Перекрестная ссылка на родственные заявки
В настоящей заявке испрашивается приоритет предварительной заявки на патент США № 62/593910, поданной 2 декабря 2017.
Уровень техники
Жидкостные ракетные двигатели могут приводиться в действие посредством горючего топливного компонента и окислительного топливного компонента. Горючее и окислитель обычно подают в форсунки, которые подают топливные компоненты в камеру сгорания для сжигания. Затем продукты сгорания выпускают через сопло, расположенное ниже по потоку от камеры сгорания.
Раскрытие сущности изобретения
Способ производства ракетного двигателя согласно одному из примеров настоящего изобретения содержит процесс предоставления камеры сгорания из медного сплава с использованием аддитивного производства, приваривание к камере сгорания из медного сплава безмедного вварного переходного кольца и приваривание к безмедному вварному переходному кольцу форсуночной головки.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления приваривание безмедного вварного переходного кольца к камере сгорания из медного сплава осуществляют электронно-лучевой сваркой.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления изобретения приваривание к безмедному вварному переходному кольцу форсуночной головки включает использование сварного шва.
Дополнительный вариант осуществления любого из предшествующих вариантов осуществления содержит отделение форсуночной головки от безмедного вварного переходного кольца с последующим повторным свариванием той же или новой форсуночной головки с безмедным вварным переходным кольцом.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления состав сплава камеры сгорания из медного сплава не изменяется в процессе отделения и повторной сварки.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления приваривание безмедного вварного переходного кольца к камере сгорания из медного сплава включает приваривание кольца рядом к упору на камере сгорания из медного сплава с последующим удалением упора от камеры сгорания из медного сплава.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления предоставление камеры сгорания из медного сплава включает формирование камеры сгорания из медного сплава посредством селективного лазерного плавления.
Ракетный двигатель в соответствии с примером настоящего изобретения содержит камеру сгорания из медного сплава, безмедное вварное переходное кольцо, приваренное к камере сгорания из медного сплава, и форсуночную головку, приваренную к безмедному вварному переходному кольцу.
Дополнительный вариант осуществления любого из предшествующих вариантов осуществления содержит сужающееся-расширяющееся сопло, прикрепленное к камере сгорания из медного сплава.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления безмедное вварное переходное кольцо выполнено из нержавеющей стали или сплава на основе никеля.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления форсуночная головка выполнена из нержавеющей стали или сплава на основе никеля.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления безмедное вварное переходное кольцо и форсуночная головка выполнены из нержавеющей стали или сплава на основе никеля.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления безмедное вварное переходное кольцо и форсуночная головка соединены друг с другом сварным швом.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления безмедное вварное переходное кольцо и камера сгорания из медного сплава соединены посредством электронно-лучевой сварки.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления безмедное вварное переходное кольцо образует первую часть стенки полости, а форсуночная головка образует вторую часть стенки полости, причем первая часть стенки полости и вторая часть стенки полости вместе образуют полость, в которой расположен сварной шов.
В дополнительном варианте осуществления любого из предшествующих вариантов осуществления безмедное вварное переходное кольцо содержит усеченную коническую внутреннюю поверхность, плотно прилегающую к форсуночной головке.
Краткое описание чертежей
Различные признаки и преимущества настоящего изобретения станут очевидными для специалистов в данной области техники из последующего подробного описания изобретения. Чертежи, которые сопровождают подробное описание, могут быть кратко описаны следующим образом.
На фиг. 1 показан пример ракетного двигателя.
