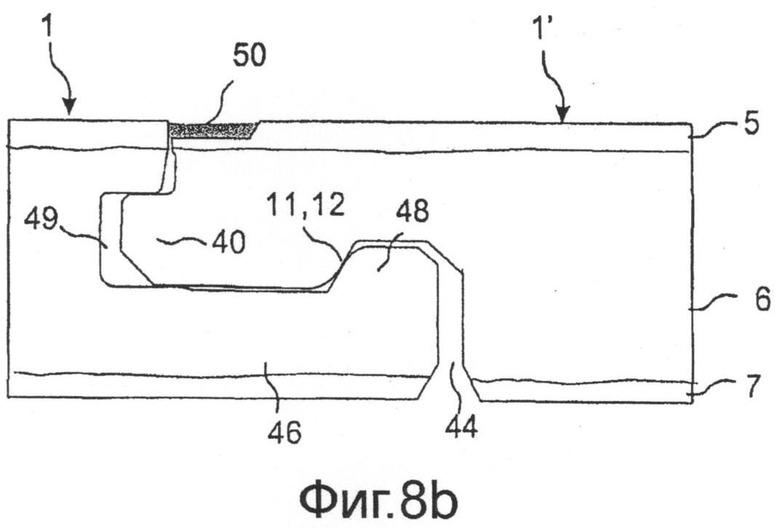
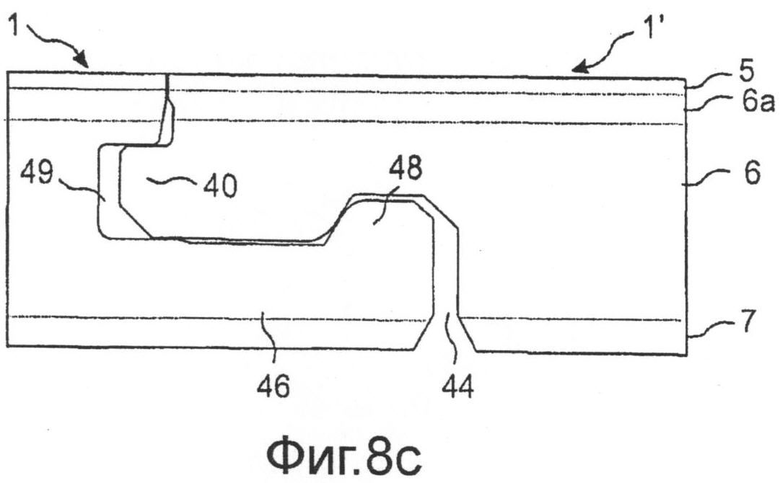
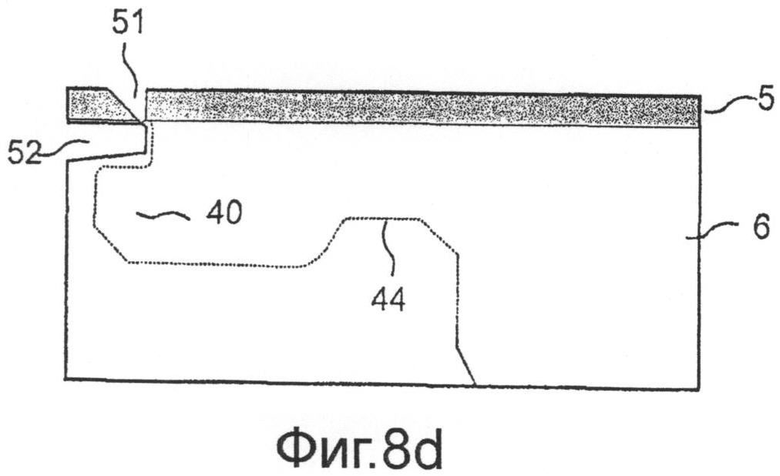
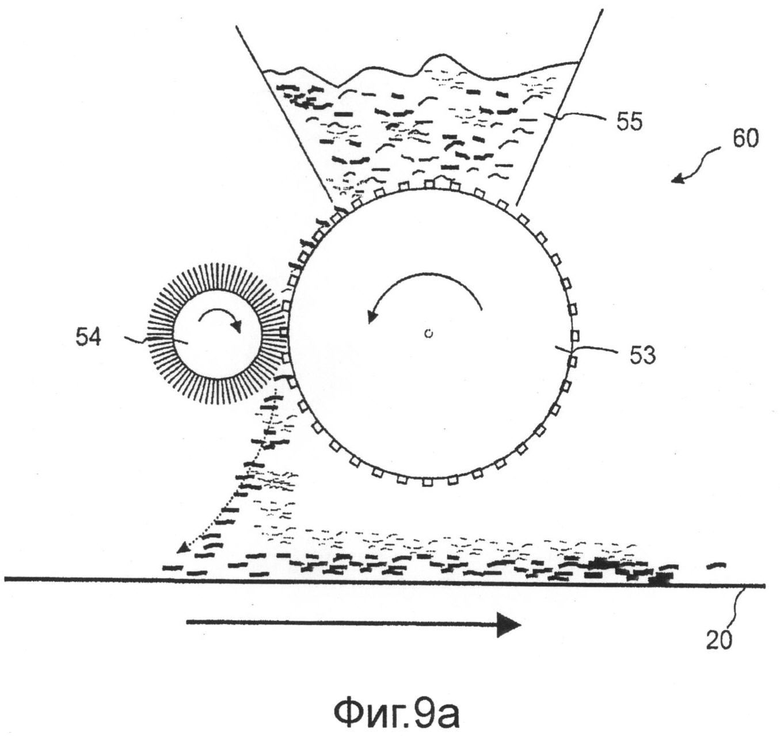
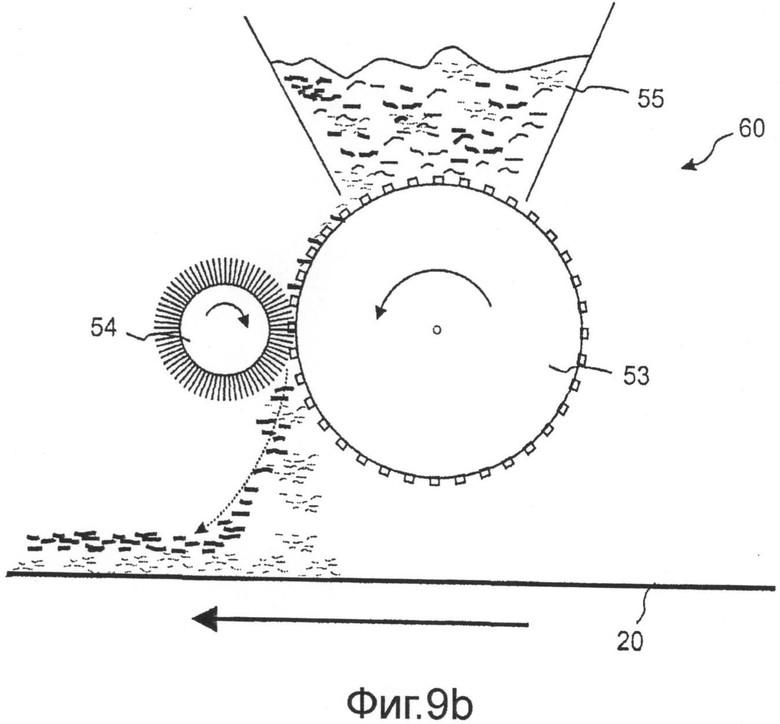
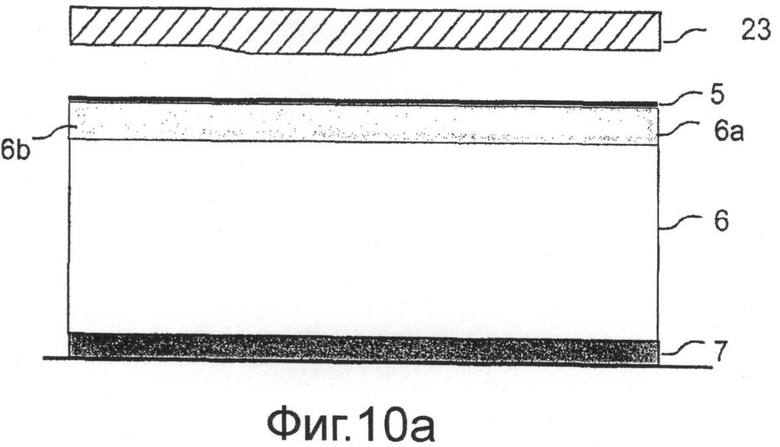
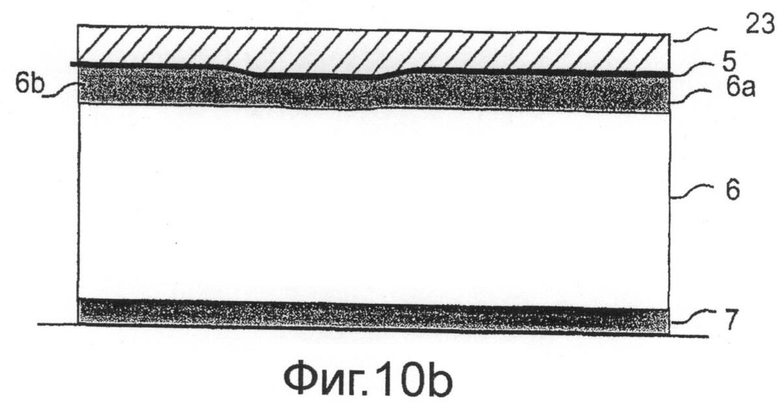
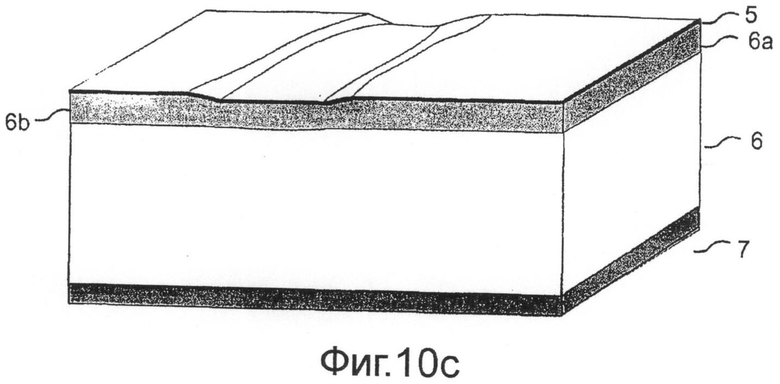
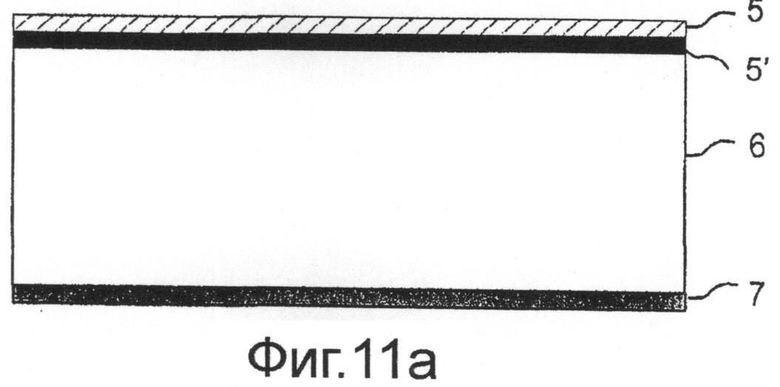
