Область техники, к которой относится изобретение
Изобретение относится к области производства углеродистых блоков, предназначенных для электрометаллургии, и, в частности, к области изготовления анодов и катодов из углерода, предназначенных для электролизного производства алюминия. Более конкретно, изобретение относится к способу отслеживания указанных углеродистых блоков в ходе общего процесса, начиная от изготовления блоков и до их крепления на электролизных штангах. В дальнейшем речь пойдет в основном об анодах, но, разумеется, речь может идти также о катодах или об электродах любого другого типа.
Электролиз алюминия при помощи процесса Холла-Эру требует предварительного изготовления анодов из углерода. Для этого, как правило, аноды изготавливают в производственном цехе, в частности, из жидкого пека и из измельченного кокса, которые смешивают и перемешивают для получения однородной пасты. Затем эту пасту уплотняют для получения блоков со стандартными размерами и свойствами, называемых сырыми анодами. После этого сырые аноды подвергают термической обработке при температуре до 1100°С в обжиговой печи, чтобы повысить их механическую прочность, снизить их химическую реактивность и их удельное сопротивление.
Сырые аноды перемещают в обжиговый цех на конвейерах. Они объединены в пакеты из нескольких анодов. Погрузочно-разгрузочная система подбирает каждый пакет и помещает его в ячейку печи. В конце термической обработки каждый пакет извлекают из ячейки при помощи погрузочно-разгрузочной системы и укладывают на конвейер. Обожженные аноды каждого пакета отделяют друг от друга и перемещают при помощи конвейерной системы в сборочный цех для соединения с электролизными штангами.
Известно, что физические и химические свойства анода, в основном зависящие от параметров производства и обжига анода, оказывают большое влияние на общую производительность процесса электролиза. Следовательно, в заводах по производству алюминия возможность отслеживания анода в ходе процессов изготовления и обжига является важным фактором.
Уровень техники
С учетом термических условий и большого числа анодов, необходимых для производственного цикла, в существующих решениях идентификации анодов используют исключительно системы кодирования посредством механической маркировки. Ее принцип состоит в нанесении на поверхность каждого анода оттиска номера или матричного кода при помощи инструмента, который производит маркировку путем деформации материала. Например, в документе WO2006/004427 описаны системы маркировки при помощи оттиска или других способов деформации поверхности электрода, связанные с системой декодирования этих знаков при помощи сканера, использующего электромагнитный или ультразвуковой источник.
Эти решения не являются вполне удовлетворительными, в частности, по причине:
- низкой надежности распознавания оттисков, в частности, по причине низкой степени распознавания, в частности, после обжига анода в результате деформации оттиска, оседания пыли от кокса, служащего для футеровки печи, или частичного обгорания анода во время обжига;
- высокой стоимости внедрения и обслуживания систем механической маркировки путем нанесения оттиска;
- сложности систем кодирования и декодирования, использующих сканерную технологию;
- пределов возможных комбинаций традиционной маркировки, которая не позволяет отслеживать все аноды, что вынуждает присваивать один и тот же идентификатор для партии анодов и, следовательно, приводит к снижению надежности;
- больших габаритных размеров систем механической маркировки путем нанесения оттиска.
Раскрытие изобретения
Таким образом, существует потребность в устранении недостатков известных технических решений.
В связи с этим первая задача изобретения состоит в том, чтобы предложить решение отслеживания анодов и, в целом, углеродистых блоков в ходе всего их использования с повышенной надежностью.
Вторая задача изобретения состоит в том, чтобы предложить более дешевое решение отслеживания углеродистых блоков.
Третья задача изобретения состоит в том, чтобы предложить решение отслеживания углеродистых блоков, требующее минимального габаритного размера.
Четвертая задача изобретения состоит в том, чтобы предложить решение отслеживания углеродистых блоков, легко применяемое в любой точке пути прохождения углеродистого блока.
Пятая задача изобретения состоит в том, чтобы предложить решение отслеживания углеродистых блоков, обеспечивающее мониторинг блоков до и после термической обработки.
Таким образом, изобретением предложена система отслеживания углеродистых блоков во время их обработки, их транспортировки и/или их хранения. В частности, система содержит:
- по меньшей мере один так называемый пост первоначальной идентификации по меньшей мере одного углеродистого блока, при этом пост первоначальной идентификации содержит так называемое устройство первоначальной съемки по меньшей мере части наружной поверхности углеродистого блока;
- генератор сигнатуры, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством первоначальной съемки, по меньшей мере один характерный визуальный признак, чтобы генерировать и сохранить в памяти по меньшей мере одну цифровую сигнатуру для углеродистого блока на основании указанного характерного визуального признака;
- по меньшей мере один так называемый пост мониторинговой идентификации углеродистого блока, при этом пост мониторинговой идентификации содержит так называемое устройство мониторинговой съемки по меньшей мере части наружной поверхности углеродистого блока;
- по меньшей мере один детектор, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством мониторинговой съемки, по меньшей мере частично указанный характерный визуальный признак и распознавать цифровую сигнатуру углеродистого блока для идентификации углеродистого блока.
Определение цифровой сигнатуры, характерной для каждого углеродистого блока, на основании признаков элементов, видимых на поверхности блоков, позволяет идентифицировать блоки напрямую без необходимости использовать, как в известных решениях, средства маркировки, специально предназначенные для генерирования сигнатуры. Система предназначена для отслеживания электродов и, в частности, анодов для электролизного производства алюминия, но ее можно также использовать для любого электрода, имеющего сходные физические характеристики. Таким образом, система отслеживания является более простой и менее громоздкой. Кроме того, основанная на одном или нескольких характерных визуальных признаках, которые по своей природе являются случайными, поскольку с трудом поддаются намеренным изменениям от внешнего человеческого воздействия, система отслеживания является более надежной, чем система, использующая механическую маркировку, при которой маркировочные метки являются ограниченными по числу.
Характерный визуальный признак или характерные визуальные признаки на поверхности углеродистого блока могут представлять собой, в частности:
- особую геометрическую форму, вписанную в текстуру блока;
- расположение и/или характерную морфологию зерен;
- один или несколько рельефных дефектов в связующей матрице, окружающей зерна;
- по меньшей мере частично отпечатки пробок, используемых во время придания формы углеродистому блоку для формования полостей с целью размещения в них электролизных штанг;
- особую геометрическую форму на поверхности углеродистого блока.
Эти характерные визуальные признаки сразу же обнаруживаются системой наблюдения на наружной поверхности 1а блоков, поэтому нет необходимости в каком-либо дополнительном устройстве, обеспечивающем доступ к характерным визуальным признакам.
Согласно варианту выполнения, устройства съемки содержат оптический считыватель и устройство записи по меньшей мере одного чернового изображения, снятого указанным оптическим считывателем. В этом случае система отслеживания может содержать устройство цифровой обработки указанного по меньшей мере одного чернового изображения, которое позволяет генерировать оптимизированное изображение, на котором проявляется указанный по меньшей мере один характерный визуальный признак поверхности углеродистого блока.
Согласно варианту выполнения, система не имеет устройства маркировки, специально предназначенного для генерирования цифровой сигнатуры углеродистого блока.
Согласно варианту выполнения, пост первоначальной идентификации совпадает с постом мониторинговой идентификации, что позволяет ограничить число необходимых постов идентификации.
Согласно варианту выполнения, система отслеживания содержит несколько постов мониторинговой идентификации, расположенных за постом первоначальной идентификации по направлению прохождения блоков, при этом каждый пост находится на входе или на выходе зоны хранения и/или обработки и/или транспортировки, чтобы обеспечивать мониторинг блоков на каждом этапе их прохождения.
Согласно варианту выполнения, система отслеживания содержит устройство мониторинга положения, позволяющее определять и регистрировать положение углеродистого блока между двумя постами идентификации, чтобы дополнять распознавание при помощи характерного визуального признака или характерных визуальных признаков.
Согласно варианту выполнения, система содержит устройство отметки времени для положений углеродистого блока.
Согласно варианту выполнения, система отслеживания содержит средства транспортировки и погрузки-разгрузки углеродистых блоков для формирования пакетов углеродистых блоков с целью их термической обработки в обжиговой печи и средства расформирования пакетов после термической обработки, при этом устройство мониторинга положения выполнено с возможностью определять положение каждого углеродистого блока в пакете и положение пакетов в печи.
Согласно варианту выполнения, система выполнена с возможностью отслеживания углеродистого блока, предназначенного для электролизного производства алюминия.
Вторым объектом изобретения является установка для производства углеродистых блоков, включающая в себя описанную выше систему отслеживания углеродистых блоков и содержащая между двумя постами идентификации системы отслеживания по меньшей мере одну зону обработки и/или хранения и/или транспортировки углеродистых блоков.
