ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта обычная заявка, согласно § 119(a), раздел 35 Кодекса США, притязает на приоритет заявки на патент № PCT/CN2019/107820, поданной в Китае 25 сентября 2019 г., все содержимое которой таким образом включено посредством ссылки.
Область техники
[0001] Настоящее изобретение относится к способу изготовления рабочего колеса насоса, в частности, к способу изготовления рабочего колеса насоса, получаемого из конструкционного пластикового материала, который можно адаптировать для изготовления пластикового рабочего колеса с высокоэффективным трехмерным каналом для потока с применением таких способов, как инжекционное формование или трансферное формование, и который способен решить проблему, связанную с тем, что традиционное двухмерное рабочее колесо может легко изготавливаться, но имеет низкую эффективность.
Уровень техники
[0002] Энергосбережение и сокращение выбросов углекислого газа получают все больше внимания стран, и поэтому повышение эффективности машинного оборудования становится целью, на достижение которой направлены усилия изготовителей. Согласно докладу Международного энергетического агентства (IEA) потребление энергии насосами составляет приблизительно 19% общего энергопотребления со стороны оборудования с приводом от электродвигателя. С 2015 г. Европейский союз (ЕС) регулирует индекс минимальной эффективности (MEI) водяных насосов, который должен быть по меньшей мере больше или равен 0,4, и, таким образом, много изготовителей работают над разработкой высокоэффективных насосов, которые являются экономичными в отношении изготовления.
[0003] Согласно библиографическому материалу 1 (Paul Cooper. 2001. McGraw-Hill. PUMP HANDBOOK(3rd ed.), section 2.1, Centrifugal pump theory), на приведенных в нем фиг. 9 (Оптимальная геометрия как функция удельной скорости в точке оптимального кпд) и фиг. 10 (Эффективность центробежных насосов к удельной скорости) указан параметр, который обычно применяется в насосной промышленности и называется «коэффициент быстроходности», при этом коэффициент быстроходности определяется следующим образом:  ; в библиографическом материале также говорится о геометрии рабочего колеса насоса и ее связи с рабочим диапазоном (подача (Q), напор (H)); коэффициент быстроходности центробежного насоса находится приблизительно в диапазоне от 380 до 1750
; в библиографическом материале также говорится о геометрии рабочего колеса насоса и ее связи с рабочим диапазоном (подача (Q), напор (H)); коэффициент быстроходности центробежного насоса находится приблизительно в диапазоне от 380 до 1750  , при этом рабочее колесо характеризуется более высоким коэффициентом быстроходности, большей степенью изогнутости лопасти. В библиографическом материале также говорится о том, что двухмерная лопасть представляет собой типичную тихоходную лопасть, при этом двухмерная лопасть характеризуется неизменной формой во всех точках вдоль оси z, поэтому линия диска и линия ступицы лопасти совпадают друг с другом. В отличие от этого у трехмерной лопасти линия диска и линия ступицы выполнены разной формы и характеризуются разными углами лопастей.
, при этом рабочее колесо характеризуется более высоким коэффициентом быстроходности, большей степенью изогнутости лопасти. В библиографическом материале также говорится о том, что двухмерная лопасть представляет собой типичную тихоходную лопасть, при этом двухмерная лопасть характеризуется неизменной формой во всех точках вдоль оси z, поэтому линия диска и линия ступицы лопасти совпадают друг с другом. В отличие от этого у трехмерной лопасти линия диска и линия ступицы выполнены разной формы и характеризуются разными углами лопастей.
[0004] На фиг. 19 (конформное отображение формы лопасти: «развертка эпюры линии обтекания») в библиографическом материале 1 указано, что развертка эпюры линии обтекания формы лопасти определяется способом конформного отображения, и можно ясно определять изменение угла лопасти при разных линиях потока на меридиональной координате  из области выхода в область входа. Можно увидеть, что углы лопасти являются одинаковыми в области выхода, но ближе к области входа линия диска и линия ступицы больше отличаются по углу лопасти, и изогнутость лопасти больше.
из области выхода в область входа. Можно увидеть, что углы лопасти являются одинаковыми в области выхода, но ближе к области входа линия диска и линия ступицы больше отличаются по углу лопасти, и изогнутость лопасти больше.
[0005] Центробежное рабочее колесо представляет собой важный элемент для работы турбомашины, и его можно использовать для перемещения текучей среды, в том числе жидкости и/или газа, и применять в ветровых турбинах или насосах. Центробежное рабочее колесо установлено в улитке; текучая среда проходит во всасывающий канал корпуса насоса и попадает в область входа рабочего колеса в осевом направлении. Внутренняя часть рабочего колеса содержит несколько радиальных или наклонных каналов для потока лопастей, образованных несколькими изогнутыми лопастями. Когда рабочее колесо вращается, механическая энергия передается текучей среде через эти лопасти за счет центробежной силы и силы Кориолиса с увеличением скорости потока и давления текучей среды. Направляемый лопастями поток текучей среды переходит от движения в осевом направлении на движение в радиальном направлении, и затем текучая среда покидает канал для потока лопасти и попадает в канал для потока в улитке, при этом ее характеризующаяся высокой скоростью кинетическая энергия восстанавливается как статическое давление за счет распространения в канале для потока в улитке и высвобождается из области выхода улитки.
[0006] В осевом направлении диск и ступица расположены соответственно на передней стороне и задней стороне лопастей центробежного рабочего колеса; диск и ступица выполнены с возможностью ограничения движения текучей среды, движущейся внутри каналов для потока лопастей. Ступица непосредственно соединена с валом и применяется для передачи лопастям мощности на валу. Диск применяется для ограничения потока текучей среды, а также способен увеличивать общую конструкционную прочность лопастей и выдерживать перепад давления между внутренней стороной улитки и каналами для потока лопастей.
[0007] Типичный центробежный насос может быть снабжен открытым рабочим колесом, полузакрытым рабочим колесом или закрытым рабочим колесом. У открытого рабочего колеса нет диска; открытое рабочее колесо содержит только часть ступицы для соединения лопастей с валом; рабочее колесо установлено между передней стенкой и задней стенкой корпуса насоса, и поле течения регулируется в основном зазорами между рабочим колесом и передней стенкой и задней стенкой корпуса насоса. Полузакрытое рабочее колесо не содержит диска, но содержит целую ступицу для соединения лопастей с валом, и поле течения регулируется в основном зазорами между рабочим колесом и передней стенкой корпуса насоса. Закрытое рабочее колесо обычно содержит как диск, так и ступицу, при этом между каналами для потока в рабочем колесе нет зазора, так что эффективность выше, и, в целом, диск, ступица и лопасти выполнены за одно целое для обеспечения достаточной механической прочности и эффективного отделения жидкости в каждом канале для потока лопасти.
[0008] В связи с этим рассмотрены фиг. 1A, фиг. 1B и фиг. 1C, при этом фиг. 1A представляет собой изображение сбоку в разрезе традиционного пластикового рабочего колеса с двухмерными лопастями, фиг. 1B представляет собой изображение сверху пластикового рабочего колеса на фиг. 1A и фиг. 1C показывает развертку эпюры линии обтекания двухмерной лопасти на фиг. 1A. Следует отметить, что поскольку рабочее колесо представляет собой вращающийся механический компонент, то для описания геометрической формы рабочего колеса часто применяется система цилиндрических координат; показанная на фиг. 1A поверхность разреза вдоль оси рабочего колеса называется плоскостью r_z, или меридиональной плоскостью, и применяется для описания геометрической формы канала для потока, в котором поток текучей среды после попадания в рабочее колесо через всасывающий канал изменяет направление с осевого направления на радиальное направление, а также применяется для описания геометрической формы канала для потока лопастей между диском 11 и ступицей 12; и плоскость r_θ на фиг. 1B представляет собой плоскость проекции, перпендикулярную меридиональной плоскости. Диск 11 имеет внутреннюю поверхность 111. Элемент поверхности внутренней поверхности 111 на плоскости r_z представляет собой прямую линию, параллельную оси r; другими словами, внутренняя поверхность 111 представляет собой двухмерную кольцевую плоскую поверхность. Ступица 12 имеет внутреннюю поверхность 121. Элемент поверхности внутренней поверхности 121 на плоскости r_z представляет собой прямую линию, которая не является параллельной оси r, и, таким образом, внутренняя поверхность 121 представляет собой коническую поверхность.
[0009] На фиг. 1A лопасти 13 расположены между диском 11 и ступицей 12; расстояние от диска 11 до ступицы 12 называется меридиональной шириной 131, при этом меридиональная ширина 131 постепенно уменьшается от наибольшей ширины B11 области входа лопасти 13 к наименьшей ширине B12 области выхода лопасти 13. На плоскости r_z (меридиональной плоскости) лопасть 13 имеет переднюю кромку 132 в области входа; лопасть 13 имеет линию 134 диска на той своей стороне, которая соединена с диском 11; лопасть 13 имеет линию 135 ступицы на той своей стороне, которая соединена со ступицей 12; изогнутая лопасть 13 имеет заднюю кромку 136 на конце в области выхода, и между линией 134 диска и линией 135 ступицы проходит средняя линия 138. На фиг. 1B, представленной со стороны плоскости r_θ, линия 134 диска и линия 135 ступицы полностью совпадают друг с другом; две соседние лопасти 13 характеризуются шириной 137 сектора между ними, при этом ширина 137 сектора увеличивается в направлении от области входа лопасти 13 к области выхода лопасти 13 по мере увеличения радиуса. На развертке эпюры линии обтекания на фиг. 1C ордината представляет собой меридиональную координату , [ ], что говорит о том, что длина линии 134 диска, средней линии 138 и линии 135 ступицы на плоскости r_z начинается с m=0; абсцисса представляет собой ∫rdθ и говорит о длине окружности при проецировании с ∫rdθ=0 линии 134 диска, средней линии 138 и линии 135 ступицы на плоскость r_θ. На фиг. 1B ясно видно, что в случае двухмерной лопасти 13 линия 134 диска и линия 135 ступицы полностью совпадают друг с другом, и, таким образом, они являются одинаковыми по углу лопасти β, тангенсы tanβ=dm/rdθ являются одинаковыми, и углы являются одинаковыми, если смотреть от лопасти 13 на плоскости r_θ.
], что говорит о том, что длина линии 134 диска, средней линии 138 и линии 135 ступицы на плоскости r_z начинается с m=0; абсцисса представляет собой ∫rdθ и говорит о длине окружности при проецировании с ∫rdθ=0 линии 134 диска, средней линии 138 и линии 135 ступицы на плоскость r_θ. На фиг. 1B ясно видно, что в случае двухмерной лопасти 13 линия 134 диска и линия 135 ступицы полностью совпадают друг с другом, и, таким образом, они являются одинаковыми по углу лопасти β, тангенсы tanβ=dm/rdθ являются одинаковыми, и углы являются одинаковыми, если смотреть от лопасти 13 на плоскости r_θ.
[0010] На фиг. 1D, в способе изготовления традиционного двухмерного пластикового рабочего колеса лопасти и ступицу выполняют за одно целое; формование лопастей и ступицы может выполняться просто посредством неподвижной матрицы и подвижной матрицы, и затем единую деталь из лопастей и ступицы объединяют с диском посредством термической сварки или плавящегося стержня с получением законченного рабочего колеса.
[0011] Чтобы высокая эффективность центробежного рабочего колеса обеспечивалась с учетом того, что осевой поток текучей среды меняется между радиальным потоком и круговым потоком после попадания текучей среды в рабочее колесо через всасывающий канал насоса, форма лопасти во всасывающем канале должна обеспечивать псевдотрехмерную или трехмерную кривую поверхность (что также называется изогнутой частью лопасти). Псевдотрехмерная лопасть характеризуется более высокой эффективностью, чем двухмерная лопасть, поскольку ее угол лопасти больше соответствует требованиям к полю течения, однако только лопасть, имеющая трехмерную поверхность, могла бы полностью соответствовать требованиям к полю течения и в полной мере достигать цели в отношении высокой эффективности. В связи с этим рассмотрены фиг. 2A, фиг. 2B и фиг. 2C, при этом фиг. 2A представляет собой изображение сбоку в разрезе традиционного пластикового рабочего колеса с трехмерными лопастями, но без диска; фиг. 2B представляет собой изображение сверху пластикового рабочего колеса на фиг. 2A; и фиг. 2C показывает развертку эпюры линии обтекания трехмерной лопасти на фиг. 2A. На фиг. 2B элемент поверхности лопасти представляет собой кривую линию, и такая поверхность называется трехмерной поверхностью, а если элемент поверхности лопасти представляет собой прямую линию, то такая поверхность называется псевдотрехмерной поверхностью. По сравнению с вышеуказанной двухмерной лопастью, лопасть 23 на фиг. 2A расположена на ступице 22; меридиональная ширина 231 лопасти 23 постепенно уменьшается от наибольшей ширины B21 области входа лопасти 23 к наименьшей ширине B22 области выхода лопасти 23; ступица 22 имеет внутреннюю поверхность 221; элемент поверхности внутренней поверхности 221 на плоскости r_z представляет собой кривую линию, так что внутренняя поверхность 221 представляет собой вогнутую коническую поверхность; в таком случае в ходе процесса получения такого рабочего колеса формы для получения каналов для потока должны быть разделены на несколько групп скользящих элементов формы, или их будет невозможно удалить из каналов для потока после получения рабочего колеса; такая сложность удаления скользящих элементов формы особенно характерна при ширине B21 области входа лопасти.
[0012] На плоскости r_z (меридиональной плоскости) лопасть 23 имеет переднюю кромку 232 в области входа; лопасть 23 имеет линию 234 диска на той своей стороне, которая удалена от ступицы 22; лопасть 23 имеет линию 235 ступицы на той своей стороне, которая соединена со ступицей 22; изогнутая лопасть 23 имеет заднюю кромку 236 на конце в области выхода, и между линией 234 диска и линией 235 ступицы проходит средняя линия 238. На фиг. 2B, представленной со стороны плоскости r_θ, две соседние лопасти 23 характеризуются шириной 237 сектора между ними, но линия 234 диска и линия 235 ступицы не совпадают друг с другом; в частности, у части лопасти 23 возле передней кромки 232 есть трехмерная изогнутая часть 233 лопасти; изогнутая часть 233 лопасти выполнена изогнутой формы и проходит в направлении всасывающего канала, и расстояние между линией 234 диска и линией 235 ступицы уменьшается в направлении к области выхода лопасти. На развертке эпюры линии обтекания на фиг. 2C β означает трехмерный угол лопасти 23; в области входа (то есть там, где m близко к 100%) линия 234 диска и линия 235 ступицы отличаются по β, и, таким образом, изогнутая передняя кромка 232 соединяет две кривые линии (то есть линию 234 диска и линию 235 ступицы) с образованием элемента 239a в виде кривой линии, при этом элемент 239a в виде кривой линии является параллельным передней кромке 232; в направлении к области выхода лопасти расстояние между линией 234 диска и линией 235 ступицы уменьшается, и элемент 239a в виде кривой линии постепенно становится из кривой линии прямой линией. Из уровня техники эта компоновка известна как поверхность 239 трехмерной лопасти.
