Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для определения бокового контура полосы и/или положения кромок полосы продвигающейся через транспортерное устройство прокатного стана металлической полосы, а также к способу корректирования направления движения полосы.
Уровень техники
При прокатке в прокатном стане поэтапно сокращают толщину протягиваемых через клети прокатного стана металлических полос, причем уменьшение толщины также приводит к изменению ширины. Ориентирование боковых кромок по длине металлической полосы относительно продольной оси металлической полосы - в рамках этой заявки также называемых боковым контуром полосы - может быть различным. Например, это может приводить к так называемому саблевидному искривлению, причем одна боковая кромка смещается в направлении продольной оси, тогда как другая кромка смещается по направлению в сторону от продольной оси. Предпочтительным является практически параллельное выравнивание боковых кромок относительно продольной оси. Предпринимались попытки выявлять отклонения от этого желательного идеального состояния заблаговременно, чтобы иметь возможность начинать контрмеры. Например, отслеживают боковой контур полосы с помощью камеры, и при необходимости компенсируют неблагоприятное развитие изменениями положения валков в клетях прокатного стана. Однако необходимое для этого оборудование с камерами требует дополнительного места, повышает сложность прокатного стана, является дорогостоящим и нуждающимся в постоянном наблюдении и обслуживании, и подвержено ошибкам при неблагоприятных для визуального распознавания условиях окружающей среды.
Из патентного документа DE102004043790A1 известно определение саблевидного искривления посредством специальных устройств измерением положения и/или силы давления кромкой металлической полосы, и соответственно этому побуждение к изменению геометрии зазора валков.
Сущность изобретения
Техническая задача
Должны быть представлены устройство и способ его эксплуатации, которые обеспечивают возможность конструктивно простого определения бокового контура полосы и/или положения кромок полосы движущейся в прокатном стане металлической полосы.
Техническое решение
Эта задача решается посредством устройства для определения бокового контура полосы и/или положения кромок полосы по меньшей мере одного участка движущейся через транспортирующее металлическую полосу устройство прокатного стана, предпочтительно стана горячей прокатки, металлической полосы (1),
которое имеет по меньшей мере один сенсорный элемент (3) для регистрации надлежащих данных для определения бокового контура полосы и/или положения кромок полосы, который предназначен для приведения в контакт с боковой кромкой движущейся металлической полосы,
отличающегося тем, что
по меньшей мере один сенсорный элемент (3) встроен в боковую направляющую (17) транспортирующего металлическую полосу устройства, причем боковая направляющая (17) включает по меньшей мере один размещенный в модуле основной части боковой направляющей износостойкий элемент (8) с позиционным регулятором (9) износостойкого элемента, который может вращаться вокруг оси вращения, по существу перпендикулярной направляющей плоскости боковой направляющей,
причем износостойкий элемент (8) с позиционным регулятором (9) износостойкого элемента выполнен как сенсорный элемент.
Металлическая полоса перемещается в прокатном стане посредством транспортирующего металлическую полосу устройства, например, рольганга.
Боковой контур полосы и/или положение по меньшей мере кромок полосы могут быть определены, например, перед клетью прокатного стана, после клети прокатного стана, между различными клетями прокатного стана.
Боковой контур полосы и/или положение кромок полосы могут быть определены для всей металлической полосы или одного участка металлической полосы.
Боковые направляющие служат для того, чтобы направлять металлическую полосу посредством контакта с ее боковыми кромками.
Согласно изобретению, по меньшей мере один сенсорный элемент встроен в боковую направляющую транспортирующего металлическую полосу устройства. По меньшей мере соответствующий один сенсорный элемент в каждом случае также может быть встроен в многие боковые направляющие, например, боковые направляющие с обеих сторон металлической полосы. В одной или многих боковых направляющих также могут присутствовать многочисленные сенсорные элементы. Предпочтительно по меньшей мере два сенсорных элемента установлены таким образом, что на каждой продольной стороне металлической полосы может быть применен по меньшей мере один сенсорный элемент для регистрации пригодных для определения бокового контура полосы и/или положения по меньшей мере кромок полосы данных. Сенсорный элемент предназначен для регистрации пригодных для определения бокового контура полосы и/или положения по меньшей мере кромок полосы данных, и может быть приведен в контакт с боковой кромкой движущейся металлической полосы.
Согласно изобретению, боковая направляющая включает по меньшей мере один размещенный в модуле основной части боковой направляющей износостойкий элемент с позиционным регулятором износостойкого элемента. Износостойкий элемент с позиционным регулятором износостойкого элемента выполнен как сенсорный элемент.
Как изложено в патентном документе WO2015043926A1, описание изобретения которого включено в настоящую заявку, боковая направляющая имеет направляющую плоскость, например, направляющую плоскость модуля основной части боковой направляющей. Износостойкие элементы могут вращаться вокруг оси вращения - причем ось вращения, например, по существу перпендикулярна направляющей плоскости боковой направляющей, которая, например, представляет собой направляющую плоскость ее модуля основной части. Направляющая плоскость боковой направляющей - которая, например, составляет направляющую плоскость ее модуля основной части - предпочтительно является по существу вертикальной, предпочтительно при работе также ориентированной по существу перпендикулярно поверхности полосы движущейся металлической полосы. Вследствие возможности вращения износостойкие элементы могут занимать различные вращательные положения. Вращение может производиться в определенные дискретные положения, которые удерживаются в течение более длительного времени; например, поворотом относительно исходного положения на 8°, соответственно, на целочисленные кратные 8° положения, и оставаться в этом состоянии столь долго, пока вследствие далеко зашедшего износа не потребуется новое положение. Вращение также может происходить непрерывно. Износостойкие элементы предпочтительно имеют износостойкую поверхность, которая является по существу плоской и во всех положениях вращения по существу параллельной направляющей плоскости.
Формулировкой «по существу» подразумеваются незначительные отклонения от перпендикулярного, соответственно, вертикального, соответственно, параллельного, соответственно, плоского положения, которые определяются, например, производственными допусками; например, отклонения до +/-5°.
Износостойкие элементы могут быть сформированы, например, дискообразными.
