Изобретение относится к устройству и способу для транспортировки полосового материала, в частности горячекатаной полосы, по ограничительной части пункта 1 формулы изобретения.
Изготовление металлических полос и их транспортировка посредством транспортных устройств в заданном направлении транспортировки по заданному маршруту известны. Рольганги доставляют металлические полосы к обрабатывающим машинам для окончательной обработки или к моталкам для промежуточного хранения. Чтобы полосы не соскальзывали с рольгангов в поперечном направлении, на рольгангах предусмотрены боковые направляющие, удерживающие металлические полосы на рольгангах. В частности, при наматывании требуется точное выравнивание металлических полос, в том числе в поперечном направлении, чтобы обеспечить как можно меньшее смещение отдельных витков металлических полос на моталке и достичь ровной боковой поверхности. Для этого боковые направляющие должны направлять металлические полосы в сравнительно узких пределах.
Устройства для бокового направления металлических полос на рольгангах, как правило, представляют собой невысокие боковые стенки, также называемые боковыми направляющими линейками. Указанные боковые направляющие линейки снабжены неподвижными изнашивающимися пластинами. Изнашивающиеся пластины подвержены сильному износу, поскольку кромки движущихся на рольганге металлических полос создают в изнашивающихся пластинах более или менее глубокие канавки. При этом износ неподвижных изнашивающихся пластин всегда происходит по существу в одном и том же месте, поэтому изнашивающие пластины должны повторно заменяться в зависимости от степени использования. Однако замена направляющих возможна только в состоянии простоя установки, и затраты на техническое обслуживание, соответственно, высоки.
Поэтому в качестве усовершенствования в DE 20 2014 011 026 U1 было предложено предусмотреть в устройстве для бокового направления металлической полосы, движущейся по конвейеру для металлической полосы, по меньшей мере один изнашивающийся элемент с изнашиваемой поверхностью, который может контролируемым образом поворачиваться во множество определенных угловых положений, причем изнашиваемая поверхность представляет собой по существу плоскую поверхность и во всех заданных угловых положениях параллельна плоскости направляющей.
Однако независимо от того, когда происходит вращение изнашивающейся детали, износ компонентов устраняется не полностью, даже посредством вращения изнашивающихся деталей, и в конечном счете изнашивающиеся детали нагружаются неравномерно. Кроме того, указанное устройство имеет тот недостаток, что вращение изнашивающихся деталей возможно только тогда, когда полоса не прижимается к изнашивающейся детали: таким образом, вращение возможно либо только между двумя следующими друг за другом полосами, либо в состоянии простоя установки.
Из WO 2015 / 043 926 A1 известна дисковая боковая направляющая, в которой изнашивающиеся диски также периодически вращаются. Вращение изнашивающихся дисков происходит исключительно во время перерывов прокатки.
В JPH05161917 предлагается, для предотвращения повреждения металлической полосы использовать для направления по боковой линейке зонтикообразные ролики, постоянно поддерживаемыми во вращении благодаря потоку жидкости. При контакте с прокатываемым материалом указанные направляющие в результате силы трения сразу начинают двигаться со скоростью прокатываемого материала.
В JPS60195106 показаны два постоянно совместно вращающихся диска, приводимых в движение со скоростью прокатываемого материала, причем окружная скорость на контактной поверхности равна скорости транспортировки прокатываемого материала.
В JP S53 50039 A описывается дисковая боковая направляющая, каждый из дисков которой приводится в движение двигателем синхронно со скоростью транспортировки полосового материала.
При всех указанных известных решениях уровня техники неподвижные регулируемые изнашивающиеся элементы изнашиваются только в ограниченной области контакта между прокатываемым материалом и направляющей. Этот неравномерный износ направляющей поверхности приводит к нарушению нормальной работы. Изнашивающиеся элементы должны заменяться через короткие временные интервалы. Вследствие времени, необходимого для замены, доступность установки падает. Дисковые боковые направляющие, перемещаемые во время перерыва в производстве механически или посредством шагового двигателя, изнашиваются локально в одной и той же области до следующего перемещения. В известных решениях с непрерывно вращающимися дисками благодаря трению вращающиеся диски не позднее момента контакта с прокатываемым материалом начинают двигаться со скоростью транспортировки прокатываемого материала. Хотя благодаря этому уменьшается износ, падает качество направления полосы, поскольку отсутствует сила трения между прокатываемым материалом и создающей натяжение машиной, а именно, ведущим элементом или моталкой. Это состояние возникает на станах горячей прокатки всегда при выходе конца полосы из последней чистовой клети. Таким образом, качество намотки полосы подвергается негативному воздействию вследствие повышенной телескопичности и неровности витков.