[0013] Как показано на фиг. 2D, каждая из линии 234 диска и линии 235 ступицы трехмерной лопасти образована несколькими дуговыми линиями, соединенными последовательно; эти дуговые линии имеют разные центры и разный радиус; таким образом, при удалении скользящего элемента формы для получения ширины 237 сектора будет задеваться лопасть 23.
[0014] Рассмотрены фиг. 3A, фиг. 3B и фиг. 3C, при этом фиг. 3A представляет собой изображение сбоку в разрезе традиционного пластикового рабочего колеса с поверхностью псевдотрехмерной лопасти, но без диска; фиг. 3B представляет собой изображение сверху пластикового рабочего колеса на фиг. 3A; и фиг. 3C показывает развертку эпюры линии обтекания трехмерной лопасти на фиг. 3A. На фиг. 3A лопасть 33 расположена на ступице 32; меридиональная ширина 331 лопасти 33 постепенно уменьшается от наибольшей ширины B31 области входа лопасти 33 к наименьшей ширине B32 области выхода лопасти 33; ступица 32 имеет внутреннюю поверхность 321; элемент поверхности внутренней поверхности 321 на плоскости r_z представляет собой кривую линию, так что внутренняя поверхность 321 представляет собой выпуклую коническую поверхность. На плоскости r_z (меридиональной плоскости) лопасть 33 имеет переднюю кромку 332 на всасывающем канале; лопасть 33 имеет линию 334 диска на той своей стороне, которая удалена от ступицы 32; лопасть 33 имеет линию 335 ступицы на той своей стороне, которая соединена со ступицей 32; изогнутая лопасть 33 имеет заднюю кромку 336 на конце в области выхода, и между линией 334 диска и линией 335 ступицы проходит средняя линия 338. На фиг. 3B, представленной со стороны плоскости r_θ, две соседние лопасти 33 характеризуются шириной 337 сектора между ними, но линия 334 диска и линия 335 ступицы не совпадают друг с другом; в частности, у части лопасти 33 возле передней кромки 332 есть псевдотрехмерная изогнутая часть 333 лопасти, при этом изогнутая часть 333 лопасти выполнена прямой формы и проходит в осевом направлении к всасывающему каналу. В области входа лопасти 33 прямая линия передней кромки 332 соединяет линию 334 диска и линию 335 ступицы с формированием поверхности 339 лопасти, при этом поверхность 339 лопасти образована элементом 339b в виде прямой линии. Из уровня техники эта компоновка известна как поверхность псевдотрехмерной лопасти.
[0015] Из уровня техники известно, что при изготовлении псевдотрехмерного рабочего колеса диск и лопасти выполняют за одно целое; скользящие элементы формы в секторных каналах для потока извлекают из формы вдоль прямолинейного элемента поверхности лопасти, при этом не происходит задевание, и затем диск и лопасти соединяют со ступицей посредством термической сварки или плавящегося стержня с получением законченного рабочего колеса. Тем не менее, линия 334 диска и линия 335 ступицы псевдотрехмерной лопасти образованы несколькими кривыми линиями, соединенными друг с другом, так что при удалении в радиальном направлении скользящего элемента формы от ширины 337 сектора по-прежнему будет происходить задевание лопастей; кроме того, поверхность лопасти трехмерной изогнутой части лопасти образована элементом в виде кривой линии, и, таким образом, при удалении скользящего элемента формы относительно ширины 337 сектора вдоль элемента в виде кривой линии поверхности лопасти по-прежнему будет происходить задевание лопастей. Следовательно, в этом случае нельзя применять один и тот же процесс формования; кроме того, ступица представляет собой компонент силовой передачи; хотя ступица может быть соединена с лопастями посредством термической сварки или плавящегося стержня, в конструкции между ступицей и лопастями все равно будут швы или разрывы, поскольку ступицу не изготавливают в том же процессе формования лопастей, что приводит к более низкой конструкционной прочности и, таким образом, к невозможности эксплуатации в таких условиях, как высокая температура (например, 200°C) и высокая нагрузка.
[0016] Как было рассмотрено выше, высокоэффективное пластиковое рабочее колесо должно содержать диск, ступицу и трехмерную изогнутую часть лопасти и должно преодолевать сложности, связанные с формованием.
[0017] Кроме того, обычно трехмерное металлическое рабочее колесо, содержащее диск и ступицу, может быть получено с применением литья с расходуемой моделью или с применением листового металла для изготовления разных частей с последующим их соединением сваркой. Тем не менее, эти способы уже являются проверенными технологиями. Для изготовления трехмерного закрытого рабочего колеса традиционного пластикового насоса применяются следующие существующие технологии.
[0018] 1. Посредством пятиосевой обрабатывающей машины из одного куска пластикового материала вырезают рабочее колесо с поверхностью трехмерной лопасти. Этот способ может приводить к возникновению большого количества отходов материала и высоких расходов на обработку. Небольшая ширина канала для потока или очень изогнутая форма лопасти не подходят для применения такого способа обработки.
[0019] 2. Посредством пятиосевой обрабатывающей машины из целого куска пластикового материала вырезают рабочее колесо с поверхностью псевдотрехмерной лопасти. Хотя по сравнению с предыдущим способом в этом способе обработки можно легко применять одностороннее фрезерование, такой способ обработки все же будет приводить к возникновению большого количества отходов материала и высоких расходов на обработку, и хотя прямолинейный элемент лопасти уменьшает изогнутость лопасти, но он также снижает эффективность насоса, поэтому этот способ не может полностью соответствовать требованиям к полю течения.
[0020] 3. Получение диска, нескольких лопастей и ступицы рабочего колеса отдельно друг от друга с помощью соответствующих форм с их последующим объединением друг с другом ультразвуковой сваркой или термической сваркой. Тем не менее, лопасти, диск и ступицу в этом способе обработки не получают за один этап в одном процессе получения, что, следовательно, приводит к возникновению между ними швов или разрывов в конструкции и, таким образом, к низкой конструкционной прочности, что может привести к повреждениям в условиях применения при высокой рабочей температуре (например приблизительно 200 °C) или высокой нагрузке.
[0021] 4. Весь комплект изогнутых частей лопастей рабочего колеса делят на две группы. На диске и ступице часть лопастей получают за одно целое. Большинство из лопастей равномерно разделяют и затем эти компоненты соединяют ультразвуковой сваркой или термической сваркой с получением рабочего колеса. В этом способе увеличивается величина ширины сектора между лопастями, но извлечение из формы изогнутой части лопасти на передней кромке в осевом или радиальном направлении не может быть непосредственно осуществлено, поэтому по-прежнему требуется механизм извлечения из формы скользящего элемента формы. Кроме того, в этом способе половину лопастей по-прежнему необходимо присоединять ультразвуковой сваркой или термической сваркой, и поэтому по-прежнему существуют проблемы низкой конструкционной прочности и легкости возникновения повреждений в условиях применения при высокой рабочей температуре (например приблизительно 200 °C) или высокой нагрузке.
[0022] 5. Замена трехмерной изогнутой части лопасти двухмерной геометрией лопасти и замена кривых линий поля течения простой дуговой линией, что позволяет беспрепятственно удалять скользящие элементы формы; тем не менее характеристики перекачивания в случае двухмерной лопасти низкие, и, таким образом, эффективность снижается и не могут быть удовлетворены требования ЕС в отношении энергетической эффективности насоса.
[0023] 6. Для получения рабочего колеса некоторые применяют способ литья с расходуемой моделью, но при литье с расходуемой моделью не возможно повторное использование и требуется дополнительно применять химические реагенты или нагревание для разложения расходуемой модели, поэтому имеют место сложные процессы изготовления и увеличение расходов, что приводит к несоответствию требованиям в отношении экономичного производства.
[0024] 7. Некоторые другие пробуют расслоить скользящий элемент формы в каналах для потока, так что для формирования каждого канала для потока применяется группа скользящих элементов формы, и, таким образом, скользящие элементы формы могут быть последовательно извлечены из канала для потока. Во время удаления скользящих элементов формы пространство, которое занимал ранее удаленный скользящий элемент формы, становится доступным для удаления остальных скользящих элементов формы, и, таким образом, удаление остальных скользящих элементов формы может быть выполнено без их задевания. Тем не менее, этот способ применим только в случае модели насоса с большой шириной канала для потока, большой подачей и низким напором (с коэффициентом быстроходности от среднего до высокому). Только у насосов такого типа будет достаточно пространства для расслоения скользящих элементов формы. Кроме того, процесс извлечения из формы согласно этому способу является сложным и конструкция механизма извлечения из формы является сложной, что увеличивает производственные расходы.
[0025] Ниже представлены некоторые существующие общедоступные библиографические материалы, касающиеся изготовления рабочего колеса.
[0026] Библиографический материал 2 (патент Китая CN 103128974 A)
[0027] Библиографический материал 2 относится к процессу производства пластикового закрытого рабочего колеса. В библиографическом материале 2 указано, что для облегчения процесса извлечения из формы в рабочем колесе насоса применяются лопасти, имеющие одну дугу, но это будет снижать эффективность рабочего колеса. В закрытом рабочем колесе для повышения эффективности применяются лопасти, имеющие две дуги. Тем не менее, скользящие элементы формы для рабочего колеса нельзя удалить, так что рабочее колесо в виде единой детали невозможно получить. В библиографическом материале 2 предлагается изготавливать диск и ступицу в двух наборах форм и затем объединять их друг с другом посредством пластиковых болтов; тем не менее, в библиографическом материале 2 не указано, как получают трехмерную изогнутую часть лопасти, и на графических материалах к библиографическому материалу 2 также показано, что форму для лопастей удаляют в одну сторону в осевом направлении, поэтому это подходит только для двухмерных лопастей. Кроме того, в библиографическом материале 2 не описана надежность применения пластиковых болтов для прикрепления лопастей вместо выполнения их за одно целое и то, можно ли их применять в условиях высокой температуры и высокой нагрузки.
[0028] Библиографический материал 3 (патент Китая CN 104131995 A)
[0029] Библиографический материал 3 относится к способу изготовления рабочего колеса водяного насоса и к водяному насосу. В библиографическом материале 3 предлагается применять подвижную матрицу и неподвижную матрицу для получения рабочего колеса с применением инжекционного формования, или литья под давлением, или экструзии, но в библиографическом материале 3 указано, что поскольку скользящий элемент формы не применяется, то в ступице рабочего колеса образуется промежуток, влияющий на эффективность. Если для заполнения промежутка в ступице применяется вставка, эффективность может повыситься, но согласно библиографическому материалу 3 передача усилия на рабочее колесо происходит за счет приложения вращательного момента к отверстию вала и ступице через центр вала, и из-за наличия в ступице очень большого промежутка вокруг отверстия вала остается только небольшая поверхность. Соединение между ступицей и лопастями должно обладать механической конструкционной прочностью для передачи усилия в насосе. На графических материалах к библиографическому материалу 3 показано, что соединение ступицы и лопастей находится в области небольшого радиуса возле отверстия вала, при этом оно должно выдерживать относительно большой вращательный момент, и площадь ступицы должна ограничиваться размером всасывающего канала рабочего колеса, чтобы происходил процесс извлечения из формы, так что предложенное в библиографическом материале 3 будет применимо только к центробежному насосу с высокой подачей и меньшим напором (с коэффициентом быстроходности от среднего до высокому).
[0030] Библиографический материал 4 (патент Китая CN 105179304 A)
[0031] Библиографический материал 4 относится к пластиковому коррозиестойкому и износостойкому насосу и матрице для формирования его рабочего колеса; в библиографическом материале 4 указано, что у пластикового центробежного насоса эффективность в целом ниже, чем у металлического насоса, и что это в основном из-за того, что эффективность рабочего колеса центробежного насоса требует, чтобы степень кривизны в осевом и радиальном направлениях канала для потока рабочего колеса соответствовала гидравлической модели. В существующих технологиях, в которых применяется пресс-форма, трудно извлечь форму из очень изогнутого канала для потока, а в случае металлического рабочего колеса, полученного в процессе литья, формы могут быть удалены путем их разбивания. В библиографическом материале 4 предложена форма для рабочего колеса, посредством которой можно получить пластиковую трехмерную изогнутую часть лопасти, но скользящий элемент формы для канала для потока рабочего колеса, предложенный в библиографическом материале 4, разделен на три группы, которые необходимо последовательно извлекать, что приводит к сложному процессу извлечения из формы и увеличивает производственные расходы, а также делает затруднительной разработку механизма автоматического извлечения из формы, поэтому требования в отношении экономичного производства не удовлетворяются.
[0032] Библиографический материал 5 (патент Китая CN 107471547 A)
[0033] В библиографическом материале 5 речь идет о форме для изготовления центробежного рабочего колеса и предложен механизм формирования рабочего колеса центробежного вентилятора. Скользящий элемент формы в канале для потока рабочего колеса разделен на две группы. Механизм соединения разработан для получения рабочего колеса с изменяющейся шириной на плоскости r_z. Тем не менее, длина лопасти обычного центробежного вентилятора короче, чем лопасти насоса; на графических материалах к библиографическому материалу 5 также показано, что соответствующий вариант осуществления представляет собой двухмерную лопасть; в библиографическом материале 5 также указано, что направление размещения и удаления скользящих элементов формы для канала для потока рабочего колеса проходит вдоль прямой линии, что свидетельствует о том, что конструкция лопасти для механизма формирования не подходит для трехмерной изогнутой части лопасти, требуемой для центробежного насоса.
