Изобретение относится к способу установки состояния прокатываемого материала, в частности, черновой полосы, которое задано, по меньшей мере, клиновидностью и/или серповидностью прокатываемого материала, при этом прокатываемый материал переводят из начального состояния посредством проката с помощью прокатной клети, в частности черновой клети, и за счет внесения напряжения в прокатываемый материал с помощью дополнительных обрабатывающих средств, в промежуточное состояние, и при этом прокатываемый материал переводят из промежуточного состояния с помощью, по меньшей мере, одного обрабатывающего агрегата в конечное состояние.
В одном прокатном стане могут быть объединены все установки, которые необходимы для изготовления прокатных изделий. В зависимости от вида деформации различают станы горячей прокатки и станы холодной прокатки. В станах горячей прокатки, соответственно, в широкополосных станах горячей прокатки обрабатываются слябы или блоки, называемые в большинстве случаев коротко плоскими заготовками, в горячекатаную полосу. Эта горячая деформация является одним из способов, который следует после исходного формообразования (разливки слитков, непрерывной разливки). При этом прокатываемый материал нагревают до температур до 1350ºС и предпочтительно обжимают при температуре выше его температуры рекристаллизации в очаге деформации прокатного стана с помощью давления на заданную толщину. К общему комплексу прокатного стана могут относиться: склад исходного материала; нагревательные печи; установки удаления окалины; черновая и чистовая линия с различным количеством клетей, групп клетей и типов клетей; моталка черновой полосы; охлаждающие устройства; отделочное оборудование; моталка (моталки) и склад готового материала. Кроме того, к прокатному стану могут относиться склады; транспортировочные и направляющие устройства и различные системы регулирования, управления и измерения.
Поскольку готовое изделие (в большинстве случаев стальная или алюминиевая полоса) лишь редко прокатывают за один проход, то несколько прокатных клетей объединяют в прокатный стан, в котором в соответствии с количеством проходов через клети осуществляются несколько пропусков. В прокатных станах различают черновую линию клетей и чистовую линию клетей, при этом в черновой линии клетей выполняют предварительную обработку заготовки, чтобы затем в состоящей в большинстве случаев из пяти, шести или семи клетей чистовой линии клетей раскатывать до конечных размеров.
В прокатном стане прокатные клети представляют центральные части установки. Станины прокатных клетей должны принимать большие возникающие силы проката и при этом должны удлиняться возможно меньше. Подшипники валков станины прокатной клети обеспечивают правильное направление валков и передают силы проката через систему установки прокатных валков на станины прокатных клетей, при этом устройства установки прокатных валков системы установки прокатных валков служат для горизонтального и вертикального позиционирования валков. Устройства установки прокатных валков могут приводиться в действие механически, электромеханически или гидравлически. Обычно при прокатке горячекатаной широкой полосы используются клети с четырьмя валками, так называемые клети кварто, которые состоят из двух рабочих и двух опорных валков, при этом опорные валки в большинстве случаев имеют больший диаметр, чем рабочие валки.
Одной из проблем при прокатке заготовок, соответственно, возникающих из них полос, является то, что подлежащий прокату в черновой линии клетей прокатываемый материал имеет изменение толщины по своей ширине. Целью является, как правило, изготовление с помощью прокатки полос, которые, с одной стороны, в конце чистовой линии клетей имеют по ширине по существу симметричную относительно середины полосы толщину, т.е. не имеют клиновидности и, с другой стороны, имеют, возможно, меньший изгиб по длине прокатываемого материала, т.е. не имеют серповидности.
Однако это трудно достижимо, если подлежит прокатке прокатываемый материал, который уже при первой прокатке внутри линии горячей прокатки выполнен клиновидным. Клиновидность прокатываемого материала обуславливается, как правило, процессом отливки и последующего охлаждения и дальнейшей обработки, в частности, деления пополам отлитых заготовок.
Если теперь необходимо клиновидный прокатный материал раскатывать в заготовку с по существу прямоугольным поперечным сечением, то на основании сохранения объема на «толстой» стороне заготовки происходит более сильное течение материала, в частности, продольное течение, чем на «тонкой» стороне заготовки. Следствием этого различного течения материала в продольном направлении прокатываемого материала является образование серповидности. Серповидный прокатываемый материал может, в зависимости от степени серповидности, приводить к трудностям при последующей обработке прокатного материала. Образование серповидности может быть настолько сильным, что становится невозможной дальнейшая обработка прокатного материала.
Из выложенной заявки WO 2006/119984 А1 известны способ и устройство для целенаправленного влияния на геометрию черновой полосы в черновой клети, при этом в одной или нескольких черновых клетях заготовки прокатываются в черновые полосы. За счет того, что для целенаправленного влияния на геометрию черновой ленты, по меньшей мере, в одной черновой клети посредством соответствующего регулирования, динамическая установка в черновой клети соединяется с быстрыми и прочными боковыми направляющими линейками перед и после черновой клети так, что в одном или нескольких проходах, с реверсированием или в непрерывном режиме, серповидная или клиновидная заготовка прокатывается в прямую и не имеющую клиновидности черновую полосу, можно создавать способ, который позволяет получать прямые черновые полосы без клина по толщине и без бокового изгиба.
Недостатком решения в указанной выложенной заявке является то, что в данном случае создаются лишь прямые черновые полосы без клина по толщине и без бокового изгиба. Однако эта форма без серповидности и клиновидности прокатного материала может быть снова потеряна за счет последующей обработки прокатного материала. Кроме того, при применении быстрой и сильной боковой направляющей линейки возникают большие силы, которые могут приводить к повреждению боковой направляющей линейки, а также могут сильно нагружать кромки черновой полосы, что является недостатком.
Задачей данного изобретения является создание способа указанного в начале вида, который повышает надежность формы не имеющего в конечном итоге клиновидности и серповидности прокатываемого материала.
Кроме того, в основу изобретения положена задача создания управляющего устройства для выполнения такого способа.
Относящаяся к способу часть задачи изобретения решена в способе тем, что определяют, подлежит ли подаче, по меньшей мере, в один обрабатывающий агрегат прокатываемый материал, промежуточное состояние которого требует отличной от нуля клиновидности и/или серповидности для достижения заданного конечного состояния, и в зависимости от этого управляют и/или регулируют прокатную клеть и/или обрабатывающие средства для установки соответствующего требуемого промежуточного состояния.