Позиционный регулятор износостойкого элемента может включать привод поворота для изменения положения вращения износостойкого элемента относительно вращения вокруг оси вращения. Он также может включать привод поступательного сдвига для сдвигания износостойкого элемента по направлению оси вращения. Позиционный регулятор износостойкого элемента также может включать привод поворота для изменения положения вращения износостойкого элемента относительно вращения вокруг оси вращения и привод поступательного сдвига для сдвигания износостойкого элемента по направлению оси вращения.
Преимущественные результаты изобретения
Соответствующая изобретению конструкция обеспечивает возможность компактным образом осуществлять определение контура полосы и, соответственно, определение положения кромок, и экономически благоприятное использование уже имеющихся для другой цели элементов боковой направляющей в качестве сенсорного элемента.
Согласно изобретению, по меньшей мере один износостойкий элемент с позиционным регулятором износостойкого элемента выполнен как сенсорный элемент. Контакт с боковой кромкой металлической полосы достигается посредством износостойкой поверхности износостойкого элемента; это производится и так уже для исполнения направляющей функции боковой направляющей посредством износостойкого элемента. Например, позиционный регулятор износостойкого элемента пригоден для измерения перемещения относительно контрольного положения, и/или для измерения прилагаемого к износостойкому элементу усилия. Износостойкий элемент с позиционным регулятором износостойкого элемента может действовать как сенсорный элемент, также в то время, как боковая направляющая исполняет функцию проводки.
Когда износостойкие элементы могут вращаться вокруг ориентированной по существу перпендикулярно направляющей плоскости оси вращения - и в особенности, когда они также имеют износостойкую поверхность, которая является по существу плоской и во всех положениях вращения параллельной направляющей плоскости модуля основной части, - возможно исполнение как функции проводки, так и функции в качестве сенсорного элемента в течение длительного времени без необходимости в замене. Благодаря тому, что износостойкие элементы могут поворачиваться в различные положения вращения, износ вследствие направляющих может быть распределен, что увеличивает срок службы износостойких элементов. В установках, какие известны из патентного документа DE102006024761A1, например, направляющая планка боковой направляющей изнашивается сравнительно явно быстрее. Если бы сенсорный элемент использовался в качестве направляющего элемента, он так же, как направляющая планка, подлежал бы замене часто и с необходимостью значительных затрат. Во избежание этих проблем в таких установках сенсорный элемент там не используется в качестве одновременно как направляющий элемент, и поэтому изнашивается меньше. Описанная выше конструкция с увеличенным сроком службы позволяет использовать износостойкий элемент также в качестве сенсорного элемента, без обусловленной этим большой необходимости в обновлении сенсорного элемента. Поскольку не требуются никакие отдельные от износостойких элементов сенсорные элементы, сооружение и обслуживание становятся менее затратными.
Предпочтительно, когда имеются многочисленные сенсорные элементы. Тем самым улучшается измерение металлической полосы, так как результаты измерений могут быть получены одновременно во многих местах металлической полосы.
Предпочтительно имеется устройство для создания контакта для начального момента времени с предварительно выбранным начальным усилием контакта. Например, это может быть выполнено механическим или гидравлическим способом, например, посредством пружинного элемента или с помощью гидравлической системы или, соответственно, гидроцилиндра.
По меньшей мере один сенсорный элемент предпочтительно предназначен для измерения перемещения относительно контрольного положения.
По меньшей мере один сенсорный элемент предпочтительно предназначен для измерения прилагаемой к сенсорному элементу силы.
Соответствующее изобретению устройство для определения бокового контура полосы и/или положения кромок полосы с износостойкими элементами в принципе может быть, например, выполнено так, как показано в патентном документе WO2015043926A1, содержание которого включено в настоящую заявку.
На каждой из обеих боковых кромок металлической полосы предпочтительно приводится в контакт с ней по меньшей мере один сенсорный элемент. На каждой из обеих боковых кромок также могут находиться многие сенсорные элементы.
Предпочтительно имеется устройство для сохранения занимаемого к начальному моменту времени положения сенсорного элемента, пока прилагаемая металлической полосой к сенсорному элементу сила составляет величину выше 0 и остается ниже предельного значения.
Согласно одному предпочтительному варианту осуществления, устройство для определения бокового контура полосы и/или положения кромок полосы также пригодно для передачи зарегистрированных результатов измерений, и/или о боковом контуре полосы, и/или о положении кромок полосы, на управляющие и/или регулирующие устройства для клети прокатного стана и/или для боковых направляющих.
Дополнительным объектом настоящего изобретения является способ эксплуатации соответствующего изобретению устройства. Он представляет собой способ определения бокового контура полосы и/или положения кромок полосы по меньшей мере на одном участке движущейся через транспортирующее металлическую полосу устройство прокатного стана, предпочтительно стана для горячей прокатки, металлической полосы,
характеризующийся тем, что
в начальной момент времени по меньшей мере один сенсорный элемент приводится в контакт с боковой кромкой металлической полосы, и посредством сенсорного элемента регистрируются пригодные для определения бокового контура полосы и/или положения кромок полосы результаты измерений, в то время как участок металлической полосы протягивается мимо сенсорного элемента.
Согласно изобретению, контакт сенсорного элемента с боковой кромкой металлической полосы используется, чтобы определять контур полосы и, соответственно, определять положение кромок полосы относительно контрольного положения. Посредством прямого контакта и измерения непосредственно на металлической полосе это может быть выполнено точнее и с меньшей чувствительностью к условиям окружающей среды, чем в способах с наблюдением через камеры.
На каждой из обеих боковых кромок металлической полосы может быть приведен в контакт по меньшей мере один сенсорный элемент. На каждой из боковых кромок также могут находиться многие сенсорные элементы.
Контакт в начальной момент времени реализуется с предварительно выбранной силой, с которой сенсорный элемент прижимается к боковой кромке, предпочтительно по возможности бережно, во избежание повреждения боковой кромки.
Сенсорный элемент к начальному моменту времени приводится в контакт с одной боковой кромкой движущейся металлической полосы. При этом начальный момент времени относится к началу осуществления способа определения бокового контура полосы; способ начинается созданием контакта между сенсорным элементом и боковой кромкой. Посредством сенсорного элемента, в то время как металлическая полоса - соответственно, измеряемый участок металлической полосы - протягивается мимо сенсорного элемента, регистрируются пригодные для определения бокового контура полосы и/или положения кромок полосы результаты измерений. Например, измеренные данные могут иметь отношение к величине перемещения, соответственно к расстоянию, или к силе. Когда для создания контакта - также называемого подводом - используют, например, гидравлическую систему, соответственно, гидроцилиндр, измеренные данные также могут относиться к переменному давлению в гидравлической системе, соответственно, в гидроцилиндре во время продвижения металлической полосы.