Согласно варианту выполнения, по меньшей мере одна зоны обработки и/или хранения и/или транспортировки углеродистых блоков содержит печь обжига углеродистых блоков. Пост первоначальной идентификации расположен на входе обжиговой печи по направлению прохождения блоков в установке, чтобы определять цифровую сигнатуру на сыром углеродистом блоке. При этом по меньшей мере один пост мониторинговой идентификации расположен на выходе обжиговой печи, чтобы распознавать цифровую сигнатуру обожженного углеродистого блока.
Действительно, система отслеживания, основанная на одном или нескольких характерных визуальных признаках, является менее чувствительной к изменениям во время прохождения при обжиге углеродистых блоков, что повышает надежность отслеживания.
Третьим объектом изобретения является способ отслеживания углеродистых блоков в описанной выше установке. В частности, способ включает в себя:
- по меньшей мере одну первоначальную съемку по меньшей мере части наружной поверхности по меньшей мере одного углеродистого блока при помощи поста первоначальной идентификации;
- обнаружение на первоначальном снимке по меньшей мере одного характерного визуального признака;
- генерирование и сохранение в памяти по меньшей мере одной цифровой сигнатуры на основании указанного характерного визуального признака;
- распознавание цифровой сигнатуры по меньшей мере на одном посту мониторинговой идентификации.
Согласно варианту осуществления, способ может также включать в себя:
- транспортировку углеродистого блока на пост мониторинговой идентификации;
- по меньшей мере одну мониторинговую съемку по меньшей мере части наружной поверхности углеродистого блока при помощи поста мониторинговой идентификации;
- обнаружение на мониторинговом снимке указанного по меньшей мере одного характерного визуального признака;
- распознавание цифровой сигнатуры углеродистого блока.
Согласно варианту осуществления, этап распознавания включает в себя сравнение между характерным визуальным признаком первоначального снимка и характерным визуальным признаком мониторингового снимка и определение степени сходства между характерным визуальным признаком двух снимков.
Согласно варианту осуществления, способ содержит:
- сохранение в памяти положения углеродистого блока по меньшей мере в одной зоне обработки и/или хранения и/или транспортировки,
- распознавание цифровой сигнатуры включает в себя при этом установление соответствия между характерным визуальным признаком первоначального снимка и характерным визуальным признаком мониторингового снимка посредством распознавания положения углеродистого блока в указанной по меньшей мере одной зоне обработки и/или хранения и/или транспортировки.
Осуществление изобретения
Другие особенности и преимущества изобретения будут более очевидны из описания вариантов выполнения со ссылками на фигуры, на которых:
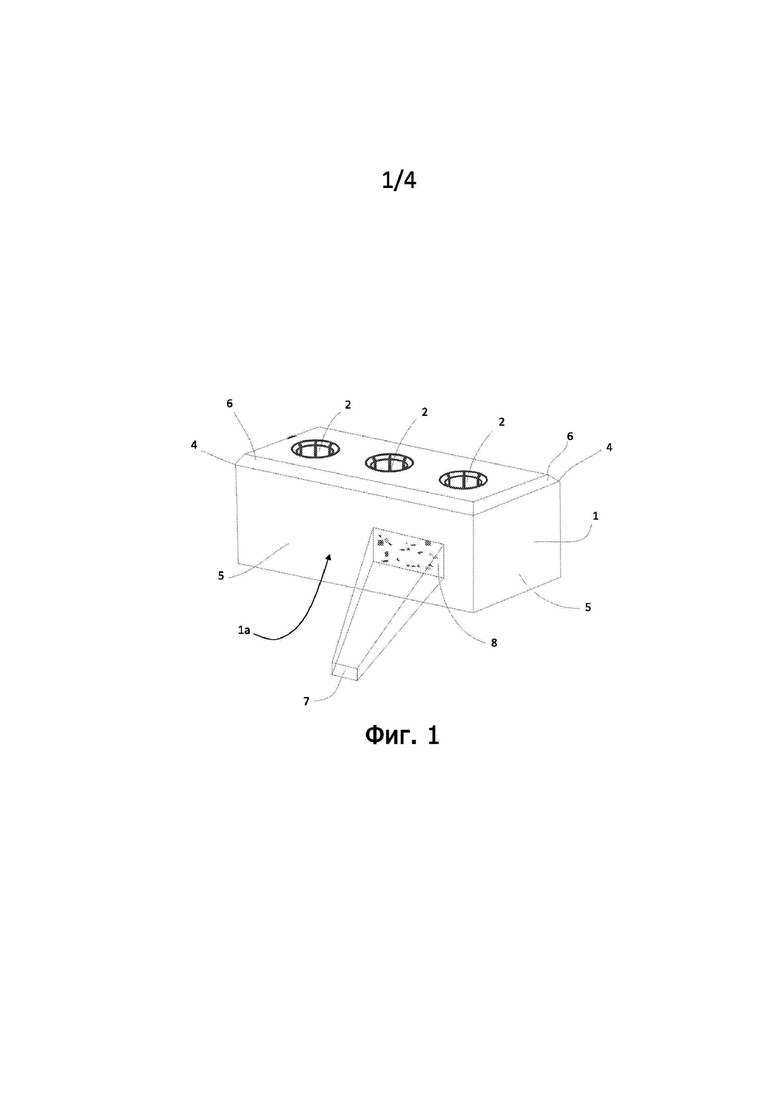
Фиг. 1 - схематичный вид в трех измерениях углеродистого блока, такого как анод.
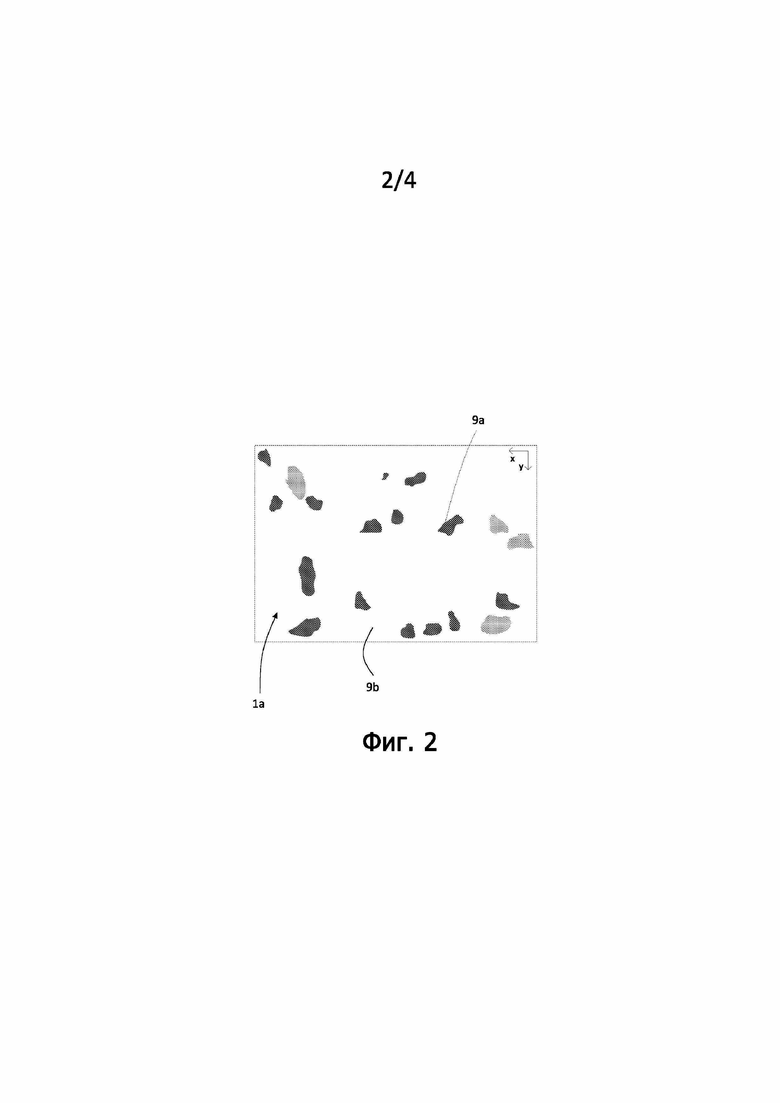
Фиг. 2 - пример оптимизированного изображения после цифровой обработки чернового изображения области на поверхности анода, согласно примеру выполнения изобретения.