Исходя из указанного уровня техники, задача изобретения состоит в том, чтобы еще больше минимизировать износ направляющих элементов при транспортировке горячекатаных полос и тем самым увеличить интервалы технического обслуживания.
Эта задача решается благодаря устройству для транспортировки полосового материала по пункту 1 и способу транспортировки полосового материала по пункту 13 формулы изобретения. Предпочтительные варианты осуществления изобретения являются предметом соответствующих зависимых пунктов формулы изобретения.
Транспортные устройства содержат, например, передаточные листы или рольганги, чтобы с их помощью транспортировать металлические полосы по определенному маршруту. Таким же образом по определенному маршруту транспортируются металлические листы. Равным образом изобретение также относится к транспортировке листов, причем из соображения простоты ниже используется только термин полосовой материал без ограничительного смысла.
Изобретение основано на той идее, что боковые направляющие элементы снабжены вращающимися изнашивающимися элементами. Изнашивающиеся элементы непрерывно вращаются, в то время как полосы направляются к моталке. Благодаря этому на контактных поверхностях создается незначительный и равномерный износ.Одновременно увеличивается полезная изнашиваемая поверхность в местах контакта между прокатываемым материалом и направляющей по сравнению с изнашивающими элементами, которые не могут перемещаться или, соответственно, вращаться. В результате вращения изнашивающихся элементов на контактной поверхности возникает сила трения, действующая против направления транспортировки полосы. Скорость вращения изнашивающихся элементов может регулироваться. В частности скорость вращения вращающихся изнашивающихся элементов регулируется в зависимости от скорости прокатки, однако всегда таким образом, что окружная скорость изнашивающихся элементов меньше скорости транспортировки прокатываемого материала. В частности при этом порядок величины угловой скорости дисков изнашивающихся элементов составляет от 0,5 до 10 оборотов в минуту, предпочтительно от 0,5 до 5 оборотов в минуту.
В еще одном варианте осуществления изобретения угловая скорость изнашивающихся элементов регулируется в зависимости от натяжения полосы. В частности, если значение натяжения полосы, например, после выхода полосы из зазора между валками, падает ниже нижнего предельного значения, угловая скорость может регулироваться особым образом, так что благодаря трению получается улучшенное направление и уменьшенный уход середины полосы. В таком случае окружная скорость имеет меньшую величину, чем при нормальной работе.
На время контакта на единицу поверхности может оказываться влияние посредством скорости вращения, регулируемой в зависимости от скорости прокатываемого материала. С вращением изнашивающихся элементов непрерывно изменяется контактная поверхность и, таким образом, также область износа, так что изнашивающиеся элементы во время направления используются более эффективно.
Изнашивающиеся элементы выполнены с возможности выдвигания в боковом направлении, т.е. в направлении и противоположно направлению их оси вращения, так что посредством регулирования положения и усилия выдвижного устройства можно влиять на направление прокатываемого материала.
Под термином "выдвижной" в общем случае понимается позиционирование в боковом направлении. Указанный термин в равной степени включает индивидуальное позиционирование по меньшей мере одного изнашивающегося элемента, а также позиционирование по меньшей мере одного изнашивающегося элемента функционально совместно с боковым направляющим элементом.
В сравнении с уровнем техники при предлагаемом изобретением решении можно ожидать непрерывного и меньшего износа, без проявления неблагоприятных направляющих свойств вследствие отсутствующего усилия противонатяжения, как это имеет место в случае известных из уровня техники устройств, непрерывно вращающихся со скоростью прокатываемого материала.
Размер изнашивающихся элементов зависит, в частности, от имеющегося свободного пространства между транспортным устройством, в частности рольгангом, и боковыми направляющими элементами.
Усовершенствованные варианты осуществления изобретения состоят, в частности, в охлаждении линеек посредством устройств охлаждения линеек, увлажнения эмульсией вращающихся дисков изнашивающихся элементов, дополнительного измерения усилия непосредственно на линейке и интеллектуального программного обеспечения для прогнозирования следующей замены дисков изнашивающихся элементов посредством анализа предыдущего хода текущей программы прокатки.
Преимущество изобретения состоит, в частности, в том, что посредством выбора угловой скорости дисков изнашивающихся элементов может быть отрегулировано до желательного значения время контакта диска изнашивающегося элемента и полосы. К тому же при предлагаемом решении относительная скорость между изнашивающимся элементом и прокатываемым материалом меньше, чем в уровне техники, что положительно влияет на износ.