Результаты измерений могут быть определены при подержании контакта, или же относятся к возникающему по обстоятельствам прерыванию контакта.
На основе собранных измеренных данных делается вывод о боковом контуре полосы и/или положении кромок полосы.
Согласно одному предпочтительному варианту, измеренные данные относятся к расстоянию сенсорного элемента от контрольного положения при контакте с боковой кромкой металлической полосы. Например, могут быть измерены изменения расстояния - то есть, пути, или величины расстояния. Например, в момент времени, в который сохраняется контакт сенсорного элемента с боковой кромкой металлической полосы, определяется расстояние сенсорного элемента от контрольного положения - в принципе, преднамеренно определяемого эксплуатационником. При этом расстояние может также составлять 0, когда контрольное положение выбрано соответствующим образом. Например, контрольное положение может представлять собой начало отсчета, например, на прокатном стане, или контрольное положение сенсорного элемента, который может занимать многие положения.
Расстояние сенсорного элемента от контрольного положения может быть измерено простым образом.
Согласно одному предпочтительному варианту, измеренные данные имеют отношение к силе, прилагаемой металлической полосой к сенсорному элементу. Например, могут измеряться изменения силы, или величина силы. Сила также может быть равной 0, когда, например, вследствие саблевидного искривления прерывается контакт между боковой кромкой металлической полосы и сенсорным элементом. Прилагаемая металлической полосой к сенсорному элементу сила может быть измерена простым путем.
Согласно одному предпочтительному варианту, после начального момента времени, в то время как участок металлической полосы проходит мимо сенсорного элемента, регистрируются результаты измерений силы, прилагаемой металлической полосой к сенсорному элементу, причем занимаемое сенсорным элементом к начальному моменту времени положение сохраняется, пока прилагаемая металлической полосой к сенсорному элементу сила составляет величину выше 0 и ниже предельного значения. Предельное значение может быть выбрано исполнителем способа. Если предельное значение превышается, положение изменяется так, что сила снижается - тем самым предотвращается повреждение боковой кромки. Этим путем может быть просто установлено, имеет ли участок саблевидное искривление. Поскольку положение сенсорного элемента не изменяется по отношению к начальному моменту времени, возникновение саблевидного искривления может приводить к увеличению силы, так как металлическая полоса вследствие выгибания сильнее давит на сенсорный элемент.
Регистрируются результаты измерений прилагаемой к сенсорному элементу металлической полосой силы. Занимаемое сенсорным элементом к начальному моменту времени положение поддерживается, пока прилагаемая металлической полосой к сенсорному элементу сила составляет величину выше 0 и ниже предельного значения. Сохранение занимаемого сенсорным элементом к начальному моменту времени положения может быть достигнуто, например, следующим образом: сенсорный элемент в начальный момент времени подводят к металлической полосе для создания контакта посредством гидроцилиндра с приложением начального контактного усилия, и затем гидроцилиндр фиксируют в этом положении перекрыванием течения гидравлической жидкости между его камерами. Чтобы избежать превышения предельного значения силы, прилагаемой металлической полосой к гидроцилиндру, может быть предусмотрен соответственно отрегулированный клапан.
Когда возникновение саблевидного искривления приводит к потере контакта, сила снижается до 0. Тогда вследствие исчезновения сопротивления может быть так, что сенсорный элемент несколько изменяет свое положение.
Согласно одному предпочтительному варианту, контакт к начальному моменту времени создается с предварительно выбранным начальным контактным усилием, и после начального момента времени контакт между боковой кромкой и сенсорным элементом сохраняется, в то время как участок металлической полосы протягивается мимо сенсорного элемента, и регистрируются результаты измерений необходимых для этого изменений расстояние до контрольного положения. Этим путем может быть просто установлено, имеет ли участок саблевидное искривление. Когда имеется саблевидное искривление, сенсорный элемент должен покидать свое занимаемое к начальному моменту времени для сохранения контакта положение, чтобы сохранять начальное контактное усилие.
На основе обсуждаемых выше результатов измерений определяют боковой контур полосы и/или положение кромок полосы металлической полосы, соответственно, участка металлической полосы, на котором проводили измерение. Например, из измеренных данных они могут быть простым путем рассчитаны с привлечением скорости движения полосы и момента времени определения результатов измерений. Например, изменения положения сенсорного элемента, необходимые для сохранения контакта при начальном контактном усилии, совместно с соответствующими сведениями о моменте времени показывают, в каких местах протяженности измеряемой металлической полосы имеются вогнутости или выпуклости саблевидного искривления - тем самым можно определить боковой контур полосы и/или положение кромок полосы.
Путем определения положения кромки полосы относительно контрольного положения можно выяснить, имеются ли отклонения от желательного продвижения полосы. Например, можно выяснить, когда металлическая полоса, которая имеет желательную ширину без саблевидного искривления, входит или выходит из прокатной клети наискось относительно желательного направления перемещения полосы.
Так же, как возникновение саблевидного искривления, что-нибудь нежелательное может быть согласно изобретению простым образом выявлено определением положения кромок полосы, и в результате этого при необходимости скорректировано.
Дополнительным предметом настоящего изобретения является способ корректирования перемещения полосы движущейся через транспортирующее металлическую полосу устройство прокатного стана, предпочтительно стана для горячей прокатки, металлической полосы посредством соответствующего изобретению устройства, отличающийся тем, что на основе зарегистрированных способом согласно изобретению данных измерений и/или на основе определенного бокового контура полосы и/или положения кромок полосы предпринимаются действия для регулирования одной или многих прокатных клетей и/или одной или многих боковых направляющих прокатного стана.
Предпочтительным в рамках корректирующих действий является регулирование на прокатных клетях и/или боковых направляющих, которое выполняют на основе зарегистрированных согласно изобретению результатов измерений и/или определенных согласно изобретению бокового контура полосы и/или положения кромок полосы.