Конечное состояние является задаваемым, соответственно, устанавливаемым. Например, оно может характеризоваться тем, что в конечном состоянии достигается желаемая конечная толщина, и прокатываемый материал по существу не имеет клиновидности и серповидности. В зависимости от того, какой обрабатывающий агрегат следует за прокатной клетью, например, печь, прокатная линия, охлаждающий агрегат, соответственно, линия охлаждения или агрегат для удаления окалины, можно устанавливать промежуточное состояние так, что после обработки прокатываемого материала с помощью соответствующих обрабатывающих агрегатов устанавливается заданное конечное состояние прокатываемого материала.
Это может приводить к тому, что если прокатываемому материалу с помощью последующих обрабатывающих агрегатов не придаются отклонения от желаемого конечного состояния, то уже промежуточное состояние прокатываемого материала может не иметь клиновидности и/или серповидности. Однако возможен также другой экстремальный случай, что в зависимости от последующих обрабатывающих агрегатов, из клиновидного начального состояния создается промежуточное состояние с возможно еще большей по сравнению с начальным состоянием клиновидностью, поскольку лишь это промежуточное состояние с еще более сильной клиновидностью во взаимодействии с последующими обрабатывающими агрегатами приводит к желаемому, как правило, не имеющему клиновидности и серповидности конечному состоянию прокатываемого материала. Клиновидность прокатываемого материала может быть также перерегулирована, т.е. клиновидность на стороне выхода прокатной клети имеет по сравнению с клиновидностью на стороне входа прокатной клети противоположный знак. В более простой формулировке - более толстая на стороне входа сторона полосы становится на стороне выхода более тонкой стороной полосы по сравнению с соответствующей противоположной стороной полосы на входной и выходной стороне. При необходимости можно задавать конечное состояние даже за счет того, что остается определенная остаточная клиновидность и/или серповидность прокатываемого материала, поскольку это требуется для дальнейшего применения прокатного материала в изделии. Это можно рассматривать аналогично ступенчатому металлическому листу.
С помощью способа, согласно изобретению, можно также гибко учитывать изменения обрабатывающих агрегатов, таких как, например, износ поверхностей валков, различные тепловые расширения относящихся к обрабатывающему агрегату валков во время работы и т.д.
В принципе можно произвольно устанавливать клиновидность и/или серповидность прокатываемого материала посредством поворота рабочих валков в прокатной клети. Без использования обрабатывающих средств изменение клиновидности по толщине прокатываемого материала приводит к изменению серповидности прокатываемого материала. Из указанного выше уровня техники следует, как с помощью таких обрабатывающих средств создается не имеющая клиновидности и серповидности черновая полоса. Однако лишь с помощью данного изобретения устанавливается промежуточное состояние, которое может содержать толщину прокатываемого материала, ширину прокатываемого материала, клиновидность прокатываемого материала, серповидность прокатываемого материала и т.д. так, что лишь с помощью последующих обрабатывающих агрегатов устанавливается желаемое конечное состояние. Так, например, можно учитывать не приводящие непосредственно при прокатке в прокатной клети к изгибаниям остаточные напряжения в прокатываемом материале, погрешности шлифовки валков, тепловую выпуклость (thermal crown), износ в чистовой линии клетей и т.д.
На основании этого приведенного в качестве примера перечисления влияний устанавливается промежуточное состояние, обеспечиваемое с помощью обрабатывающих средств и прокатной клети, так, что, например, изготавливается не имеющая клиновидности и серповидности полоса с конечной толщиной.
Напряжение, которое вводится с помощью обрабатывающего средства в прокатываемый материал, можно вносить механически, термически или с помощью электромагнитных полей. В этом случае обрабатывающие средства устанавливают желаемое напряжение, соответственно, распределение напряжения в определенном месте прокатываемого материала, как правило, в очаге деформации. В качестве механических обрабатывающих средств для внесения напряжения в прокатываемый материал особенно предпочтительно пригодны клеть для бокового обжатия и/или прочная боковая направляющая линейка.
За счет внесения напряжения в прокатываемый материал можно устанавливать, в частности, в очаге деформации симметричное или асимметричное распределение напряжений растяжения/сжатия, при необходимости также распределение поперечных напряжений, которые влияют на течение материала, т.е. продольное течение материала и поперечное течение материала. За счет этого можно устанавливать клиновидность и/или серповидность, при необходимости - также толщину прокатываемого материала. Внесение напряжения с помощью обрабатывающего средства управляется и/или регулируется так, что устанавливается желаемое распределение напряжения по ширине прокатываемого материала в прокатываемом материале, в очаге деформации.
Начальное состояние прокатываемого материала, из которого прокатываемый материал переводится в промежуточное состояние, необходимо, как правило, учитывать, поскольку различные начальные состояния при одинаковой установке регулировочных величин прокатной клети и обрабатывающих средств могут приводить к различным промежуточным состояниям прокатываемого материала. Однако эти различия в промежуточном состоянии являются, возможно, нежелательными. Для этого можно измерять существенные, характеризующие начальное состояние прокатываемого материала параметры, такие как, например, клиновидность, серповидность, толщина и т.д., с помощью соответствующих измерительных устройств. За счет этого можно подходящим образом переводить прокатываемый материал из начального состояния в промежуточное состояние с учетом конечного состояния прокатываемого материала и свойств последующих агрегатов.
Исходя, по меньшей мере, из одной обеспечивающей промежуточное состояние прокатной клети и дополнительных обрабатывающих средств, промежуточное состояние может иметь по сравнению с начальным состоянием, например, увеличенную клиновидность, уменьшенную клиновидность, обратную клиновидность или же не иметь клиновидности. Это же относится к серповидности.
Управление и/или регулирование осуществляется на основе модели управления и/или модели регулирования. В эту модель входят влияющие на обработку прокатываемого материала параметры. Они складываются из характеризующих прокатываемый материал параметров, а также из параметров, которые характеризуют взаимодействие прокатной клети, обрабатывающих средств и, по меньшей мере, одного последующего обрабатывающего агрегата или нескольких последующих обрабатывающих агрегатов с прокатываемым материалом. Модели, которые может использовать специалист для реализации способа, приведены, например, в DE 10118748 А1 с названием «Способ и управление для моделирования управления процессом технологической установки», а также в учебнике Chritianini, Shawe-Taylor “An introduction to support vector machines and other kernel-based learning methods”, Cambridge UP, 2000. Это представляет лишь небольшую часть того, что может использовать специалист.