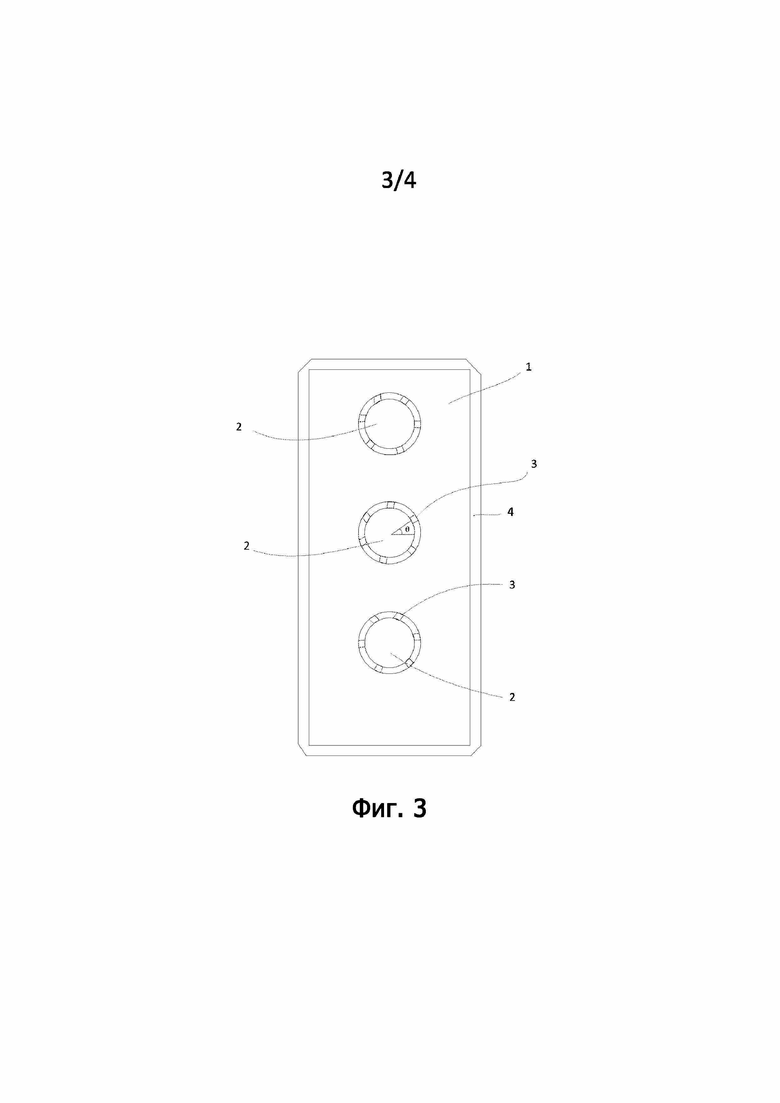
Фиг. 3 - схематичный вид сверху анода с показом положения пробок.
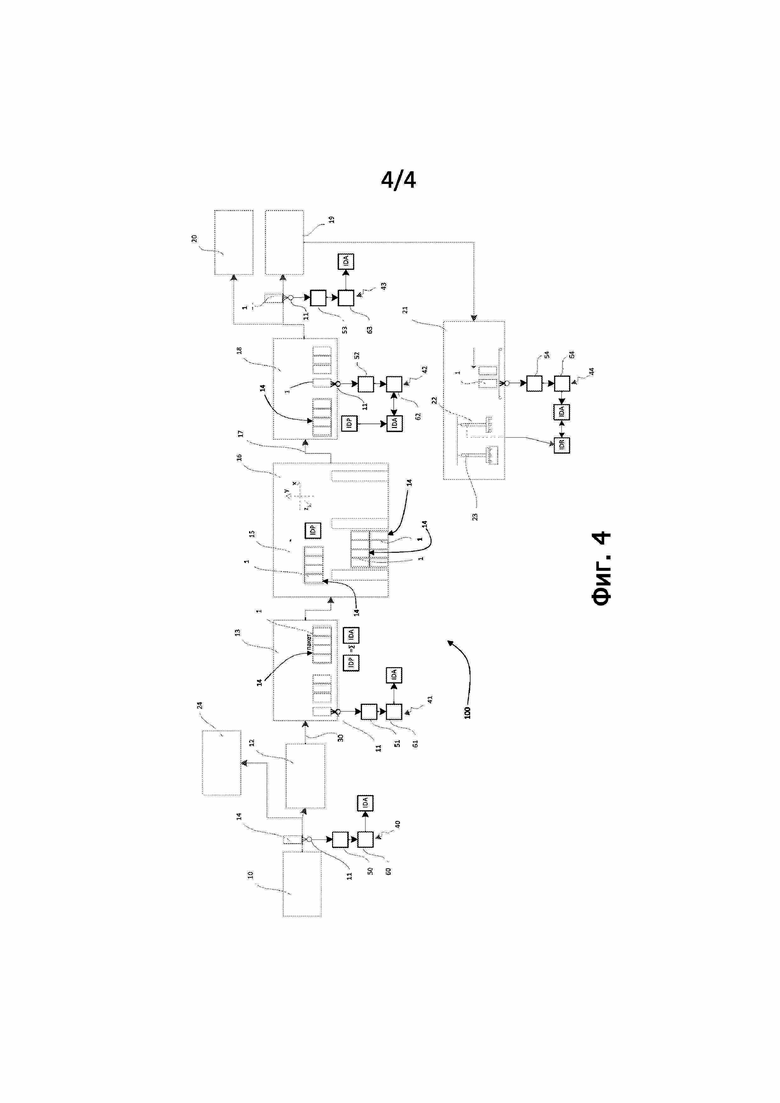
Фиг. 4 - схематичный вид, иллюстрирующий пример отслеживания анода в установке для производства анодов согласно примеру выполнения изобретения.
На фиг. 1 показан углеродистый блок 1, который предназначен, в частности, для выполнения функции анода при электролизном производстве алюминия. Разумеется, углеродистый блок может быть также катодом или любым электродом, предназначенным для электрометаллургии, например, при производстве титана, кремния или стали.
В дальнейшем будет делаться ссылка на пример, согласно которому углеродистый блок 1 является анодом, при этом подразумевается, что изобретение можно применять для любого типа электродов. Анод 1 содержит наружную поверхность 1а, которая является визуально доступной для системы наблюдения, полости 2, в данном случае три полости 2, предназначенные для захождения в них трех выступов в основании электролизной штанги. Анод содержит также углы 4, образующие соединение между прямыми плоскостями 5 граней и наклонными плоскостями 6, находящимися на верхнем крае наружной поверхности 1а анода 1.
Согласно изобретению, отслеживание анодов 1 осуществляют, характеризуя каждый анод при помощи характерного визуального признака каждого анода.
Под «характерным визуальным признаком» анода в данном случае следует понимать любой видимый признак на наружной поверхности анода, который может быть обнаружен системой наблюдения и является специфическим для самого анода в рамках его использования или его изготовления. Так, характерный визуальный признак связан с особенностями анода 1, которые зависят исключительно от процесса его изготовления и придания ему формы и/или от условий использования анода, независимо от любой системы, внешней или добавленной специально, чтобы характеризовать анод.
В частности, «характерным визуальным признаком» в данном случае обозначают признаки, связанные с углами 4, с полостями 2, с текстурой наружной поверхности 1а анода 1, например, такие как положение, размер и/или характерная морфология зерен 9а, видимых на поверхности анода, или рельефные дефекты в связующей матрице 9b, окружающей зерна, и, в целом, любая особая геометрическая форма, вписанная в текстуру по меньшей мере на части наружной поверхности анода 1.
Действительно, анод 1 формуют, в частности, из смеси кокса и рециркулируемых фрагментов обожженных анодов, которые имеют вид зерен 9а нескольких гранулометрических размеров, и связующего, содержащего пек, которое является пастой и образует связующую матрицу 9b. Распределение зерен 9а на наружной поверхности 1а анода является случайным и статистически не повторяется от одного анода к другому. При помощи современных систем обработки изображения можно идентифицировать расположение и/или геометрические характеристики зерна на поверхности анода (высота, ширина, площадь, периметр). В качестве точки начала отсчета системы координат можно использовать наиболее значимое зерно, или рельефный дефект, или угол 4, или полость 2 и, позже, пробку в полости 2. Так, текстура наружной поверхности 1а анода 1 имеет особые геометрические формы, которые связаны, например, со случайным распределением зерен 9а, пропитанных связующей матрицей 9b, и которые можно использовать в качестве характерных визуальных признаков анода 1. В частности, характерный визуальный признак может представлять собой положение, размер и/или морфологию зерен.