Прокатный стан включает, помимо прочего, прокатные клети, транспортирующие металлическую полосу устройства и боковые направляющие для металлической полосы. На основе собранных данных измерений и/или бокового контура полосы и/или положения кромок полосы, определенных соответствующим изобретению способом, может быть установлено, какие по обстоятельствам нежелательные контуры полосы, соответственно, движение полосы, фактически имеют место. Соответственно этому, при необходимости могут быть предприняты корректирующие действия, такие как перестановка валков в прокатной клети или смещение положения боковых направляющих.
Например, известно расстояние от сенсорного элемента - например, до следующего по направлению движения - исполнительного элемента, посредством которого может быть оказано воздействие на боковой контур полосы - например, расстояние до зазора между валками следующей прокатной клети. Тогда при известной скорости движения полосы можно рассчитать, к какому моменту времени должно производиться корректирующее действие в исполнительном элементе, и что должно выполняться для корректирующего действия, чтобы скорректировать выявленное отклонение от желательного бокового контура полосы, соответственно, желательного перемещения полосы.
В случае традиционных конструкций прокатных станов чистовая группа состоит из 5-7 прокатных клетей, размещенных на расстояниях в 5-7 метрах друг от друга. Перед каждой прокатной клетью находится направляющая полосу входная планка в качестве боковой направляющей. Назначением этих направляющих полосу входных планок является введение начала полосы посередине в прокатную клеть, соответственно, в зазор между ее валками. Если согласно соответствующему изобретению варианту исполнения сенсорный элемент встроен в боковые направляющие, например, в различные направляющие полосу входные планки, во многих точках измерения на протяжении полосы по ее длине может быть измерен контур полосы. После первого сенсорного элемента произведенные в последующей за этим сенсорным элементом прокатной клети корректирующие действия могут быть также непосредственно проверены следующим после этой прокатной клети сенсорным элементом. В результате этого при необходимости дополнительной стадией корректирования посредством измеренных следующим сенсорным элементом значений в следующей прокатной клети может быть выполнено новое дополнительное корректирование. Число возможных стадий корректирования зависит, например, от числа прокатных клетей и числа сенсорных элементов, соответственно, числа оснащенных сенсорными элементами боковых направляющих, соответственно, направляющих полосу входных планок.
В принципе корректирующие действия также могут быть предприняты таким образом, что изменяют положение боковых направляющих.
Боковые направляющие в прокатном стане в принципе могут быть, например, сформированы так, как раскрыто в патентном документе WO2015043926A1, содержание которого включено в настоящую заявку.
Дополнительным предметом настоящего изобретения является устройство для обработки сигналов с машиночитаемым программным кодом, отличающееся тем, что оно имеет управляющие команды для исполнения соответствующего изобретению способа.
Дополнительным предметом настоящего изобретения является машиночитаемый программный код для устройства для обработки сигналов, отличающийся тем, что программный код содержит управляющие команды, которые побуждают устройство для обработки сигналов к исполнению соответствующего изобретению способа.
Дополнительным предметом настоящего изобретения носитель информации с сохраняемым в нем соответствующим изобретению машиночитаемым программным кодом.
Краткое описание чертежей
Изобретение разъясняется посредством схематических примерных изображений вариантов исполнения.
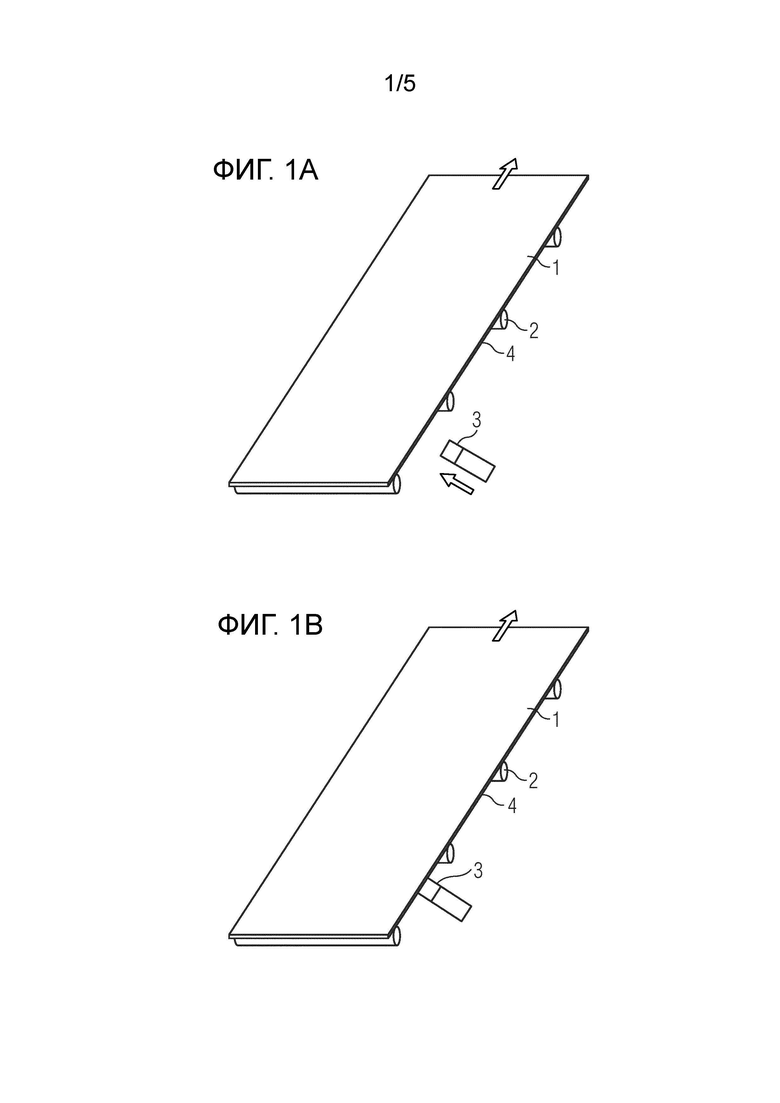
Фигуры 1а, 1b, 1с схематически показывают, как исполняется способ определения бокового контура полосы участка движущейся через транспортирующее металлическую полосу устройство прокатного стана металлической полосы в соответствующем изобретению устройстве.