Дополнительные преимущества изобретения можно усмотреть в том, что время использования направляющих и, таким образом, доступность установки повышается также потому, что, поскольку благодаря более равномерному износу изнашивающихся элементов требуется меньше ремонтных работ для установки запасных частей. Кроме того, качество намотки, особенно на конце полосы, улучшается за счет усилия противонатяжения. С этим также связано уменьшение повреждений кромок полос.
Дополнительные признаки и преимущества изобретения вытекают из последующего описания предпочтительных вариантов осуществления со ссылкой на прилагаемые чертежи.
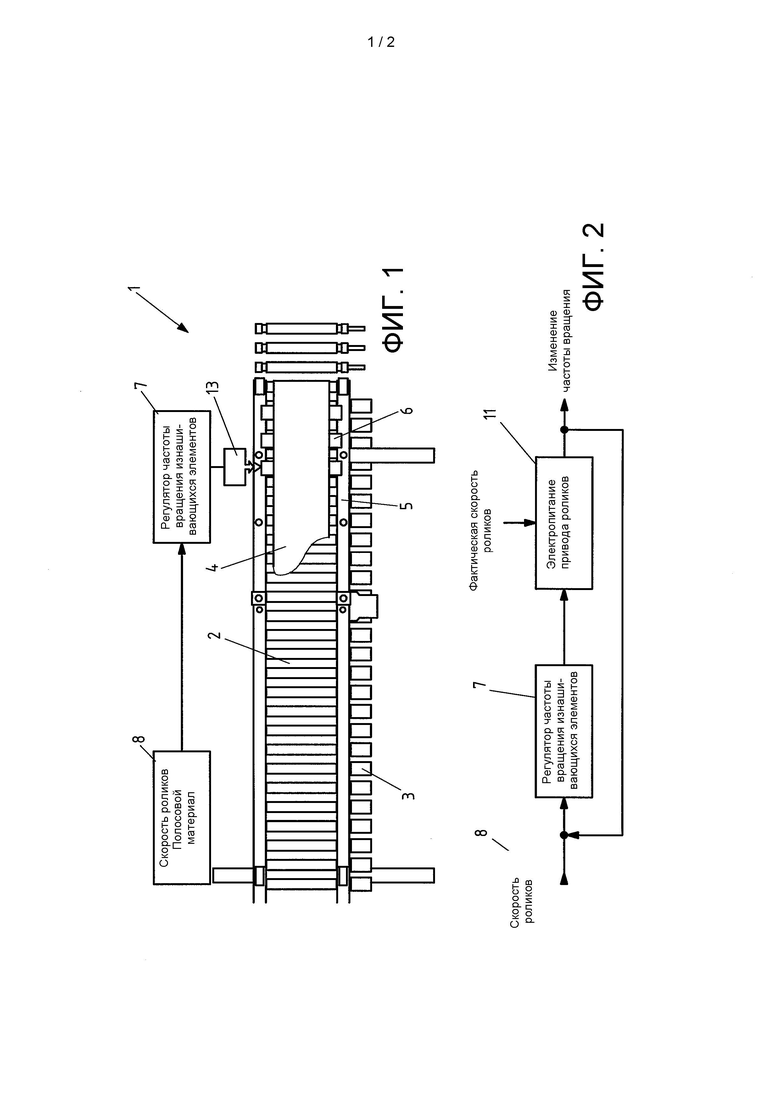
На фиг.1 на виде сверху показано устройство для изготовления и, в частности, транспортировки полосового материала согласно одному из вариантов осуществления изобретения.
На фиг.2 показана структурная схема регулирования частоты вращения изнашивающихся элементов согласно одному из вариантов осуществления изобретения.