Для управления и/или регулирования прокатной клети и обрабатывающих средств можно применять, например, физические, эмпирические или (само)обучаемые модели, например, нейронные сети. Применение таких моделей известно специалистам. В эмпирических моделях используются, в частности, познания, которые основываются на работе или пробной работе соответствующей установки. В частности, одна модель выполнена так, что она способна в онлайновом режиме, т.е. во время работы прокатного стана, согласовывать регулирование и/или управление прокатной клетью и обрабатывающими средствами так, что промежуточное состояние устанавливается в реальном времени в зависимости от конечного состояния и параметров взаимодействия последующих обрабатывающих прокатываемый материал агрегатов так, что достигается заданное конечное состояние прокатываемого материала за счет обработки последующими агрегатами.
В одном предпочтительном варианте выполнения изобретения при определении учитывается внутренняя, воздействующая при дальнейшей обработке прокатываемого материала, по меньшей мере, на клиновидность и/или серповидность прокатываемого материала напряженность материала. За счет этого обеспечивается то, что имеющиеся в прокатываемом материале напряжения не приводят к значительному отклонению от конечного состояния прокатываемого материала, хотя были учтены начальное состояние, конечное состояние и параметры взаимодействия обрабатывающих агрегатов с прокатываемым материалом при регулировании и/или управлении прокатной клетью и обрабатывающими средствами. Таким образом, при установке промежуточного состояния учитывается релаксация влияющей, по меньшей мере, на клиновидность и/или серповидность прокатываемого материала напряженности материала в одном или нескольких последующих обрабатывающих агрегатах, таких как печь или участок охлаждения или чистовая линия клетей. За счет этого можно достигать дополнительного улучшения установки промежуточного состояния.
Для учета напряженности материала можно измерять напряжение материала в прокатываемом материале. Однако, как правило, напряженность материала моделируют с помощью подходящих моделей. Для оптимизации выполнения процесса может быть также предусмотрено соединение измерения и вычисления напряженности материала.
В одном предпочтительном варианте выполнения изобретения регулируют и/или управляют вводимым в прокатываемый материал напряжением. Как правило, обрабатывающие средства регулируют и/или управляют ими так, что они устанавливают желаемое напряжение, в частности, распределение напряжения, по ширине прокатываемого материала. За счет целенаправленного регулирования и/или управления напряжением во взаимодействии с возможно зависящими от этого регулирования и/или управления регулировочными величинами регулировочных элементов прокатной клети, прокатываемый материал переводится в промежуточное состояние, которое при обработке с помощью, по меньшей мере, одного последующего агрегата приводит к желаемому конечному состоянию.
В одном предпочтительном варианте выполнения изобретения для внесения напряжения в прокатываемый материал применяют действующую на прокатываемый материал силу. Сила действует на прокатываемый материал с помощью механического устройства с целью целенаправленного влияния на соотношение напряжений в находящемся частично в очаге деформации прокатываемом материале. За счет выбора точки приложения силы, а также величины силы, можно устанавливать напряжение в прокатываемом материале во время прокатки в очаге деформации так, что устанавливается необходимое для получения конечного состояния с помощью заданных последующих обрабатывающих агрегатов промежуточное состояние. Силу можно прикладывать к прокатываемому материалу с помощью точечной, линейной или поверхностной зоны приложения на прокатываемом материале.
В другом предпочтительном варианте выполнения прокатываемый материал имеет ориентированную, как правило, поперек предусмотренного направления транспортировки, называемую головкой проката переднюю сторону, при этом измеряют положение головки проката и регулируют и/или управляют воздействующей на прокатываемый материал силой на основании измеренного положения головки проката. Измерение головки проката является предпочтительной потому, что распознается, можно ли вообще уже воздействовать силой на прокатываемый материал, соответственно, с какой величиной необходимо прикладывать силу в определенном положении прокатываемого материала, с целью установки в очаге деформации определенного напряжения, соответственно, распределения напряжения. Это имеет особенно большое значение при проводке прокатываемого материала, по меньшей мере, в одной прокатной клети.
В одном предпочтительном варианте выполнения изобретения в качестве обрабатывающих средств применяют боковую направляющую линейку. За счет применения боковой направляющей линейки, в частности, сильной боковой направляющей линейки, боковая направляющая линейка оказывает комбинированное действие при переводе прокатываемого материала из его промежуточного состояния в его конечное состояние, поскольку боковая направляющая линейка не только направляет прокатываемый материал, но также с помощью боковой направляющей линейки вводится дополнительно напряжение. Оно действует, в частности, в очаге деформации и оказывает за счет этого влияние на промежуточное состояние, которое создается из начального состояния, с помощью, по меньшей мере, одной прокатной клети. Таким образом, нет необходимости в предусмотрении дополнительных конструктивных мер для выполнения способа, согласно изобретению, с применением боковой направляющей линейки для введения напряжения в прокатываемый материал.
В другом предпочтительном варианте выполнения изобретения в качестве обрабатывающих средств применяют клеть для бокового обжатия. Клеть для бокового обжатия можно применять в качестве альтернативы к боковой направляющей линейке для введения напряжения в прокатываемый материал, однако ее можно также применять в комбинации с боковой направляющей линейкой. Применение клети для бокового обжатия имеет то преимущество, что оба стоящих по существу вертикально рабочих валка клети для бокового обжатия могут воздействовать на прокатываемый материал независимо друг от друга. В частности, валки клети для бокового обжатия могут быть расположены относительно друг друга так, что они расположены не симметрично относительно средней продольной оси прокатываемого материала и/или прикладывают различные по величине силы к прокатываемому материалу. Средняя продольная ось прокатываемого материала является той продольной осью прокатываемого материала, которая проходит на стороне выхода через середину полосы прокатываемого материала в продольном направлении прокатываемого материала. В одном предпочтительном специальном случае сила воздействия одного рабочего валка клети для бокового обжатия на прокатываемый материал равна нулю, т.е. этот рабочий валок не находится в контакте с прокатываемым материалом. Другой рабочий валок прикладывает к прокатываемому материалу силу для установки в очаге деформации распределения напряжения в прокатываемом материале по ширине прокатываемого материала. С помощью воздействующих независимо друг от друга на прокатываемый материал рабочих валков клети для бокового обжатия можно целенаправленно вводить асимметричные напряжения в прокатываемый материал. Таким образом, это обеспечивает также более гибкую установку промежуточного состояния. Тем самым можно перекрывать большой спектр «погрешностей» последующих обрабатывающих агрегатов. Таким образом, с помощью клети для бокового обжатия можно особенно предпочтительно обеспечивать установку конечного состояния прокатываемого материала.