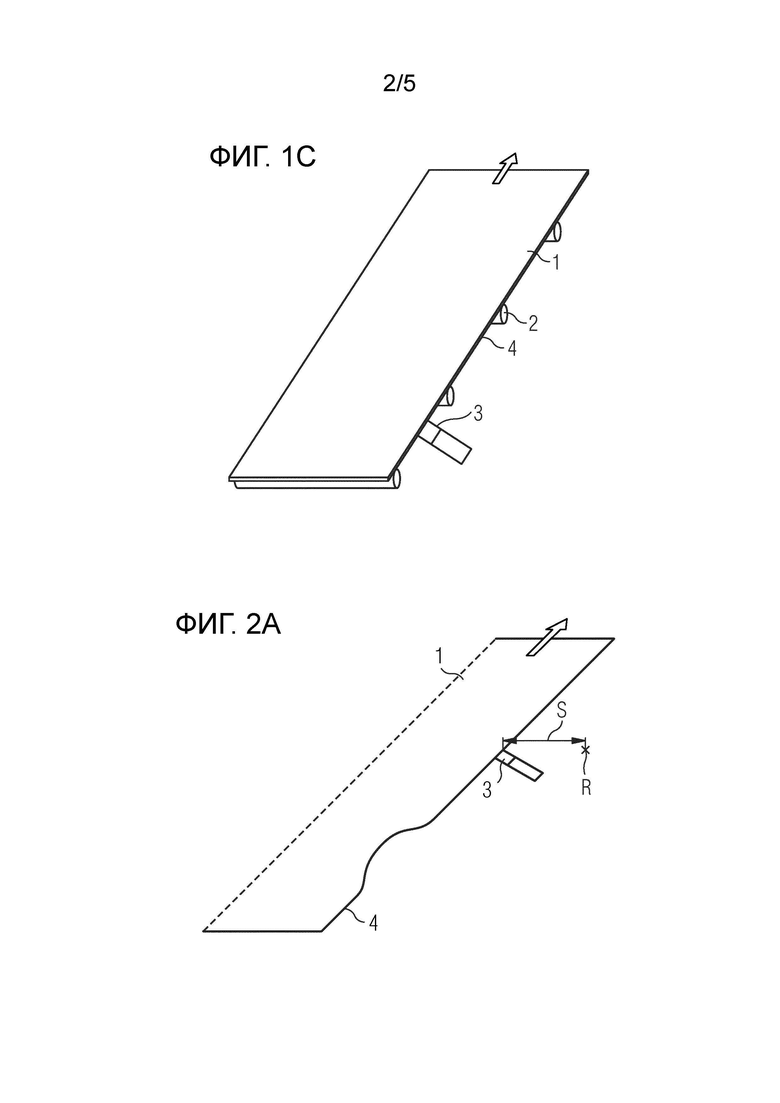
Фигуры 2а, 2b, 2с схематически показывают, как регистрируются результаты измерений в отношении саблевидного искривления при сохранении контакта между боковой кромкой и сенсорным элементом.
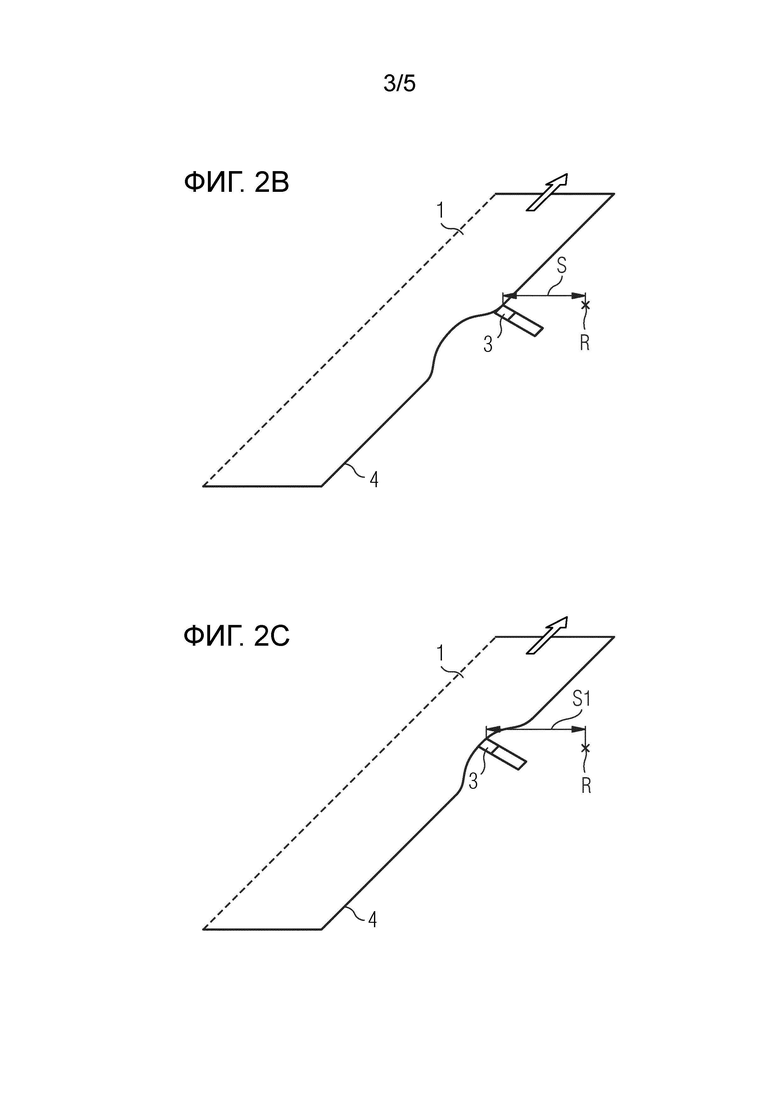
Фигура 3 схематически показывает вариант исполнения сенсорного элемента.