[0034] Библиографический материал 6 (патент Китая CN 107092763 A)
[0035] Библиографический материал 6 относится к трехмерной конструкции рабочего колеса турбомашины с литейными свойствами. В библиографическом материале 6 говорится, что один из важных приемов повышения эффективности разных турбомашин заключается в трехмерной конструкции рабочего колеса, но необходима геометрия канала для потока, подходящая для изготовления. В библиографическом материале 6 предложен способ проектирования, в котором оценивается возможность изготовления отливаемого из металла трехмерного рабочего колеса, но в библиографическом материале 6 не предложена схема изготовления пластикового рабочего колеса насоса, подходящего для изготовления инжекционным формованием или трансферным формованием.
[0036] Библиографический материал 7 (патент Китая CN 202209308 U)
[0037] Библиографический материал 7 касается эффективного полностью трехмерного рабочего колеса; в библиографическом материале 7 предложена конструкция трехмерного рабочего колеса, способная повысить эффективность, но в библиографическом материале 7 указано, что в новой конструкции рабочего колеса применяется алюминиевый сплав; на графических материалах к библиографическому материалу 7 показано, что рабочее колесо представляет собой полузакрытое рабочее колесо, применяемое в вентиляторе, но в библиографическом материале 7 не представлено описания способа изготовления.
[0038] Библиографический материал 8 (патент Китая CN 203009383 U)
[0039] Библиографический материал 8 касается закрытого полностью трехмерного рабочего колеса с небольшим потоком, которое относится к области техники центробежных компрессоров. В библиографическом материале 8 предлагается добавить в диск рабочего колеса кольцеобразную канавку, с которой сочетается всасывающий канал и область выхода рабочего колеса и которая выполнена механической обработкой вместо применения сварки или заклепочного соединения для соединения с рабочим колесом. Однако применение механической обработки для выполнения канала для потока лопасти характеризуется проблемой высоких производственных расходов. В библиографическом материале 8 не указано что-либо, связанное с экономичностью, и кольцеобразная канавка на диске будет создавать препятствие потоку в канале для потока, снижая тем самым эффективность рабочего колеса.
[0040] Библиографический материал 9 (патент Китая CN 206753985 U)
[0041] Библиографический материал 9 касается закрытого рабочего колеса; в библиографическом материале 9 предложен способ объединения диска и рабочего колеса, при этом конструкция механизма с соединительным пазом типа «ласточкин хвост» и стопором может усиливать ограничение в осевом направлении и тем самым предотвращать ослабление крепления во время эксплуатации. Однако в библиографическом материале 9 не представлен материал и способ выполнения канала для потока в трехмерной лопасти.
[0042] Библиографический материал 10 (WO 2007/046565 A1)
[0043] В библиографическом материале 10 предложен способ инжекционного формования рабочего колеса насоса для контура охлаждения в транспортном средстве. В библиографическом материале 10 указано, что получение рабочего колеса в виде единой детали с помощью инжекционного формования может повысить эффективность лопастей и увеличить надежность рабочего колеса, но на графических материалах к библиографическому материалу 10 показано, что лопасть представляет собой двухмерную лопасть, и в содержании библиографических материалов 10 не представлено какое-либо описание способа получения канала для потока в трехмерной лопасти пластикового рабочего колеса.
[0044] Библиографический материал 11 (патент Китая CN 102264525 A)
[0045] Библиографический материал 11 касается способа получения распылением рабочего колеса насоса и рабочего колеса насоса. В библиографическом материале 11 указано, что канал для потока в рабочем колесе будет содержать боковое углубление, то есть возле боковой части всасывающего канала рабочего колеса предусмотрена изогнутая сторона, связанная с всасывающим каналом насоса, и боковое углубление будет мешать удалению формовочного стержня вдоль канала для потока в радиальном направлении. Из уровня техники известна необходимость применения стержня для литья с расходуемой моделью или набора из нескольких частей для получения рабочего колеса. Для снижения расходов в библиографическом материале 11 предложен способ извлечения скользящего элемента формы из канала для потока рабочего колеса центробежного насоса. Скользящий элемент формы является многоразовым, поэтому им можно заменить стержень для литья с расходуемой моделью. Часть формовочных стержней удаляют в радиальном направлении с обеспечением места в канале для потока рабочего колеса и затем удаляют формовочный стержень с боковым углублением. В библиографическом материале 11 даже предложен улучшенный вариант осуществления, в котором предложен набор механизмов соединения, позволяющий удалять вместе несколько формовочных стержней. Тем не менее, при отсутствии механизма автоматического извлечения из формы ручное извлечение из формы даст сложный процесс извлечения из формы, из-за чего увеличатся производственные расходы и не будут удовлетворяться требования экономичного производства. При применении механизма соединения, предложенного в библиографическом материале 11, канал для потока должен иметь достаточно пространства, в частности должно быть достаточно осевой ширины, для разработки направляющего пути. Осевая ширина канала для потока рабочего колеса и области выхода центробежного насоса будут изменяться в зависимости от типа насоса. Обычно модель с небольшой подачей и высоким напором (с низким коэффициентом быстроходности) имеет меньшую область выхода, даже всего лишь в несколько миллиметров, поэтому формовочный стержень нельзя разделить на группы, и невозможно применять направляющий механизм. В случае моделей с большой подачей и низким напором (с коэффициентом быстроходности от среднего до высокого) за счет лопастей, имеющих определенную степень изогнутости, может быть обеспечена более высокая эффективность. Формовочные стержни должны быть сегментированы в осевом направлении и сегментированы на меридиональной плоскости, при этом число формовочных стержней будет увеличиваться, и также будет повышаться сложность разработки механизма извлечения из формы.
[0046] Библиографический материал 12 (WO 2007/139578 A1)
[0047] Библиографический материал 12 касается насоса, в частности, разработанного для транспортировки жидкостей, содержащих посторонние частицы, например содержащей песок воды, что может привести к износу рабочего колеса, поэтому требуются износостойкие материалы рабочего колеса, при этом в библиографическом материале 12 указано применение более мягких материалов, таких как каучук, в качестве смачиваемого материала рабочего колеса для сопротивления износу, и каучуковый материал является упругим и легко деформируется, так что скользящий элемент формы из канала для потока рабочего колеса можно извлечь легко. Однако в библиографическом материале 12 в качестве материала рабочего колеса указан каучуковый материал с высоким модулем упругости, что в тоже время также ограничивает диапазон применения насоса, в частности в условиях эксплуатации при высокой температуре (например 200 °C) и высокой нагрузке. Смачиваемый материал пластикового насоса обычно изготовлен из фторопласта, и рабочее колесо бессальникового насоса должно выдерживать осевую нагрузку, и поэтому между ним и стороной всасывающего канала диска должен быть контакт или очень небольшой просвет, чтобы уменьшалась потеря от внутренней утечки. Рабочая температура каучукового рабочего колеса зависит от материала, при этом она в целом не может достигать 200 °C, и из-за высокого модуля упругости во время передачи усилия будет происходить деформация, поэтому не будут удовлетворяться требования к применению бессальникового насоса.
[0048] Библиографический материал 13 (патент Тайваня TW 201640027 A)
[0049] Библиографический материал 13 относится к способу изготовления центробежного рабочего колеса для насоса для работы с текучей средой; в библиографическом материале 13 рабочее колесо разделяют на две группы, а именно на диск с половиной лопастей и ступицу со второй половиной лопастей, и для объединения ступицы, диска и лопастей используют установочные отверстия и ультразвуковую сварку. Этот способ только увеличивает площадь пространства между лопастями, но в библиографическом материале 13 не объясняется, как изогнутый сегмент лопасти рабочего колеса в центральном отверстии всасывающего канала отделяется от формы после получения лопасти; и в библиографическом материале 13 у рабочего колеса опять-таки половина лопастей не выполнены за одно целое со ступицей, которая отвечает за передачу усилия, а только соединены со ступицей ультразвуковой сваркой или химическим адгезивом, болтами. То есть у рабочего колеса в варианте осуществления, изложенном в библиографическом материале 13, половина нагрузки рабочего колеса передается исключительно через лопасти, имеющие очень малые поверхности контакта с диском. То, что в определенных условиях применения, таких как высокая температура (например 200°C) и высокая нагрузка, для пластикового материала характерны проблемы надежности, связанные с механической прочностью, в библиографическом материале 13 не рассматривается.
[0050] Библиографический материал 14 (патент США US 2018/0243955 A1)
[0051] Библиографический материал 14 касается способа изготовления рабочего колеса с применением инжекционного формования, но в форме изогнутая часть лопасти рабочего колеса расположена на периферической поверхности ступицы, при этом только небольшой частью соединена со ступицей и не перекрывает ступицу, поэтому какого-либо скользящего элемента формы не требуется. После впрыскивания лопасть сгибается и прикрепляется к ступице с получением рабочего колеса. Хотя согласно библиографическому материалу 14 обеспечивается возможность получения формы лопастей без каких-либо ограничений для обеспечения лучшей эффективности рабочего колеса, то, как лопасти соединяют со ступицей, делает рабочее колесо неспособным выдерживать высокий вращательный момент, поэтому оно подходит только для устройств малой мощности. В библиографическом материале 14 также указана область техники, в которой применение требует малой мощности, например автомобильный вентилятор охлаждения.
[0052] Библиографический материал 15 (патент США US 10016808 B2)
[0053] Библиографический материал 15 касается конструкции стержня для литья с расходуемой моделью, выполненной с возможностью получения металлического или пластикового трехмерного изогнутого рабочего колеса. После вливания или впрыскивания рабочего колеса в пресс-форму стержень для литья с расходуемой моделью будет разлагаться от действия химических реагентов или нагревания. Этот способ изготовления является сложным и дорогостоящим, что не соответствует потребностям экономичного производства.
[0054] Библиографический материал 16 (Европейский патент EP 0734834 A1)
[0055] Библиографический материал 16 касается конструкции формы для закрытого пластикового рабочего колеса, которая выполнена с возможностью получения рабочего колеса в виде единой детали, при этом применяется комбинация из верхних и нижних стержней в виде скользящих элементов формы, удаляемых в радиальном направлении, и механизма формы, а также применяется способ инжекционного формования для получения рабочего колеса. Однако в библиографическом материале 16 не говорится о применении какого-либо удаляемого в осевом направлении элемента формы, и, таким образом, не может быть получена трехмерная изогнутая часть лопасти. На графических материалах к библиографическому материалу 16 также показано, что рабочее колесо представляет собой двухмерную конструкцию, поэтому тяжело удовлетворить требования в отношении высокой эффективности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0056] Согласно настоящему изобретению предложен способ изготовления получаемого посредством матриц трехмерного пластикового рабочего колеса центробежного насоса, при этом ступица рабочего колеса содержит обод ступицы и внутреннюю ступицу; обод ступицы содержит отверстие ступицы; диск рабочего колеса содержит обод диска и внутренний диск; обод диска содержит отверстие диска; передняя часть каждой лопасти представляет собой изогнутую часть лопасти и расположена между отверстием ступицы обода ступицы и отверстием диска обода диска. Обод диска имеет внутреннюю поверхность; на плоскости r_z элемент поверхности обода диска может быть кривой линией; обод ступицы имеет внутреннюю поверхность; на плоскости r_z элемент поверхности обода ступицы может быть кривой линией. Способ изготовления выполняется применением формы для изогнутой лопасти и формы для области выхода рабочего колеса. Форма для изогнутой лопасти размещается через отверстие ступицы и отверстие диска и применяется для получения изогнутых частей лопастей посредством неподвижной матрицы и подвижной матрицы; изогнутые части лопасти расположены кругом относительно центральной части диска и ступицы и выполнены над отверстием ступицы и отверстием диска. Сложность извлечения из формы в области сформированных изогнутых частей лопастей значительно снижается; в то же время форма для области выхода рабочего колеса применяется для формирования за одно целое остальной части лопастей, отличной от изогнутых частей лопастей, а также обода ступицы, предназначенного воспринимать передачу усилия. Отверстие диска обода диска и отверстие ступицы обода ступицы могут быть закрыты другими компонентами (например внутренним диском и внутренней ступицей), и эти компоненты могут быть получены с применением простых форм и затем соединены с ободом ступицы и ободом диска с получением законченного рабочего колеса посредством термической сварки или плавящихся стержней, при этом вращательный момент может быть непосредственно передан на лопасти через обод ступицы.
[0057] Согласно настоящему изобретению предложено получаемое посредством матриц трехмерное пластиковое рабочее колесо центробежного насоса; каждая лопасть содержит переднюю часть и заднюю часть, соединенные друг с другом; передняя часть содержит первую линию диска и первую линию ступицы; задняя часть содержит вторую линию диска и вторую линию ступицы; каждая передняя часть лопасти представляет собой вышеуказанную изогнутую часть лопасти; ступица содержит обод ступицы и внутреннюю ступицу; обод ступицы содержит отверстие ступицы; диск содержит обод диска и внутренний диск; обод диска содержит отверстие диска; передняя часть каждой лопасти расположена между отверстием ступицы обода ступицы и отверстием диска обода диска; задняя часть каждой лопасти, обод ступицы и обод диска выполнены за одно целое в одном процессе формования. Обод ступицы выполнен с возможностью передачи вращательного момента на лопасти. Внутренний диск установлен в отверстии диска, внутренняя ступица установлена в отверстии ступицы, так что они соединены с передней частью каждой лопасти и образуют законченное рабочее колесо с лопастями, ободом ступицы и ободом диска.
[0058] Основная цель конструкции пластикового центробежного рабочего колеса согласно настоящему изобретению заключается в обеспечении массового производства с применением форм, чтобы снизить производственные расходы, а также в обеспечении высокоэффективной работы лопасти центробежного насоса за счет геометрии трехмерной поверхности и в обеспечении возможности применения в условиях работы при высоких температурах (например 200 °C) и высоких нагрузках.
[0059] При получении центробежного рабочего колеса согласно настоящему изобретению обод ступицы выполняется за одно целое с задней частью каждой лопасти рабочего колеса, так что вращательный момент может быть надежно передан на все лопасти через обод ступицы.
[0060] Вторая линия диска и вторая линия ступицы лопасти отличаются углом лопасти, так что они не совпадают друг с другом на развертке эпюры линии обтекания лопасти. В таком случае извлечение из формы в области такой части может выполняться путем последовательного удаления двух скользящих элементов формы в радиальном направлении. В случае, если обод диска и обод ступицы являются параллельными друг другу на плоскости r-z, извлечение из формы в той же области может выполняться путем удаления в радиальном направлении единственного и простого скользящего элемента формы для области выхода рабочего колеса.