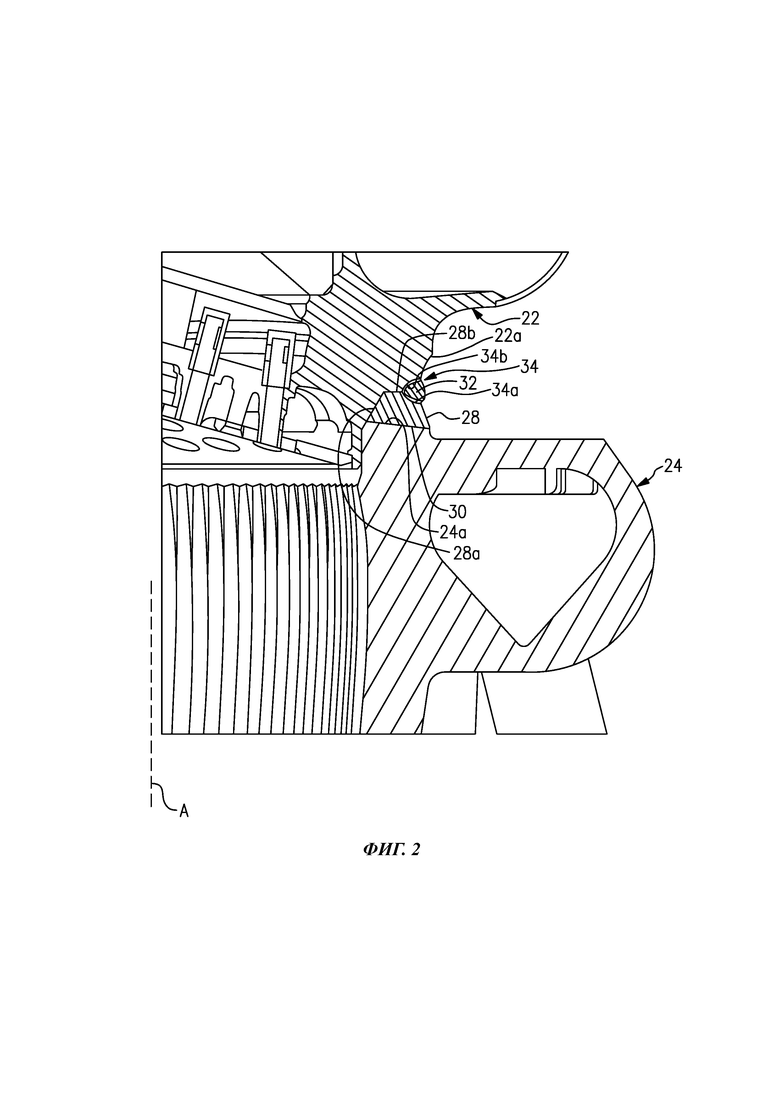
На фиг. 2 показан вид в разрезе ракетного двигателя, который содержит вварное переходное кольцо, прикрепленное к камере сгорания и форсуночной головке.
На фиг. 3 показан пример алгоритма изготовления ракетного двигателя.
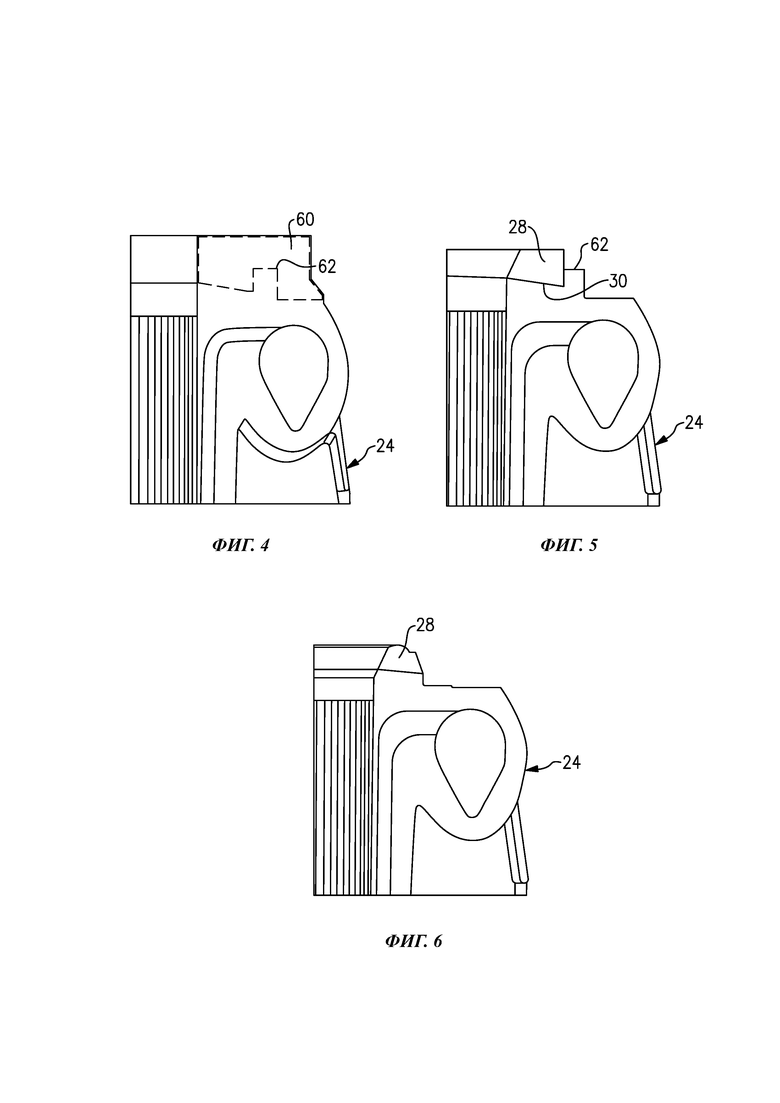
На фиг. 4 показано выполнение камеры сгорания, содержащей вспомогательную часть, которую впоследствии удаляют.