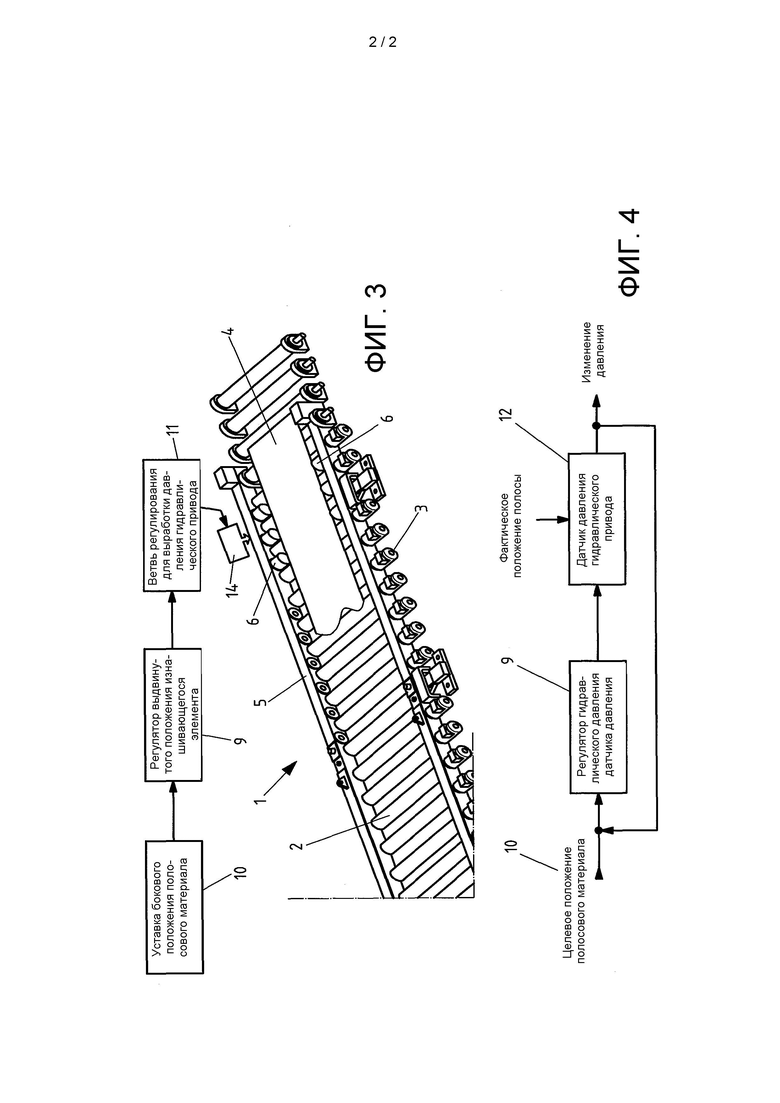
На фиг.3 в перспективном изображении показан вариант осуществления по фиг.1.
На фиг.4 показана структурная схема регулирования создания давления для выдвигания изнашивающихся элементов согласно одному из вариантов осуществления изобретения.
Чертеж выполнен не в масштабе, и в некоторых местах элементы выделены для подчеркивания их функции. Если не указано иного, для одинаковых или одинаково действующих элементов используются одни и те же ссылочные обозначения.
На фиг.1 показан рольганг 1 с роликами 2, по которым транспортируется полосовой материал 4. Ролики 2 приводятся в движение двигателями 3, так что на чертеже полосовой материал перемещается слева направо. Специалисту понятно, что изобретение не ограничено рольгангом в качестве транспортного устройства, и вместо рольганга в качестве транспортного устройства также могут быть использованы, например, передаточные листы. Однако ниже без ограничения общности преимущественно делаются ссылки на рольганг.
Для предотвращения бокового спадания полосового материала 4 с рольганга 1 рольганг снабжен боковыми направляющими элементами 5, предпочтительно расположенными с обеих сторон полосового материала 4, в частности на уровне рольганга 1 с множеством его роликов 2. Однако, как описано во введении, указанные боковые направляющие элементы 5 подвержены повышенному износу. Для распределения износа, вызываемого полосовым материалом 4, по бóльшей поверхности, на боковых направляющих элементах 5 с обеих сторон рольганга 1 расположено множество вращающихся изнашивающихся элементов 6. Каждый из изнашивающихся элементов 6 установлен с возможностью вращения вокруг своей оси симметрии, расположенной параллельно роликами рольганга, и посредством вращательного привода 13 приводится во вращательное движение вокруг своей оси симметрии. При этом каждый изнашивающиеся элемент имеет собственный вращательный привод, или один вращательный привод приводит в движение некоторые или все изнашивающиеся элементы.
Скорость вращения изнашивающихся элементов 6 согласно изобретению регулируется до получения заданной целевой частоты вращения в зависимости от скорости поступательного перемещения полосового материала 4 на рольганге 1. Для этого устройство содержит датчик 8 скорости вращения роликов. Сигнал указанного датчика, отображающий скорость вращения роликов, служит в качестве задающего воздействия для регулятора 7 частоты вращения изнашивающихся элементов.