[0061] В случае, если вторая линия диска и вторая линия ступицы лопасти совпадают друг с другом, лопасть в области выхода рабочего колеса может быть непосредственно получена без применения скользящих элементов формы и затем соединена с диском и внутренней ступицей с получением законченного трехмерного пластикового рабочего колеса посредством термической сварки или плавящихся стержней. Поскольку диск будет воспринимать только перепад давления текучей среды и обеспечивать общую прочность рабочего колеса после формования, не возникнет проблемы ослабления крепления диска, вызванной высокой температурой и высокой нагрузкой.
[0062] В целом, формы для получения рабочего колеса могут быть разделены на две составные части: первая составная часть представляет собой форму для изогнутой лопасти, выполненную с возможностью получения трехмерных изогнутых частей лопасти во всасывающем канале рабочего колеса, при этом форма для изогнутой лопасти может содержать неподвижную матрицу и подвижную матрицу, при этом неподвижная матрица и подвижная матрица могут быть удалены в осевом направлении через отверстие диска обода диска и отверстие ступицы обода ступицы в противоположных направлениях; вторая составная часть представляет собой форму для области выхода рабочего колеса, выполненную с возможностью получения внешних каналов для потока рабочего колеса, при этом она содержит такое же число скользящих элементов формы или групп скользящих элементов формы, что и каналов для потока; эти скользящие элементы формы или группы скользящих элементов формы могут быть удалены в радиальном направлении вдоль кривой линии канала для потока. Кольцевой обод диска и обод ступицы, а также каждая лопасть выполнены за одно целое в одном процессе формования; в некоторых других случаях за одно целое в одном процессе формования могут быть выполнены только лопасти и обод ступицы.
[0063] Способ изготовления трехмерного пластикового рабочего колеса центробежного насоса и рабочее колесо, изготовленное таким способом, которые раскрыты в настоящем изобретении, должны по меньшей мере обеспечить следующие результаты: 1. каждая часть может быть получена посредством формы и может быть автоматически извлечена из формы, имея при этом производственную ценность; 2. изогнутые части лопасти могут быть получены с применением комплекта из неподвижной матрицы и подвижной матрицы, и трехмерная изогнутая геометрия лопасти способствует улучшению рабочих характеристик насоса; 3. лопасти и обод ступицы выполнены за одно целое в одном процессе формования и, таким образом, имеют более высокую конструкционную прочность; ступица непосредственно передает вращательный момент на лопасти, что способствует эксплуатации рабочего колеса в условиях высокой рабочей температуры (например приблизительно 200°C) или высокой нагрузки без повреждения.
[0064] Приведенное выше описание настоящего изобретения и приведенное ниже описание вариантов осуществления представлены для раскрытия и объяснения идеи и принципов настоящего изобретения и для дополнительного объяснения формулы настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0065] Настоящее изобретение станет более понятным из подробного описания, данного ниже, и сопутствующих графических материалов, которые представлены исключительно для примера, а значит не предназначены для ограничения настоящего изобретения, и на которых:
фиг. 1A представляет собой изображение сбоку в разрезе традиционного пластикового рабочего колеса с двухмерными лопастями;
фиг. 1B представляет собой изображение сверху пластикового рабочего колеса на фиг. 1A;
фиг. 1C показывает развертку эпюры линии обтекания двухмерной лопасти на фиг. 1A;
фиг. 1D представляет собой покомпонентное изображение в перспективе двухмерной лопасти на фиг. 1A;
фиг. 2A представляет собой изображение сбоку в разрезе традиционного пластикового рабочего колеса с трехмерными лопастями, но без диска;
фиг. 2B представляет собой изображение сверху пластикового рабочего колеса на фиг. 2A;
фиг. 2C показывает развертку эпюры линии обтекания трехмерной лопасти на фиг. 2A;
фиг. 2D представляет собой схематическое изображение трехмерной лопасти на фиг. 2A, на котором показано несколько ее изогнутых секций;
фиг. 3A представляет собой изображение сбоку в разрезе традиционного пластикового рабочего колеса с поверхностью псевдотрехмерной лопасти, но без диска;
фиг. 3B представляет собой изображение сверху пластикового рабочего колеса на фиг. 3A;
фиг. 3C показывает развертку эпюры линии обтекания трехмерной лопасти на фиг. 3A;
фиг. 4A представляет собой изображение сбоку в разрезе пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения;
фиг. 4B представляет собой изображение сверху пластикового рабочего колеса на фиг. 4A;
фиг. 4C показывает развертку эпюры линии обтекания лопасти на фиг. 4A;
фиг. 4D показывает покомпонентное изображение пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения и форм для его изготовления;
фиг. 4E представляет собой частичное увеличенное изображение сбоку в разрезе пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения;
фиг. 4F представляет собой изображение сбоку в разрезе варианта пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения;
фиг. 4G представляет собой частичное увеличенное изображение сбоку в разрезе варианта пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения;
фиг. 5 представляет собой сборочное изображение в разрезе пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения;
фиг. 6A–6B показывают покомпонентные изображения пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения, выполненные под другими углами;
фиг. 7A–7B показывают покомпонентные изображения пластикового рабочего колеса согласно первому варианту осуществления настоящего изобретения, выполненные под другими углами;
фиг. 8A представляет собой изображение сбоку в разрезе пластикового рабочего колеса согласно второму варианту осуществления настоящего изобретения;
фиг. 8B представляет собой изображение сверху пластикового рабочего колеса на фиг. 8A;
фиг. 8C показывает развертку эпюры линии обтекания лопасти на фиг. 8A;
фиг. 8D показывает покомпонентное изображение пластикового рабочего колеса согласно второму варианту осуществления настоящего изобретения и форм для его изготовления;
фиг. 9 представляет собой сборочное изображение в разрезе пластикового рабочего колеса согласно второму варианту осуществления настоящего изобретения;
фиг. 10A представляет собой изображение сбоку в разрезе пластикового рабочего колеса согласно третьему варианту осуществления настоящего изобретения;
фиг. 10B представляет собой изображение сверху пластикового рабочего колеса на фиг. 10A;
фиг. 10C показывает развертку эпюры линии обтекания лопасти на фиг. 10A;
фиг. 10D показывает покомпонентное изображение пластикового рабочего колеса согласно третьему варианту осуществления настоящего изобретения и форм для его изготовления;
фиг. 11 представляет собой сборочное изображение в разрезе пластикового рабочего колеса согласно третьему варианту осуществления настоящего изобретения;
фиг. 12 представляет собой сборочное изображение в разрезе пластикового рабочего колеса согласно четвертому варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0066] Ниже в подробном описании представлены подробно рассмотренные особенности и преимущества настоящего изобретения, которые предназначены для обеспечения понимания специалистами в данной области техники технических подробностей настоящего изобретения, и на основании сути, раскрытой в описании изобретения, объема формулы изобретения и прилагаемых графических материалов любой специалист в данной области техники сможет легко понять цель и преимущества настоящего изобретения. Следующие варианты осуществления дополнительно конкретизируют настоящее изобретение, но не ограничивают объем настоящего изобретения каким-либо образом.
[0067] Кроме того, варианты осуществления настоящего изобретения будут раскрыты на рассмотренных ниже фигурах. С целью обеспечения ясности в приведенном ниже описании будет объяснено много практических деталей. Тем не менее следует понимать, что эти практические детали не предназначены для ограничения настоящего изобретения.
[0068] Более того, в целях простоты изображения некоторые существующие общепринятые конструкции и компоненты могут быть показаны упрощенно и схематически. Кроме того, некоторые элементы в графических материалах к настоящему изобретению могут быть немного увеличены или изменены в отношении пропорций или размеров, чтобы технические признаки настоящего изобретения были понятны и видны, но это не следует рассматривать как ограничение настоящего изобретения. Фактический размер и технические характеристики изделий, изготовленных на основе описания настоящего изобретения, могут быть адаптированы в соответствии с требованиями, характеристиками самого изделия, а также с сутью настоящего изобретения, раскрытой далее.
[0069] Первый вариант осуществления
[0070] Сначала рассмотрены фиг. 4A–4C и фиг. 5, при этом фиг. 4A представляет собой изображение сбоку в разрезе рабочего колеса 5 согласно первому варианту осуществления настоящего изобретения; фиг. 4B представляет собой изображение сверху рабочего колеса 5 на фиг. 4A; фиг. 4C показывает развертку эпюры линии обтекания лопасти 53 на фиг. 4A; и фиг. 5 представляет собой сборочное изображение в разрезе рабочего колеса 5 согласно первому варианту осуществления настоящего изобретения. В этом варианте осуществления предложено пластиковое рабочее колесо 5, предназначенное для центробежного насоса и содержащее каналы для трехмерного потока.
[0071] В этом варианте осуществления рабочее колесо 5 содержит несколько лопастей 53, обод 521 ступицы, внутреннюю ступицу 522 (заднюю внутреннюю пластину), обод 511 диска и внутренний диск 512 (переднюю внутреннюю пластину). Как показано на фиг. 5, обод 511 диска и внутренний диск 512 вместе образуют диск 51, а обод 521 ступицы и внутренняя ступица 522 вместе образуют ступицу 52. Кроме того, как показано на фиг. 4A или фиг. 4F, обод 511 диска имеет внутреннюю поверхность 5111, при этом элемент поверхности внутренней поверхности 5111 на плоскости r_z представляет собой кривую линию; обод 521 ступицы имеет внутреннюю поверхность 5211, при этом элемент поверхности внутренней поверхности 5211 на плоскости r_z представляет собой прямую линию, параллельную оси r, для образования плоской поверхности; другими словами, внутренняя поверхность 5211 представляет собой двухмерную кольцевую плоскую поверхность.
[0072] Кроме того, как показано на фиг. 4A или фиг. 4B, обод 521 ступицы содержит отверстие 5210 ступицы, обод 511 диска содержит отверстие 5110 диска, и каждая лопасть 53 по меньшей мере частично расположена между отверстием 5110 диска обода 511 диска и отверстием 5210 ступицы обода 521 ступицы.
[0073] В частности, что касается лопасти 53, то на плоскости r_z (меридиональной плоскости) лопасть 53 имеет переднюю кромку 532 возле всасывающего канала 54; лопасть 53 имеет линию 534 диска на той своей стороне, которая соединена с ободом 511 диска; лопасть 53 имеет линию 535 ступицы на той своей стороне, которая соединена с ободом 521 ступицы; лопасть 53 имеет заднюю кромку 536 на той своей стороне, которая расположена дальше всего от всасывающего канала 54; и между линией 534 диска и линией 535 ступицы проходит средняя линия 538. В частности, в этом варианте осуществления лопасть 53 содержит переднюю часть 530a и заднюю часть 530b, соединенные друг с другом; передняя часть 530a представляет собой часть лопасти 53, расположенную относительно ближе к передней кромке 532, а задняя часть 530b представляет собой часть лопасти 53, расположенную относительно ближе к задней кромке 536; то есть передняя часть 530a представляет собой часть лопасти 53, расположенную относительно ближе к всасывающему каналу 54, а задняя часть 530b представляет собой часть лопасти 53, расположенную относительно дальше от всасывающего канала 54. Кроме того, в этом варианте осуществления или в некоторых других вариантах осуществления форма передней части 530a намного более изогнутая, чем у задней части 530b; таким образом, передняя часть 530a представляет собой трехмерную изогнутую часть лопасти 53 и может также называться изогнутой частью лопасти. Кроме того, передняя часть 530a лопасти 53 расположена между отверстием 5110 диска обода 511 диска и отверстием 5210 ступицы обода 521 ступицы; другими словами, изогнутая часть лопасти 53 расположена между отверстием 5110 диска обода 511 диска и отверстием 5210 ступицы обода 521 ступицы. Кроме того, передняя часть 530a соединена с ободом 521 ступицы и ободом 511 диска посредством задней части 530b.
[0074] Кроме того, меридиональная ширина 531 лопасти 53 постепенно уменьшается от самой большой ширины B51 всасывающего канала лопасти 53 до наименьшей ширины B52 области выхода лопасти 53. Кроме того, на фиг. 4B, если смотреть от угла на плоскости r_θ, две соседние лопасти 53 характеризуются шириной 537 сектора между ними, при этом передняя кромка 532, линия 534 диска и линия 535 ступицы не совпадают друг с другом. В частности, на фиг. 4A и 4B, касательно передней части 530a и задней части 530b лопасти 53, линия 534 диска лопасти 53 содержит первую линию 5341 диска и вторую линию 5342 диска; линия 535 ступицы лопасти 53 содержит первую линию 5351 ступицы и вторую линию 5352 ступицы; другими словами, первая линия 5341 диска и первая линия 5351 ступицы соответственно представляют собой части линии 534 диска и линии 535 ступицы на передней части 530a, а вторая линия 5342 диска и вторая линия 5352 ступицы соответственно представляют собой части линии 534 диска и линии 535 ступицы на задней части 530b. В этом варианте осуществления на линии 534 диска только вторая линия 5342 диска непосредственно соединена с ободом 511 диска; на линии 535 ступицы только вторая линия 5352 ступицы непосредственно соединена с ободом 521 ступицы.
[0075] В этом варианте осуществления и в других вариантах осуществления лопасть 53 выполнена изогнутой формы, и, таким образом, вторая линия 5342 диска и вторая линия 5352 ступицы задней части 530b лопасти 53 не совпадают друг с другом на развертке эпюры линии обтекания лопасти 53 (например, как показано на фиг. 4C), и первая линия 5341 диска и первая линия 5351 ступицы передней части 530a лопасти 53 отличаются углом лопасти, и, таким образом, первая линия 5341 диска и первая линия 5351 ступицы не совпадают друг с другом на развертке эпюры линии обтекания лопасти 53 (например, как показано на фиг. 4C). Несовпадение первой линии 5341 диска с первой линией 5351 ступицы на передней части 530a может быть лучше видно на рабочем колесе 5, если смотреть относительно развертки эпюры линии обтекания, и, таким образом, передняя часть 530a лопасти 53 характеризуется более резким изменением в геометрии по сравнению с задней частью 530b.