На фиг. 5 показана сварка вварного переходного кольца с камерой сгорания.
На фиг. 6 показано удаление упора с камеры сгорания. Осуществление изобретения
На фиг. 1 схематически представлен жидкостный ракетный двигатель 20. Следует понимать, что существует множество различных типов жидкостных ракетных двигателей, к которым может быть применено данное изобретение. Поэтому, хотя это не показано, двигатель 20, как правило, содержит магистрали для подачи топливных компонентов, а также насосы и клапаны для управления подачей топлива.
В этом примере двигатель 20 выполнен с возможностью нагнетания топлива (например, жидкого водорода или углеводородов) и окислителя (например, жидкого кислорода) в форсуночную головку 22. Как правило, форсуночная головка 22 может содержать корпус 22а форсуночной головки и один или несколько форсуночных элементов 22b, которые выполнены с возможностью подачи топлива и окислителя в камеру 24 сгорания из медного сплава, расположенную ниже по потоку. Затем продукты сгорания выпускают через сопло 26. В представленном примере сопло 26 является сужающимся-расширяющимся соплом, содержащим сужающуюся секцию 26а, горловинную секцию 26b и расширяющуюся секцию 26 с.
Сопло 26 присоединено к камере 24 сгорания, и камера 24 сгорания присоединена к форсуночной головке 22. По разным причинам, в качестве неограниченного примера, в целях ремонта и/или замены, может потребоваться разделение форсуночной головки 22 и камеры 24 сгорания, и затем повторное соединение форсуночной головки 22 (или сменной форсуночной головки) и камеры 24 сгорания. Как более подробно описано ниже, соединение между форсуночной головкой 22 и камерой 24 сгорания приспособлено для облегчения такого разделения и повторного соединения, и позволяет избежать чрезмерного влияния на свойства и состав камеры 24 сгорания.
В целом, камера сгорания и форсуночная головка могут быть сварены друг с другом. Когда камера и головка выполнены из схожих материалов, отделение и последующее повторное сваривание головки и камеры могут не приводить к существенному изменению свойств и составов головки и/или камеры. Однако когда камера и головка выполнены из разнородных материалов, после сварки материалы смешиваются в сварном соединении. Если головка и камера впоследствии разделены на сварном соединении, то область смешанного состава может остаться. При повторной сварке эта область смешанного состава может влиять на процесс сварки и приводить к изменению целостности нового сварного соединения, тем самым потенциально внося изменение в свойства нового сварного соединения. В частности, сплавы на основе меди, которые хорошо подходят для использования в камерах сгорания, могут быть предрасположены к такому смешиванию при сварке с другими сплавами, такими как сплав на основе никеля или нержавеющая сталь. Поэтому в раскрытом в настоящей заявке двигателе 20 использовано безмедное вварное переходное кольцо 28 для облегчения отделения и удаления выполненной из медного сплава камеры 24 сгорания от форсуночной головки 22, которая может быть выполнена из сплава на основе никеля или нержавеющей стали. Использование кольца 28 исключает смешивание составов, которые в противном случае могут изменять свойства камеры 24 сгорания и/или форсуночной головки 22.