Кроме того, полости 2 формуют на этапе уплотнения. В частности, во время этого этапа пасту, предназначенную для формования анода, разливают в пресс-форму, установленную на вибростоле. Обычно устройство противодавления обеспечивает вместе с вибрациями уплотнение пасты в пресс-форме. Как правило, пробки, имеющие нитки резьбы и предназначенные для формования полостей 2, установлены плавающими с возможностью вращения либо на пресс-форме, либо на устройстве противодавления таким образом, чтобы их угловая ориентация была случайной. Таким образом, полости 2 имеют отпечатки 3 ниток резьбы, показанные на фиг. 3, угловая ориентация которых тоже является случайной и характерной для каждого анода 1. Углы 4 образуют соединение между прямыми плоскостями 5 граней анодов и наклонными плоскостями 6, находящимися на верхнем крае анодов. Оптический считыватель 7 обеспечивает съемку поверхности 8 анода.
Наружная поверхность 1а анода 1 может иметь особые геометрические формы, то есть формы, образующие особенности на поверхности анода и, в частности, рельефные дефекты, появляющиеся во время придания формы аноду 1, и/или во время его погрузки-разгрузки, и/или во время любой обработки, например, впадины в связующей матрице 9b, окружающей зерна, и трещины. Например, углы 4 анода могут быть особенно чувствительными к образованию таких особенностей. Эти особые геометрические формы можно использовать в качестве характерного визуального признака.
Иначе говоря, характерный визуальный признак является признаком, присутствующим на аноде исключительно в связи с обычным способом его изготовления и зависящим исключительно от параметров изготовления, без применения этапа и/или устройства, предназначенного для нанесения знака для мониторинга.
Далее следует описание примера прохождения анода 1 внутри установки для производства анодов. Аноды перемещают внутри установки при помощи системы транспортировки, содержащей, например, конвейеры на земле и/или подвесные конвейеры, а также погрузочно-разгрузочные системы, такие как мостовые краны, которые могут быть как рабочими мостовыми кранами, так и складскими мостовыми кранами.
Как было указано выше и как показано на фиг. 4, установка 100 для производства анодов содержит цех 10 производства анодов. Как правило, аноды производят из жидкого пека и измельченного кокса и/или рециркулируемых кусков анодов, смешанных для получения однородной пасты. Затем эту пасту уплотняют в пресс-форме для получения блоков со стандартными размерами и свойствами, называемых сырыми блоками.
На выходе производственного цеха 10 установка может содержать пост 24 выбраковки, на который направляют аноды, признанные не соответствующими требуемому качеству. Аноды, признанные соответствующими требуемому качеству, складируют в зоне 12 хранения перед обжигом.
Система транспортировки содержит, например, конвейер 30, обеспечивающий перемещение соответствующих требуемому качеству сырых анодов из зоны 12 хранения перед обжигом на пост 13 формирования пакета 14 на входе обжиговой печи 16. Подвижный мостовой кран 15, оснащенный захватным механизмом, обеспечивает захват пакетов 14 анодов, их укладку в обжиговую печь 16, затем их извлечение и укладку на выходной конвейер 17.
В дальнейшем термины «вход» и «выход» следует понимать относительно нормального направления перемещения анодов в схеме установки 100, от входа к выходу.
После этого сырые аноды подвергают термической обработке в обжиговой печи 16, как правило, в открытой печи с вращающимся пламенем. Эта печь состоит из ячеек, в которых слоями располагают сырые аноды. С двух сторон от каждой ячейки полая огнеупорная перегородка обеспечивает прохождение горячих газов, которые обеспечивают обжиг анодов за счет теплопроводности через огнеупорные стенки.
На выходе печи 16 установка 100 содержит пост 18 расформирования, на который конвейер 17 доставляет аноды и на котором их отделяют друг от друга.
На выходе поста 18 расформирования установка 100 содержит зону 19 хранения после обжига, где хранятся аноды, признанные соответствующими требуемому качеству, и зону 20 выбраковки обожженных анодов, признанных не соответствующими требуемому качеству.
Наконец, установка 100 может содержать на выходе поста 19 хранения сборочный цех 21 для соединения анодов с электролизными штангами 22 с целью их использования в электролизере.
В целом, установка 100 может не ограничиваться вышеупомянутыми элементами и может содержать любую необходимую зону обработки, такую как пост очистки щеткой, пост нарезания пазов и/или пост измерения между обжиговой печью 16 и сборочным цехом 21.
Обнаружение одного или нескольких характерных визуальных признаков анода позволяет генерировать для каждого анода характерную для него цифровую сигнатуру и идентифицировать таким образом каждый анод напрямую без необходимости использования устройств маркировки, специально предназначенных для этой цели в известных технических решениях, вдоль всего пути его прохождения внутри производственной установки.
В данном случае под цифровой сигнатурой следует понимать совокупность данных, выражающую в цифровом виде один или несколько характерных визуальных признаков.
Для этого производственная установка содержит систему отслеживания анодов, обеспечивающую их мониторинг в ходе всех этапов схемы, то есть во время их изготовления, их обработки, их транспортировки и их хранения.
В частности, система отслеживания содержит:
- по меньшей мере один так называемый пост 40 первоначальной идентификации, при этом пост первоначальной идентификации содержит так называемое устройство первоначальной съемки по меньшей мере части наружной поверхности 1а каждого анода 1;
- генератор сигнатуры, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством первоначальной съемки, по меньшей мере один характерный визуальный признак 9, 3, чтобы генерировать и сохранить в памяти по меньшей мере одну цифровую сигнатуру для анода 1 на основании указанного характерного визуального признака;
- по меньшей мере один так называемый пост 41, 42, 43, 44 мониторинговой идентификации, при этом пост мониторинговой идентификации содержит так называемое устройство мониторинговой съемки по меньшей мере части наружной поверхности 1а каждого анода 1;
- по меньшей мере один детектор, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством мониторинговой съемки, по меньшей мере частично указанный характерный визуальный признак и распознавать цифровую сигнатуру анода для идентификации анода.
Таким образом, за счет расположения поста 40 первоначальной идентификации на входе зоны обработки, то есть, в частности, печи 16, и/или зоны 12, 19 хранения, и/или зоны транспортировки анода 1, и расположения поста 41, 42, 43, 44 мониторинговой идентификации на выходе и предпочтительно непосредственно на выходе, система отслеживания обеспечивает мониторинг анода 1 во время всего его перемещения.
Далее следует описание варианта выполнения системы отслеживания, в которой рассматриваемым характерным визуальным признаком является положение зерен на текстуре для участка наружной поверхности каждого анода 1.
Так, съемочное устройство каждого поста идентификации содержит один или несколько оптических считывателей, например, цифровую камеру, которая позволяет снимать черновые изображения наружной поверхности 1а каждого анода 1. Система позволяет включать съемку автоматически, обнаруживая, когда анод находится в соответствующем положении. Например, каждое черновое изображение может соответствовать участку наружной поверхности 1а анода, содержащему по меньшей мере один характерный визуальный признак. Черновые изображения сохраняются в памяти устройства записи. Кроме того, система отслеживания оснащена устройством цифровой обработки черновых изображений, чтобы преобразовать их в оптимизированные изображения и сохранить их в базе данных. Например, устройство обработки включено в состав централизованной компьютерной системы на всех или на части постов идентификации. Система отслеживания содержит устройство передачи черновых изображений, снятых оптическими считывателями, в централизованную компьютерную систему.
В варианте устройство цифровой обработки черновых изображений, снятых оптическими считывателями, преобразующее их в оптимизированные изображения, непосредственно входит в состав всех или части постов идентификации.
Оптические считыватели расположены, например, на находящихся на земле козловых кранах, на которых установлены мощные средства освещения, чтобы лучше освещать наружные поверхности 1а анодов 1. Можно использовать световые источники, излучающие свет, позволяющий различать контур зерен относительно пека, служащего в качестве связующего, такие как белый свет с касательным падением. Система нагнетания воздуха позволяет вентилировать линзы оптических считывателей для их охлаждения и защиты от пыли.
Предпочтительно можно использовать несколько оптических считывателей, в частности, там, где аноды могут быть расположены на конвейере в шахматном порядке, чтобы иметь возможность снимать изображения определенного участка или определенных участков наружной поверхности 1а анода.
На оптимизированном изображении наиболее значимое зерно, например, по своему размеру или по степени разрешения на изображении, или угол или пробки можно использовать в качестве начала отсчета системы координат, позволяющей определять положения других зерен. Комбинируя, например, положения и геометрические свойства нескольких зерен кокса на поверхности анода, можно идентифицировать каждый анод и присвоить ему его цифровую сигнатуру. Например, в этом случае цифровая сигнатура представляет собой совокупность данных, относящихся к геометрическим свойствам зерен и к их положению. Эта сигнатура позволяет идентифицировать анод напрямую без применения средств маркировки. В зависимости от параметров выбирают одну или несколько областей наблюдения на наружной поверхности анода, чтобы генерировать цифровую сигнатуру на основании изображения, более или менее насыщенного информацией. Например, цифровая сигнатура может соответствовать распознаванию на черновом изображении пикселей, характеризующих контуры зерен и/или их положение.