[0076] В частности, будет понятнее, если смотреть относительно развертки эпюры линии обтекания лопасти 53 на фиг. 4C, выходные углы β2 лопастей являются одинаковыми в области выхода, но ближе к всасывающему каналу 54 (то есть ближе к оси рабочего колеса 5) линия 534 диска и линия 535 ступицы больше отличаются по углу β лопасти, что говорит о том, что степень изогнутости лопасти увеличивается, что особенно заметно на трехмерной изогнутой передней части 530a возле передней кромки 532 лопасти 53, и, таким образом, переднюю часть 530a согласно этому варианту осуществления нельзя получить применением скользящих элементов формы, которые перемещаются радиально, и для ее получения необходимо применять специальный способ извлечения из формы, суть которого будет рассмотрена в следующих абзацах.
[0077] Кроме того, на фиг. 4D представлено покомпонентное изображение рабочего колеса 5 согласно первому варианту осуществления настоящего изобретения и форм для его изготовления. В этом варианте осуществления и в других вариантах осуществления формы для получения рабочего колеса 5 в одном процессе могут быть разделены на два модуля: форму M1 для изогнутой лопасти и форму M2 для области выхода рабочего колеса, показанные на фиг. 4D. Форма M1 для изогнутой лопасти выполнена с возможностью получения очень изогнутых передних частей 530a (то есть изогнутых частей лопасти) между отверстием 5210 ступицы обода 521 ступицы и отверстием 5110 диска обода 511 диска. В частности, форма M1 для изогнутой лопасти содержит, например, неподвижную матрицу M11 и подвижную матрицу M12; взаимодействие неподвижной матрицы M11 с подвижной матрицей M12 обеспечивает возможность получения передних частей 530a этих лопастей 53, поскольку линия 534 диска и линия 535 ступицы лопасти 53 на передней части 530a больше отличаются по углу лопасти (то есть линия 534 диска и линия 535 ступицы лопасти 53 на передней части 530a характеризуются большей степенью несовпадения на развертке эпюры линии обтекания лопасти); таким образом, извлечение из формы неподвижной матрицы M11 и подвижной матрицы M12 формы M1 для изогнутой лопасти заключается в извлечении в направлении оси в противоположных направлениях неподвижной матрицы M11 и подвижной матрицы M12 соответственно из отверстия 5210 ступицы обода 521 ступицы и отверстия 5110 диска обода 511 диска. Поскольку передняя часть 530a (то есть изогнутая часть лопасти) каждой лопасти 53 расположена между отверстием 5110 диска обода 511 диска и отверстием 5210 ступицы обода 521 ступицы, неподвижная матрица M11 и подвижная матрица M12 при их извлечении в направлении оси в двух противоположных направлениях не будут задевать лопасти 53, обод 511 диска и обод 521 ступицы. Здесь следует отметить, что настоящее изобретение не ограничивается положениями, конфигурациями и элементами неподвижной матрицы M11 и подвижной матрицы M12, показанными на графических материалах; например, в некоторых других вариантах осуществления положения неподвижной матрицы M11 и подвижной матрицы M12, а также элементы на них могут быть взаимозаменяемыми.
[0078] Кроме того, поскольку линия 534 диска и линия 535 ступицы лопасти 53 на задней части 530b характеризуются меньшей разницей по углу лопасти (то есть имеют меньшую степень несовпадения на развертке эпюры линии обтекания, линии 534 диска и линии 535 ступицы лопасти 53 на задней части 530b), можно даже говорить о том, что в некоторых других вариантах осуществления линия 534 диска и линия 535 ступицы лопасти 53 на задней части 530b могут совпадать друг с другом, если смотреть относительно развертки эпюры линии обтекания лопасти. Таким образом, форма M2 для области выхода рабочего колеса может содержать множество выполненных с возможностью скольжения в радиальном направлении скользящих элементов формы или групп скользящих элементов формы, которые вместе образуют остальную часть (например заднюю часть 530b) лопасти 53, отличную от передней части 530a (то есть от изогнутой части лопасти).
[0079] Как показано на фиг. 4D и фиг. 4E, в частности, в этом варианте осуществления форма M2 для области выхода рабочего колеса может содержать несколько групп наборов скользящих элементов формы, соответственно выполненных с возможностью образования частей каналов для потока возле области выхода (то есть пространства между задними частями 530b лопастей 53, ободом 511 диска и ободом 521 ступицы); каждый набор скользящих элементов формы может содержать скользящий элемент M21 ступицы и скользящий элемент M22 диска; по меньшей мере часть скользящего элемента M21 ступицы и по меньшей мере часть скользящего элемента M22 диска могут быть соединены друг с другом с образованием внутренней поверхности 5211 обода 521 ступицы, внутренней поверхности 5111 обода 511 диска и задних частей 530b лопастей 53, при этом скользящий элемент M21 ступицы имеет поверхность M211 скользящего элемента ступицы, выполненную с возможностью образования внутренней поверхности 5211 обода 521 ступицы; и скользящий элемент M22 диска имеет поверхность M221 скользящего элемента диска, выполненную с возможностью образования внутренней поверхности 5111 обода 511 диска. В этом варианте осуществления элемент поверхности M211 скользящего элемента M21 ступицы представляет собой прямую линию для образования плоской поверхности, и, таким образом, внутренняя поверхность 5211 обода 521 ступицы может быть образована как плоская поверхность, у которой элемент поверхности представляет собой прямую линию. Элемент поверхности M221 скользящего элемента M22 диска представляет собой кривую линию, и, таким образом, поверхность M221 скользящего элемента диска представляет собой выпуклую коническую поверхность; в таком случае внутренняя поверхность 5111 обода 511 диска может быть образована как вогнутая коническая поверхность, у которой элемент поверхности представляет собой кривую линию. С другой стороны, поскольку рабочее колесо 5 требует, чтобы элемент поверхности внутренней поверхности 5111 обода 511 диска был кривой линией, а элемент поверхности внутренней поверхности 5211 обода 521 ступицы был прямой линией, вышеуказанные скользящий элемент M21 ступицы и скользящий элемент M22 диска являются необходимыми. Согласно этому требованию скользящий элемент M21 ступицы и скользящий элемент M22 диска удаляют один за другим. В частности, после формирования лопастей 53, обода 511 диска и обода 521 ступицы скользящий элемент M21 ступицы удаляют первым в радиальном направлении, и тогда пространство, которое занимал скользящий элемент M21 ступицы, становится доступным для удаления скользящего элемента M22 диска, так что скользящий элемент M22 диска можно легко удалить, не задевая задние части 530b лопастей 53, обод 511 диска и обод 521 ступицы.
[0080] Тем не менее, геометрические формы скользящего элемента M21 ступицы и скользящего элемента M22 диска могут быть изменены в зависимости от фактических требований, и настоящее изобретение этим не ограничивается. Например, как показано на фиг. 4F и фиг. 4G, в одном варианте предыдущего варианта осуществления рабочее колесо 5 должно содержать элемент поверхности внутренней поверхности 5111 обода 511 диска в виде прямой линии и элемент поверхности внутренней поверхности 5211 обода 521 ступицы в виде кривой линии; соответственно, поверхность M211 скользящего элемента M21 ступицы для получения внутренней поверхности 5211 обода 521 ступицы содержит элемент поверхности, который представляет собой кривую линию, так что внутренняя поверхность 5211 обода 521 ступицы может быть образована как вогнутая коническая поверхность с элементом поверхности в виде кривой линии; и поверхность M221 скользящего элемента M22 диска для получения внутренней поверхности 5111 обода 511 диска содержит элемент поверхности, который представляет собой прямую линию, так что внутренняя поверхность 5111 обода 511 диска может быть образована как плоская поверхность с элементом поверхности в виде прямой линии. Аналогично скользящий элемент M21 ступицы и скользящий элемент M22 диска удаляют один за другим. В частности, после формирования лопастей 53 скользящий элемент M22 диска удаляют первым в радиальном направлении, и тогда пространство, которое занимал скользящий элемент M22 диска, становится доступным для удаления скользящего элемента M21 ступицы, так что скользящий элемент M21 ступицы можно легко удалить, не задевая части, сформированные в предыдущем процессе, такие как задняя часть 530b лопастей 53, обод 511 диска и обод 521 ступицы. Кроме того, следует отметить, что геометрические конфигурации или сопрягаемые поверхности скользящего элемента ступицы и скользящего элемента диска могут быть изменены в зависимости от фактических требований, и настоящее изобретение этим не ограничивается.
[0081] Кроме того, как показано на фиг. 5, рабочее колесо 5 соединено с ротором 7. Рабочее колесо 5 содержит диск 51, ступицу 52 и лопасти 53. Как было рассмотрено выше, диск 51 образован вышеуказанным ободом 511 диска и внутренним диском 512. Как показано на фиг. 4A и фиг. 5, внутренний диск 512 расположен в отверстии 5110 диска обода 511 диска и может быть соединен с ободом 511 диска и лопастями 53 термической сваркой, ультразвуковой сваркой или другими подходящими способами. Кроме того, на внутреннем диске 512 расположен элемент 512a для установки кольца износа, который выполнен с возможностью установки кольца 8 износа. Ступица 52 образована вышеуказанным ободом 521 ступицы и внутренней ступицей 522. Как показано на фиг. 4A и фиг. 5, внутренняя ступица 522 расположена в отверстии 5210 ступицы обода 521 ступицы и может быть соединена с ободом 521 ступицы и лопастями 53 термической сваркой, ультразвуковой сваркой или другими подходящими способами. Кроме того, на ободе 521 ступицы расположен элемент 521a для установки силовой передачи, который выполнен с возможностью установки на роторе 7.
[0082] Внутренний диск 512 и внутренняя ступица 522 на фиг. 5 также могут быть получены с применением простых форм; внутренний диск 512 и внутренняя ступица 522 соединены соответственно с первой линией 5341 диска и первой линией 5351 ступицы каждой лопасти 53 для соединения с ободом 511 диска, ободом 521 ступицы и лопастями 53 и тем самым образования вместе законченного трехмерного пластикового рабочего колеса. Например, на фиг. 6A–6B представлены покомпонентные изображения рабочего колеса 5 согласно первому варианту осуществления настоящего изобретения, выполненные под другими углами; сегмент 512b для приваривания внутреннего диска 512 может быть соединен с сегментами 534a для приваривания лопастей 53 термической сваркой, ультразвуковой сваркой или другими подходящими способами; аналогично сегмент 522b для приваривания внутренней ступицы 522 может быть соединен с сегментами 535a для приваривания лопастей 53 термической сваркой, ультразвуковой сваркой или другими подходящими способами. В качестве альтернативы, на фиг. 7A–7B также представлены покомпонентные изображения рабочего колеса 5 согласно первому варианту осуществления настоящего изобретения, выполненные под другими углами; внутренний диск 512 может содержать отверстия 512c для сплавления для вставки плавящихся стержней 534b, при этом плавящиеся стержни 534b могут быть нагреты для соединения в отверстиях 512c для сплавления. Аналогично внутренняя ступица 522 может содержать отверстия 522a для сплавления для вставки плавящихся стержней 535b лопастей 53, при этом плавящиеся стержни 535b могут быть нагреты для соединения в отверстиях 522a для сплавления. Соответственно для получения внутреннего диска 512 и внутренней ступицы 522 не применяется процесс формования, в котором обод 511 диска, обод 521 ступицы и лопасти 53 получают в виде единой детали.
[0083] Как показано на фиг. 5, усилие в насосе передается через элемент 521a для установки силовой передачи и обод 521 ступицы, а потом на лопасти 53, поскольку эти три части выполнены за одно целое в одном процессе формования; то есть между лопастями 53, ободом 521 ступицы и его элементом 521a для установки силовой передачи нет швов, стыков или переходов, возникающих при любых других процессах. Следовательно, между лопастями 53, ободом 521 ступицы и элементом 521a для установки силовой передачи нет швов или разрывов в конструкции, и, таким образом, единая деталь, образованная этими частями, обладает высокой конструкционной прочностью. Таким образом, обод 521 ступицы выполнен с возможностью применения для приема основной нагрузки или передачи усилия в насосе, что способствует расширению диапазона применения насоса. Кроме того, хотя внутренний диск 512 и внутренняя ступица 522 получены с применением простых форм и затем соединены с другими частями с получением законченного рабочего колеса термической сваркой, ультразвуковой сваркой или другими подходящими способами, внутренний диск 512 и внутренняя ступица 522 предназначены лишь для ограничения текучей среды в области рабочего колеса 5, но не предназначены для непосредственного восприятия основной нагрузки или передачи усилия в насосе, и, таким образом, способ получения внутреннего диска 512 и внутренней ступицы 522 не влияет на конструкционную прочность насоса. В результате рабочее колесо 5 согласно этому варианту осуществления способно работать в различных случаях применения в таких условиях, как высокая температура (например 200°C) и высокая нагрузка.
[0084] Второй вариант осуществления
[0085] Рассмотрены фиг. 8A–8C и фиг. 9, при этом фиг. 8A представляет собой изображение сбоку в разрезе рабочего колеса 5 согласно второму варианту осуществления настоящего изобретения; фиг. 8B представляет собой изображение сверху рабочего колеса 5 на фиг. 8A; фиг. 8C показывает развертку эпюры линии обтекания лопасти 53 на фиг. 8A; фиг. 9 представляет собой сборочное изображение в разрезе рабочего колеса 5 согласно второму варианту осуществления настоящего изобретения. Как видно на фигурах, основные отличия этого варианта осуществления от предыдущих вариантов осуществления следующие: меридиональная ширина 531 лопасти 53 согласно второму варианту осуществления уменьшается в направлении от ширины B51 области входа к части между передней частью 530a и задней частью 530b; обод 511 диска имеет внутреннюю поверхность 5111, у которой элемент поверхности на плоскости r_z представляет собой прямую линию, параллельную оси r, и, таким образом, образует плоскую поверхность; другими словами, внутренняя поверхность 5111 представляет собой двухмерную кольцевую плоскую поверхность; обод 521 ступицы имеет внутреннюю поверхность 5211, у которой элемент поверхности на плоскости r_z представляет собой прямую линию, параллельную оси r, и, таким образом, образует плоскую поверхность; другими словами, внутренняя поверхность 5211 представляет собой двухмерную кольцевую плоскую поверхность. То есть внутренняя поверхность 5111 и внутренняя поверхность 5211 являются параллельными друг другу, и, таким образом, меридиональная ширина 531 не изменяется в направлении от части между передней частью 530a и задней частью 530b к ширине B52 области выхода, при этом вторая линия 5342 диска и вторая линия 5352 ступицы являются в целом параллельными друг другу на плоскости r_z. То есть в этом варианте осуществления меридиональная ширина 531 передней части 530a лопасти 53 уменьшается в направлении от ширины B51 области входа к ширине B52 области выхода вдоль средней линии 538, но меридиональная ширина 531 задней части 530b лопасти 53 не изменяется вдоль средней линии 538. Как показано на фиг. 8B, передняя кромка 532, линия 534 диска и линия 535 ступицы не совпадают друг с другом на передней части 530a лопасти 53, и линия 534 диска и линия 535 ступицы не совпадают друг с другом на задней части 530b лопасти 53.