Особенно предпочтительно можно применять способ, согласно изобретению, когда, по меньшей мере, один следующий за прокатной клетью обрабатывающий агрегат является горизонтальной прокатной клетью. Это преимущество сохраняется, в частности, когда, по меньшей мере, за одной прокатной клетью следует несколько горизонтальных прокатных клетей, которые работают в качестве чистовой линии клетей. В чистовой линии клетей прокатываемый материал переводится из промежуточного состояния в желаемое конечное состояние. Это конечное состояние является, как правило, лишь тогда желаемым конечным состоянием, когда с помощью способа, согласно изобретению, вводимое несколькими горизонтальными прокатными клетями в прокатываемый материал напряжение уже учтено в промежуточном состоянии. С помощью способа, согласно изобретению, который применяют для чистовой линии клетей, можно поэтому дополнительно улучшать качество переведенного в конечное состояние прокатываемого материала, относительно клиновидности и/или серповидности.
Относящаяся к устройству часть задачи изобретения решена с помощью управляющего и/или регулирующего устройства, согласно пункту 11 формулы изобретения. Таким управляющим и/или регулирующим устройством для установки состояния прокатываемого материала можно просто дооснащать существующие установки. За счет этого можно повышать качество при установке конечного состояния прокатываемого материала.
Кроме того, изобретение распространяется на читаемый машиной программный код для управляющего и/или регулирующего устройства для установки состояния прокатываемого материала. Таким образом, читаемый машиной программный код можно применять также в уже имеющихся управляющих и/или регулирующих устройствах.
Это может обеспечиваться, в частности, тем, что программный код записывается на носитель информации, на который также распространяется данное изобретение.
Другие преимущества изобретения следуют из приведенного ниже более подробного пояснения примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1 - блок-схема способа, согласно изобретению;
фиг.2 - образование серповидности в процессе прокатки в черновой клети;
фиг.3 - применение способа, согласно изобретению, для установки заданного промежуточного состояния прокатываемого материала;
фиг.4 - черновая клеть и расположенная после черновой клети чистовая линия клетей.
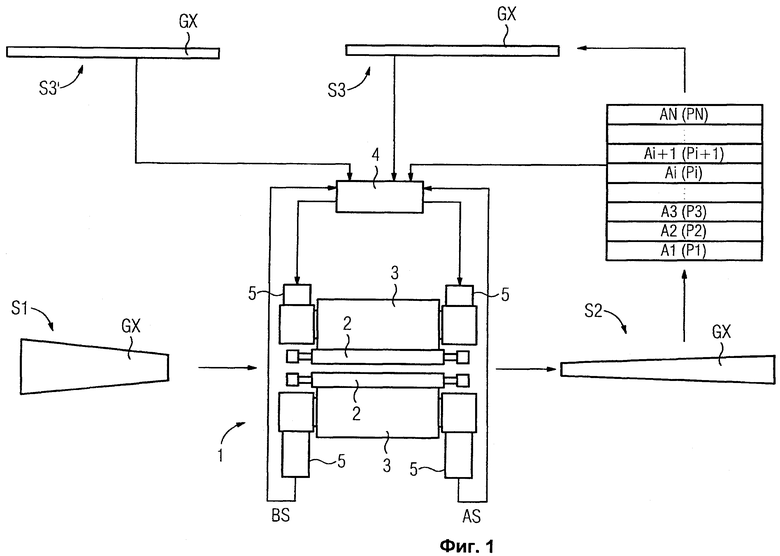
На фиг.1 показана блок-схема способа установки состояния прокатываемого материала. Исходя из начального состояния S1 с поперечным сечением GX прокатываемого материала, прокатываемый материал подают в черновую клеть 1. Черновая клеть 1 имеет набор рабочих валков 2 и набор опорных валков 3. Кроме того, имеется устройство для установки валков в виде гидравлической установки 5. С помощью гидравлической установки 5 можно устанавливать усилие прокатки на стороне обслуживания и на стороне привода. Кроме того, предусмотрены измерительные устройства, которые измеряют усилие прокатки на стороне обслуживания и на стороне привода и подают в регулирующее устройство, которое регулирует также гидравлическую установку 5. Кроме того, в регулирующее устройство 4 вводят желаемое конечное состояние S3' прокатываемого материала. Желаемое конечное состояние S3' является, как правило, состоянием, которое предусмотрено для готовой катаной полосы. Как правило, желаемое конечное состояние содержит определенную конечную толщину, определенную смесь фаз, а также свойство прокатываемого материала, определяемое отсутствием клиновидности и серповидности.
Кроме того, в регулирующее устройство 4 подают информацию о том, через какие обрабатывающие агрегаты проходит прокатываемый материал после выхода из черновой клети 1. В частности, в регулирующее устройство 4 вводят информацию о том, в какой степени соответствующие обрабатывающие агрегаты оказывают влияние на геометрию прокатываемого материала. На геометрию прокатываемого материала могут оказывать влияние тепловые процессы, например, процессы нагревания или процессы охлаждения, поскольку за счет этого изменяются внутренние напряжения в прокатываемом материале, или же также непосредственное механическое воздействие на прокатываемый материал, например, за счет прокатки прокатываемого материала. Изменение геометрии прокатываемого материала за счет тепловых и/или механических процессов зависит, среди прочего, также от того, в какой степени имеются внутренние напряженности уже перед этим соответствующим агрегатом. Поэтому необходимо учитывать уже начальное состояние S1 прокатываемого материала для возможной обработки прокатываемого материала с помощью обрабатывающего агрегата.