В качестве альтернативы скорость вращения изнашивающегося элемента 6 регулируется до получения заданной целевой частоты вращения в зависимости от времени контакта с полосовым материалом на единицу площади. В этом случае устройство содержит непоказанный датчик времени контакта между изнашивающимся элементом и полосовым материалом. В зависимости от указанного времени контакта выбирается скорость изнашивающегося элемента, т.е. время контакта используется в качестве задающего воздействия для регулятора частоты вращения.
Однако в обоих случаях частота вращения изнашивающего элемента регулируется таким образом, что окружная скорость изнашивающегося элемента меньше или равна скорости поступательного перемещения полосового материала на рольганге. В частности, оказалось, что порядок величины оптимальной угловой скорости изнашивающихся элементов составляет от 0,5 до 10 оборотов в минуту, предпочтительно от 0,5 до 5 оборотов в минуту.
Регулирование скорости вращения изнашивающихся элементов обобщено на фиг.2. Регулятор 7 в качестве задающего воздействия считывает выходной сигнал датчика 8 скорости роликов рольганга 1. В зависимости от скорости роликов регулятор 7 выдает сигнал управляющего воздействия в блок 11 питания для вращательного привода изнашивающегося элемента. В зависимости от возмущающего воздействия или, соответственно, фактической скорости роликов рольганга 1 получается изменение частоты вращения для привода изнашивающихся элементов, так что частота вращения изнашивающегося элемента постоянно согласуется со скоростью роликов рольганга. Предпочтительно вращательный привод для указанного по меньшей мере одного изнашивающегося элемента представляет собой электродвигатель.
В еще одном варианте осуществления частота вращения изнашивающихся элементов 6 регулируется до получения заданной, предпочтительно пониженной целевой частоты вращения, в зависимости от измеренного натяжения полотна. Если натяжение полотна падает ниже заданного предельного значения, например, когда полотно выходит из последней прокатной клети, целевая частота вращения снижается таким образом, что в результате трения увеличивается натяжение полотна.
Этот вид регулирования может быть связан или совмещен с двумя названными выше видами регулирования.
В дополнение к регулируемой установке частоты вращения изнашивающихся элементов 6 также регулируется с получением заданного целевого положения боковое положение полосового материала 4 на рольганге 1. Для этого устройство содержит позиционный регулятор 9 для регулирования выдвинутого положения указанного по меньшей мере одного изнашивающегося элемента. На фиг.3 показан вариант осуществления рольганга 1 с регулированием центрирования полосового материала 4 на рольганге 1. Центрирование полосового материала 4 осуществляется посредством изнашивающихся элементов 6, которые могут быть выдвинуты в боковом направлении, т.е. поперек направления транспортировки полосового материала 4. Поскольку полосовой материал 4 свободно лежит на роликах 2, полосовой материал посредством выдвигания изнашивающихся элементов может быть легко перемещен в боковом направлении и, в частности, отцентрирован на рольганге 1. Для этого устройство содержит позиционирующий привод 14 для выдвигания по меньшей мере одного изнашивающегося элемента до выдвинутого положения. В одном из вариантов осуществления предлагаемого изобретением устройства задающее воздействие представляет собой силу, с которой изнашивающийся элемент 6 прижимается к полосовому материалу 4 на рольганге 1. Посредством восприятия указанной силы, полосовой материал 4 может удерживаться на рольганге 1 в однократно заданном положении.
В предпочтительном, особенно практичном варианте осуществления указанный по меньшей мере один изнашивающийся элемент выдвигается в выдвинутое положение функционально вместе с боковыми направляющими элементами.
В качестве альтернативы позиционный регулятор 9 в качестве задающего воздействия может считывать уставку для бокового положения. Для этого устройство содержит датчик 10 для бокового положения полосового материала на рольганге.
В качестве позиционирующего привода предпочтительно используется гидравлический привод.
Регулирование бокового положения полосового материала 4 на рольганге 1 обобщено на фиг.4. Регулятор 9 определяет гидравлическое давление датчика 12 давления для гидравлического привода. Таким образом, датчик 12 давления представляет собой исполнительный элемент или, соответственно, ветвь регулирования контура регулирования для регулирования положения вращающегося изнашивающегося элемента 6 поперек направления транспортировки полосового материала на транспортном устройстве. Фактическое боковое положение полосы на рольганге учитывается датчиком 12 давления. В зависимости от указанного положения полосы датчик 12 давления выдает корректирующий сигнал для изменения давления.
Регулировки устройства предпочтительно дополняются непоказанным устройством прогнозирования техобслуживания, которое в зависимости от предыдущей даты технического обслуживания и событий, происшедших с указанной предыдущей даты, показывает предполагаемую следующую дату технического обслуживания.