[0086] Кроме того, на развертке эпюры линии обтекания лопасти 53, показанной на фиг. 8C, выходные углы лопастей являются одинаковыми, в области от части между передней частью 530a и задней частью 530b к задней кромке 536, при этом вторая линия 5342 диска и вторая линия 5352 ступицы характеризуются разницей по углу β лопасти в пределах 10 градусов. Следовательно, форма для области выхода рабочего колеса в этом варианте осуществления может быть изменена так, чтобы быть единственным скользящим элементом формы, который можно удалить в радиальном направлении.
[0087] В частности, также на фиг. 8D представлено покомпонентное изображение рабочего колеса согласно этому варианту осуществления и форм для его изготовления. В этом варианте осуществления обод 511 диска и обод 521 ступицы являются в целом параллельными друг другу на плоскости r_z (меридиональная плоскость), то есть внутренние поверхности обода 511 диска и обода 521 ступицы, обращенные друг к другу, являются параллельными друг другу, и, таким образом, пространство между ободом 511 диска и ободом 521 ступицы не увеличивается в отношении ширины снаружи внутрь. Следовательно, по сравнению с тем, что показано на рассмотренной выше фиг. 4D, форма M2 для области выхода рабочего колеса согласно этому варианту осуществления может быть единственным скользящим элементом формы равномерной толщины, который можно удалить в радиальном направлении, и поверхность M211 скользящего элемента ступицы и поверхность M221 скользящего элемента диска единственного скользящего элемента формы для получения внутренней поверхности 5211 обода 521 ступицы и внутренней поверхности 5111 обода 511 диска содержат элементы поверхности, оба из которых являются прямой линией. В случае такой конфигурации форма M2 для области выхода рабочего колеса выполнена с возможностью удаления в радиальном направлении на плоскости r_z (меридиональная плоскость). Кроме того, обод 511 диска и обод 521 ступицы являются параллельными, если смотреть от плоскости r_z (меридиональная плоскость), ширина 537 сектора увеличивается по мере увеличения радиуса на плоскости r_θ, и, таким образом, извлечение формы для области выхода рабочего колеса из формы не приводит к задеванию других элементов.
[0088] Третий вариант осуществления
[0089] Рассмотрены фиг. 10A–10C и фиг. 11, при этом фиг. 10A представляет собой изображение сбоку в разрезе рабочего колеса 5 согласно третьему варианту осуществления настоящего изобретения; фиг. 10B представляет собой изображение сверху рабочего колеса 5 на фиг. 10A; фиг. 10C показывает развертку эпюры линии обтекания лопасти 53 на фиг. 10A; фиг. 11 представляет собой сборочное изображение в разрезе рабочего колеса 5 согласно третьему варианту осуществления настоящего изобретения.
