Изобретение относится к области электротехники, в частности к использованию проводов или кабелей с изоляцией из силанольно сшитого полиэтилена, и может быть использовано в кабельной промышленности при изготовлении изолированных проводов.
Известен способ изготовления провода, заключающийся в том, что на токопроводящую жилу методом экструзии осуществляют наложение изоляции из термопластичного полиэтилена, после чего провод охлаждают в водяной ванне, в первой секции которой вода имеет температуру 80-95°С, во второй - 60°С и в третьей - 15-20°С (см. Кабели и провода, т. 3, М.-Л., изд. «Энергия», 1964, с. 90-95).
Данный способ имеет ряд недостатков, заключающихся в следующем.
При охлаждении термопластичный полиэтилен переходит из вязкотекучего в аморфно-кристаллическое состояние. В области этого перехода происходит значительное уменьшение его объема (сжатие) и резкое увеличение модуля упругости. В процессе охлаждения в аморфно-кристаллическое состояние сначала переходит внешний слой полимерной изоляции с образованием твердой трубки. При дальнейшем охлаждении материал внутри образовавшейся твердой трубки сжимается, что приводит к возникновению в нем пор, а также появляется зазор между изоляцией и жилой, что в конечном результате отрицательно сказывается на эксплуатационных характеристиках получаемого провода, вследствие его некачественной изоляции.
Известен способ изготовления провода, включающем наложение на токопроводящую жилу методом экструзии изоляции из термопластичного полиэтилена с последующим охлаждением в водяной ванне, охлаждение проводят в воде, находящейся под давлением 0,3-1,2 МПа и имеющей температуру на 5-15°С меньше нижней границы фазового перехода полиэтилена из вязкотекучего в аморфно-кристаллическое состояние до достижения температуры жилы, соответствующей нижней границы указанного фазового перехода, а затем в воде при комнатной температуре.
В качестве материала изоляции провода в предлагаемом способе используют промышленные марки полиэтилена: полиэтилен низкой плотности (ПЭНП), получаемый полимеризацией этилена при высоком давлении, и полиэтилен высокой плотности (ПЭВП), получаемый полимеризацией этилена при низком давлении.
Область фазового перехода полиэтилена из вязкотекучего в аморфно-кристаллическое состояние находится в интервалах температур для ПЭНП - 100-115°С, а для ПЭВП - 125-145°С. В области этого перехода происходит значительное уменьшение объема полиэтилена (сжатие) и резкое увеличение модуля упругости, максимальное значение сжатия наблюдается при температурах 103-105°С для ПЭНП и 130-135°С для ПЭВП.
При повышенном давлении внешний слой в виде затвердевшей трубки сжимается, что препятствует появлению пор внутри изоляции, раковин около жилы и отслоению изоляции от жилы. После этого провод охлаждают в воде при комнатной температуре.
Параллельно изготавливают аналогичный провод по известной технологии за два технологических цикла с толщиной изоляции в каждом 1,5 мм, для чего выходящий из экструдера провод поступает в водяную ванну, имеющую температуру воды в первой секции 85°С, во второй - 60°С, в третьей - 20°С (см. патент RU № 2161833 С1 МПК НО1В 13/06, 2001).
Недостаток известного способа заключается в том, что при использовании в качестве изоляции силанольно сшиваемого полиэтилена необходим дополнительный период нахождения провода или кабеля в водяной среде при повышенной температуре (85-90°С), в течение которого происходит основной процесс сшивки. Для этого охлажденный провод или кабель наматывают на барабан и затем данный барабан с проводом (кабелем) помещают в специальную емкость с водой, нагретой до необходимой температуры, и выдерживают в воде при этой температуре до окончания процесса сшивки. При этом провод (кабель), изоляция которого еще не приобрела необходимых прочностных свойств из-за незаконченности процесса сшивки, на барабане подвергается статическим и периодическим механическим нагрузкам под действием силы тяжести при вращении барабана, что приводит к дополнительным механическим напряжениям. Значительным также является общее время изготовления провода (кабеля), так как последний первоначально охлаждают до температуры, при которой его можно принять на барабан, а затем вновь нагревают в водяной среде до необходимой температуры. Это также приводит к значительному расходу тепловой энергии.