На фиг. 2 прилагаемых чертежей можно рассмотреть схематично показанное изображение, оптимизированное в результате цифровой обработки чернового изображения участка 8 наружной поверхности 1а анода 1, снятого оптическим считывателем 7. Цифровая обработка чернового изображения позволяет сохранить только наиболее значимые зерна, то есть зерна, легче всего обнаруживаемые на черновом изображении. Здесь показаны зерна 9, морфология и положение которых на изображении являются специфическими для этого анода. Компьютерная программа осуществляет цифровую обработку изображений. Например, обработка состоит в уточнении цифровых данных, характеризующих зерна, например, в виде нижеследующей таблицы:
В этом примере полученными данными являются:
- X: координата центра зерна в продольном направлении (указанном на фиг. 2),
- Y: координата центра зерна в поперечном направлении,
- H: высота зерна в поперечном направлении,
- W: ширина зерна в продольном направлении,
- S: площадь зерна.
Можно также учитывать другие данные, такие как периметр зерен.
В этом иллюстративном примере рассмотрены только два зерна, но, разумеется, система может обрабатывать большое число зерен.
В варианте или в комбинации, изобретение позволяет также характеризовать каждый анод посредством идентификации и распознавания характерных точек, связанных со стандартной геометрией анода, таких как углы, отпечатки пробок и т.д. Так, предпочтительно можно использовать радиальное положение ниток резьбы отпечатков пробок, которое меняется случайным образом во время позиционирования пресс-формы для получения отпечатка пробки во время формования анодов. На фиг. 3 прилагаемых чертежей представлен схематичный вид сверху анода 1 с тремя полостями 2, предназначенными для захождения в них трех выступов электролизной штанги. Для получения этих полостей во время формования анодов используют пробки. Эти пробки оставляют отпечатки на аноде, на которых различают, в частности, отпечатки ниток 3 резьбы, угловая ориентация которых является произвольной. В этом примере каждая пробка оставляет шесть радиально распределенных отпечатков ниток 3 резьбы. Согласно одному из отличительных признаков изобретения, система отслеживания использует угловые положения этих отпечатков для получения цифровой сигнатуры анода.
Согласно варианту выполнения или в комбинации, характерным визуальным признаком является положение впадин на наружной поверхности 1а анода. Для этого, например, при помощи касательного света освещают одну грань анода 1 и снимают изображение по меньшей мере части этой грани. На изображении идентифицируют и отмечают темные зоны, соответствующие впадинам, чтобы характеризовать анод и генерировать цифровую сигнатуру.
Предпочтительно цифровая сигнатура анода связана с идентификатором, например, номером, обозначаемым в дальнейшем IDA, при этом IDA является единственным и принадлежит к одному аноду.
Согласно версии выполнения изобретения, одному и тому же аноду присваивают несколько сигнатур, каждую из которых определяют на основании характерного визуального признака, видимого на наружной поверхности анода. Так, анод может иметь первую сигнатуру, определенную на основании одного из его углов, вторую сигнатуру, определенную на основании отпечатка пробки, третью сигнатуру, определенную при помощи анализа зерен первой области наблюдения, и четвертую сигнатуру, определенную при помощи анализа зерен второй области наблюдения. Одну и ту же сигнатуру можно также определить на основании нескольких характерных визуальных признаков. В этом случае предпочтительно цифровые сигнатуры одного и того же анода объединены при помощи IDA.
Иначе говоря, количество данных в совокупности данных, используемых для генерирования цифровой сигнатуры, может меняться в зависимости от потребностей и, в частности, от требуемого уровня надежности: чем больше число выбранных характерных визуальных признаков, тем выше будет степень надежности сигнатуры; чем больше число сигнатур, используемых для анода, тем выше будет надежность распознавания.
Таким образом, на основании одного или нескольких характерных визуальных признаков пост 40 первоначальной идентификации генерирует одну или несколько цифровых сигнатур для каждого анода 1. Цифровые сигнатуры сохраняются для каждого анода, например, в базе данных централизованной компьютерной системы.
Когда 1 анод проходит через пост 41; 42; 43; 44 мониторинговой идентификации, оптические считыватели снимают по меньшей мере одно изображение участка наружной поверхности 1а анода 1. Изображение оптимизируют и выражают цифровым способом в виде совокупности данных.
Эту совокупность данных сравнивают с цифровыми сигнатурами, сохраненными в базе данных централизованной компьютерной системы, чтобы распознать по меньшей мере одну цифровую сигнатуру и, следовательно, распознать анод 1, который прошел через пост 41; 42; 43; 44 мониторинговой идентификации.
В частности, согласно варианту осуществления, совокупность данных, полученную на основании изображения, снятого на посту мониторинговой идентификации, используют для генерирования вторичной цифровой сигнатуры, которую сравнивают со всеми сигнатурами, генерированными на посту первоначальной идентификации и сохраненными в централизованной компьютерной системе. При каждом сравнении вычисляют индекс сходства. Соответствие между двумя сигнатурами устанавливают по наиболее высокому индексу сходства.
В варианте, совокупность данных, полученную при помощи съемки или съемок на посту 41; 42; 43; 44 мониторинговой идентификации, можно использовать для генерирования новой сигнатуры, что будет пояснено ниже.
Предпочтительно система отслеживания содержит несколько постов мониторинговой идентификации, расположенных на входе каждой зоны обработки и/или хранения и/или транспортировки.
Под обработкой в данном случае следует понимать любую операцию, предполагающую действие на аноде, такое как обжиг в вышеупомянутой печи 16, операцию очистки щеткой, операцию нарезания пазов, операцию фрезерования, операцию контроля укладки, операцию маркировки, операцию характеризации, например, посредством измерения.
Предпочтительно система отслеживания содержит несколько постов 41; 42; 43; 44 мониторинговой идентификации, расположенных на входе и на выходе каждой зоны обработки и/или хранения и/или транспортировки.
В частности, сигнатура анодов на основании характерного визуального признака позволяет снизить риски потери сигнатуры во время обработки. Действительно, цифровую сигнатуру получают на основании совокупности данных, неизбежно присутствующих на аноде 1, количество которых можно выбирать в зависимости требуемого уровня надежности таким образом, чтобы он был выше, чем уровень надежности маркировочной метки, нанесенной специально предусмотренным для этого устройством, как в известных технических решениях. Следовательно, даже в случае повреждения анода распознавание сохраняет высокую степень надежности, соответствующую задаче мониторинга анодов.
В факультативном варианте, система отслеживания может содержать устройство мониторинга положения анодов, чтобы распознавать и регистрировать данные, относящиеся к положению каждого анода между двумя постами мониторинговой идентификации и, в частности, во время прохождения анода 1 в зоне обработки и/или хранения. Данные положения, полученные при помощи устройства мониторинга, сохраняются, например, в централизованной компьютерной системе, где они связаны с цифровой сигнатурой или цифровыми сигнатурами соответствующего анода, чтобы способствовать распознаванию сигнатуры.
Действительно, характерные визуальные признаки могут претерпеть искажения во время этапа обработки, и выбранное количество данных в цифровой сигнатуре может оказаться недостаточным для обеспечения распознавания на посту мониторинга. В частности, это может произойти при прохождении через печь 16, в которой высокотемпературная термическая обработка может сказаться на характерных визуальных признаках анода.
Таким образом, можно предусмотреть связывание между цифровыми сигнатурами и данными положения до и после прохождения анодов в обжиговой печи 16, чтобы предупредить последствия деформации или потенциального ухудшения характерного визуального признака или характерных визуальных признаков, учитываемых для установления сигнатуры анода, в частности, в результате высокотемпературной термической обработки анода. Это связывание осуществляют, используя данные позиционирования системы транспортировки производственной установки, в частности, конвейеров и мостового крана печи. В частности, согласно варианту осуществления, сырые аноды объединяют в пакет 14 в зоне формирования на входе обжиговой печи 16. Эти пакеты 14 затем поступают в печь 16. После обжига анодов пакеты 14 анодов извлекают из печи, и обожженные аноды отделяют друг от друга в зоне расформирования пакетов обожженных анодов.