[0090] Основные отличия этого варианта осуществления от предыдущих вариантов осуществления следующие: третий вариант осуществления касается рабочего колеса 5 насоса с меньшей подачей, более высоким напором и меньшим коэффициентом быстроходности, при этом рабочее колесо 5 может не содержать вышеуказанный обод 511 диска и лопасть 53 только требует трехмерной изогнутой геометрии на передней части 530a, а задняя часть 530b лопасти 53 может иметь двухмерную геометрию лопасти. В частности, первая линия 5341 диска и первая линия 5351 ступицы отличаются углом лопасти (то есть первая линия 5341 диска и первая линия 5351 ступицы не совпадают друг с другом на развертке эпюры линии обтекания лопасти), но вторая линия 5342 диска и вторая линия 5352 ступицы могут быть одинаковыми по углу лопасти (то есть вторая линия 5342 диска и вторая линия 5352 ступицы могут совпадать друг с другом на развертке эпюры линии обтекания лопасти). Обод 521 ступицы имеет внутреннюю поверхность 5211, при этом элемент поверхности внутренней поверхности 5211 представляет собой прямую линию, параллельную оси r на плоскости r_z.
[0091] Кроме того, на развертке эпюры линии обтекания лопасти на фиг. 10C задняя часть 530b лопасти 53, линия 534 диска, средняя линия 538 и линия 535 ступицы являются одинаковыми по углу β лопасти.
[0092] Следовательно, в этом варианте осуществления форму для области выхода рабочего колеса для получения задней части 530b лопасти 53 не нужно удалять в радиальном направлении, но она может быть удалена в осевом направлении, как в процессе удаления формы для изогнутой лопасти для получения передней части 530a лопасти 53. В частности, также рассмотрена фиг. 10D, при этом на фиг. 10D представлено покомпонентное изображение рабочего колеса согласно этому варианту осуществления и форм для его изготовления. В этом варианте осуществления, поскольку рабочее колесо 5 не содержит обод 511 диска, сторона лопастей 53, удаленная от обода 521 ступицы, не закрыта, и задняя часть 530b лопасти 53 представляет собой двухмерную геометрию лопасти; таким образом, подвижная матрица M12 формы M1 для изогнутой лопасти для получения изогнутой передней части 530a (то есть изогнутой части лопасти) может быть выполнена с формой M2 для области выхода рабочего колеса за одно целое для получения задней части 530b, и они в осевом направлении могут быть удалены в направлении от обода 521 ступицы без задевания лопастей 53 во время удаления.
[0093] Что касается диска 51, то обод 511 диска и внутренний диск 512 могут быть получены в виде единой детали с применением простых форм, и затем диск 51 может быть соединен с лопастями 53 термической сваркой, ультразвуковой сваркой или другими подходящими способами с получением законченного рабочего колеса 5.
[0094] Четвертый вариант осуществления
[0095] Рассмотрена фиг. 12, при этом на фиг. 12 представлено сборочное изображение в разрезе рабочего колеса 5 согласно четвертому варианту осуществления настоящего изобретения. Основные отличия этого варианта осуществления от предыдущих вариантов осуществления следующие: в лопасти 53, обод 521 ступицы и обод 511 диска рабочего колеса 5 встроен усилительный металлический элемент 55, при этом усилительный металлический элемент 55 выполнен с возможностью улучшения жесткости всей конструкции, что обеспечивает возможность стабильной и надежной работы пластикового рабочего колеса в условиях высокой температуры (200°C) и высокой нагрузки. Следует отметить, что в некоторых других вариантах осуществления обод 511 диска может не содержать усилительный металлический элемент 55; то есть в таком случае в рабочем колесе 5 усилительный металлический элемент 55 встроен только в лопасти 53 и обод 521 ступицы.