Наиболее близким техническим решением к предлагаемому способу относится способ изготовления изолированного провода или кабеля, который заключается в том, что на токопроводящую жилу провода или кабеля укладывают изоляцию из силанольно сшиваемого полиэтилена, затем полученный таким образом провод или кабель охлаждают и укладывают горизонтальными витками в корзину с водой, после чего либо пропускают ток через провод или кабель и тем самым нагревают указанный провод или кабель до температуры, не превышающей максимально возможную, при которой обеспечивается стойкость изоляции к тепловой деформации, и выдерживают при этой температуре в течение периода времени, необходимого для обеспечения силанольной сшивки полиэтилена, либо корзину помещают в обогреваемую емкость, заполненную водой, водяным паром или пароводяной смесью, и выдерживают в этой емкости при указанной температуре в течение периода времени, необходимого для обеспечения силанольной сшивки полиэтилена, либо из корзины сливают воду и затем помещают корзину в обогреваемую емкость, заполненную водой, водяным паром или пароводяной смесью, и выдерживают в этой емкости при указанной температуре в течение периода времени, необходимого для обеспечения силанольной сшивки полиэтилена (см. патент RU № 2295792 С1 МПК НО1В 13/06, 2007).
Однако известный способ изготовления изолированного провода или кабеля является достаточно трудоемким, энергетически затратными, а также приводит к значительному расходу тепловой энергии.
Поставленная задача заключалась в разработке технологии изготовления изолированного провода или кабеля с целью повышения качества и скорости сшивки в 3-5 раз быстрее по сравнению с традиционными способами в горячей ванне и паровом автоклаве.
Поставленная задача достигается тем, что для сшивки используется традиционная для способа сшивки емкость с горячей водой и вертикальной загрузкой барабанов с проводом или кабелем, но емкость и крышка выполнены с возможностью их герметичности, способными выдержать внутреннее избыточное давление до 1,0 бар, сшивку производят в указанной герметичной емкости с горячей водой при избыточном давлении, создаваемом подачей внутрь емкости воздуха под давлением 0,2-0,7 бар, сшивку производят в воде при температуре 90°-95°С при избыточном давлении, создаваемом подачей внутрь герметичной емкости воздуха в течение 0,5-1,5 часа.
Преимущество данного способа заключается в том, что он совмещает достоинства горячей водяной ванны и парового автоклава и при этом исключает недостаток последнего, заключающийся в необходимости сбрасывать теплоноситель при перезагрузке.
Качество и скорость сшивки в резервуаре с горячей водой при избыточном давлении в несколько раз превышает традиционные способы в горячей ванне и паровом автоклаве.
Силановая сшивка относится к разряду химической сшивки, поэтому непосредственно процентное содержание сшитого материала определяется количеством добавляемого агента. В зависимости от рецептуры полимера количество агента добавляется в размере 2-5%. Реакция для некоторых видов материалов может происходить при наличии катализатора - пероксида дикумила (раньше в связи с этим была 3-х ступенчатая загрузка). На сегодняшний день, этот катализатор можно не добавлять, потому что современные химические материалы этого не требуют. Силановая сшивка возможна только при наличии молекул воды (сшивка начинается при выходе из формующей головки).
Для того чтобы произошла сшивка, необходимо оторвать радикал (ОСН3). Отрыв радикала (ОСН3) происходит за счет присоединения к этому радикалу (ОСН3) молекулы водорода (Н2). При прохождении реакции происходит выделение воды (H2O). По поверхности изоляции имеется слой воды (в ванне или сауне) за счет, которого происходит сшивка верхних слоев. Те молекулы воды, которые выделились при сшивке верхних слоев, сшивают нижние слои и т.д. Таким образом из-за того что вода не может 100% проникать во всю толщину изоляции, получается достаточно сильная неоднородность свойств по толщине изоляции. То есть на поверхности достигается очень высокая степень сшивки, на нижних слоях степень сшивки догоняется спустя очень длительное время (несколько месяцев).