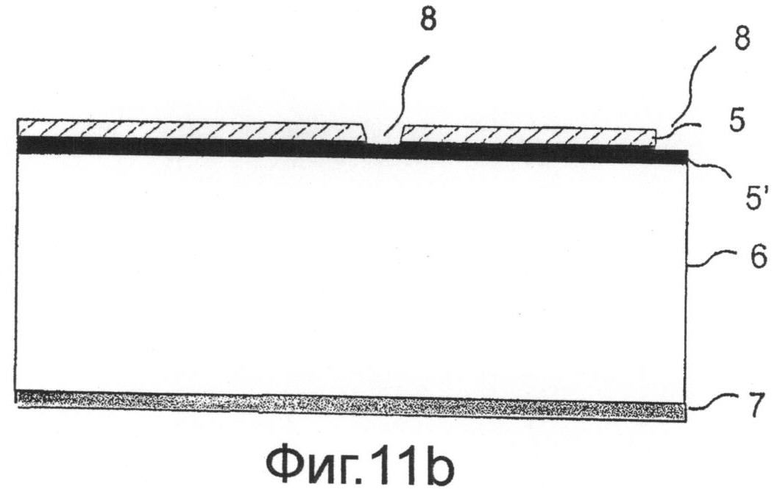
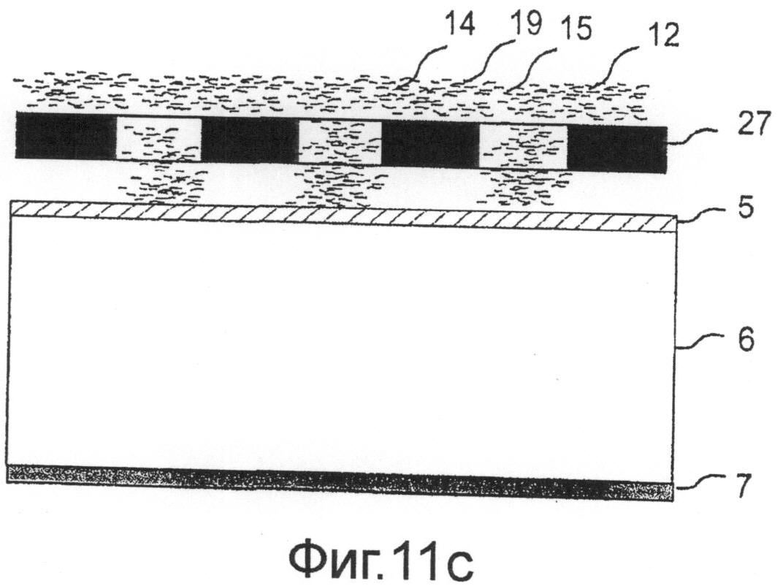
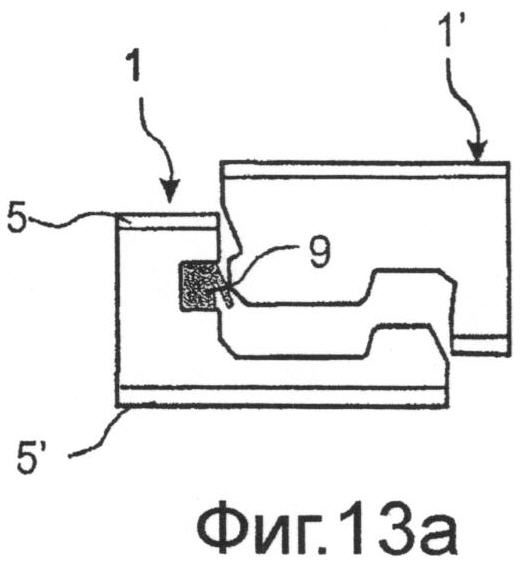
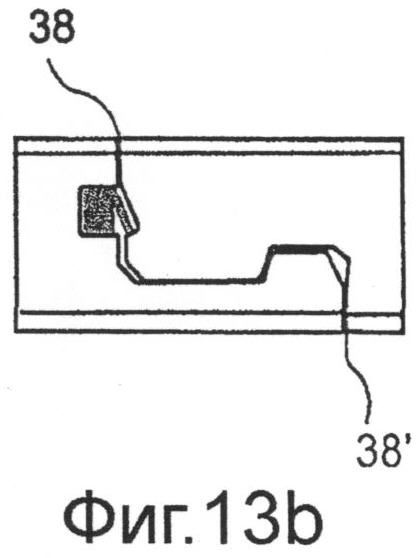
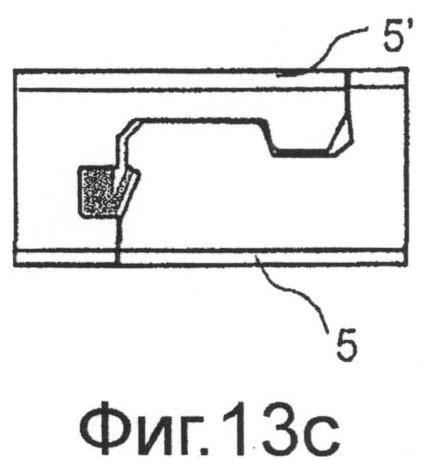
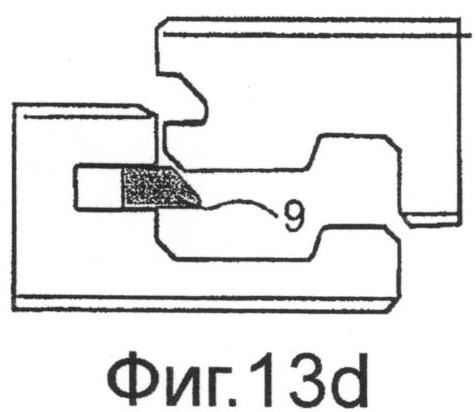
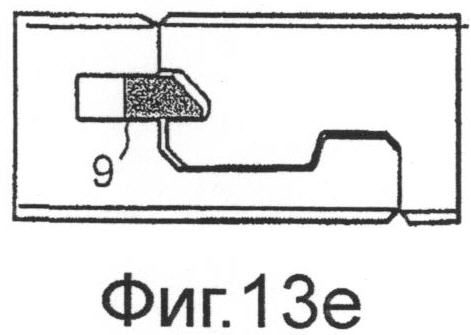
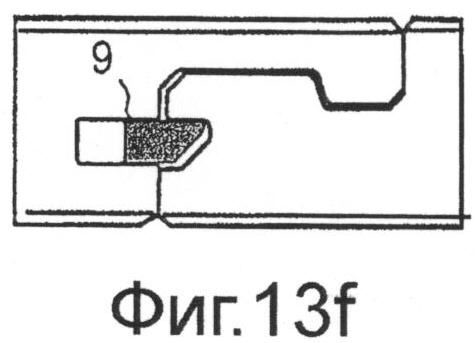
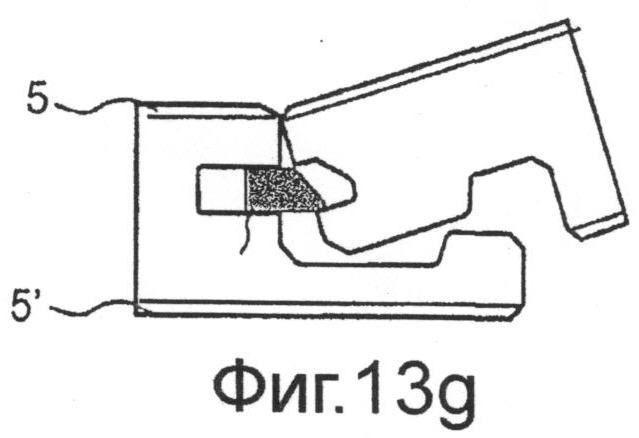