Предлагаемый изобретением способ транспортировки полосового материала более подробно описывается ниже со ссылкой на чертежи.
Прежде всего, способ предусматривает транспортировку полосового материала по транспортному устройству 1 с боковыми направляющими элементами 5 по сторонам транспортного устройства. Предпочтительно боковые направляющие элементы расположены с обеих сторон транспортного устройства, однако по меньшей мере с одной стороны транспортного устройства. На транспортном устройстве полосовой материал транспортируют по заданному маршруту, например к моталке.
Для уменьшения износа боковых направляющих элементов вследствие трения полосового материала на каждом боковом направляющем элементе 5 предусмотрены изнашивающиеся элементы 6, вращающиеся вокруг оси, расположенной поперек направления транспортировки. Для этого каждый из изнашивающихся элементов на боковом направляющем элементе оснащен вращательным приводом 13. Целевая частота вращения вращательного привода 13 может регулироваться и задается посредством регулятора 7 частоты вращения. Вместо непосредственного задания целевой частоты вращения регулятор 7 частоты вращения также может определять величину изменения частоты вращения, необходимую для достижения целевой частоты вращения. Расчетную целевую частоту вращения или, соответственно, изменение мгновенной частоты вращения устанавливают во вращательном приводе 13.
Целевая частота вращения изнашивающихся элементов зависит от скорости поступательного перемещения полосового материала на транспортном устройстве. При установке целевой частоты вращения вращательного привода 13 посредством регулятора 7 частоты вращения в качестве задающего воздействия регулятора частоты вращения может служить скорость поступательного перемещения полосового материала или скорость вращения роликов рольганга. В качестве альтернативы в качестве задающего воздействия регулятора 7 частоты вращения может служить время контакта с полосовым материалом на единицу площади. Благодаря этому обеспечивается, что изнашивающиеся элементы 6 не слишком сильно нагреваются полосовым материалом. В качестве еще одной альтернативы в качестве задающего воздействия регулятора 7 частоты вращения также может служить противонатяжение в полосовом материале. Это в частности позволяет контролировать качество намотки конца полосы на моталке.
Посредством регулирования целевой частоты вращения изнашивающихся элементов также могут минимизироваться повреждения кромок полосы при транспортировке полосового материала. Для этого окружную скорость изнашивающегося элемента или, соответственно, изнашивающихся элементов 6 регулируют в зависимости от скорости поступательного перемещения полосового материала на транспортном устройстве 1 таким образом, что при этом окружная скорость меньше или равна скорости поступательного перемещения полосового материала на транспортном устройстве 1. При зависимости окружной скорости изнашивающихся элементов от скорости поступательного перемещения полосового материала, в качестве угловой скорости изнашивающихся элементов получается порядок величины частоты вращения от 0,5 до 10 оборотов в минуту. Предпочтительно частоту вращения регулируют до величины от 0,5 до 5 оборотов в минуту.
Поскольку изнашивающиеся элементы 6 согласно изобретению могут быть выдвинуты в направлении и против направления их оси вращения, их выдвинутое положение посредством позиционного регулятора 9 может регулироваться с получением заданного целевого положения. При этом выдвигание изнашивающегося элемента поперек направления транспортировки в целевое положение осуществляется посредством позиционирующего привода 14 изнашивающегося элемента 6. При регулировании целевого положения изнашивающегося элемента в качестве задающего воздействия позиционного регулятора воспринимается сила, с которой по меньшей мере один изнашивающийся элемент 6 прижимается к полосовому материалу на транспортном устройстве 1. В качестве альтернативы посредством датчика обнаруживают боковое положение 10 полосового материала, так что в качестве задающего воздействия служит целевое положение полосового материала на транспортном устройстве.