На фиг. 2 показано увеличенное изображение соединения между камерой 24 сгорания, выполненной из меди или медного сплава, и форсуночной головкой 22, которая может быть выполнена из нержавеющей стали или сплава на основе никеля. В случае, если бы нержавеющую сталь или сплав на основе никеля форсуночной головки 22 непосредственно приваривали к меди или медному сплаву камеры 24 сгорания, сталь/никелевый сплав смешивались бы с медью. Для предотвращения такой ситуации между форсуночной головкой 22 и камерой 24 сгорания расположено безмедное вварное переходное кольцо 28. Более конкретно, кольцо 28 приваривают по сварочной линии 30 к верхней части камеры 24 сгорания, например, к осевой торцевой поверхности 24а, и форсуночную головку 22 приваривают к кольцу 28.
В показанном примере сварочная линия 30 представляет собой электронно-лучевое сварное соединение, которое выполнено посредством электронно-лучевой сварки. Соответственно, соединение 30 представляет собой биметаллическое сварное соединение, которое состоит из меди или медного сплава камеры 24 сгорания и материала кольца 28. Таким образом, соединение 30 не содержит какой-либо дополнительный или отдельный сварочный материал, добавленный для образования соединения 30. В качестве примера кольцо 28 выполнено из сплава на основе никеля.
Форсуночная головка 22 приварена к кольцу 28 с использованием сварного шва 32. Например, сварной шов 32 расположен в канавке 34, которая частично образована являющейся первой стенкой канавки частью 34а кольца 28 и являющейся второй стенкой канавки частью 34b форсуночной головки 22, например, на корпусе 22а. Канавка 34 является кольцевой и проходит полностью вокруг кольца 28 и форсуночной головки 22. Сварной шов 32 также обеспечивает газонепроницаемое уплотнение между форсуночной головкой 22 и кольцом 28. Сварной шов 32 представляет собой отдельную и четко отличающуюся массу материала, добавляемого к форсуночной головке 22 и кольцу 28. В качестве неограничивающего примера, сварной шов 32 может представлять собой сплав на основе никеля или нержавеющую сталь. Сплав на основе никеля или нержавеющая сталь сварного шва 32 могут быть такими же или отличными по составу от сплава на основе никеля или нержавеющей стали форсуночной головки 22.
Кольцо 28 содержит усеченную коническую внутреннюю поверхность 28а, прилегающую к поверхности сопряжения форсуночной головки 22. В этом примере поверхность 28а переходит в, по существу, плоскую поверхность 28b, которая также прилегает к поверхности сопряжения форсуночной головки 22. Несмотря на то, что небольшая часть сварного шва 32 может плавиться и проникать на границу раздела вдоль поверхности 28b, поверхности 28b/28а являются по существу свободными и не скрепленными с форсуночной головкой 22. То есть сварной шов 32 по существу скрепляет кольцо 28 и форсуночную головку 22 через стенки 34а/34b. Соответственно, для отделения форсуночной головки 22 сварной шов 32 может быть разрезан (например, горизонтально на фиг. 2) для освобождения форсуночной головки 22 от кольца 28 и камеры 24 сгорания. Несмотря на то, что при таком процессе резания может также быть прорезано на небольшую глубину кольцо 28 и/или форсуночная головка 22, особенно вдоль границы раздела на поверхности 28b, отделение форсуночной головки 22 от камеры 24 сгорания не требует резки любого из этих компонентов, поскольку именно сварной шов 32 отвечает за скрепление. Таким образом, отделение требует только разрезания сварного шва 32.
Затем остатки сварного шва 32, которые могут присутствовать после процесса разрезания, могут быть удалены или по существу удалены с форсуночной головки 22 и кольца 28. В случае последующей установки на место той же форсуночной головки 22, форсуночная головка 22 может быть вновь установлена на кольце 28 таким образом, что стенки 34а/34b снова образуют канавку 34, и затем может быть использован новый сварной шов 32 для повторного присоединения форсуночной головки 22 к кольцу 28. В качестве альтернативы, такой же процесс может быть применен для удаления и замены форсуночной головки 22 на новую форсуночную головку.