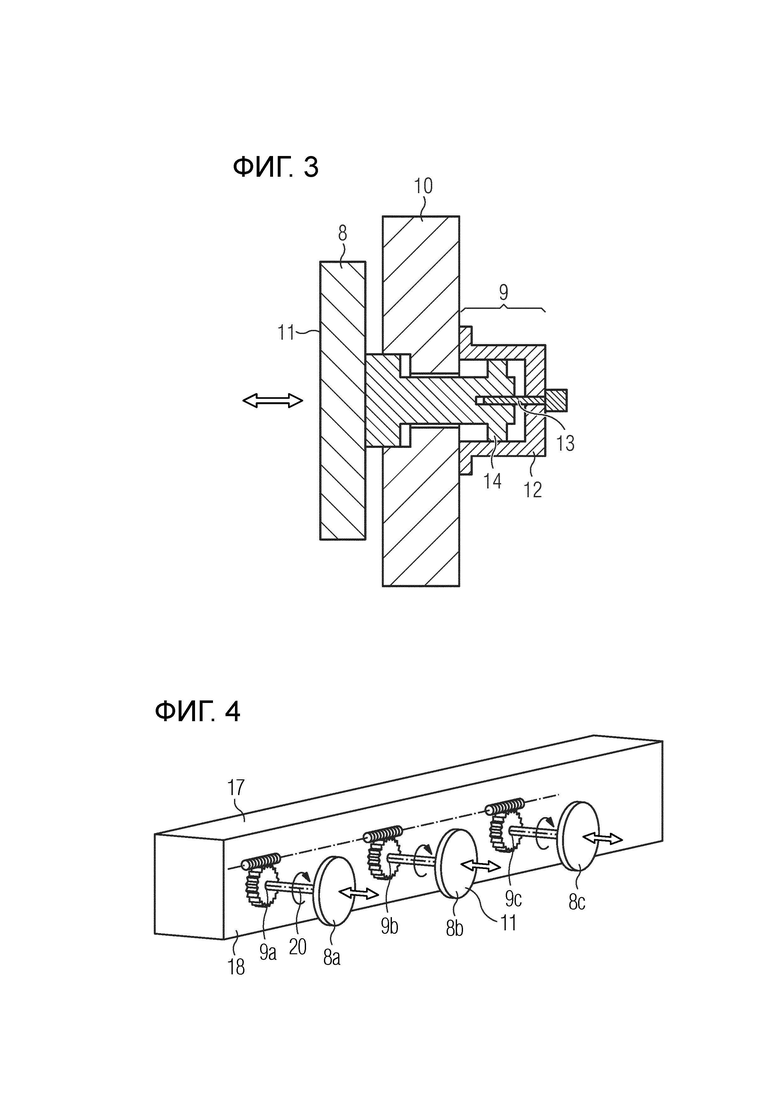
Фигура 4 схематически показывает встраивание сенсорного элемента в боковую направляющую.
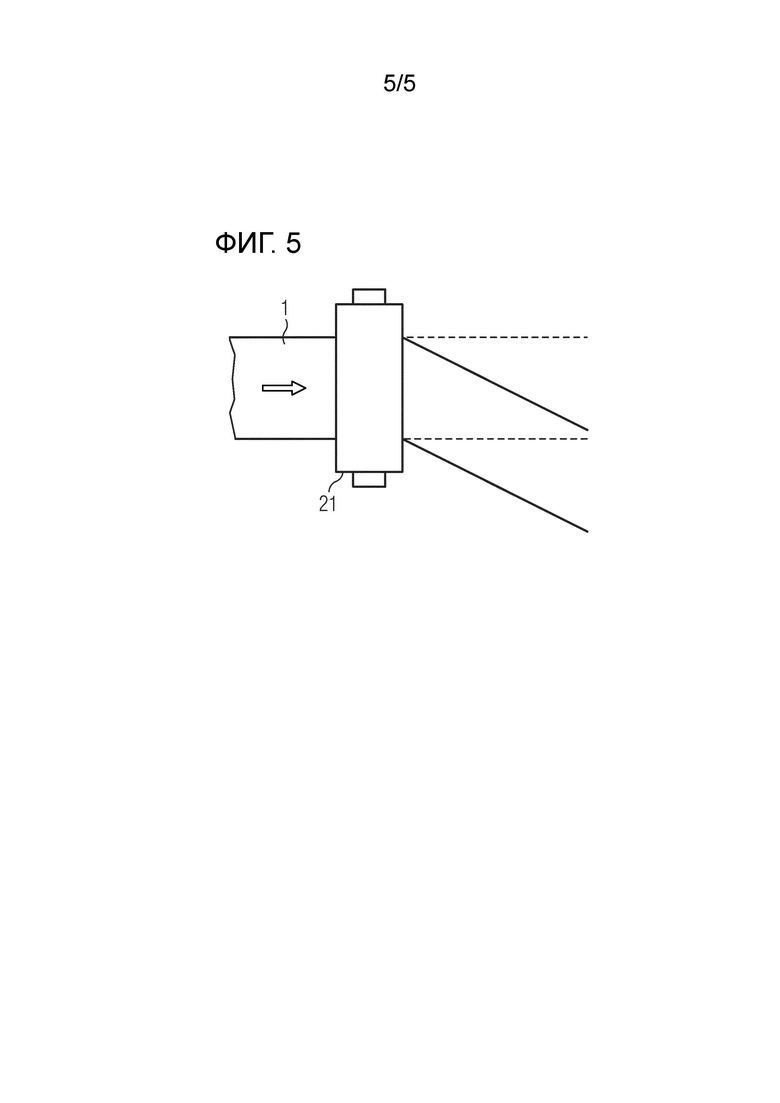
Фигура 5 схематически показывает отклонение от желательного продвижения полосы.
Описание варианты осуществления изобретения
Примеры
Фигуры 1а, 1b, 1с схематически показывают, как осуществляется соответствующий изобретению способ определения бокового контура полосы участка движущейся через транспортирующее металлическую полосу устройство прокатного стана металлической полосы в соответствующем изобретению устройстве.
На фигуре 1а показано, как металлическая полоса 1 протягивается через транспортирующее металлическую полосу устройство, здесь рольганг с роликами 2 рольганга. Направление движения обозначено стрелкой. Сенсорный элемент 3 присутствует, но не имеет контакта с боковой кромкой 4 металлической полосы 1. Блок-стрелкой обозначено, что сенсорный элемент смещается по направлению к боковой кромке 4.
На фигуре 1b представлен начальный момент времени соответствующего изобретению способа. Создается контакт между сенсорным элементом 3 и боковой кромкой 4. Начинается регистрация пригодных для определения бокового контура полосы и/или положения кромок полосы данных измерений, в то время как участок металлической полосы продвигается мимо сенсорного элемента, и контакт остается непрерывным, что представлено на фигуре 1с.