Ссылочные обозначения
1 рольганг
2 ролик
3 привод роликов
4 полосовой материал
5 боковой направляющий элемент
6 вращающийся изнашивающийся элемент
7 регулятор частоты вращения изнашивающихся элементов
8 датчик скорости роликов
9 позиционирующий регулятор изнашивающегося элемента
10 датчик целевого положения полосового материала
11 электропитание привода роликов
12 датчик давления гидравлического привода
13 вращательный привод
14 позиционирующий привод
Изобретение относится к обработке давлением и может быть использовано при изготовлении полосового материала, в частности горячекатаной полосы. Устройство для транспортировки полосового материала содержит транспортное устройство (1), боковые направляющие элементы, по меньшей мере один изнашивающийся элемент (6) и вращательный привод (13) для его вращения. По меньшей мере один изнашивающийся элемент установлен на каждом боковом направляющем элементе. Устройство снабжено регулятором (7) для регулирования частоты вращения по меньшей мере одного изнашивающегося элемента с получением заданной целевой частоты вращения. Упомянутый регулятор обеспечивает окружную скорость по меньшей мере одного изнашивающегося элемента (6), меньшую скорости поступательного перемещения полосового материала на транспортном устройстве (1). В результате обеспечивается уменьшение износа направляющих элементов. 2 н. и 20 з.п. ф-лы, 4 ил. 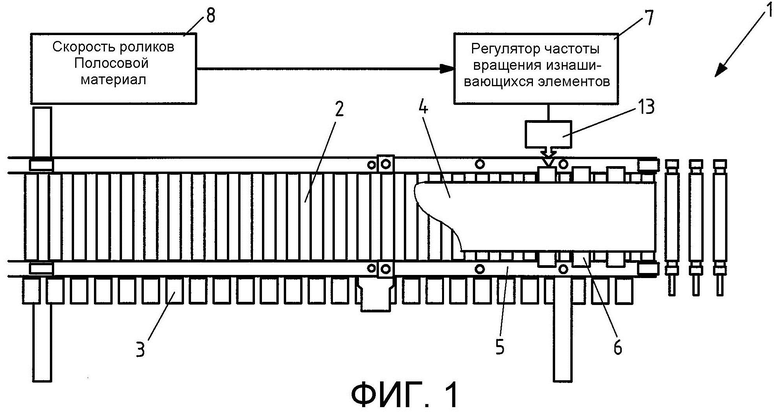
1. Устройство для транспортировки полосового материала, содержащее:
транспортное устройство (1) для транспортировки полосового материала в заданном направлении транспортировки по заданному маршруту,
боковые направляющие элементы, расположенные по меньшей мере с одной стороны транспортного устройства (1),
по меньшей мере один изнашивающийся элемент (6), установленный на каждом боковом направляющем элементе (5), с возможностью вращения вокруг оси, расположенной поперек направления транспортировки, и
вращательный привод (13) для вращения указанного по меньшей мере одного изнашивающегося элемента вокруг указанной оси,
отличающееся тем, что он снабжен
регулятором (7) частоты вращения для регулирования частоты вращения указанного по меньшей мере одного изнашивающегося элемента с получением заданной целевой частоты вращения, причем
регулятор (7) частоты вращения выполнен с возможностью обеспечения окружной скорости указанного по меньшей мере одного изнашивающегося элемента (6), меньшей скорости поступательного перемещения полосового материала на транспортном устройстве (1).
2. Устройство по п. 1, отличающееся тем, что транспортное устройство (1) содержит рольганг с роликами, при этом устройство содержит датчик скорости поступательного перемещения полосового материала на рольганге и датчик скорости вращения роликов, пропорциональной скорости поступательного перемещения полосового материала, а регулятор (7) частоты вращения выполнен с обеспечением задающего воздействия для него, в качестве которого использована скорость поступательного перемещения полосового материала или скорость вращения роликов.
3. Устройство по п. 1, отличающееся тем, что регулятор (7) частоты вращения выполнен с обеспечением задающего воздействия для него, в качестве которого использовано время контакта изнашивающегося элемента с полосовым материалом на единицу площади контакта.
4. Устройство по п. 1, отличающееся тем, что регулятор (7) частоты вращения выполнен с обеспечением задающего воздействия для него, в качестве которого использовано противонатяжение в полосовом материале.
5. Устройство по одному из пп. 1-4, отличающееся тем, что регулятор (7) частоты вращения выполнен с возможностью обеспечения величины угловой скорости изнашивающихся элементов (6), которая составляет от 0,5 до 10 оборотов в минуту, предпочтительно от 0,5 до 5 оборотов в минуту.
6. Устройство по одному из пп. 1-5, отличающееся тем, что оно содержит
позиционный регулятор (9) для регулирования выдвинутого положения указанного по меньшей мере одного изнашивающегося элемента (6) с получением заданного целевого положения и
позиционирующий привод (14) для выдвижения указанного по меньшей мере одного изнашивающегося элемента поперек направления транспортировки в целевое положение.
7. Устройство по п. 6, отличающееся тем, что позиционный регулятор (9) выполнен с обеспечением задающего воздействия для него, в качестве которого использована сила, с которой указанный по меньшей мере один изнашивающийся элемент (6) прижимается к полосовому материалу на транспортном устройстве (1).