На фиг. 3 показан пример способа 50 изготовления ракетного двигателя 20, раскрытого в настоящем документе. В этом примере способ 50 включает этап 52, на котором предоставляют камеру 24 сгорания. Например, камера 24 сгорания может быть предоставлена на этапе 52 путем поставки камеры 24 сгорания как предварительно изготовленного компонента. В качестве альтернативы, предоставление на этапе 52 может включать изготовление камеры 24 сгорания с использованием аддитивного производства, которое может также называться трехмерной печатью. В качестве неограничивающего примера процесс аддитивного производства может содержать селективное лазерное спекание.
Затем на этапе 54 кольцо 28 приваривают к камере 24 сгорания. Как описано выше, для сварки кольца 28 с камерой 24 сгорания может быть использована электронно-лучевая сварка. За этапом 54 следует этап 56 сварки форсуночной головки 22 с кольцом 28. В качестве примера такая сварка может содержать использование описанного выше сварного шва 32.
На фиг. 4, 5 и 6 показаны дополнительные примеры способа 50. Например, на фиг. 4 показано формирование камеры 24 сгорания. В этом примере камеру 24 сгорания изначально формируют со вспомогательной удаляемой частью, обозначенной пунктирной областью 60. Эта вспомогательная часть не несет какой-либо функциональной нагрузки в работе двигателя 20 или камеры 24 сгорания. Вместо этого, после формирования вспомогательный компонент 60 удаляют, например, посредством операции механической обработки. После удаления на верхней части камеры 24 сгорания остается упор 62. Например, упор 62 является кольцевым буртиком, проходящим по окружности вокруг верхней части камеры 24 сгорания.
На фиг. 5 показан пример сварки переходного кольца 28 с камерой 24 сгорания. Здесь кольцо 28 расположено рядом с упором 62 перед выполнением сварки. При этом упор 62 может облегчить правильное расположение кольца 28 относительно камеры 24 сгорания. Упор 62 также облегчает электронно-лучевую сварку вдоль соединения 30 за счет обеспечения дополнительного материала, уменьшающего кавитацию или коробление вдоль соединения 30. После сварки, как показано на фиг. 6, упор 62 и часть кольца 28 удаляют с камеры 24 сгорания. Таким образом, упор 62 также является вспомогательным и не имеет значения для работы двигателя 20 или камеры 24 сгорания. В качестве примера, может быть выполнена механическая обработка со срезанием или удалением шлифовкой упора 62 и части кольца 28. Удаление упора 62 и части кольца 28, в частности вдоль соединения 30, устраняет кратер в конце сварного шва и любые неполные заполнения, обеспечивая гладкое и непрерывное соединение 30. Последующая операция механической обработки предназначена для удаления любых дефектов начала и конца сварного шва, что обеспечивает отсутствие разрывов в соединении.
После удаления упора 62 форсуночная головка 22 может быть приварена к кольцу 28. В качестве альтернативы, форсуночная головка 22 может быть приварена к кольцу 28 перед удалением упора 62, хотя, если наличие форсуночной головки 22 препятствует удалению упора 62, может быть целесообразно удалить упор 62 перед привариванием форсуночной головки 22 к кольцу 28.
Несмотря на то, что в представленных примерах показано сочетание признаков, не все они должны быть скомбинированы для реализации преимуществ различных вариантов осуществления настоящего изобретения. Другими словами, система, разработанная в соответствии с вариантом осуществления настоящего изобретения, не обязательно содержит все признаки, показанные на любой из фигур, или все элементы, схематически показанные на фигурах. Кроме того, некоторые признаки одного примера варианта осуществления могут сочетаться с некоторыми признаками других примерных вариантов осуществления.