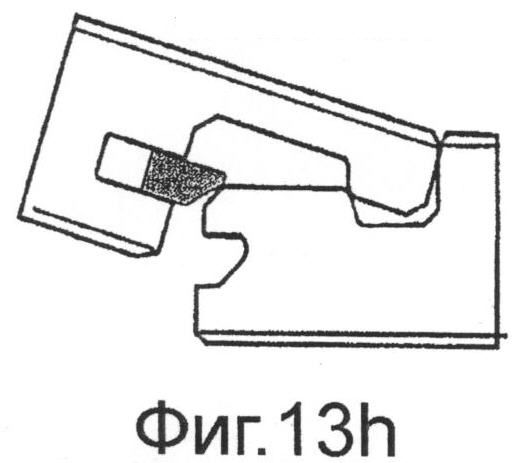
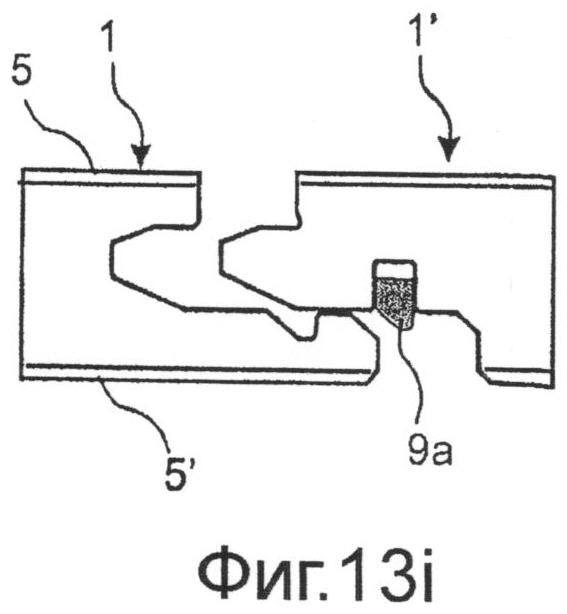
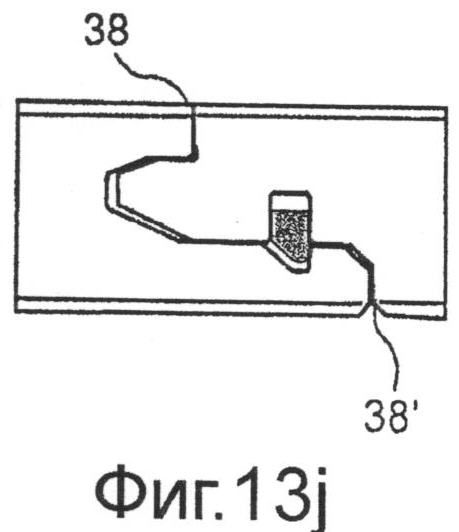
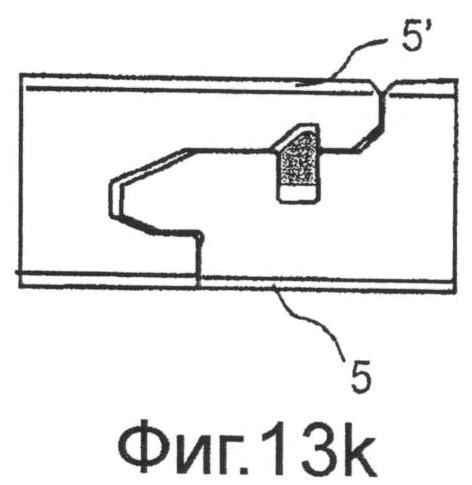
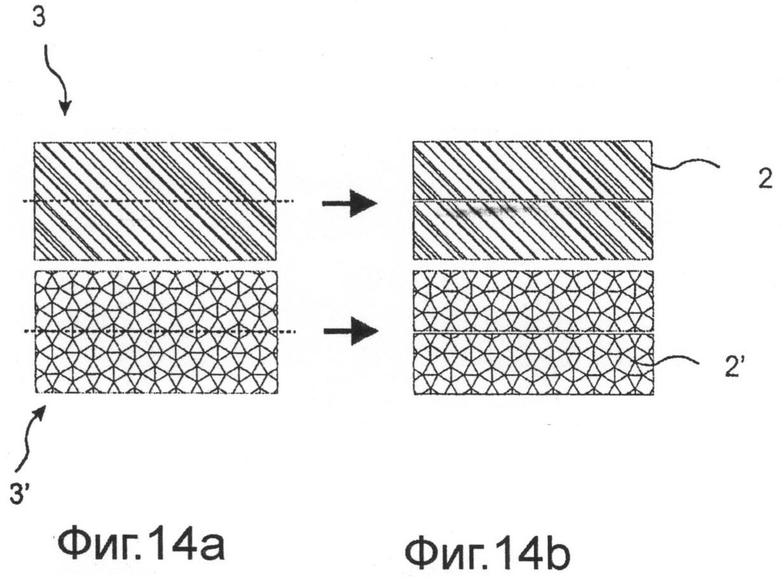
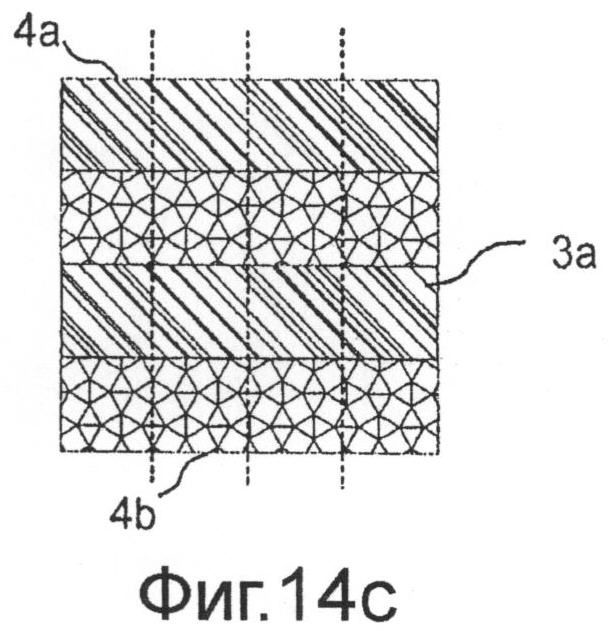
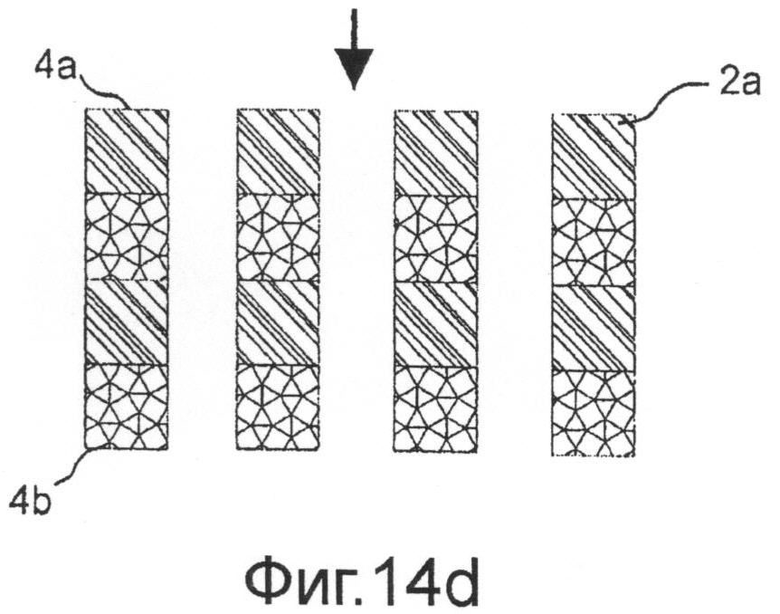
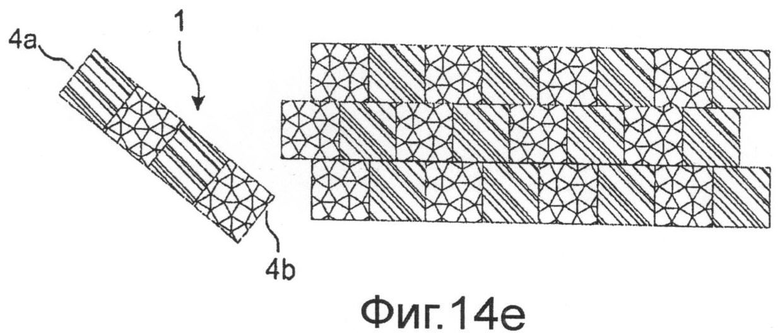
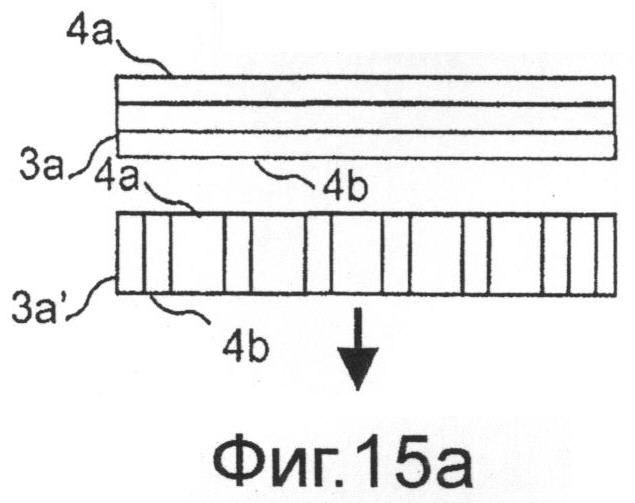