С помощью информации относительно следующих за черновой клетью обрабатывающих агрегатов, а также желаемого конечного состояния, переводят прокатываемый материал в промежуточное состояние S2 посредством регулирования процесса прокатки в черновой клети, например, в соответствии со способом, известным из выложенной заявки WO 2006/119984 А1. Промежуточное состояние S2 характеризуется тем, что оно зависит от предусмотренных для прокатываемого материала стадий обработки. Как правило, это промежуточное состояние S2 имеет клиновидность и/или серповидность. Затем прокатываемый материал с промежуточным состоянием S2 проходит, например, через несколько обрабатывающих агрегатов, таких как А1, А2, А3 - AN. После прохождения последнего обрабатывающего агрегата AN устанавливается конечное состояние S3 прокатываемого материала. Оно подается в регулирующее устройство 4 черновой клети. Там происходит, среди прочего, сравнение между желаемым конечным состоянием S3' и действительным конечным состоянием S3.
При обработке клиновидного прокатываемого материала в металлическую полосу, если в устройстве не принимаются меры для предотвращения этого, решающее значение имеют два пограничных случая:
1. Очаг деформации установлен так, что относительное уменьшение толщины в каждом месте вдоль очага деформации является одинаковым. За счет этого удлинение материала во всех точках одинаково и не происходит серповидного искажения полосы, однако остается клиновидность вплоть до чистовой линии клетей. Поскольку, как правило, клиновидное конечное состояние является нежелательным, то это не является решением проблемы.
2. Очаг деформации может быть установлен симметричным, т.е. за исключением эффектов прогибания валки стоят параллельно друг другу. Однако из-за имеющейся в прокатываемом материале клиновидности по толщине происходит неравномерная деформация по ширине прокатываемого материала. Это приводит на основании различной толщины на стороне обслуживания и на стороне привода прокатываемого материала к различному удлинению материала по ширине прокатываемого материала. Это приводит к образованию серповидности. Наличие превышающей определенные граничные значения серповидности приводит к трудностям при дальнейшей обработке прокатываемого материала.
Для изготовления прокатываемого материала, который по существу не имеет клиновидности и серповидности, необходимо сначала измерять серповидность, соответственно, клиновидность, когда они возникают. Для этого существуют различные возможности. Согласно уровню техники, можно, например, при наличии клиновидного центрированного прокатываемого материала, такого как заготовка, определять разницу усилия прокатки между стороной обслуживания и стороной привода черновой клети 1. Однако эта разница усилия прокатки не объясняется однозначно образованием серповидности. Причиной разницы усилия прокатки между стороной обслуживания и стороной привода может состоять также в том, что полоса во время прокатки уходит, т.е. не центрирована, или же имеет по ширине неравномерную температуру. Последнее приводит к различному по ширине сопротивлению прокатке и тем самым к изменяющемуся по ширине усилию деформации для образования заданного состояния прокатываемого материала.
Поэтому, для надежного распознавания серповидности необходимо дополнительно использовать, например, боковую направляющую линейку, которая при образовании серповидности подвергается воздействию значительно большей силы за счет изогнутого прокатываемого материала, поскольку серповидность увеличивает давление на боковую направляющую линейку. Однако она может также, если она выполнена в виде прочной боковой направляющей линейки, предотвращать, соответственно, подавлять образование серповидности.
Для определения первоначальной клиновидности по толщине, на основании которой возникает серповидность, а также величины серповидности, необходимо выполнять измерение кромки полосы, например, с помощью прибора измерения ширины, и применять распознавание кромок полосы для диагностики серповидности. В качестве измерительных систем можно применять, например, камеру или основанные на лазере измерительные системы.
Лишь когда имеются эти три индикатора, можно делать вывод о наличии клиновидности по толщине и серповидности прокатываемого материала, а также об их размерах. В качестве альтернативного решения можно выполнять надежное измерение прокатываемого материала относительно клиновидности, особенно предпочтительно перед вводом в печь.
Из указанного выше уровня техники известно предотвращение такой клиновидности и/или серповидности прокатываемого материала непосредственно после черновой клети, т.е. получение не имеющего по существу клиновидности и серповидности прокатываемого материала за счет обработки прокатываемого материала с помощью черновой клети.
Может также возникать случай, когда клиновидность входящего в прокатную клеть прокатываемого материала является слишком большой, т.е. возникающая за счет образования серповидности сила на боковой направляющей линейке не может восприниматься ею, соответственно, приводит к ее разрушению. Если имеется этот случай, то необходимо полностью отказаться от управления выравниванием прокатки и поворачивать валки в соответствии с клиновидностью. При необходимости можно также осуществлять уменьшение клиновидности входящего прокатываемого материала с помощью прокатной клети так, что действующая на боковую направляющую линейку сила не разрушает ее. Затем остаточная клиновидность устраняется с помощью последующих проходов.
Однако при этом проблематичным является то, что установленная по существу на ноль клиновидность и/или серповидность с помощью последующих обрабатывающих агрегатов снова превращается в клиновидность и/или серповидность, не равную нулю. Такое изменение геометрии прокатываемого материала может обуславливаться, например, самим прокатываемым материалом, например, за счет внутренних напряжений или же за счет внешних влияний на прокатываемый материал, таких как изношенные валки, тепловая выпуклость, смещение валков, прогибание валков, изменения температуры, попадание веществ, таких как вода, на прокатываемый материал и т.д.
Это приводит к тому, что прокатываемый материал в конечном состоянии может снова иметь клиновидность и/или серповидность. Однако это можно предотвращать за счет того, что влияющие на геометрию прокатываемого материала параметры расположенных за черновой клетью 1 обрабатывающих агрегатов А1, А2, А3,…, AN используются при регулировании черновой клети 1. С помощью влияющих на геометрию прокатываемого материала комплектов параметров Р1, Р2, Р3,…, PN последующих обрабатывающих агрегатов А1, А2, А3,…, AN определяют с помощью модели, с учетом начального состояния S1 и предшествующих стадий процесса, промежуточное состояние прокатываемого материала, которое должен иметь прокатываемый материал для достижения после прохождения через желаемые обрабатывающие агрегаты желаемого конечного состояния S3', соответственно, не иметь при определенной конечной толщине клиновидности и серповидности.