Представленное выше описание является примерным, а не ограничивающим по своей природе. Специалисту в данной области техники могут стать очевидными изменения и модификации раскрытых примеров, не обязательно выходящие за пределы объема настоящего изобретения. Объем правовой охраны настоящего изобретения может быть определен только путем изучения нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1993 |
|
RU2100636C1 |
| КОРПУС КАМЕРЫ РАКЕТНОГО ДВИГАТЕЛЯ | 2000 |
|
RU2220313C2 |
| КАМЕРА РАКЕТНОГО ДВИГАТЕЛЯ | 2000 |
|
RU2218473C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫХОДНЫХ СОПЕЛ ДЛЯ РАКЕТНЫХ ДВИГАТЕЛЕЙ | 1999 |
|
RU2209994C2 |
| ТРУБЧАТАЯ КАМЕРА СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ С РЕГЕНЕРАТИВНЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕЕ ОХЛАЖДАЮЩЕГО ТРАКТА | 2004 |
|
RU2267634C1 |
| ГЕРМЕТИЗИРОВАННАЯ КАТОДНАЯ ПОДВЕСНАЯ БАЛКА И СПОСОБ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319795C2 |
| ФОРСУНОЧНЫЙ ЭЛЕМЕНТ РАКЕТНОГО ДВИГАТЕЛЯ | 2017 |
|
RU2739851C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| ГАЗОВЫЙ ТРАКТ ЖРД | 2015 |
|
RU2579296C1 |
| ПОДВЕРЖЕННЫЙ ВО ВРЕМЯ РАБОТЫ ВОЗДЕЙСТВИЮ ВЫСОКИХ ТЕПЛОВЫХ НАГРУЗОК ЭЛЕМЕНТ КОНСТРУКЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2289035C2 |
Изобретение относится к жидкостным ракетным двигателям. Ракетный двигатель содержит камеру сгорания из медного сплава, безмедное вварное переходное кольцо, приваренное к камере сгорания из медного сплава, и форсуночную головку, приваренную к безмедному вварному переходному кольцу. Двигатель может быть изготовлен посредством формирования камеры сгорания из медного сплава с использованием аддитивного производства, приваривания к камере сгорания из медного сплава безмедного вварного переходного кольца и приваривания к безмедному вварному переходному кольцу форсуночной головки. Изобретение обеспечивает облегчение разделения и повторного соединения форсуночной головки и камеры сгорания с помощью переходного кольца, а также исключение смешивания составов при сварке, из которых выполнены камера сгорания и форсуночная головка. 2 н. и 14 з.п. ф-лы, 6 ил. 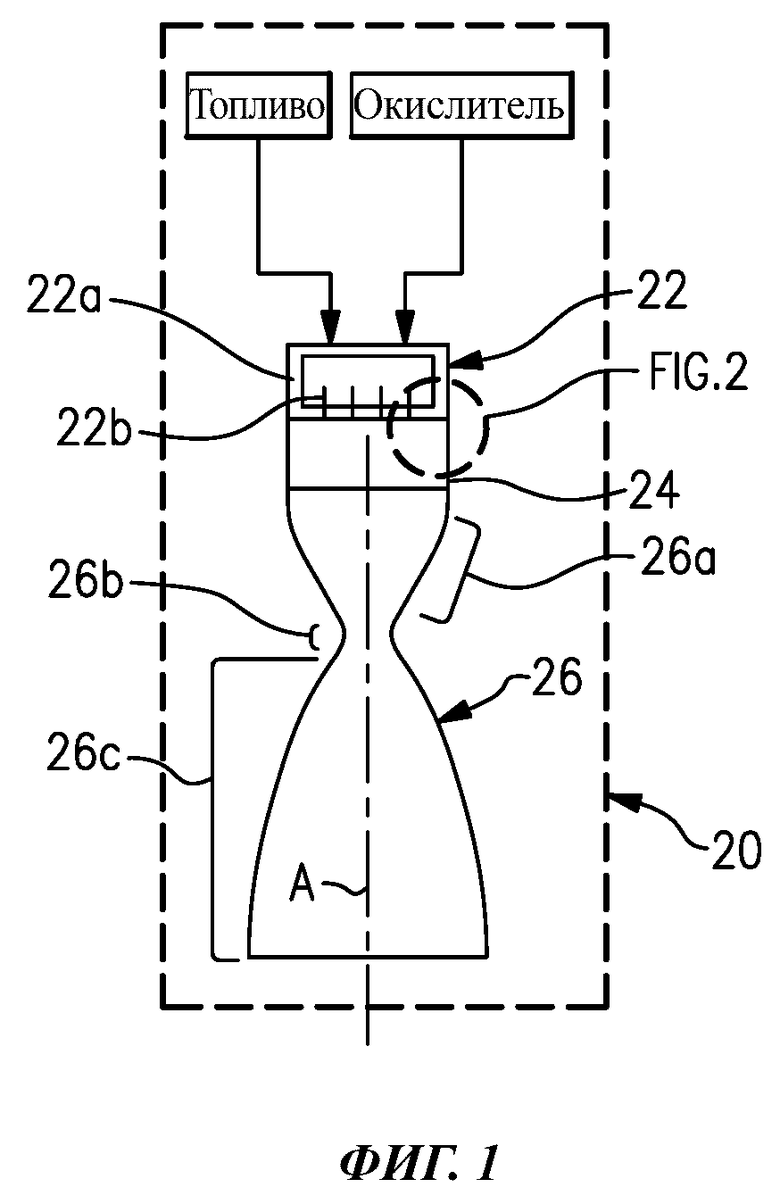
1. Способ изготовления ракетного двигателя, включающий:
предоставление камеры сгорания из медного сплава с использованием аддитивного производства;
сварку безмедного вварного переходного кольца с камерой сгорания из медного сплава; и
сварку форсуночной головки с безмедным вварным переходным кольцом.