На основе полученных данных измерений в результате этого определяется боковой контур полосы и/или положение кромок полосы.
Фигуры 2а, 2b, 2с схематически показывают, как металлическая полоса 1 с саблевидным искривлением продвигается через сенсорный элемент 3, который имеет контакт с боковой кромкой 4. Направление перемещения обозначено стрелкой. Представлена только одна боковая кромка 4 металлической полосы 1, которая не показана по всей своей ширине.
В фигуре 2а представлено расстояние S сенсорного элемента 3 от контрольного положения R. Вогнутость саблевидного искривления в металлической полосе 4 приближается к сенсорному элементу 3. В фигуре 2b вогнутость достигает сенсорного элемента 3. Контакт сенсорного элемента 3 с боковой кромкой 4 сохраняется, в то время как металлическая полоса продвигается. Чтобы сохранять контакт в вогнутости, как показано в фигуре 2с, сенсорный элемент сдвигается в вогнутость. Соответственно этому, расстояние S1 является бóльшим, чем расстояние S. При обусловленной саблевидным искривлением выпуклости боковой кромки расстояние также изменялось бы, когда сенсорный элемент смещается, следуя боковому контуру при сохранении контакта.
Фигура 3 схематически показывает износостойкий элемент 8 с позиционным регулятором 9 износостойкого элемента, причем износостойкий элемент 8 выполнен совместно с позиционным регулятором 9 износостойкого элемента как сенсорный элемент, и может быть размещен в модуле 10 основной части боковой направляющей прокатного стана. Контакт с боковой кромкой металлической полосы создается посредством износостойкой поверхности 11 износостойкого элемента 8. Положение износостойкого элемента 8 может быть изменено позиционным регулятором 9 износостойкого элемента, что обозначено двойной стрелкой. Позиционный регулятор 9 износостойкого элемента включает гидроцилиндр 12, в котором имеется измеритель 13 смещения, который, например, может регистрировать результаты измерений для изменения положения поршня 14 цилиндра и тем самым износостойкого элемента 8. Износостойкий элемент 8 или позиционный регулятор 9 износостойкого элемента также могут быть пригодными для измерения прилагаемой к износостойкому элементу 8 силы, что для лучшей наглядности специально не изображено. Результаты измерений могут регистрироваться в то время, как износостойкий элемент в боковой направляющей исполняет свою задачу направления посредством контакта с боковой кромкой металлической полосы. Для лучшей наглядности в изображении был опущен необязательный также имеющийся привод поворота.
Фигура 4 схематически показывает, как выполненные в виде сенсорных элементов износостойкие элементы 8а, 8b, 8с с позиционными регуляторами 9а, 9b, 9с износостойких элементов встроены в боковую направляющую 17. Представлен модуль основной части боковой направляющей 17; направляющая плоскость 18 боковой направляющей представляет собой направляющую плоскость модуля основной части. Износостойкие элементы имеют износостойкие поверхности 11, которые являются по существу плоскими, и во всех положениях по существу параллельными направляющей плоскости 18. Они могут вращаться вокруг осей вращения 20 - обозначенных изогнутыми стрелками, - которые являются по существу перпендикулярными относительно направляющей плоскости 18. Позиционные регуляторы 9а, 9b, 9с износостойких элементов в представленном примере включают привод поворота для изменения положения вращения износостойких элементов в отношении поворота вокруг осей вращения, и привод поступательного сдвига для смещения - представленного двойными стрелками - износостойкого элемента по направлению осей вращения.
Фигура 5 схематически показывает, как металлическая полоса 1 поступает в прокатную клеть 21 по направлению движения согласно стрелке. Если смотреть по направлению движения, позади прокатной клети 21 полоса отклоняется от желательного направления перемещения полосы - желательное направление перемещения полосы эскизно окаймлено пунктиром, тогда как фактическое, тем самым нежелательно отклоняющееся направление перемещения полосы представлено сплошными линиями.
Приведенное до сих пор описание предпочтительных вариантов осуществления изобретения содержит многочисленные признаки, которые частично отражены обобщенными в отдельных зависимых пунктах формулы изобретения. Однако эти признаки целесообразным образом могут рассматриваться по отдельности и обобщенно до рациональных дополнительных комбинаций. В частности, эти признаки в каждом случае могут быть отдельными и объединенными в любой подходящей комбинации в соответствующем изобретению способе.
Кроме того, когда в описании и, соответственно, в пунктах формулы изобретения отдельные термины в каждом случае применены в единственном числе или в сочетании с числительным, область изобретения в отношении этих терминов не должна ограничиваться единственным числом или данным числительным. Кроме того, слова «один» и, соответственно, «одна» должны пониматься не как числительные, но как неопределенные указания.
Описанные свойства, признаки и преимущества изобретения, а также способ, каким они достигаются, станут яснее и более понятными в связи с описанием примера(-ов) осуществления изобретения, которые подробнее разъясняются в связи с чертежами. Пример(-ры) осуществления изобретения служит(-жат) для разъяснения изобретения и не ограничивают изобретение приведенным в нем комбинациями признаков, также не в отношении функциональных признаков. Кроме того, пригодные для этого признаки одного из данных примеров исполнения также могут рассматриваться определенно по отдельности исключенными из примера исполнения, включенными в другой пример исполнения для его пополнения, и в произвольном сочетании пунктов формулы изобретения. Хотя изобретение было подробно иллюстрировано и описано одним или многими примерами осуществления, изобретение не ограничивается раскрытым(-ми) примером(-ами), и из него могут быть выведены другие вариации, без выхода за пределы правовой защиты изобретения согласно пункта формулы изобретения.