Затем, исходя из определяемого промежуточного состояния и начального состояния S1, регулируют черновую клеть так, что определяемое промежуточное состояние совпадает с установленным промежуточным состоянием S2 прокатываемого материала. Предпочтительно, установленное с помощью черновой клети 1 промежуточное состояние S2 сравнивается с определяемым промежуточным состоянием, и регулирование изменяется так, что установленное промежуточное состояние S2 прокатываемого материала и определяемое промежуточное состояние для прокатываемого материала по возможности совпадают.
Таким образом, установленное после прохождения черновой клети 1 промежуточное состояние S2 прокатываемого материала зависит от влияния процессов последующих обрабатывающих агрегатов А1, А2, А3,…, AN на прокатываемый материал, которые могут быть выражены наборами параметров Р1, Р2, Р3,…, РN, от начального состояния S1 и, возможно, от параметров предыдущих процессов, которые, возможно, могут влиять на внутренние напряжения прокатываемого материала.
Например, можно с помощью прибора измерения ширины и прибора измерения профиля после чистовой линии клетей, через которую прошел прокатываемый материал, определять промежуточное состояние, которое приводит к желаемому конечному состоянию, т.е. в этом случае после чистовой линии клетей. Для этого измеряют клиновидность и серповидность с помощью указанных выше устройств и подают в регулирующее устройство 4. В соединении с известной из уровня техники разницей силы прокатки устанавливают определяемое из начального состояния S1 промежуточное состояние для прокатываемого материала. Как правило, предпочтительно, когда начальное состояние S1 прокатываемого материала известно и оно введено в регулирующее устройство 4, так что оно может в соответствии с этим управлять и/или регулировать черновую клеть 1.
Измерение профиля прокатываемого материала, а также измерение ширины прокатываемого материала можно осуществлять в различных местах внутри процесса прокатки. Поэтому при необходимости можно по отдельности определять для каждого обрабатывающего агрегата А1, А2, А3,…, AN его влияние на геометрию прокатываемого материала при заданном промежуточном состоянии, соответственно, заданном начальном состоянии. Предпочтительно, получаемые измеренные значения фильтруют в устройстве обработки измерительных значений и с помощью сопровождения полосы соотносят с отдельными участками полосы. Затем измерительные значения используются для автоматизации процесса, в частности, регулирования черновой клети 1.
Клиновидность и/или серповидность конечного состояния S3 прокатываемого материала, например, после прохождения чистовой линии клетей, зависит от клиновидности и/или серповидности после черновой линии клетей, соответственно, после черновой клети 1 и других параметров процесса, соответственно, от наборов параметров Р1, Р2, Р3,…, РN последующих обрабатывающих агрегатов А1, А2, А3,…, AN. Для использования их в модели для регулирования черновой клети 1 набор выбранных параметров Р1, Р2, Р3,…, РN процесса подают, например, в эмпирическую модель, например, в буфер наследственности или в нейронную сеть. Модель при достаточно больших количествах данных способна прогнозировать клиновидность и/или серповидность готовой полосы в виде функции клиновидности черновой полосы. В качестве альтернативного решения можно применять физические модели, такие как, например, модели, основанные на конечных элементах, или другие подходящие модели. Такие модели известны специалистам.
Исходя из этой информации, можно переводить прокатываемый материал из начального состояния S1 в промежуточное состояние S2, которое после прохождения предусмотренных далее стадий обработки приводит к желаемому конечному состоянию S3, которое по существу совпадает с желаемым конечным состоянием S3'.
Для вычисления требуемой клиновидности и/или серповидности черновой полосы можно использовать другую модель для последующих обрабатывающих агрегатов А1, А2, А3,…, AN прокатываемого материала с целью дальнейшей оптимизации клиновидности и серповидности готовой полосы.
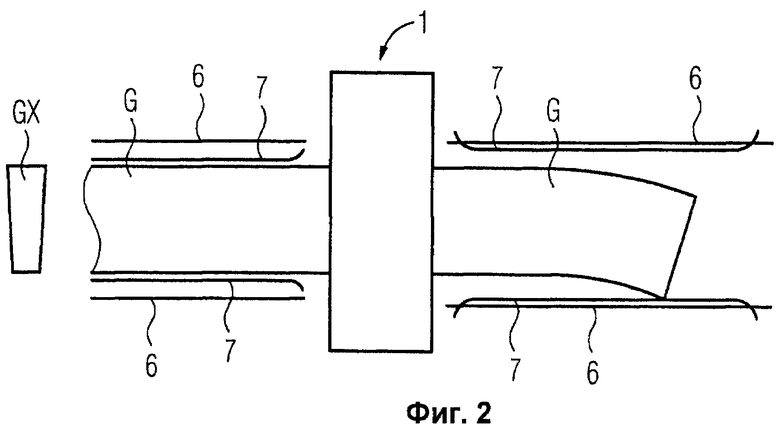
На фиг.2 показана серповидность клиновидного прокатываемого материала G в черновой клети 1. На фиг.1 показано на входной стороне поперечное сечение GX клиновидного прокатываемого материала G. Прокатываемый материал G транспортируется по рольгангу 6 к черновой клети 1. Для обеспечения его входа желаемым образом в черновую клеть 1 предусмотрены боковые направляющие линейки 7. После уменьшения толщины с помощью черновой клети 1 прокатываемый материал G имеет определяемую клиновидностью по толщине серповидность. Показанная на фиг.2 на стороне выхода боковая направляющая линейка 7 имеет при этом открытое положение. За счет этого предотвращается застревание серповидного прокатываемого материала G на расположенной на стороне выхода боковой направляющей линейке 7, что приводило бы к необходимости прерывания всего процесса прокатки.
Поскольку валки черновой клети 1 с помощью управления выравнивания валков удерживаются по существу параллельно друг другу, то вследствие клиновидности по толщине прокатываемого материала образуется серповидность. Более толстая сторона клина имеет более высокое течение материала в продольном направлении, чем тонкая сторона клина, за счет чего происходит изгибание прокатываемого материала в плоскости транспортировки прокатываемого материала G. Такая полоса лишь с трудом поддается обработке в последующих процессах.