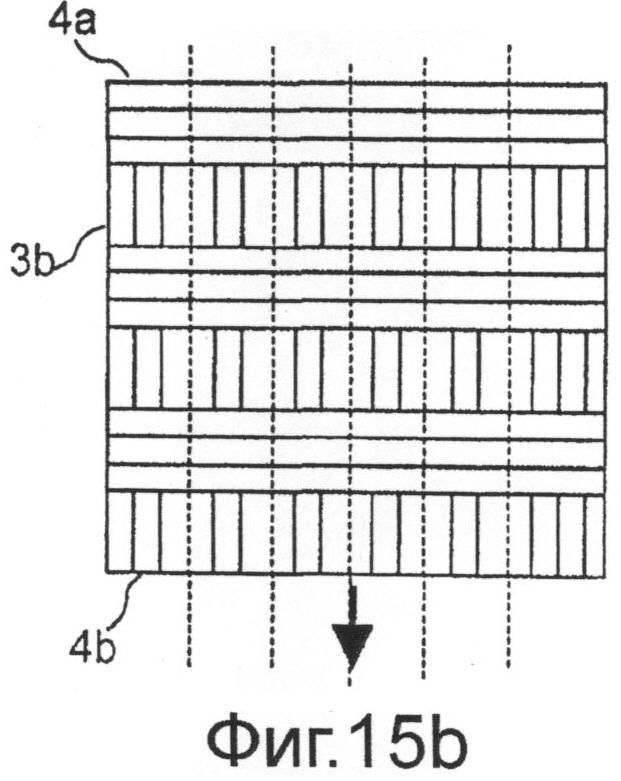
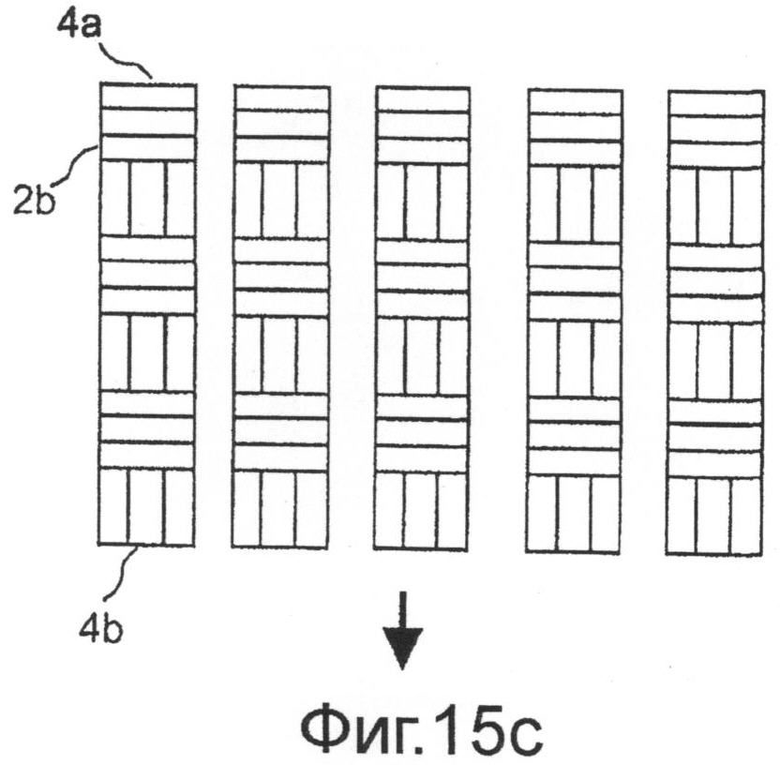
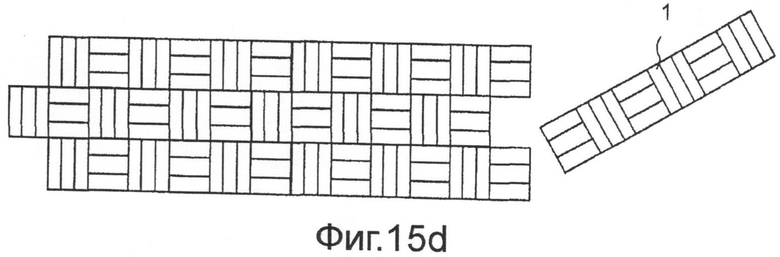
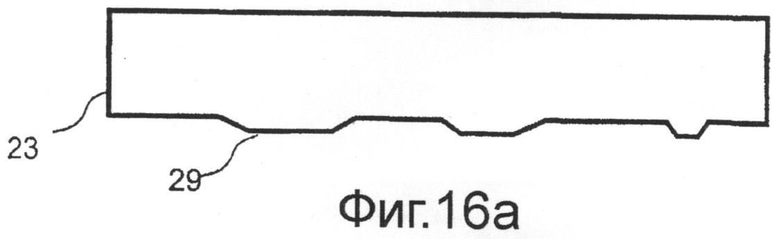
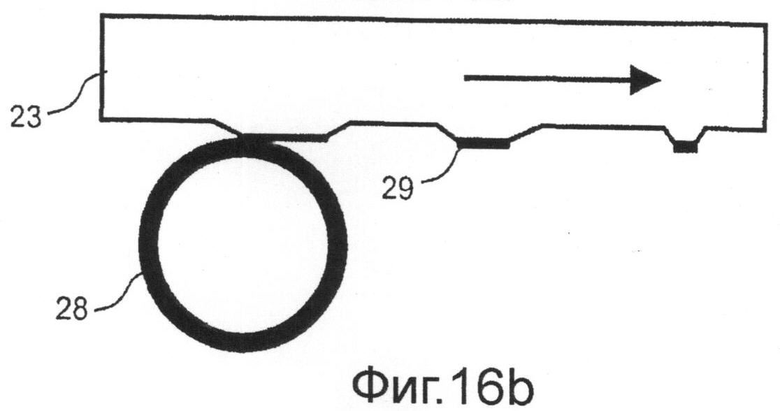
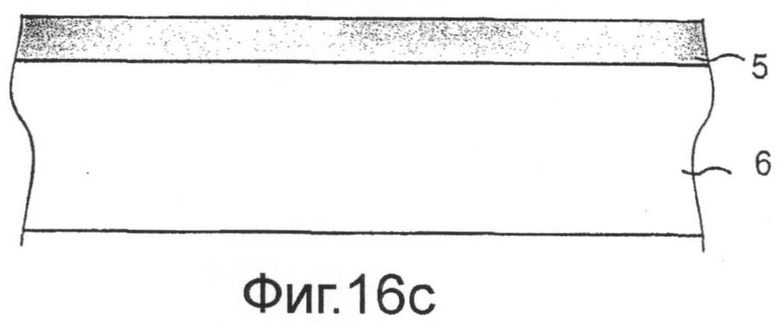
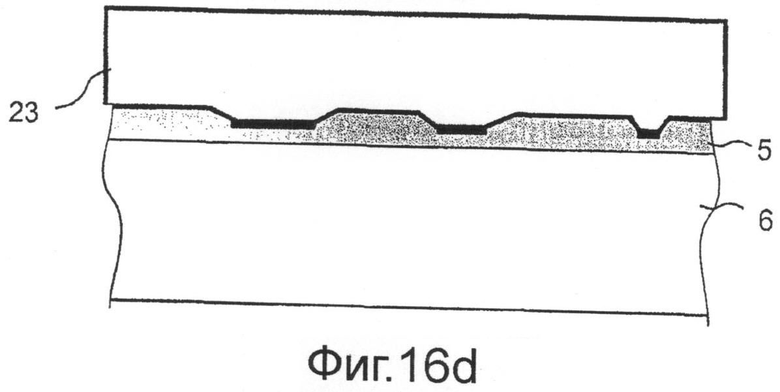
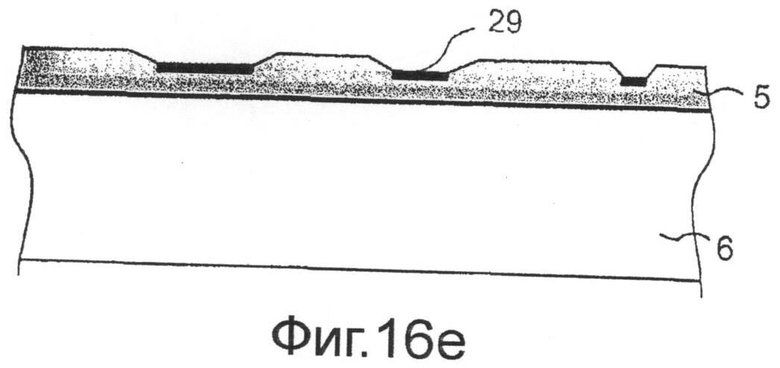
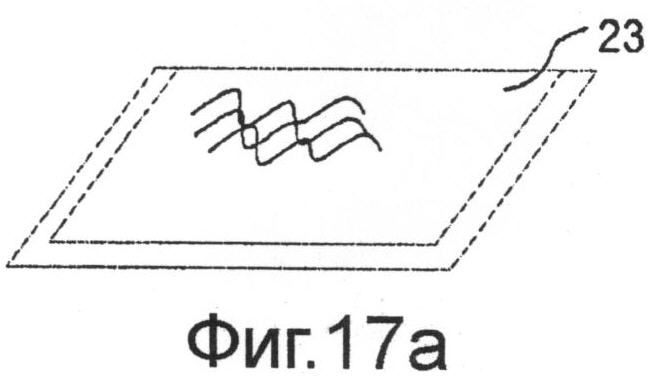
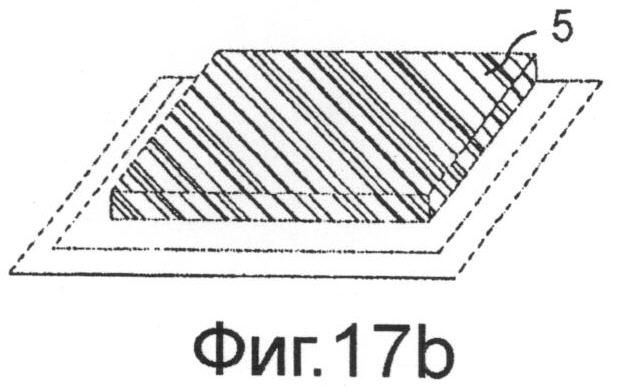