За счет молекул воды в воздухе сшивка рано или поздно произойдет. Поэтому здесь рассматривается не полная сшивка, а 85%-ная (т.е. по толщине изоляции должно быть накоплено 85% сшитого материала). Качество силановой сшивки может оцениваться: - испытанием на растворимость (гель-фракцию);  Hot set test.
Hot set test.
Проведение испытания на растворимость (на гель-фракцию), это испытание достаточно длительное. Берут сшитый материал, помещают в трикрезол (и другие растворители) и в течение 18 часов варят и потом производят взвешивание начального и конечного и определяют гель-фракцию (сколько осталось). Hotsettest - позволяет опосредованно определить качество сшивки. Сущность hotsettest: берут образец (сшитый материал) помещают его в нагревательную печь и один конец закрепляют, а к другому подвешивают грузик. Соответственно производится нагрев, если удлинение превысило необходимый предел в этом случае материал недосшился (занимает 5-7 мин). На сегодняшний день существуют две основных разновидности материала, которые используются для силановой сшивки, это: Сиоплас; Моносил. Сиоплас - прививка самого силана происходит непосредственно в технологическом процессе (т.е. отдельно добавляют силановый компонент и отдельно полимер). В связи с возможностью непромеса в экструдере, сегодня широкое распространение получил вид процесса сшивки моносил. Отличай от сиопласа в том, что молекула силана одной или двумя связями привита к молекуле полимера (получается более упорядоченная структура).
В случае процесса сшивки Сиоплас к одной молекуле полимера может присоединиться несколько молекул сшитого агента, а в случае Моносил к каждой молекуле полимера уже присоединен активный сшивающий агент и получается более упорядоченная структура. В этом случае получается более высокое качество, но соответственно приводит к незначительному увеличению стоимости самого материала (начальной заготовки).
На сегодняшний день используются две основные разновидности силанов, это силаны типа:
 Visico - предназначен для сшивки в паровой среде (в среде газа),
Visico - предназначен для сшивки в паровой среде (в среде газа),
Drysil - предназначен для сшивки в жидких средах, в частности в ванне.
Но и тот и другой могут использоваться обоюдно одинаково, и в том, и в другом случае, просто эффективность будет немного различной (относительно сшивания в своей среде).
Технология наложения силана. Наложение силановых материалов производится классическим способом на стандартном оборудовании со стандартными прессами. Единственным условием является герметизация загрузочных устройств (это связано с тем, что в воздухе присутствует влага). Поэтому происходит многокомпонентная загрузка. Силан не фотостабилизированный, т.е. химическая связь разрушается под воздействием ультрафиолетового излучения. Чтобы фотостабилизировать материал изоляции обязательно добавляют фотостабилизатор (сажа). Поэтому при проектировании агрегата необходимо предусматривать 3-компонентную загрузку, т.е. это: - загрузка основного полимера; - загрузка катализатора; - загрузка фотостабилизатора (сажа). Наложение происходит на стандартных прессах (для ПЭ), с комбинированным барьерным шнеком и длиной шнека 24D. Самый простой и дешевый, но долгий (от 2-х недель) процесс сшивки – это сшивка на воздухе при нормальных условиях (температура - 18-22°С, относительная влажность воздуха - 60-70%). Поэтому используют стандартные способы сшивки: - в воде - ванна; - в паре - паровой котел (сауна). Ванна - это большой металлический бак, в котором находится горячая вода, соответственно имеет нагревательные элементы для поддержания температуры.
Температура нагрева воды в ваннах составляет 65-95°С. Примерное время сшивки в ванне, в отличие от сшивки на воздухе, составляет (в зависимости от толщины изоляции) 2-4 часа. Как правило, ванны рассчитаны на 2 барабана.
Сауна (паровой котел). Существуют сауны с вертикальной, либо фронтальной загрузкой. Сауна с вертикальной загрузкой. Используются либо электрические нагреватели, либо паровая рубашка (теплоноситель-пар). Главным отличаем от ванны является то, что пар необходимо сбрасывать. Внутри пар находится под давлением, температура пара 125-130°С, но не выше 140°С (чтобы не сшитый полимер не расплавился и не стек с изделия). Время сшивки в паровой среде сокращается примерно в 2 раза и в большинстве случаев составляет до 2 часов. При использовании котла экономится время в два раза, но появляется потребность в энергоресурсах, поэтому паровой котел (сауну) целесообразно использовать, если имеется при заводе своя котельная (тогда пар будет обходиться практически бесплатно). Если внешний энергоноситель пара, то целесообразно использовать ванну. Котел более универсальный (котел можно заполнить водой, а ванну паром проблематично).