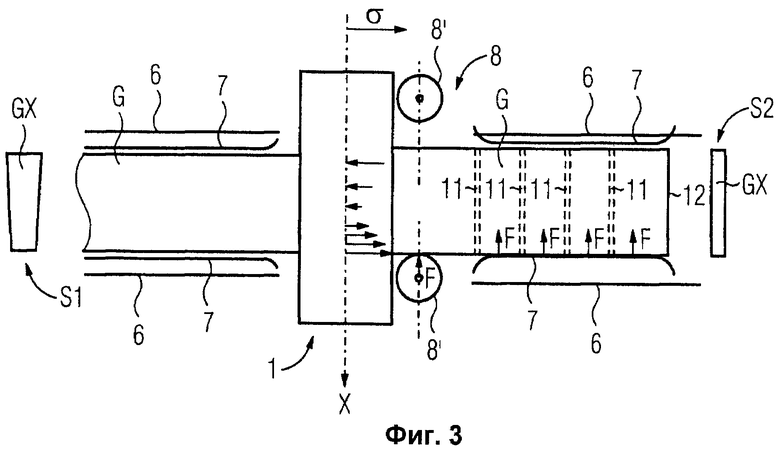
На фиг.3 также показано поперечное сечение клиновидного прокатываемого материала, который входит в черновую клеть 1. Он также транспортируется с помощью рольганга 6 и боковой направляющей линейки 7 к черновой клети. На стороне выхода расположена клеть 8 бокового обжатия с двумя вертикальными рабочими валками 8', а также прочная боковая направляющая линейка 7. С помощью клети 8 бокового обжатия и с помощью прочной боковой направляющей линейки 7 к прокатываемому материалу прикладывается сила.
Предпочтительно, в частности, когда расположенную на левой стороне боковую направляющую линейку 7 и расположенную на правой стороне боковую направляющую линейку, при рассматривании в направлении транспортировки полосы, можно перемещать независимо друг от друга. Как правило, это не так, поскольку боковые направляющие линейки 7 предназначены для перестановки относительно друг друга симметрично средней линии полосы. Это обеспечивается валом синхронизации боковых направляющих линеек 7. Предпочтительно, для установки промежуточного состояния прокатываемого материала, соответственно, заданного распределения напряжения в очаге деформации, этот вал синхронизации и все другие механические связи боковых направляющих линеек убирают, так что обеспечивается возможность перемещения левой и правой направляющей линейки, по меньшей мере, на стороне выхода независимо друг от друга. В частности, предпочтительно устанавливать перемещаемые в данном случае независимо друг от друга боковые направляющие линейки так, что обращенный к черновой клети конец боковой направляющей линейки удален дальше от середины полосы, чем противоположный черновой клети конец боковой направляющей линейки 7. То есть обеспечивается возможность перестановки боковой направляющей линейки 7 в виде воронки. За счет этого можно дополнительно управлять и/или регулировать прикладываемую к прокатываемому материалу G силу.
Кроме того, предусмотрено устройство 11 для измерения положения головки 12 проката. Измерение в зависимости от времени положения головки 12 проката облегчает управление боковой направляющей линейкой 7, а также клетью 8 бокового обжатия. Использование клети 8 бокового обжатия, а также боковой направляющей линейки 7, обеспечивает возможность управления величиной силы, а также распределением силы вдоль полосы так, что в очаге деформации устанавливается распределение напряжения σ, которое позволяет устанавливать необходимое промежуточное состояние прокатываемого материала G так, что с помощью последующих обрабатывающих агрегатов достигается желаемое конечное состояние.
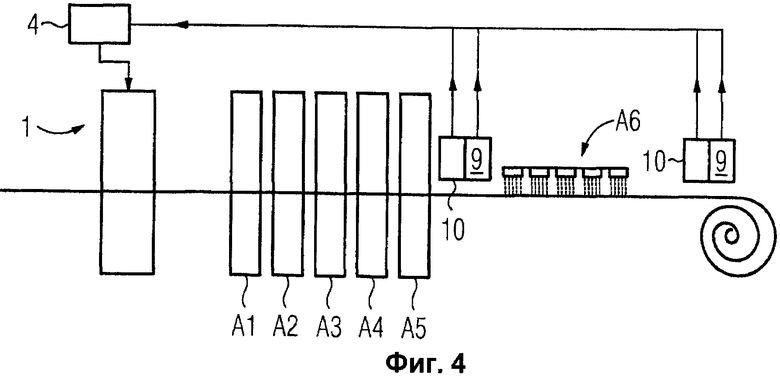
На фиг.4 показана черновая клеть 1 со следующей за черновой клетью чистовой линией, состоящей из пяти прокатных клетей А1, А2, А3, А4 и А5, расположенного за чистовой линией клетей устройства 10 измерения ширины полосы, а также устройства 9 измерения профиля. За ним расположен участок А6 охлаждения, за которым снова расположены устройство 10 измерения ширины полосы и устройство 9 измерения профиля. Затем полосу наматывают на моталку. Устройство 10 измерения ширины полосы и устройство 9 измерения профиля измеряют серповидность и клиновидность полосы после клети 5, соответственно, участка А6. Определяемая с помощью устройства 10 измерения ширины полосы и устройства 9 измерения профиля клиновидность и/или серповидность подается в управляющее и/или регулирующее устройство 4, которое вводит данные в модель для определения промежуточного состояния. Исходя из определяемого промежуточного состояния, осуществляется управление и/или регулирование черновой клети так, что прокатываемый материал переводится из клиновидного или не имеющего клиновидности начального состояния в промежуточное состояние, которое, в свою очередь, переводится за счет обработки прокатываемого материала с помощью последующих обрабатывающих агрегатов А1-А6 в желаемое конечное состояние. Конечное состояние полосы определяется на фиг.4 с помощью устройства измерения ширины полосы, соответственно, также устройства измерения профиля, которые расположены после охлаждающего устройства А6. За счет такого способа можно уменьшать управление конечным состоянием по сравнению с уровнем техники и тем самым дополнительно повышать качество готовой катаной металлической полосы.