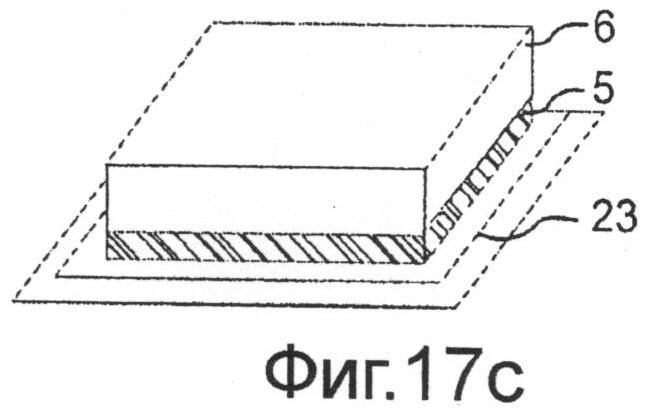
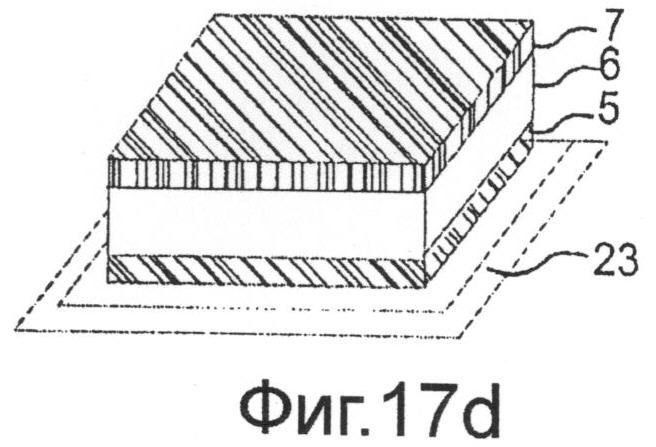
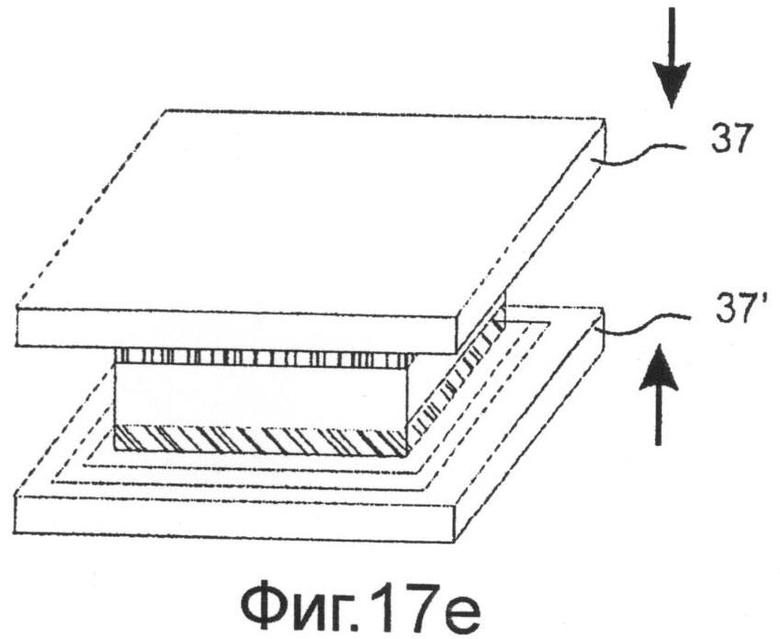
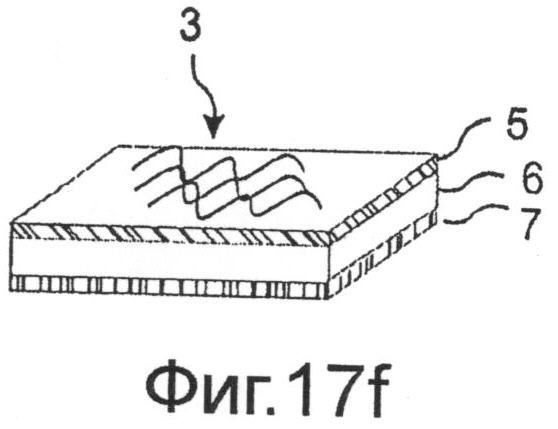
Строительные панели с гомогенной декоративной поверхностью, имеющие слой износа, содержащий волокна, связующие вещества и износостойкие частицы. 3 н. и 23 з.п. ф-лы, 17 ил.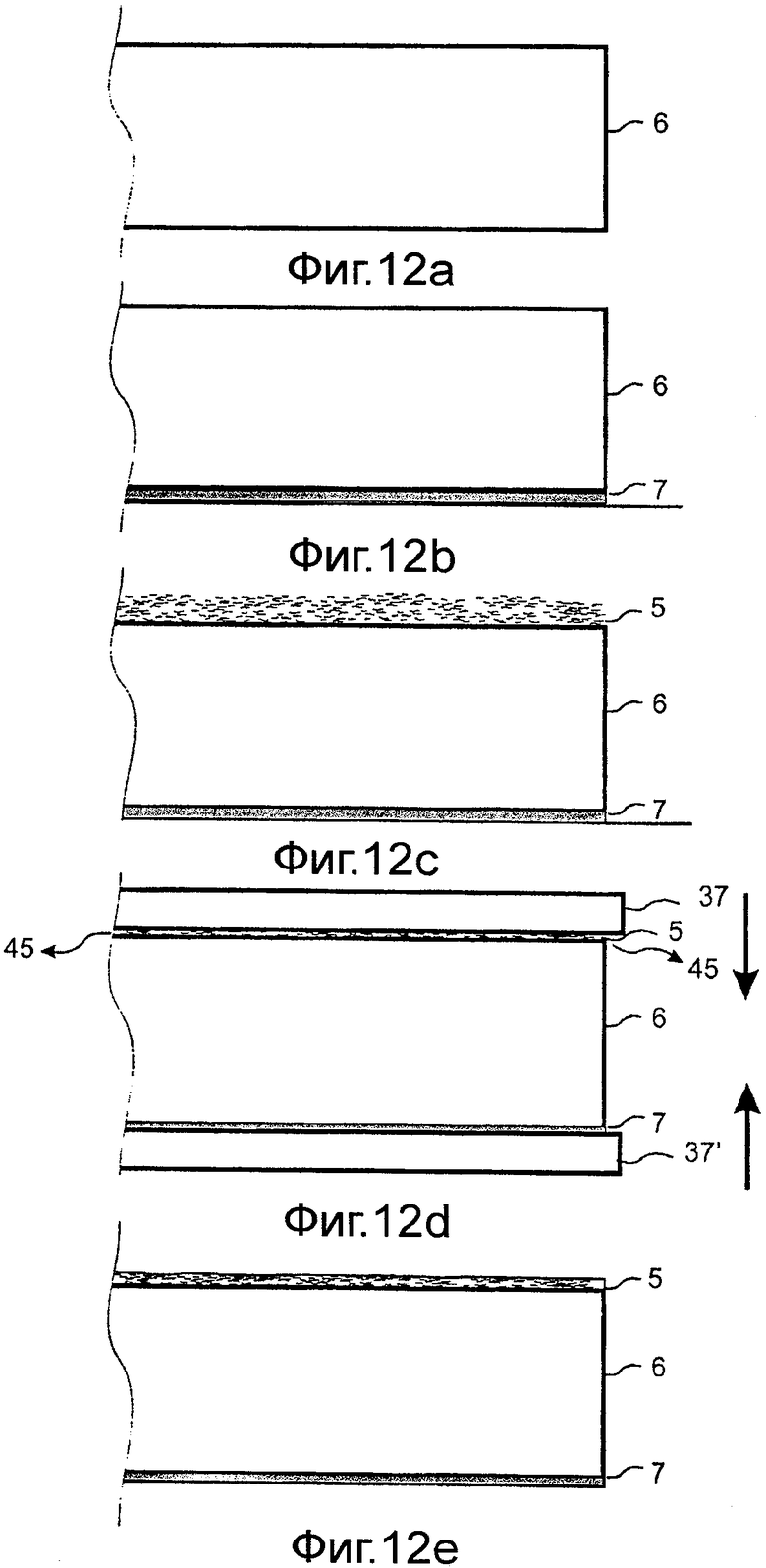
1. Строительная панель, содержащая поверхностный слой (5) и внутренний слой (6), где внутренний слой содержит древесные волокна (14), а поверхностный слой (5) содержит, по существу, гомогенную смесь, состоящую из древесных волокон (14), связующего вещества (19) и износостойких частиц (12), причем древесные волокна (14) в поверхностном слое (5) являются неочищенными и содержат природные смолы, такие как лингин,
при этом панель является панелью напольного покрытия, содержащей стабилизирующий слой (7),
связующее вещество (19) является термоотверждаемой смолой, и
износостойкие частицы (12) содержат оксид алюминия,
причем частицы (12') оксида алюминия находятся в непосредственном контакте с верхней частью внутреннего слоя (6).