Таким образом, использование данных положения можно осуществлять, в частности, при помощи устройства отметки времени, следующим образом:
- на уровне поста идентификации, например, мониторинговой идентификации, в зоне формирования пакетов сырых анодов на входе обжиговой печи производят по меньшей мере одну съемку участка наружной поверхности анода, чтобы либо генерировать цифровую сигнатуру, если этого не было сделано раньше, либо распознать соответствующую цифровую сигнатуру, как это было описано выше;
- регистрируют положение сырого анода в пакете анодов, например, связывая его IDA с его положением в пакете анодов;
- в конце формирования пакета генерируют и сохраняют в памяти внутренний идентификатор IDP пакета анодов;
- отслеживают пакеты анодов в печи посредством географического определения местоположения пактов во время перемещений и операций погрузки/разгрузки в ячейках обжиговой печи 16, возможно, с отметкой времени погрузки и разгрузки, то есть связывая каждый IDP с соответствующим положением и/или с отметкой времени;
- на уровне поста мониторинговой идентификации в зоне расформирования пакетов обожженных анодов на выходе обжиговой печи производят по меньшей мере одну съемку участка поверхности обожженного анода сразу после разделения пакета анодов на выходе обжиговой печи и обнаруживают характерный визуальный признак для распознавания цифровой сигнатуры. Если распознавание цифровой сигнатуры оказалось неудачным, например, поскольку система не находит сохраненной в системе цифровой сигнатуры, которая соответствует новому оптимизированному изображению, полученному на посту мониторинговой идентификации, с достаточным уровнем надежности, используют данные позиционирования погрузочно-разгрузочных механизмов, чтобы произвести идентификацию пакета анодов и анода, используя связь между IDP и положением пакетов, с одной стороны, и между IDA и положением анодов в пакетах, с другой стороны, с целью обеспечения возможности отслеживания анодов;
- в случае необходимости, генерируют новую цифровую сигнатуру для обожженного анода, например, при помощи поста мониторинговой идентификации или централизованной компьютерной системы в зоне расформирования, причем эту новую цифровую сигнатуру используют в дальнейшем для следующих постов идентификации.
В варианте или дополнительно, можно использовать устройство отметки времени для осуществления статистической сортировки во время распознавания сигнатуры. Действительно, зная момент поступления анода на один пост идентификации, можно статистически определить, в какой момент он может поступить на другой пост идентификации. Так, например, заранее выбирают идентификаторы IDA в зависимости от ожидаемого момента прохождения, чтобы осуществить распознавание сигнатуры, что позволяет уменьшить число необходимых сравнений.
Таким образом, система отслеживания, оснащенная устройством мониторинга положения анодов, позволяет повысить надежность отслеживания анодов, производя также мониторинг их положения.
Поскольку в системе отслеживания не применяют специально предназначенного устройства маркировки, можно в принципе генерировать новую цифровую сигнатуру на каждом посту мониторинговой идентификации, что не приводит к необходимости увеличения количества оборудования и, следовательно, к повышению расходов.
В частности, мониторинг пактов анодов можно осуществлять следующим образом.
Согласно варианту выполнения, установка для производства анодов содержит конвейерную зону, в которой пакеты перемещаются между зоной формирования пакетов сырых анодов и местом захвата каждого пакета мостовым краном обжиговой печи. Эта конвейерная зона содержит несколько пакетов сырых анодов в состоянии ожидания. Следовательно, необходимо локализовать эти пакети в ожидании погрузки в ячейки обжиговой печи 16.
Система отслеживания связана с системой погрузки-разгрузки пакетов в печи, в частности, чтобы иметь информацию «захваченные пакеты» и «уложенные пакеты», и информацию о местонахождении мостового крана в реальном времени. В своей внутренней памяти она имеет картографию, содержащую, в частности, общий план печи и координаты конвейера с пакетами анодов. Когда система погрузки-разгрузки пакетов захватывает пакет анодов, система отслеживания идентифицирует пакет, извлеченный мостовым краном, путем связывания положения с IDP и извещает об этом извлечении систему погрузки-разгрузки. Система погрузки-разгрузки обновляет свою картографию. Точно также, при извлечении пакета из конвейерной зоны и последующем возвращении пакета в конвейерную зону, например, по причине технической проблемы, система погрузки-разгрузки получает извещение, чтобы обновить свою картографию.
Кроме того, система погрузки-разгрузки анодов в печи оснащена системами локализации, например, устройствами телеметрии или кодирования, которые позволяют точно определить положение каждого пакета в трех измерениях (X, Y, Z). Система контроля системы погрузки-разгрузки сообщается с системой отслеживания, чтобы непрерывно выдавать положение (X, Y, Z) пакетов. Когда пакет анодов укладывают в ячейку печи, система отслеживания получает извещение об укладке пакета от системы контроля системы погрузки-разгрузки. Система отслеживания использует эту информацию, чтобы определить местонахождение пакета в ячейке и управлять, таким образом, картографией анодов во всей печи, связывая положение пакета в печи с IDP пакета. Система отслеживания отмечает время укладки пакетов анодов, чтобы связать цифровые сигнатуры анодов с данными обжига. Если предположить, что пакет, снятый с конвейера, был уложен системой погрузки-разгрузки за пределами ячеек (на полу, в буферной зоне,…), система отслеживания запоминает местонахождение уложенного пакета при помощи координат системы погрузки-разгрузки. Во время повторного захвата пакета системой погрузки-разгрузки система отслеживания обеспечивает непрерывность мониторинга этого пакета анодов.
Как правило, система погрузки-разгрузки анодов в печи содержит подъемный мостовой кран, оснащенный захватным механизмом. Захватный механизм выполнен с возможностью поднимать целый пакет анодов.
В конце термической обработки каждый пакет обожженных анодов извлекают из ячейки, куда он был помещен системой погрузки-разгрузки, и укладывают на выходной конвейер печи в зоне расформирования. Система погрузки-разгрузки извещает систему отслеживания о поступлении нового пакета обожженных анодов. На основании идентификатора (IDP) пакета анодов система отслеживания выделяет идентификаторы (IDA) анодов в рассматриваемом пакете. Обожженные аноды пакета отделяют друг от друга и идентифицируют, благодаря связи между IDA и положением анода в пакете. Затем обожженные аноды перемещают один за другим при помощи конвейерной системы в цех хранения обожженных анодов.
Чтобы улучшить отслеживание анода, пост идентификации в зоне расформирования пакетов обожженных анодов на выходе обжиговой печи создает новую цифровую сигнатуру анода. Таким образом, получают цифровую сигнатуру, которая соответствует состоянию анода после возможных геометрических деформаций или изменения состояния его поверхности в печи. Эту полученную сигнатуру обожженного анода может использовать любой пост идентификации на выходе цеха обжига для определения и мониторинга анода вплоть до крепления на электролизных штангах. После крепления идентификатор IDA анода можно связать с номером штанги для последующего мониторинга и отслеживания в электролизерах.
Далее со ссылками на фиг. 4 следует описание примера выполнения установки для производства анодов, содержащей пример такой системы отслеживания.
На этой фигуре схематично представлен процесс мониторинга анода согласно варианту осуществления изобретения.
Формование сырых анодов 1 осуществляют в цехе 10 производства анодов. На выходе этого цеха 10 пост 40 первоначальной идентификации позволяет присвоить цифровую сигнатуру каждому аноду. Оптический считыватель 11 снимает по меньшей мере одно черновое изображение 50 сырого анода, и это черновое изображение 50 подвергают цифровой обработке для получения оптимизированного изображения 60, на основании которого генерируют цифровую сигнатуру. С цифровой сигнатурой связывают хронологический номер идентификации IDA анода. Если оптический считыватель 11 или несколько оптических считывателей 11 сняли несколько черновых изображений 50 этого анода, преобразованных затем в оптимизированные изображения, этот же номер идентификации IDA связывают со всеми этими цифровыми сигнатурами.
Если сырой анод признан соответствующим ожидаемому качеству, его направляют в зону 12 хранения перед обжигом. Если анод признан не соответствующим требуемому качеству, его направляют на пост 24 выбраковки. Конвейер 30 обеспечивает перемещение соответствующих требуемому качеству анодов из зоны 12 хранения перед обжигом на пост 13 формирования пакетов. На входе этого поста 13 пост 41 мониторинговой идентификации позволяет идентифицировать сырые аноды перед их укладкой в пакеты. Оптический считыватель 11 снимает по меньшей мере одно черновое изображение 51 сырого анода, и это черновое изображение 51 подвергают цифровой обработке для получения оптимизированного изображения 61. Система отслеживания сравнивает это изображение 61 с оптимизированными изображениями 60, полученными от поста 40 первоначальной идентификации, чтобы распознать цифровую сигнатуру. Затем она связывает номер идентификации IDA, соответствующий этой цифровой сигнатуре, с анодом 1. В этом примере пакет 14 состоит из четырех анодов. Система отслеживания определяет внутренний идентификатор IDP пакета, например, на основании номеров идентификации IDA образующих его анодов. Подвижный мостовой кран 15 обеспечивает захват пакетов 14 анодов, их укладку в обжиговой печи 16, затем их повторный захват и укладку на выходной конвейер 17. Конвейер 17 доставляет пакеты 14 обожженных анодов на пост 18 расформирования. На этом посту пост 42 мониторинговой идентификации позволяет распознать цифровую сигнатуру. Это происходит аналогично тому, что осуществляют на предыдущем посту 41 мониторинговой идентификации, за счет того, что оптический считыватель 11 снимает по меньшей мере одно черновое изображение 52 обожженного анода и что это по меньшей мере одно черновое изображение 52 подвергают цифровой обработке для получения по меньшей мере одного оптимизированного изображения 62, сравниваемого системой отслеживания по меньшей мере с оптимизированными изображениями 61, полученными на предыдущем посту 41 мониторинговой идентификации и/или на посту 40 первоначальной идентификации, и эта система распознает соответствующую ему цифровую сигнатуру, чтобы связать затем с анодом номер идентификации IDA, связанный с этой соответствующей цифровой сигнатурой. Если системе не удается найти соответствующую цифровую сигнатуру, например, вследствие повреждения анода 1 в печи 16 или во время его погрузки-разгрузки, система используют данные позиционирования и отметки времени средств 15 погрузки-разгрузки в печи 16 для обеспечения идентификации анода 1.