Список ссылочных позиций
1 металлическая полоса
2 ролики рольганга
3 сенсорный элемент
4 боковая кромка
8 износостойкий элемент
9 Позиционный регулятор износостойкого элемента
10 модуль основной части
11 износостойкая поверхность
12 гидроцилиндр
13 измеритель смещения
14 поршень цилиндра
8а, 8b, 8с износостойкие элементы
9а, 9b, 9с позиционные регуляторы износостойких элементов
17 боковая направляющая
18 износостойкая поверхность
20 ось вращения
21 прокатная клеть
Список цитат
Патентная литература
WO2015043926A1
Изобретения относятся к области прокатного производства и могут быть использованы для определения бокового контура металлической полосы и/или положения кромок участка полосы, движущейся через транспортирующее устройство прокатного стана, предпочтительно стана горячей прокатки. Устройство содержит по меньшей мере один сенсорный элемент для регистрации соответствующих данных для определения бокового контура полосы и/или положения кромок полосы, выполненный с возможностью приведения в контакт с боковой кромкой полосы, при этом сенсорный элемент встроен в модуль основной части боковой направляющей транспортирующего устройства и выполнен в виде износостойкого элемента с позиционным регулятором. Износостойкий элемент выполнен с возможностью вращения вокруг оси вращения, перпендикулярной направляющей плоскости боковой направляющей. Группа изобретений касается также способа определения бокового контура полосы и/или положения кромок участка полосы с использованием упомянутого устройства, а также способа корректирования перемещения полосы, движущейся через транспортирующее устройство прокатного стана. Использование изобретений позволяет упростить конструкцию устройства и процесс контроля за боковой кромкой прокатываемой полосы. 3 н. и 10 з.п. ф-лы, 5 ил.
1. Устройство для определения бокового контура полосы и/или положения кромок полосы по меньшей мере одного участка металлической полосы (1), движущейся через транспортирующее устройство прокатного стана, предпочтительно стана горячей прокатки,
содержащее по меньшей мере один сенсорный элемент (3) для регистрации соответствующих данных для определения бокового контура полосы и/или положения кромок полосы, выполненный с возможностью приведения в контакт с боковой кромкой движущейся металлической полосы (1),
отличающееся тем, что
упомянутый по меньшей мере один сенсорный элемент (3) встроен в модуль основной части боковой направляющей (17) упомянутого транспортирующего устройства и выполнен в виде износостойкого элемента (8) с позиционным регулятором (9), при этом износостойкий элемент (8) выполнен с возможностью вращения вокруг оси вращения, по существу перпендикулярной направляющей плоскости боковой направляющей.
2. Устройство по п. 1, отличающееся тем, что упомянутый по меньшей мере один износостойкий элемент (8) имеет износостойкую поверхность, которая является по существу плоской и во всех положениях вращения по существу параллельна направляющей плоскости боковой направляющей (17).
3. Устройство по п. 1 или 2, отличающееся тем, что содержит устройство для создания контакта в начальный момент времени с предварительно выбранным начальным контактным усилием.
4. Устройство по любому из пп. 1-3, отличающееся тем, что упомянутый по меньшей мере один сенсорный элемент выполнен с возможностью измерения своего перемещения относительно контрольного положения.
5. Устройство по любому из пп. 1-4, отличающееся тем, что упомянутый по меньшей мере один сенсорный элемент выполнен с возможностью измерения действующего на него усилия со стороны боковой кромки металлической полосы (1).
6. Устройство по любому из пп. 1-5, отличающееся тем, что позиционный регулятор (9) выполнен с возможностью сохранения занимаемого в начальный момент времени положения износостойкого элемента (8) при условии, что прилагаемое металлической полосой (1) к элементу (8) усилие составляет величину выше 0 и остается ниже заданного предельного значения.
7. Способ определения бокового контура полосы и/или положения кромок полосы по меньшей мере одного участка металлической полосы (1), движущейся через транспортирующее устройство прокатного стана, предпочтительно стана горячей прокатки, включающий
использование устройства по любому из пп. 1-6,
приведение в начальный момент времени по меньшей мере одного сенсорного элемента (3) в контакт с боковой кромкой (4) металлической полосы (1)и
регистрацию посредством сенсорного элемента (3) соответствующих данных измерений для определения бокового контура и/или положения боковых кромок полосы (1) при прохождении участка металлической полосы (1) через сенсорный элемент (3).
8. Способ по п. 7, отличающийся тем, что данные измерений относятся к измеренному расстоянию положения сенсорного элемента (3) от контрольного положения при контакте с боковой кромкой (4) металлической полосы (1).
9. Способ по п. 7 или 8, отличающийся тем, что данные измерений относятся к усилию, прилагаемому металлической полосой (1) к сенсорному элементу (3).
10. Способ по п. 9, отличающийся тем, что после начального момента времени при прохождении участка металлической полосы (1) через сенсорный элемент (3) регистрируют данные измеренного усилия, прилагаемого металлической полосой (1) к сенсорному элементу (3), при этом удерживают занимаемое в начальный момент времени положение сенсорного элемента (3), пока величина упомянутого усилия остается выше 0 и ниже заданного предельного значения.
11. Способ по п. 8, отличающийся тем, что в начальный момент времени создают контакт между боковой кромкой (4) и сенсорным элементом (3) с предварительно выбранным начальным контактным усилием, а после начального момента времени при прохождении участка металлической полосы (1) через сенсорный элемент (3) упомянутый контакт поддерживают и регистрируют при этом данные измерений изменения расстояния сенсорного элемента (3) до контрольного положения.
12. Способ корректирования перемещения металлической полосы (1), движущейся через транспортирующее устройство прокатного стана, предпочтительно стана горячей прокатки, с использованием устройства по любому из пп. 1-6, в котором на основе зарегистрированных способом по любому из пп. 7-11:
- данных измерений и/или
- определенного бокового контура полосы и/или положения кромок полосы осуществляют корректирующие действия для одной или нескольких прокатных клетей и/или одной или нескольких боковых направляющих прокатного стана, такие как перестановка валков в прокатной клети или смещение положения боковых направляющих.
13. Способ по п. 12, отличающийся тем, что осуществляют регулирование корректирующих действий на прокатных клетях и/или боковых направляющих на основе зарегистрированных результатов измерений и/или определенных бокового контура полосы и/или положения кромок полосы.
| DE 102004043790 A1, 09.03.2006 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШИРИНЫ И/ИЛИ ПОЛОЖЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЛИ СЛЯБА | 2007 |
|
RU2399447C2 |
| Устройство для измерения ширины движущегося материала | 1982 |
|
SU1295200A1 |
| WO 2015043926 A1, 02.04.2015 | |||
| КОРМОВАЯ ДОБАВКА | 1998 |
|
RU2138180C1 |
| DE 3116278 A1, 11.11.1982. | |||