2. Строительная панель по п.1, в которой внутренний слой (6) является плитой, например древесно-волокнистой плитой высокой плотности (ХДФ) или древесно-стружечной плитой, при этом поверхностный слой (5) дополнительно содержит цветные пигменты (15), и древесные волокна (14) в поверхностном слое (5) содержат волокна материала одного типа с внутренним слоем (6).
3. Строительная панель по п.2, в которой связующее вещество (19) содержит меламиновую смолу.
4. Строительная панель по п.3, в которой износостойкие частицы (12) связаны с древесными волокнами (14) в поверхностном слое (5) меламиновой смолой.
5. Строительная панель по п.1, в которой поверхностный слой (5) содержит вертикальный участок (Р) с тремя горизонтальными плоскостями (H1, H2, Н3), проходящими параллельно основной плоскости панели (1), при этом первая верхняя плоскость (H1), расположенная в верхней части поверхностного слоя (5), содержит первые частицы (12) оксида алюминия, вторая промежуточная плоскость (H2), расположенная под первыми частицами (12) оксида алюминия, содержит древесину, и третья нижняя плоскость (Н3), расположенная под второй плоскостью (H2), содержит вторые частицы (12') оксида алюминия.
6. Строительная панель по п.1, в которой весовое содержание частиц оксида алюминия в поверхностном слое (5) находится в диапазоне от около 5% до около 30% от общего веса поверхностного слоя.
7. Строительная панель по п.1, в которой весовое содержание частиц оксида алюминия в поверхностном слое (5) составляет по меньшей мере 100 г/м2.
8. Строительная панель по п.1, в которой внутренний слой (6) является древесно-волокнистой плитой высокой плотности (ХДФ).
9. Строительная панель по п.1, в которой внутренний слой (6) является древесно-стружечной плитой.
10. Строительная панель по п.1, в которой поверхностный слой (5) дополнительно содержит отпечаток, проходящий в поверхности под верхними износостойкими частицами (12).
11. Строительная панель по п.1, в которой поверхностный слой (5) содержит обработанные щеткой участки с различными волокнистыми структурами.
12. Строительная панель по п.1, в которой поверхностный слой (5) содержит обработанные щеткой участки с различной износостойкостью.
13. Строительная панель по п.1, в которой древесные волокна (14) поверхностного слоя (5) являются, по существу, меньшими, чем 1 мм.
14. Строительная панель по п.1, в которой поверхностный слой (5) содержит древесные волокна (14) в форме порошка, которые являются, по существу, меньшими, чем 0,5 мм.
15. Строительная панель по п.1, в которой кромка панели содержит систему (4, 4') механического соединения для соединения данной панели с аналогичными другими панелями, при этом такая система соединения выполнена во внутреннем слое (6).
16. Способ изготовления строительной панели (1) с декоративным поверхностным слоем, включающий следующие этапы:
сухое смешивание частиц, содержащих древесные волокна, или древесных волокон (14), связующих веществ из термоотверждаемой смолы (19), цветных пигментов (15) и мелких износостойких частиц (12) из оксида алюминия для получения сухой смеси,
нанесение сухой смеси на внутренний слой (6), содержащий плиту на древесно-волокнистой основе, и
обработка частиц или волокон (14), цветных пигментов (15), связующего вещества (19) и мелких износостойких частиц (12) высоким давлением и температурой, и, таким образом, формирование ее в декоративный поверхностный слой строительной панели.
17. Способ по п.16, в котором панель является панелью напольного покрытия.
18. Способ по п.16, в котором плита на древесно-волокнистой основе является древесно-волокнистой плитой высокой плотности (ХДФ).
19. Способ по п.16, в котором плита на древесно-волокнистой основе является древесно-стружечной плитой.
20. Способ по п.16, дополнительно включающий предварительное прессование перед окончательным прессованием.
21. Способ по п.16, дополнительно включающий операцию печати перед окончательным прессованием.
22. Способ по п.16, включающий станочную обработку, включающую формирование строительной панели в панель напольного покрытия (1) с системами (4, 4') механического соединения на противоположных кромках.
23. Способ по п.16, дополнительно включающий следующие этапы:
расположение указанного внутреннего слоя (6) на стабилизирующем слое (7), содержащем древесные волокна и связующее вещество; и
прикладывание нагрева и давления к трем слоям, содержащим поверхностный слой, внутренний слой (6) и стабилизирующий слой (7).
24. Способ по п.23, включающий применение стабилизирующего слоя (7) с более высокой плотностью, чем у внутреннего слоя (6).
25. Способ по п.16, в котором частицы (12') оксида алюминия сухой смеси находятся в непосредственном контакте с верхней частью внутреннего слоя (6).
26. Строительная панель, содержащая поверхностный слой (5) и внутренний слой (6), где внутренний слой содержит древесные волокна (14), а поверхностный слой (5) содержит, по существу, гомогенную смесь древесных волокон (14), которые содержат натуральные смолы, связующего вещества (19) и износостойких частиц (12), причем панель является панелью напольного покрытия, содержащей стабилизирующий слой (7), связующее вещество (19) является термоотверждаемой смолой, и износостойкие частицы (12) содержат оксид алюминия, при этом поверхностный слой (5) содержит вертикальный участок (Р) с тремя горизонтальными плоскостями (H1, H2, Н3), проходящими параллельно основной плоскости панели (1), причем первая верхняя плоскость (H1), расположенная в верхней части поверхностного слоя (5), содержит первые частицы (12) оксида алюминия, вторая промежуточная плоскость (H2), расположенная под первыми частицами (12) оксида алюминия, содержит древесину, и третья нижняя плоскость (Н3) под второй плоскостью (H2) содержит вторые частицы (12') оксида алюминия, при этом частицы (12') оксида алюминия находятся в непосредственном контакте с верхней частью внутреннего слоя (6).
| СПОСОБ ФОРМИРОВАНИЯ И РАЗВИТИЯ АБСОЛЮТНОГО МУЗЫКАЛЬНОГО СЛУХА | 1998 |
|
RU2154306C2 |
| DE 20214532 U1, 19.02.2004 | |||
| WO 1984001403 A1, 12.04.1984 | |||
| Затвор для люков товарных вагонов | 1928 |
|
SU12763A1 |