На выходе поста 18 расформирования аноды 1 поступают в зону 19 хранения после обжига, если они соответствуют требуемому качеству, или в зону 20 отбраковки обожженного анода 1, если этот обожженный анод 1 признан не соответствующим требуемому качеству. В этом примере выполнения на выходе зоны 19 хранения после обжига находится также пост 43 мониторинговой идентификации для улучшения мониторинга анодов, при этом оптический считыватель 11 этого поста 43 снимает по меньшей мере одно черновое изображение 53 обожженного анода, и это черновое изображение 53 повергают цифровой обработке, чтобы получить оптимизированное изображение 63, которое сравнивают по меньшей мере с оптимизированными изображениями 62, полученными на посту 42 идентификации, чтобы распознать соответствующую ему цифровую сигнатуру. Затем система отслеживания идентифицирует номер IDA анода при помощи цифровой сигнатуры.
На выходе поста 19 хранения соответствующие требуемому качеству обожженные аноды поступают в сборочный цех 21 для соединения с электролизными штангами 22. На входе сборочного цеха 21 пост 44 идентификации позволяет идентифицировать обожженные аноды до их закрепления тоже при помощи оптического считывателя 11, снимающего по меньшей мере одно черновое изображение 54 каждого обожженного анода, которое подвергают цифровой обработке для получения по меньшей мере одного оптимизированного изображения 64, сравниваемого по меньшей мере с оптимизированными изображениями 63, полученными на предыдущем посту 43 идентификации, чтобы распознать цифровую сигнатуру, связанную с номером идентификации IDA этого анода.
Электролизные штанги могут иметь маркировку 23 и номер идентификации IDR. Система отслеживания связывает этот номер идентификации IDR каждой штанги 22 с номером идентификации IDA анода, соединяемого с этой штангой 22, для обеспечения непрерывности отслеживания анодов вплоть до электролизеров, затем анодных остатков на выходе электролизеров.
Кроме того, система отслеживания позволяет пополнять базу данных, которая позволяет связывать все данные с каждым произведенным анодом и которая, как правило, включает в себя:
- идентификаторы анодов;
- отметку времени поступления каждого анода на пост первоначальной идентификации на выходе цеха производства сырых анодов;
- параметры производственного цеха 10, такие как состав анода и параметры его формования;
- параметры обжига в печи 16, получаемые от системы контроля обжига;
- положение в обжиговой печи;
- данные лаборатории анализа качества анодов;
- номер электролизной штанги, соединенной с анодом.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ОТСЛЕЖИВАНИЯ И УПРАВЛЕНИЯ ЖИЗНЕННЫМ ЦИКЛОМ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2022 |
|
RU2799185C1 |
| УСТРОЙСТВО И СПОСОБ ОПТИМИЗАЦИИ ГОРЕНИЯ В ЛИНИЯХ ПЕРЕГОРОДОК МНОГОКАМЕРНОЙ ПЕЧИ ДЛЯ ОБЖИГА УГЛЕРОДИСТЫХ БЛОКОВ | 2012 |
|
RU2600607C2 |
| СИСТЕМА И СПОСОБ ОТСЛЕЖИВАНИЯ ОБЪЕКТА | 2004 |
|
RU2370817C2 |
| СПОСОБ ОТСЛЕЖИВАНИЯ, ОБНАРУЖЕНИЯ И ИДЕНТИФИКАЦИИ ИНТЕРЕСУЮЩИХ ОБЪЕКТОВ И АВТОНОМНОЕ УСТРОЙСТВО C ЗАЩИТОЙ ОТ КОПИРОВАНИЯ И ВЗЛОМА ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2789609C1 |
| СИСТЕМА ОТСЛЕЖИВАНИЯ И УПРЕЖДЕНИЯ КРАЖ | 2017 |
|
RU2740619C2 |
| ВЕРИФИКАЦИЯ АУТЕНТИЧНОСТИ | 2006 |
|
RU2417448C2 |
| ОПРЕДЕЛЕНИЕ ДОЗИРОВКИ СВЯЗУЮЩЕГО ВЕЩЕСТВА ДЛЯ ОБЪЕДИНЕНИЯ С ДИСПЕРСНЫМ МАТЕРИАЛОМ С ПОЛУЧЕНИЕМ ЭЛЕКТРОДА | 2015 |
|
RU2639090C1 |
| ОТСЛЕЖИВАНИЕ ОБЪЕКТОВ В ТРУБОПРОВОДАХ | 2009 |
|
RU2515126C2 |
| СИСТЕМА ОТСЛЕЖИВАНИЯ ДЛЯ ОТСЛЕЖИВАНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2785196C1 |
| СИСТЕМА И СПОСОБ ДЛЯ ОТСЛЕЖИВАНИЯ ТОЧКИ ВЗГЛЯДА НАБЛЮДАТЕЛЯ | 2011 |
|
RU2565482C2 |
Изобретение относится к способу отслеживания углеродистых блоков во время их обработки, их транспортировки и/или их хранения. Способ включает отслеживание углеродистых блоков во время их обработки, их транспортировки и/или их хранения в системе, содержащей по меньшей мере один пост первоначальной идентификации по меньшей мере одного углеродистого блока, генератор сигнатуры, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством первоначальной съемки, по меньшей мере один характерный визуальный признак для генерирования и сохранения в памяти по меньшей мере одной цифровой сигнатуры для углеродистого блока, по меньшей мере один пост мониторинговой идентификации углеродистого блока, по меньшей мере один детектор, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством мониторинговой съемки, по меньшей мере частично указанный характерный визуальный признак и распознавать цифровую сигнатуру углеродистого блока для идентификации углеродистого блока, при этом делают по меньшей мере один первоначальный снимок по меньшей мере части наружной поверхности по меньшей мере одного углеродистого блока при помощи поста первоначальной идентификации, обнаруживают на первоначальном снимке по меньшей мере один характерный визуальный признак, генерируют и сохраняют в памяти по меньшей мере одну цифровую сигнатуру для углеродистого блока на основании указанного характерного визуального признака, распознают цифровую сигнатуру по меньшей мере на одном посту мониторинговой идентификации. Обеспечивается повышение надежности отслеживания анодов и, в целом, углеродистых блоков в ходе всего их использования, обеспечение минимальных габаритов системы, возможность легко применять ее в любой точке пути прохождения углеродистого блока, мониторинг блоков до и после термической обработки и удешевление отслеживания. 17 з.п. ф-лы, 4 ил.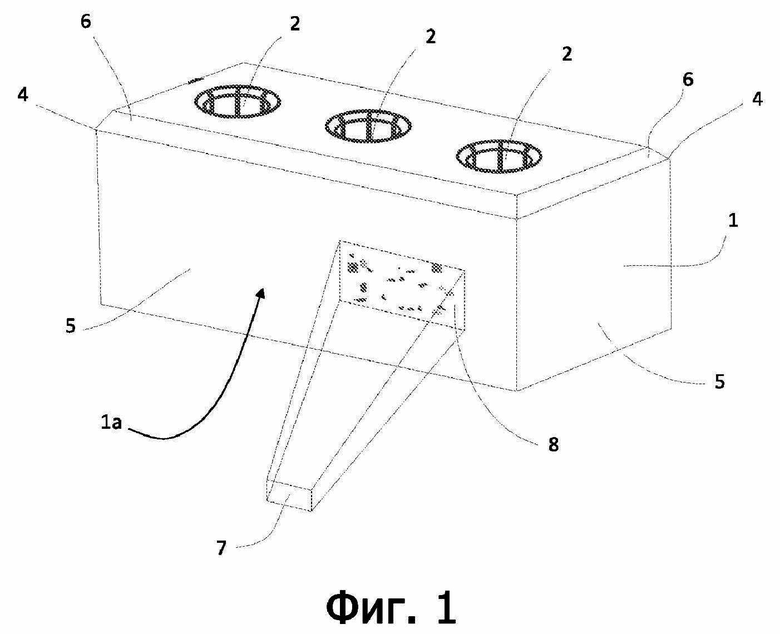
1. Способ отслеживания углеродистых блоков (1) от изготовления блоков до их крепления на электролизных штангах для мониторинга блоков до и после термической обработки, применяемой в установке (100) для производства углеродистых блоков, содержащей:
систему отслеживания углеродистых блоков (1) во время их обработки, их транспортировки и/или их хранения, содержащую:
по меньшей мере один пост (40) первоначальной идентификации по меньшей мере одного углеродистого блока (1), при этом пост первоначальной идентификации содержит устройство первоначальной съемки по меньшей мере части наружной поверхности (1а) углеродистого блока (1);
генератор сигнатуры, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством первоначальной съемки, по меньшей мере один характерный визуальный признак, чтобы генерировать и сохранить в памяти по меньшей мере одну цифровую сигнатуру для углеродистого блока (1) на основании указанного характерного визуального признака;
по меньшей мере один пост (41, 42, 43, 44) мониторинговой идентификации углеродистого блока (1), при этом пост (41, 42, 43, 44) мониторинговой идентификации содержит устройство мониторинговой съемки по меньшей мере части наружной поверхности (1а) углеродистого блока (1);
по меньшей мере один детектор, позволяющий обнаруживать по меньшей мере на одном снимке, сделанном устройством мониторинговой съемки, по меньшей мере частично, указанный характерный визуальный признак и распознавать цифровую сигнатуру углеродистого блока (1) для идентификации углеродистого блока (1), и,
между двумя постами (41, 42, 43, 44) идентификации системы отслеживания по меньшей мере одну зону обработки, и/или хранения, и/или транспортировки углеродистых блоков (1),
при этом указанный способ содержит этапы, на которых:
делают по меньшей мере один первоначальный снимок по меньшей мере части наружной поверхности (1а) по меньшей мере одного углеродистого блока (1) при помощи поста первоначальной идентификации;
обнаруживают на первоначальном снимке по меньшей мере один характерный визуальный признак;
генерируют и сохраняют в памяти по меньшей мере одну цифровую сигнатуру для углеродистого блока (1) на основании указанного характерного визуального признака;
распознают цифровую сигнатуру по меньшей мере на одном посту (41, 42, 43, 44) мониторинговой идентификации.