2. Способ по п. 1, отличающийся тем, что сварку безмедного вварного переходного кольца с камерой сгорания из медного сплава выполняют посредством электронно-лучевой сварки.
3. Способ по п. 1, отличающийся тем, что сварка форсуночной головки с безмедным вварным переходным кольцом содержит использование сварного шва.
4. Способ по п. 1, отличающийся тем, что дополнительно включает отделение форсуночной головки от безмедного вварного переходного кольца с последующим повторным свариванием той же или новой форсуночной головки с безмедным вварным переходным кольцом.
5. Способ по п. 4, отличающийся тем, что состав сплава камеры сгорания из медного сплава не изменяют в процессе отделения и повторной сварки.
6. Способ по п. 1, отличающийся тем, что сварка безмедного вварного переходного кольца с камерой сгорания из медного сплава включает приваривание кольца рядом с упором на камере сгорания из медного сплава с последующим удалением упора с камеры сгорания из медного сплава.
7. Способ по п. 1, отличающийся тем, что предоставление камеры сгорания из медного сплава включает формирование камеры сгорания из медного сплава посредством селективного лазерного плавления.
8. Ракетный двигатель, содержащий:
камеру сгорания из медного сплава;
безмедное вварное переходное кольцо, приваренное к камере сгорания из медного сплава; и
форсуночную головку, приваренную к безмедному вварному переходному кольцу.
9. Ракетный двигатель по п. 8, отличающийся тем, что дополнительно содержит сужающееся-расширяющееся сопло, прикрепленное к камере сгорания из медного сплава.
10. Ракетный двигатель по п. 8, отличающийся тем, что безмедное вварное переходное кольцо выполнено из нержавеющей стали или сплава на основе никеля.
11. Ракетный двигатель по п. 8, отличающийся тем, что форсуночная головка выполнена из нержавеющей стали или сплава на основе никеля.
12. Ракетный двигатель по п. 8, отличающийся тем, что безмедное вварное переходное кольцо и форсуночная головка выполнены из нержавеющей стали или сплава на основе никеля.
13. Ракетный двигатель по п. 12, отличающийся тем, что безмедное вварное переходное кольцо и форсуночная головка соединены друг с другом сварным швом.
14. Ракетный двигатель по п. 8, отличающийся тем, что безмедное вварное переходное кольцо и камера сгорания из медного сплава соединены посредством электронно-лучевой сварки.
15. Ракетный двигатель по п. 8, отличающийся тем, что безмедное вварное переходное кольцо образует первую часть стенки полости, а форсуночная головка образует вторую часть стенки полости, причем первая часть стенки полости и вторая часть стенки полости вместе образуют полость, в которой расположен сварной шов.
16. Ракетный двигатель по п. 8, отличающийся тем, что безмедное вварное переходное кольцо содержит усеченную коническую внутреннюю поверхность, плотно прилегающую к форсуночной головке.
| US 6138451 A, 31.10.2000 | |||
| US 6705076 B1, 16.03.2004 | |||
| US 6381949 B1, 07.05.2002 | |||
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ МАЛОЙ ТЯГИ | 2010 |
|
RU2532640C2 |
| КОРПУС КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1999 |
|
RU2158840C2 |