Определение времени сшивки. Для определения времени сшивки изоляции существует эмпирическая формула:
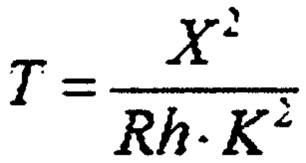
где Т - время вулканизации, мин; X - толщина изоляции, мм; Rh - относительная влажность воздуха:
- в воде 100%;
- в насыщенном паре 96%.
K - температурный коэффициент (приходит непосредственно с каждой партией материала).
Для Visico:
95°С - K=1,2*10-4
80°С - K=1,0*10-4
75°С - K=0,8*10-4
20°С - K=0,1*10-4
Видно, что с увеличением температуры K существенно увеличивается, т.е. сокращается время сшивки (Т). Так как зависимость квадратичная, то время сшивки значительно снижается уже при температуре 80°С. Однако, после окончания процесса сшивки в ванне или сауне, процесс сшивки не заканчивается, потому что по требованиям кабель (изолированная жила) перед дальнейшей технологической операции должен вылежаться не менее 2-х суток на открытом воздухе (при нормальных условиях). В это время происходит дополнительное досшивание, особенно это касается внутренних слоев.
В предлагаемом способе изготовления изолированного провода или кабеля были рассчитаны и экспериментально определены оптимальные величины внутреннего избыточного давления герметичной емкости до 1,0 бар, а температура 90°-95°С сшивки при избыточном давлении, создаваемом подачей внутрь герметичной емкости воздуха под давлением 0,2-0,7 бар, в течение 0,5-1,5 часа. Необходимо отметить, что выходя за указанные величины технологического процесса сшивки полиэтилена не удовлетворяют качеству сшивки кабеля или провода.
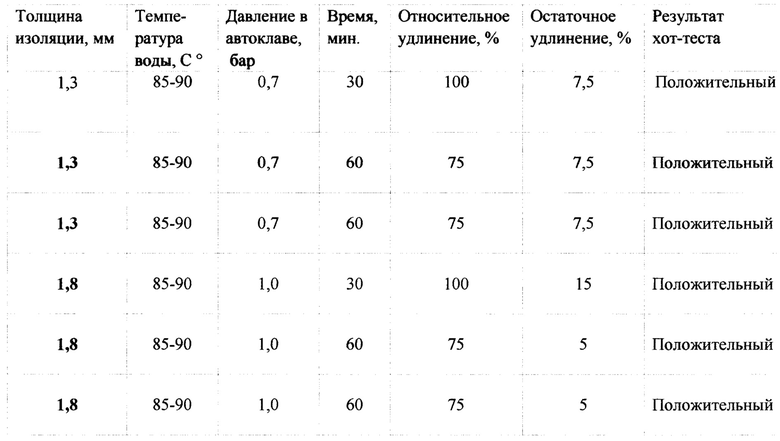
Проведены экспериментальные исследования: использовались образцы СИП сечений 35 мм2 и 95 мм2 изготовленные из материала «Полисил-01К».
Испытание на сшивку изоляции проводились в муфельной печи в течение 15 минут при температуре 200°С.
Статистика испытаний на сшивку кабеля приведена в таблице, в которой показан положительный результат от использования предлагаемого способа изготовления изолированного кабеля.
Преимущество данного способа заключается в том, что он совмещает достоинства горячей водяной ванны и парового автоклава и при этом исключает недостаток последнего, заключающийся в необходимости сбрасывать теплоноситель при перезагрузке.