2. Способ по п. 1, содержащий этапы, на которых:
транспортируют углеродистый блок (1) на пост мониторинговой идентификации;
делают по меньшей мере один мониторинговый снимок по меньшей мере части наружной поверхности углеродистого блока (1) при помощи поста (41, 42, 43, 44) мониторинговой идентификации;
обнаруживают на мониторинговом снимке указанный по меньшей мере один характерный визуальный признак;
распознают цифровую сигнатуру углеродистого блока (1).
3. Способ по п. 1 или 2, в котором на этапе распознавания сравнивают характерный визуальный признак первоначального снимка и характерный визуальный признак мониторингового снимка и определяют степень сходства между характерными визуальными признаками двух снимков.
4. Способ по п. 2 или 3, содержащий этапы, на которых:
сохраняют в памяти положение углеродистого блока (1) по меньшей мере в одной зоне обработки, и/или хранения, и/или транспортировки,
при этом на этапе распознавания цифровой сигнатуры устанавливают соответствие между характерным визуальным признаком первоначального снимка и характерным визуальным признаком мониторингового снимка посредством распознавания положения углеродистого блока (1) в указанной по меньшей мере одной зоне обработки, и/или хранения, и/или транспортировки.
5. Способ по любому из пп. 1-4, в котором указанный по меньшей мере один характерный визуальный признак на поверхности углеродистого блока (1) представляет собой определенную геометрическую форму, вписанную в текстуру углеродистого блока (1), при этом на этапе генерирования и сохранения в памяти по меньшей мере одной цифровой сигнатуры для углеродистого блока (1) на основании указанного характерного визуального признака генерируют по меньшей мере одну цифровую сигнатуру на основании указанной определенной геометрической формы, вписанной в текстуру углеродистого блока (1).
6. Способ по п. 5, в котором указанный по меньшей мере один характерный визуальный признак на поверхности углеродистого блока (1) представляет собой расположение и/или характерную морфологию зерен (9а).
7. Способ по п. 5 или 6, в котором указанный по меньшей мере один характерный визуальный признак на поверхности углеродистого блока (1) представляет собой один или несколько рельефных дефектов в связующей матрице (9b), окружающей зерна (9а).
8. Способ по любому из пп. 1-7, в котором указанный по меньшей мере один характерный визуальный признак на поверхности углеродистого блока (1) представляет собой, по меньшей мере частично, отпечатки (3) пробок, используемых во время придания формы углеродистому блоку (1) для формования полостей (2), предназначенных для размещения в них электролизных штанг (22), при этом на этапе генерирования и сохранения в памяти по меньшей мере одной цифровой сигнатуры для углеродистого блока (1) на основании указанного характерного визуального признака генерируют по меньшей мере одну цифровую сигнатуру на основании, по меньшей мере частично, отпечатков (3) пробок, используемых во время придания формы углеродистому блоку (1) для формования полостей (2), предназначенных для размещения в них электролизных штанг (22).
9. Способ по любому из пп. 1-8, в котором указанный по меньшей мере один характерный визуальный признак на поверхности углеродистого блока (1) представляет собой особую геометрическую форму на поверхности углеродистого блока (1), при этом на этапе генерирования и сохранения в памяти по меньшей мере одной цифровой сигнатуры для углеродистого блока (1) на основании указанного характерного визуального признака генерируют по меньшей мере одну цифровую сигнатуру на основании указанной особой геометрической формы на поверхности углеродистого блока (1).
10. Способ по любому из пп. 1-9, в котором устройства съемки содержат оптический считыватель (11) и устройство записи по меньшей мере одного чернового изображения (50, 51, 52, 53, 54), снятого указанным оптическим считывателем (11).
11. Способ по п. 10, в котором система отслеживания содержит устройство цифровой обработки указанного по меньшей мере одного чернового изображения, которое позволяет генерировать оптимизированное изображение (60, 61, 62, 63, 64), на котором проявляется указанный по меньшей мере один характерный визуальный признак наружной поверхности (1а) углеродистого блока (1).
12. Способ по любому из пп. 1-11, в котором пост (40) первоначальной идентификации совпадает с постом (41, 42, 43, 44) мониторинговой идентификации.
13. Способ по любому из пп. 1-12, содержащий множество постов (41, 42, 43, 44) мониторинговой идентификации.
14. Способ по любому из пп. 1-13, содержащий устройство мониторинга положения, позволяющее определять и регистрировать положение углеродистого блока (1) между двумя постами (41, 42, 43, 44) идентификации.
15. Способ по п. 14, содержащий устройство отметки времени для положений углеродистого блока (1).
16. Способ по п. 14 или 15, содержащий средства транспортировки и погрузки-разгрузки углеродистых блоков (1) для формирования пакетов (14) углеродистых блоков (1) с целью их термической обработки в обжиговой печи (16) и средства расформирования пакетов (14) после их термической обработки, при этом устройство мониторинга положения выполнено с возможностью определять положение каждого углеродистого блока (1) в пакетах (14) и положение пакетов (14) в печи (16).
17. Способ по любому из пп. 1-16, предназначенный для отслеживания углеродистого блока, предназначенного для электролизного производства алюминия.
18. Способ по любому из пп. 1-17, в котором по меньшей мере одна зона обработки, и/или хранения, и/или транспортировки углеродистых блоков содержит печь (16) обжига углеродистых блоков (1), при этом пост (40) первоначальной идентификации расположен на входе обжиговой печи (16), чтобы определять цифровую сигнатуру на сыром углеродистом блоке (1), при этом по меньшей мере один пост (41, 42, 43, 44) мониторинговой идентификации расположен на выходе печи, чтобы распознавать цифровую сигнатуру обожженного углеродистого блока (1).
| WO 2006994427 A1, 12.01.2006 | |||
| WO 2012168501 A1, 13.12.2012 | |||
| US 2009136122 A1, 28.05.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ И СОСТАВ КОМПОЗИЦИИ ДЛЯ ПОКРЫТИЯ ОПЕРАЦИОННОГО ПОЛЯ И РАНЕВЫХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2738710C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОКСОВЫХ ПЛАСТИН ДЛЯ ФТОРНЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2123542C1 |