Изобретение относится к способу и управляющему устройству для проведения способа установки состояния (S1, S2, S3) прокатываемого материала (G, GX), в частности, черновой полосы, которое задано, по меньшей мере, клиновидностью и/или серповидностью прокатываемого материала (G, GX), при этом прокатываемый материал (G, GX) переводят из начального состояния (S1) посредством прокатки с помощью прокатной клети (1), в частности черновой клети, и за счет внесения напряжения (σ) в прокатываемый материал (G, GX) с помощью дополнительных обрабатывающих средств (7, 8), в промежуточное состояние (S2), и при этом прокатываемый материал (G) переводят из промежуточного состояния (S2) с помощью, по меньшей мере, одного обрабатывающего агрегата (A1, A2, A3,…, AN) в конечное состояние (S3). При этом определяют, подлежит ли подаче, по меньшей мере, в один обрабатывающий агрегат (A1, A2, A3,…, AN) прокатываемый материал (G, GX), промежуточное состояние которого требует отличной от нуля клиновидности и/или серповидности для достижения заданного конечного состояния (S3'), и в зависимости от этого управляют и/или регулируют прокатную клеть (1) и/или обрабатывающие средства (7, 8) для установки соответствующего требуемого промежуточного состояния (S2), что позволяет повысить надежность получения заданной формы прокатываемого материала, не имеющего в конечном итоге клиновидности и серповидности. 3 н. и 11 з.п. ф-лы, 4 ил.
1. Способ установки состояния (S1, S2, S3) прокатываемого материала (G, GX), в частности, черновой полосы, которое задано, по меньшей мере, клиновидностью и/или серповидностью прокатываемого материала (G, GX), при этом прокатываемый материал (G, GX) переводят из начального состояния (S1) посредством прокатки с помощью прокатной клети (1), в частности, черновой клети, и за счет внесения напряжения (σ) в прокатываемый материал (G, GX) с помощью дополнительных обрабатывающих средств (7, 8), в промежуточное состояние (S2), и при этом прокатываемый материал (G) переводят из промежуточного состояния (S2) с помощью, по меньшей мере, одного обрабатывающего агрегата (A1, A2, A3,…, AN) в конечное состояние (S3), отличающийся тем, что определяют, подлежит ли подаче, по меньшей мере, в один обрабатывающий агрегат (A1, A2, A3,…, AN) прокатываемый материал (G, GX), промежуточное состояние которого требует отличной от нуля клиновидности и/или серповидности для достижения заданного конечного состояния (S3'), и в зависимости от этого управляют и/или регулируют прокатку в прокатной клети (1) и/или вносимые в прокатываемый материал обрабатывающими средствами (7, 8) напряжения для установки соответствующего требуемого промежуточного состояния (S2).
2. Способ по п.1, отличающийся тем, что при вышеуказанном определении учитывают внутреннюю, воздействующую при дальнейшей обработке прокатываемого материала (G, GX), по меньшей мере, на клиновидность и/или серповидность прокатываемого материала (G, GX) напряженность материала.
3. Способ по любому из пп.1 или 2, отличающийся тем, что регулируют и/или управляют вводимым в прокатываемый материал (G, GX) напряжением (σ).
4. Способ по п.3, отличающийся тем, что для внесения напряжения (σ) в прокатываемый материал (G, GX) применяют действующую на прокатываемый материал (G, GX) силу (F).
5. Способ по п.4, отличающийся тем, что управляют и/или регулируют прикладываемую для внесения напряжения (σ) в прокатываемый материал (G, GX) силу (F).
6. Способ по любому из пп.4 или 5, отличающийся тем, что прокатываемый материал имеет ориентированную, как правило, поперек предусмотренного направления транспортировки, называемую головкой проката переднюю сторону, при этом измеряют положение головки проката и регулируют и/или управляют воздействующей на прокатываемый материал (G, GX) силой (F) на основании измеренного положения головки проката.
7. Способ по любому из пп.4 или 5, отличающийся тем, что прокатываемый материал имеет ориентированную, как правило, поперек предусмотренного направления транспортировки, называемую головкой проката переднюю сторону, при этом измеряют положение головки проката и регулируют и/или управляют воздействующей на прокатываемый материал (G, GX) силой (F) на основании измеренного положения головки проката, при этом в качестве обрабатывающих средств (7, 8) применяют боковую направляющую линейку (7).
8. Способ по любому из пп.4 или 5, отличающийся тем, что в качестве обрабатывающих средств (7, 8) применяют боковую направляющую линейку (7).
9. Способ по любому из пп.4 или 5, отличающийся тем, что прокатываемый материал имеет ориентированную, как правило, поперек предусмотренного направления транспортировки, называемую головкой проката переднюю сторону, при этом измеряют положение головки проката и регулируют и/или управляют воздействующей на прокатываемый материал (G, GX) силой (F) на основании измеренного положения головки проката, при этом в качестве обрабатывающих средств (7, 8) применяют клеть (8) для бокового обжатия.
10. Способ по любому из пп.4 или 5, отличающийся тем, что в качестве обрабатывающих средств (7, 8) применяют клеть (8) для бокового обжатия.
11. Способ по п.10, отличающийся тем, что рабочие валки (8/) клети (8) для бокового обжатия располагают относительно друг друга не симметрично относительно средней продольной оси прокатываемого материала и/или прикладывают различные по величине силы к прокатываемому материалу (G, GX).
12. Способ по п.1, отличающийся тем, что, по меньшей мере, один следующий за прокатной клетью (1) обрабатывающий агрегат (A1, A2, A3,…, AN) используют с горизонтальной прокатной клетью (A1, A2, A3, A4, A5).
13. Управляющее и/или регулирующее устройство (4) для установки состояния (S1, S2, S3) прокатываемого материала (G, GX), содержащее читаемый машиной программный код, который содержит команды управления и/или команды регулирования, которые приводят к выполнению управляющим и/или регулирующим устройством (4) способа по любому из пп.1-12.
14. Носитель информации с записанным в нем читаемым машиной программным кодом для управляющего и/или регулирующего устройства (4) для установки состояния (S1, S2, S3) прокатываемого материала (G, GX), который содержит команды управления и/или команды регулирования, которые приводят к выполнению управляющим и/или регулирующим устройством (4) способа по любому из пп.1-12.
| WO 2006119984 A1, 16.11.2006 | |||
| RU 2003131972 A, 10.02.2005 | |||
| Способ прокатки полос | 1985 |
|
SU1242267A1 |
| Устройство для регулирования профиля и формы полосы на стене кварто | 1973 |
|
SU440174A1 |
| Способ регулирования ширины горячекатаных полос | 1978 |
|
SU787124A1 |