8. Устройство по п. 6, отличающееся тем, что оно содержит датчик бокового положения (10) полосового материала, а задающее воздействие позиционного регулятора (9) представляет собой целевое положение для полосового материала на транспортном устройстве.
9. Устройство по одному из пп. 1-8, отличающееся тем, что вращательный привод (13) для вращения указанного по меньшей мере одного изнашивающегося элемента выполнен в виде электродвигателя.
10. Устройство по одному из пп. 6-9, отличающееся тем, что позиционирующий привод (14) выполнен в виде гидравлического привода.
11. Устройство по одному из пп. 1-10, отличающееся тем, что оно содержит устройство прогнозирования техобслуживания, выполненное с возможностью отображения в зависимости от предыдущей даты технического обслуживания и событий, произошедших с указанной предыдущей даты, предполагаемой следующей даты технического обслуживания.
12. Устройство по одному из пп. 1, 3, 4, в котором в качестве транспортного устройства для полосового материала (4) использован рольганг (1) с роликами (2).
13. Устройство по одному из пп. 1-12, отличающееся тем, что оно выполнено с возможностью транспортировки полосового металла в виде горячекатаной полосы.
14. Способ транспортировки полосового материала, включающий этапы, на которых осуществляют:
транспортировку полосового материала посредством транспортного устройства (1), имеющего по меньшей мере с одной стороны боковые направляющие элементы (5), по заданному маршруту,
вращение посредством вращательного привода (13) по меньшей мере одного изнашивающегося элемента (6) на каждом боковом направляющем элементе (5) вокруг оси, расположенной поперек направления транспортировки,
определение путем расчета целевой частоты вращения по меньшей мере одного изнашивающегося элемента (6) или величины изменения частоты вращения, необходимой для достижения заданной целевой частоты вращения, которое осуществляют посредством регулятора (7) частоты вращения,
установку во вращательном приводе (13) рассчитанной целевой частоты вращения или величины ее изменения для регулирования частоты вращения по меньшей мере одного изнашивающегося элемента (6), причем
обеспечивают окружную скорость указанного по меньшей мере одного изнашивающегося элемента (6) меньше скорости поступательного перемещения полосового материала на транспортном устройстве (1).
15. Способ по п. 14, отличающийся тем, что используют транспортное устройство, содержащее рольганг с роликами, а в качестве задающего воздействия для регулятора частоты вращения используют скорость поступательного перемещения полосового материала или скорость вращения роликов рольганга.
16. Способ по п. 14, отличающийся тем, что в качестве задающего воздействия для регулятора (7) частоты вращения используют время контакта изнашивающегося элемента с полосовым материалом на единицу площади контакта.
17. Способ по п. 14, отличающийся тем, что в качестве задающего воздействия для регулятора (7) частоты вращения используют противонатяжение в полосовом материале.
18. Способ по одному из пп. 14-17, отличающийся тем, что величина угловой скорости изнашивающихся элементов (6) составляет от 0,5 до 10 оборотов в минуту, предпочтительно от 0,5 до 5 оборотов в минуту.
19. Способ по одному из пп. 14-18, отличающийся тем, что он включает этапы, на которых осуществляют:
регулирование посредством позиционного регулятора (9) выдвинутого положения указанного по меньшей мере одного изнашивающегося элемента (6) с получением заданного целевого положения и
выдвижение посредством позиционирующего привода (14) указанного по меньшей мере одного изнашивающегося элемента поперек направления транспортировки в целевое положение.
20. Способ по п. 19, отличающийся тем, что в качестве задающего воздействия для позиционного регулятора используют силу, с которой указанный по меньшей мере один изнашивающийся элемент (6) прижимается к полосовому материалу на транспортном устройстве (1).
21. Способ по п. 19, отличающийся тем, что обнаруживают боковое положение (10) полосового материала посредством датчика, а в качестве задающего воздействия для позиционного регулятора используют целевое положение полосового материала на транспортном устройстве.
22. Способ по одному из пп. 14-21, отличающийся тем, что отображают предполагаемую дату следующего технического обслуживания посредством устройства прогнозирования техобслуживания в зависимости от предыдущей даты технического обслуживания и событий, произошедших с указанной предыдущей даты.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВОДКИ МЕТАЛЛИЧЕСКИХ ПОЛОС С ПОМОЩЬЮ ИЗНАШИВАЮЩИХСЯ ТЕЛ | 2014 |
|
RU2664849C2 |
| Проводка скольжения прокатной клети | 1982 |
|
SU1069896A1 |
| JPS 5350039 A, 08.05.1978. | |||