Качество и скорость сшивки в герметичной емкости с горячей водой при избыточном давлении в несколько (3-5) раз превышает традиционные способы в горячей ванне и паровом автоклаве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАНОГО ПРОВОДА ИЛИ КАБЕЛЯ | 2005 |
|
RU2295792C1 |
| Резервуар в форме цилиндра с отсеченной верхней частью | 2024 |
|
RU2832871C1 |
| Способ получения сшитого силаном вспененного полиэтилена | 2018 |
|
RU2690519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ ПИТАНИЯ И ПОЛУЧЕННЫЙ В РЕЗУЛЬТАТЕ КАБЕЛЬ ПИТАНИЯ | 2016 |
|
RU2703210C1 |
| СТАБИЛИЗИРОВАННЫЕ ВЛАГООТВЕРЖДАЕМЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ | 2016 |
|
RU2733962C2 |
| СТАБИЛИЗИРОВАННЫЕ ВЛАГООТВЕРЖДАЕМЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ | 2016 |
|
RU2735228C2 |
| КОМПОЗИЦИЯ ДЛЯ ОБОЛОЧКИ КАБЕЛЯ, ОБОЛОЧКА КАБЕЛЯ И КАБЕЛЬ, НАПРИМЕР, КАБЕЛЬ ПИТАНИЯ ИЛИ КАБЕЛЬ СВЯЗИ | 2016 |
|
RU2703211C1 |
| СИЛАНОСШИВАЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ВТОРИЧНОГО ПОЛИЭТИЛЕНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2023 |
|
RU2806977C1 |
| ПОЛИМЕР, ОТВЕРЖДАЕМЫЙ ВО ВЛАЖНОЙ СРЕДЕ, ДЛЯ ГИБКИХ КАБЕЛЕЙ | 2020 |
|
RU2784217C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 2006 |
|
RU2303307C1 |
Изобретение относится к области электротехники, в частности к использованию проводов или кабелей с изоляцией из силанольно сшитого полиэтилена, и может быть использовано в кабельной промышленности при изготовлении изолированных проводов. Способ изготовления изолированного провода или кабеля заключается в том, что для сшивки используется традиционная для способа сшивки емкость с горячей водой и вертикальной загрузкой барабанов с проводом или кабелем, но емкость и крышка выполнены с возможностью их герметичности, способными выдержать внутреннее избыточное давление до 1,0 бар, сшивку производят в указанной герметичной емкости с горячей водой при избыточном давлении, создаваемом подачей внутрь емкости воздуха под давлением 0,2-0,7 бар, сшивку производят в воде при температуре 90°-95°С при избыточном давлении, создаваемом подачей внутрь герметичной емкости воздуха в течение 0,5-1,5 часа. Способ совмещает достоинства горячей водяной ванны и парового автоклава и при этом исключает необходимость сбрасывать теплоноситель при перезагрузке. 1 табл.
Способ изготовления изолированного провода или кабеля, заключающийся в том, что на токопроводящую жилу провода или кабеля укладывают изоляцию из силанольно сшиваемого полиэтилена, затем полученный таким образом провод или кабель помещают в емкость, заполненную горячей водой, и выдерживают в этой емкости при температуре в течение периода времени, необходимого для обеспечения силанольной сшивки полиэтилена, отличающийся тем, что емкость выполнена герметичной с возможностью выдерживать внутреннее избыточное давление до 1,0 бар, сшивку производят в воде при температуре 90°-95°С при избыточном давлении, создаваемом подачей внутрь герметичной емкости воздуха под давлением 0,2-0,7 бар, в течение 0,5-1,5 часа.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАНОГО ПРОВОДА ИЛИ КАБЕЛЯ | 2005 |
|
RU2295792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА | 1999 |
|
RU2161833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ИЗДЕЛИЯ, ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МОДИФИКАТОР, ВХОДЯЩИЙ В СОСТАВ ЭТОЙ КОМПОЗИЦИИ | 2002 |
|
RU2203913C1 |
| ГИБКИЙ ПОЛЫЙ ТРУБОПРОВОД, СОДЕРЖАЩИЙ ПОЛУЮ ГЕРМЕТИЧНУЮ ОБОЛОЧКУ ИЗ СШИТОГО ПОЛИЭТИЛЕНА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2073612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ИЗОЛИРОВАННОЙ ЖИЛЫ | 1989 |
|
RU2016426C1 |
| US 5525188 A, 11.06.1996. | |||