[0096] Соответственно, способ изготовления трехмерного пластикового рабочего колеса для центробежного насоса и рабочее колесо, изготовленное таким способом, которое раскрыто в предыдущих вариантах осуществления настоящего изобретения, по меньшей мере могут обеспечить следующие результаты: 1. каждая часть может быть получена посредством формы и может быть автоматически извлечена из формы, имея при этом производственную ценность; 2. изогнутые части лопасти могут быть получены с применением удаляемой и отделяемой неподвижной матрицы и подвижной матрицы, и трехмерная изогнутая геометрия лопасти способствует улучшению рабочих характеристик насоса; 3. лопасти и обод ступицы выполнены за одно целое в одном процессе формования и, таким образом, имеют более высокую конструкционную прочность; обод ступицы непосредственно передает вращательный момент на лопасти, что способствует эксплуатации рабочего колеса в условиях высокой рабочей температуры (например приблизительно 200 ℃) или высокой нагрузки без повреждения.
[0097] Специалистам в данной области техники будет понятно, что в настоящее изобретение могут быть внесены различные модификации и варианты. Описание и примеры предназначены для рассмотрения исключительно в качестве иллюстративных вариантов осуществления; объем настоящего изобретения определяется следующей формулой изобретения и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСОС С МАГНИТНЫМ ПРИВОДОМ | 2012 |
|
RU2534195C2 |
| ЭЛЕКТРОНАСОС С ДВИГАТЕЛЕМ НА ПОСТОЯННЫХ МАГНИТАХ | 2012 |
|
RU2533795C2 |
| ГЕРМЕТИЧНЫЙ ЭЛЕКТРОНАСОС С ПРИВОДОМ НА ПОСТОЯННЫХ МАГНИТАХ С КОРПУСОМ, ЗАЩИЩЕННЫМ ОТ КОРРОЗИИ | 2012 |
|
RU2540320C9 |
| УЛУЧШЕННАЯ КОНСТРУКЦИЯ КОРПУСА НАСОСА С ОБЛИЦОВКОЙ ИЗ PFA | 2016 |
|
RU2643912C2 |
| Сварное рабочее колесо двустороннего входа для центробежного насоса | 2023 |
|
RU2831740C1 |
| ЛОПАТОЧНЫЙ АППАРАТ РАБОЧЕГО КОЛЕСА РАДИАЛЬНО-ОСЕВОЙ ГИДРОТУРБИНЫ | 2009 |
|
RU2422670C1 |
| ЛОПАТКА ДЛЯ РАБОЧЕГО КОЛЕСА ПЕРЕМЕШИВАЮЩЕГО УСТРОЙСТВА, РАБОЧЕЕ КОЛЕСО И ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 2017 |
|
RU2729275C2 |
| РАБОЧЕЕ КОЛЕСО ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2234001C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС И ЕГО РАБОЧЕЕ КОЛЕСО | 2006 |
|
RU2392499C2 |
| РАБОЧЕЕ КОЛЕСО ДЛЯ ЦЕНТРОБЕЖНОГО НАСОСА И СОДЕРЖАЩИЙ ЕГО ЦЕНТРОБЕЖНЫЙ НАСОС | 2006 |
|
RU2394173C2 |
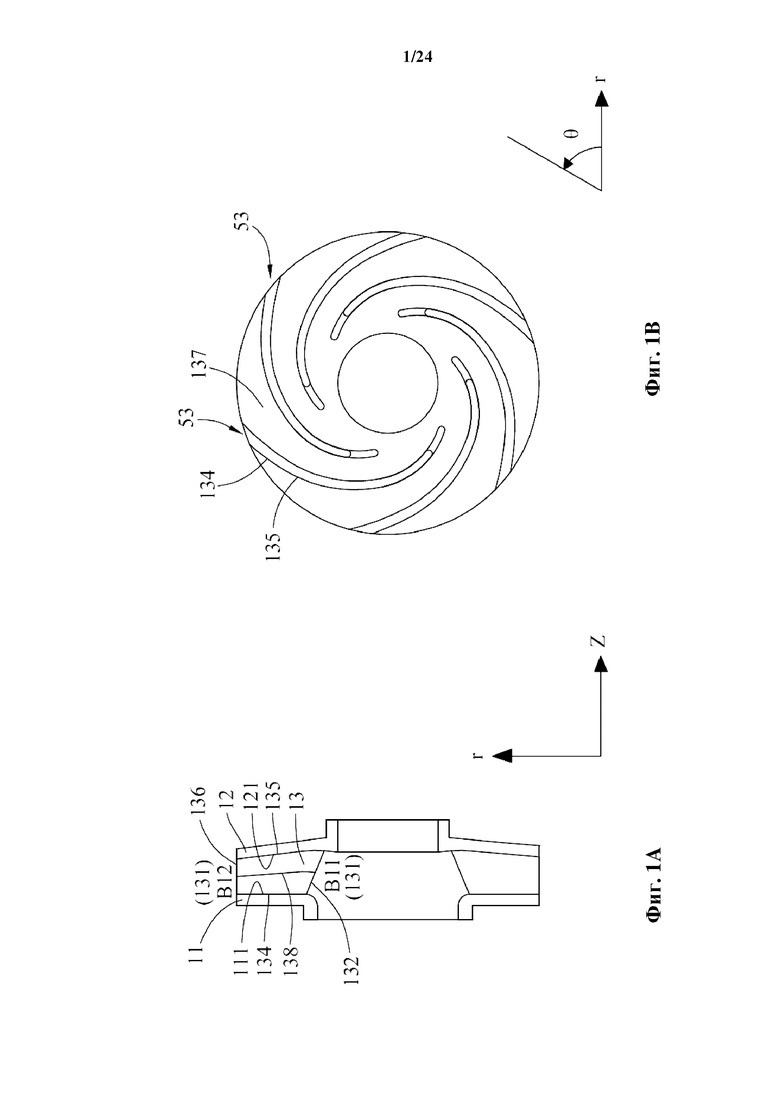
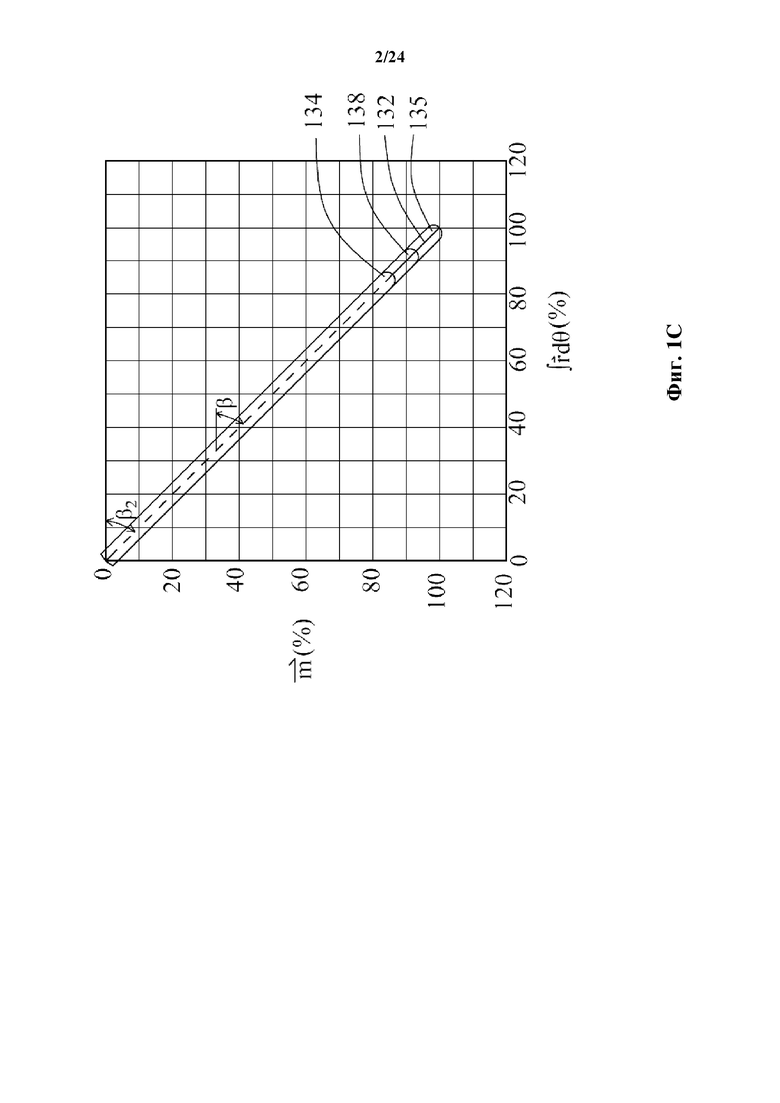
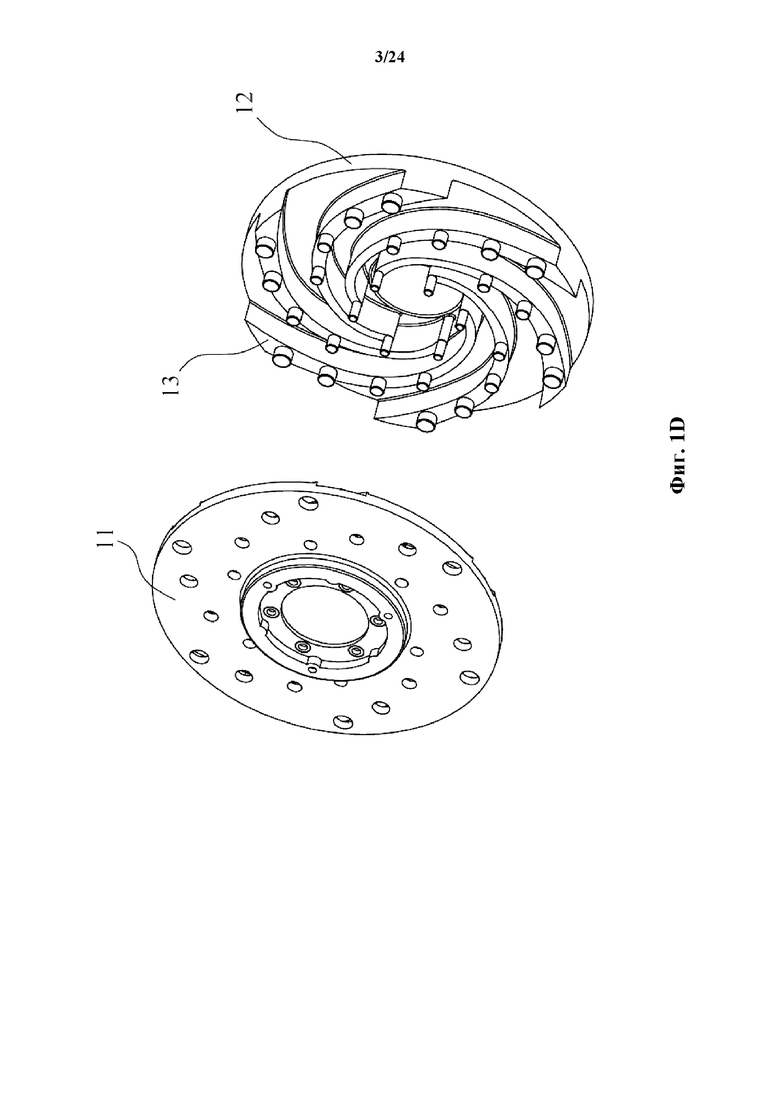
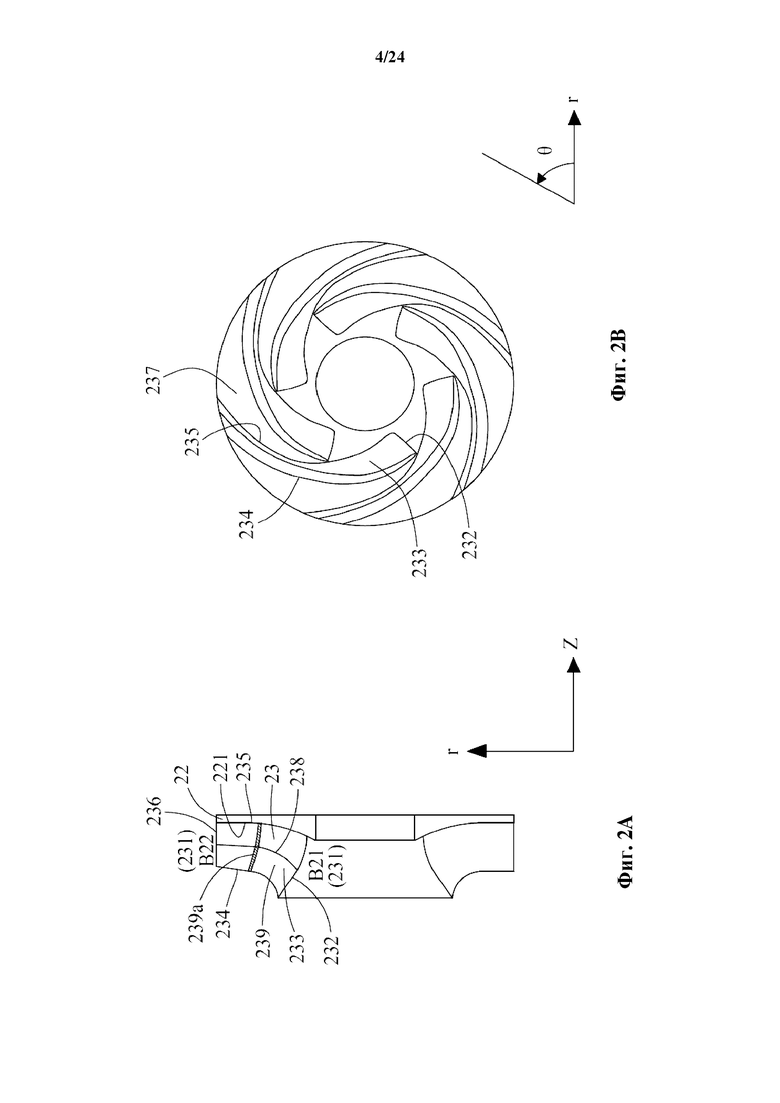
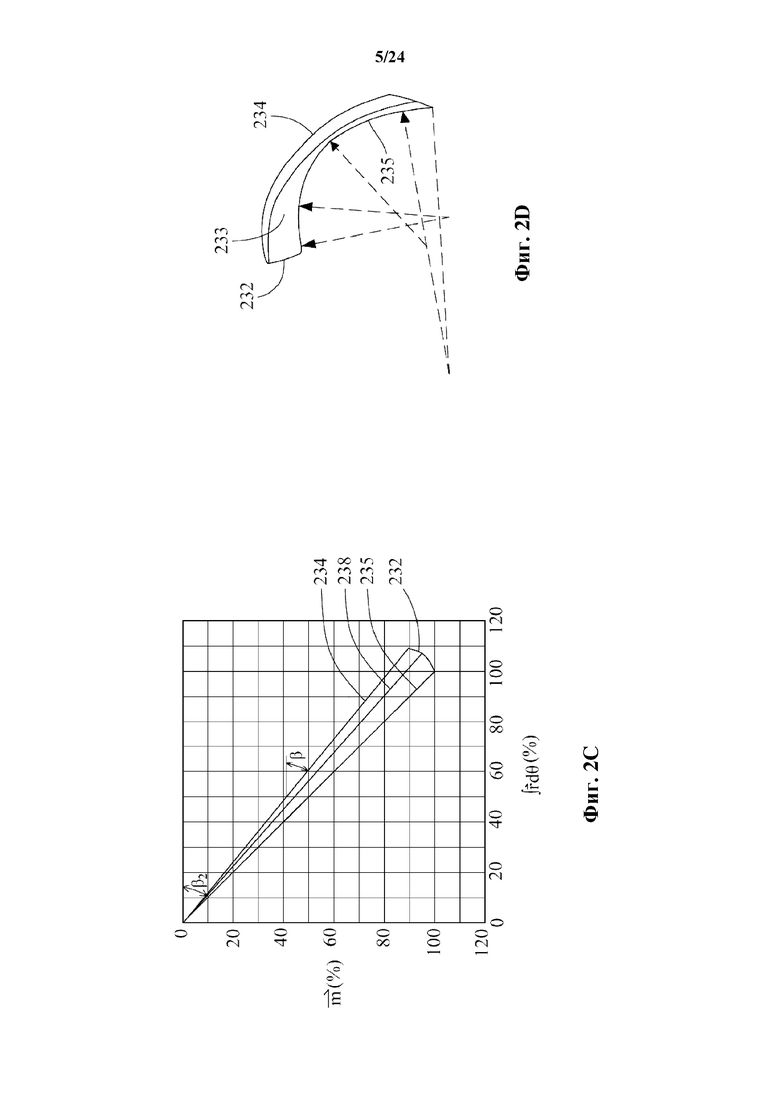
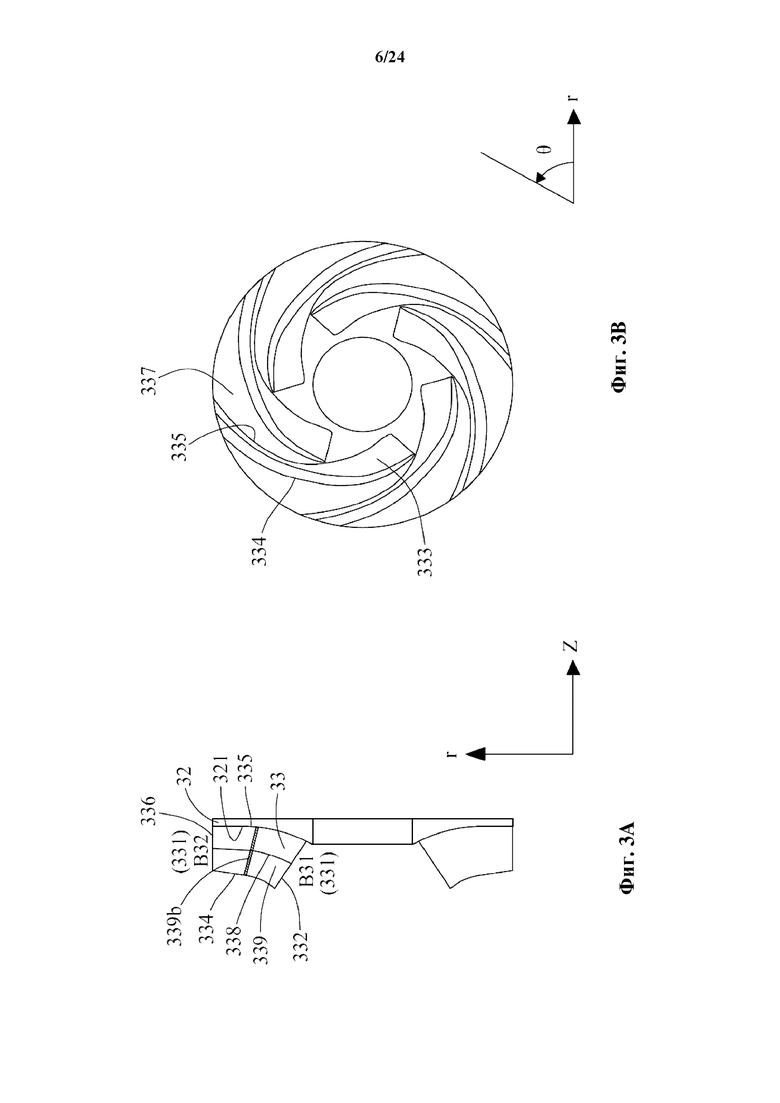
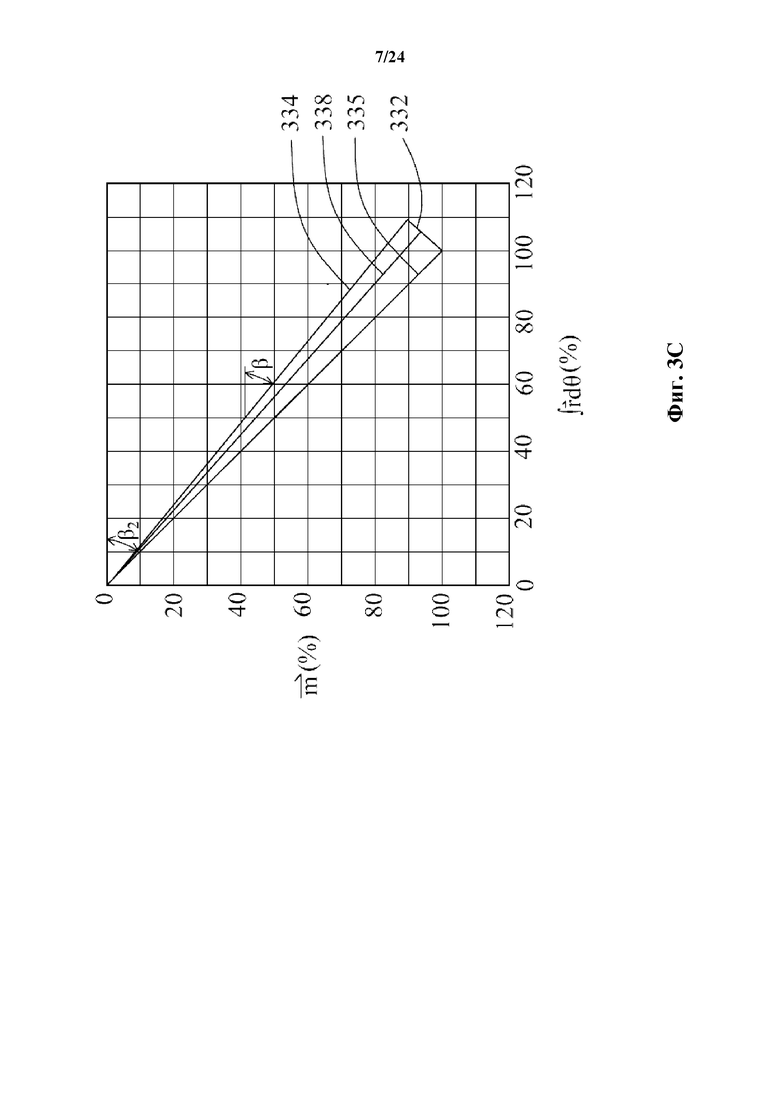
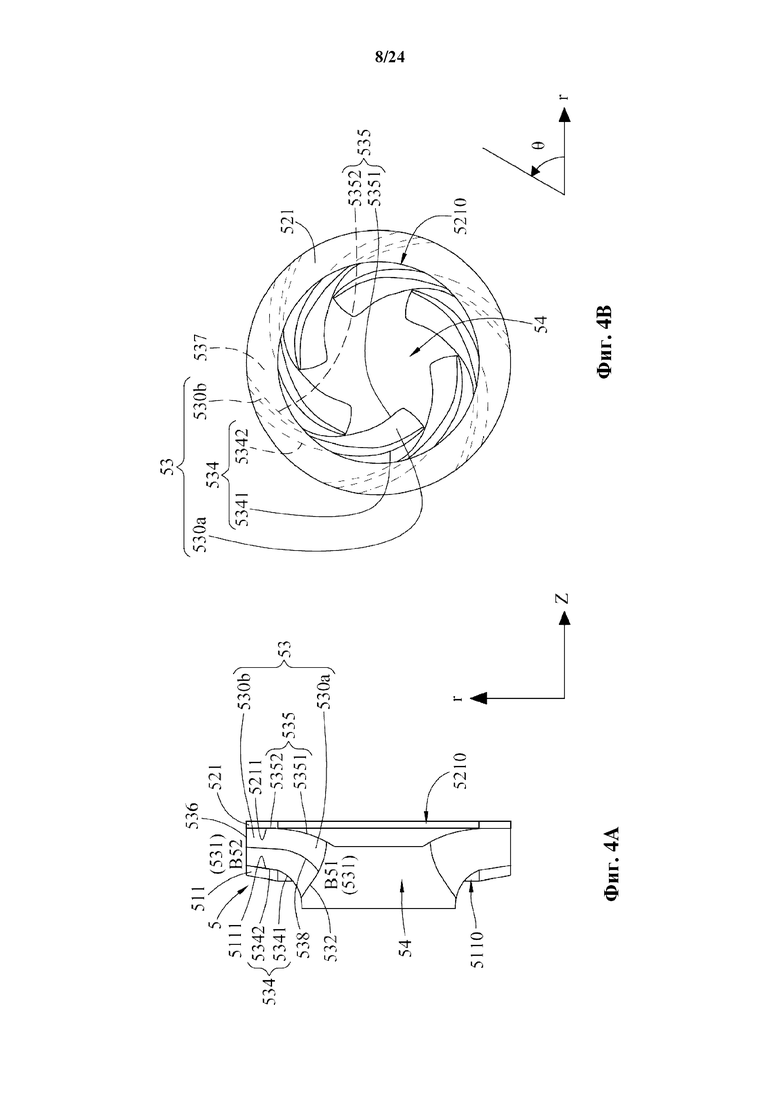
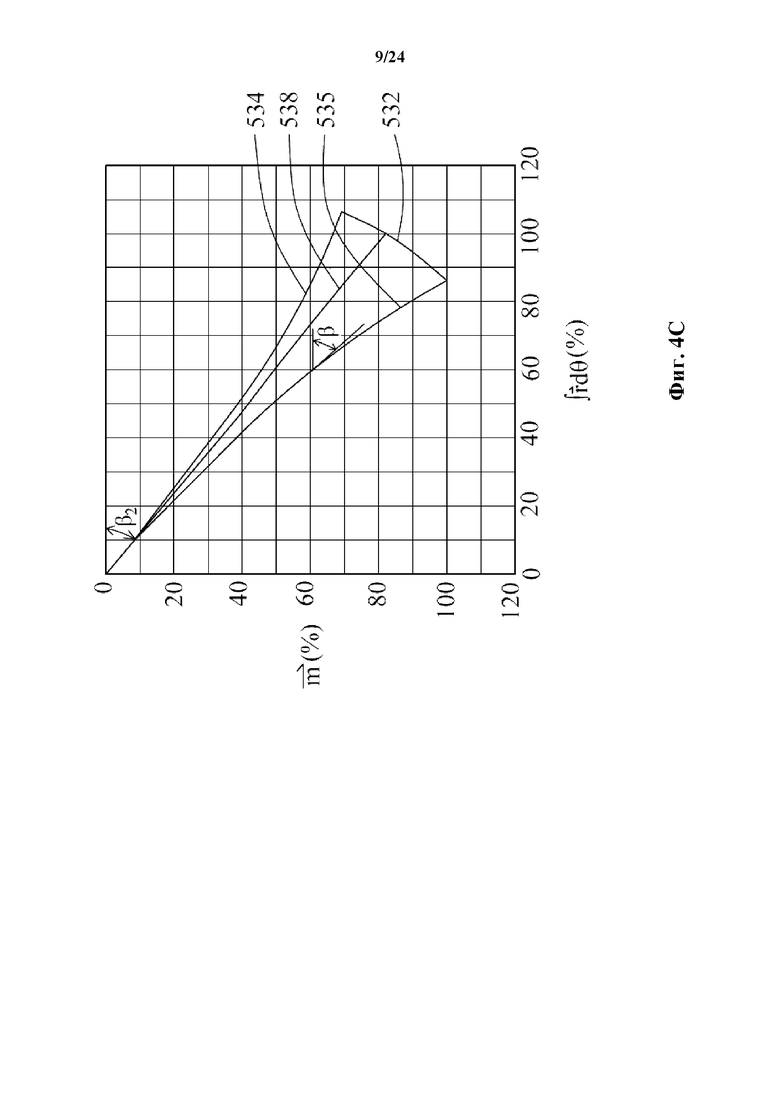
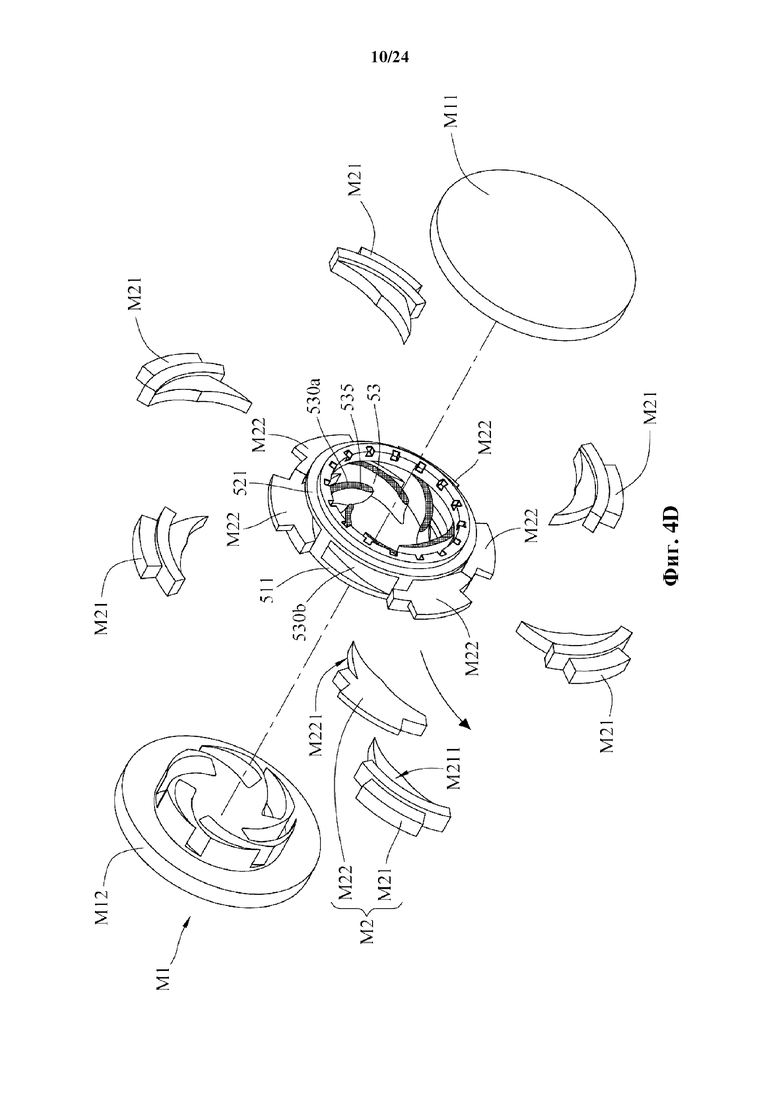
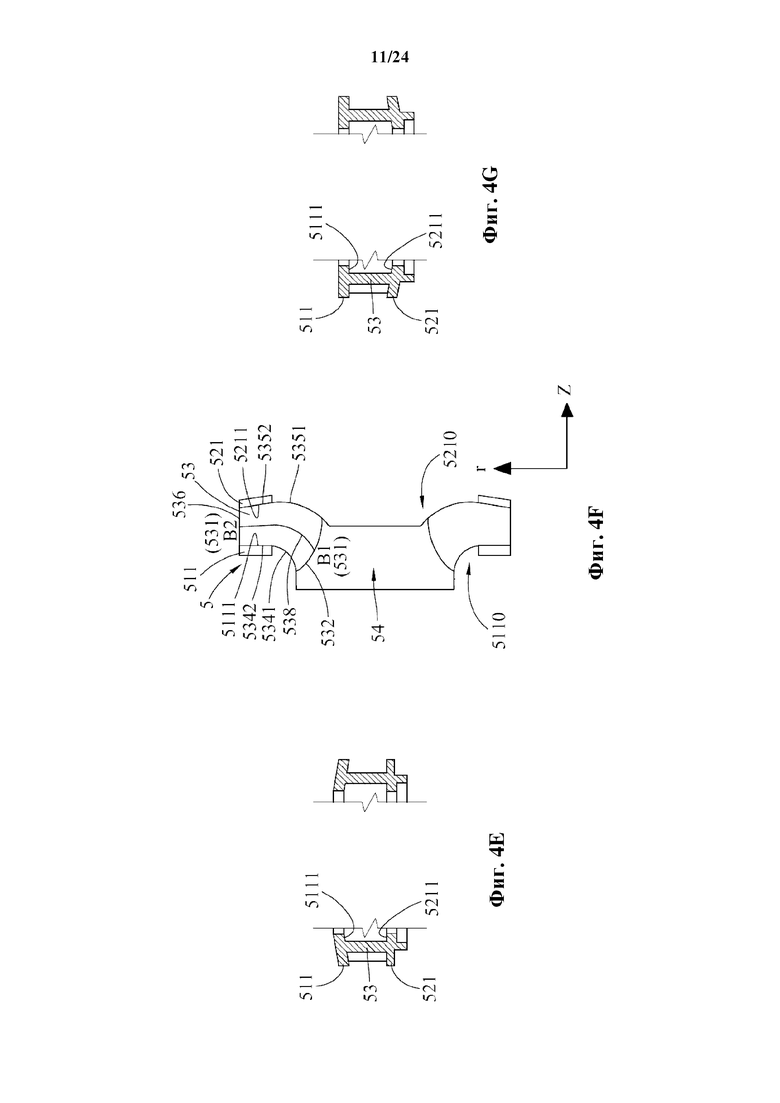
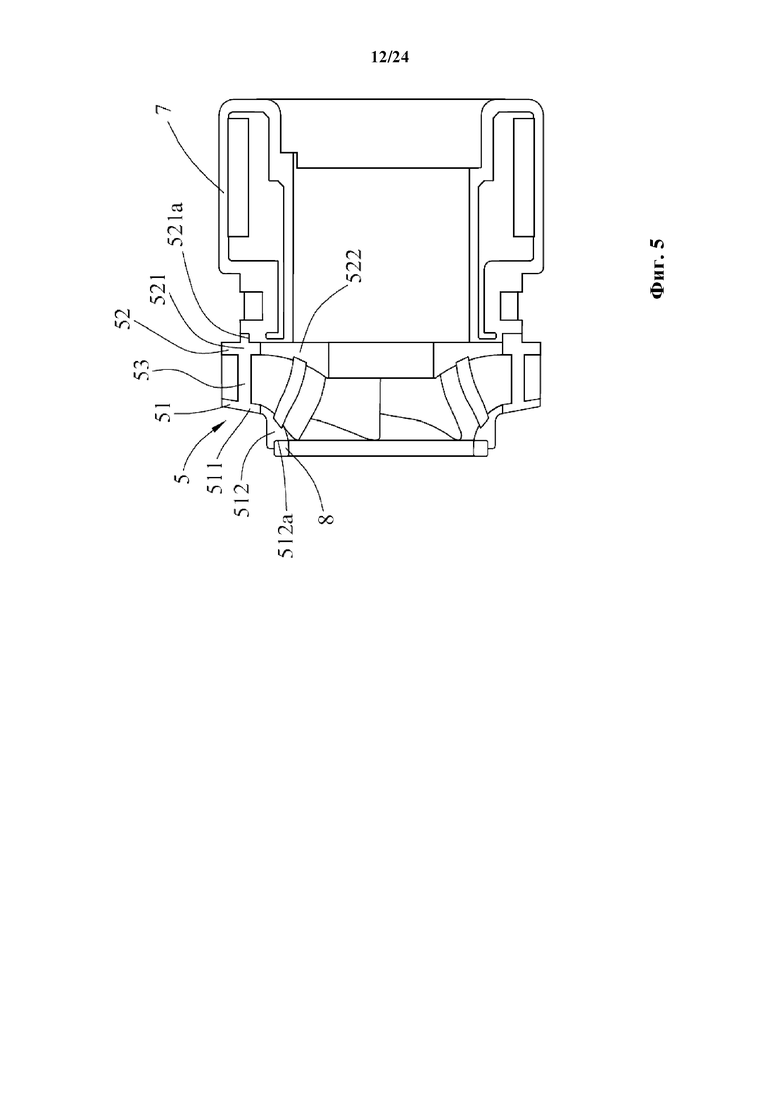
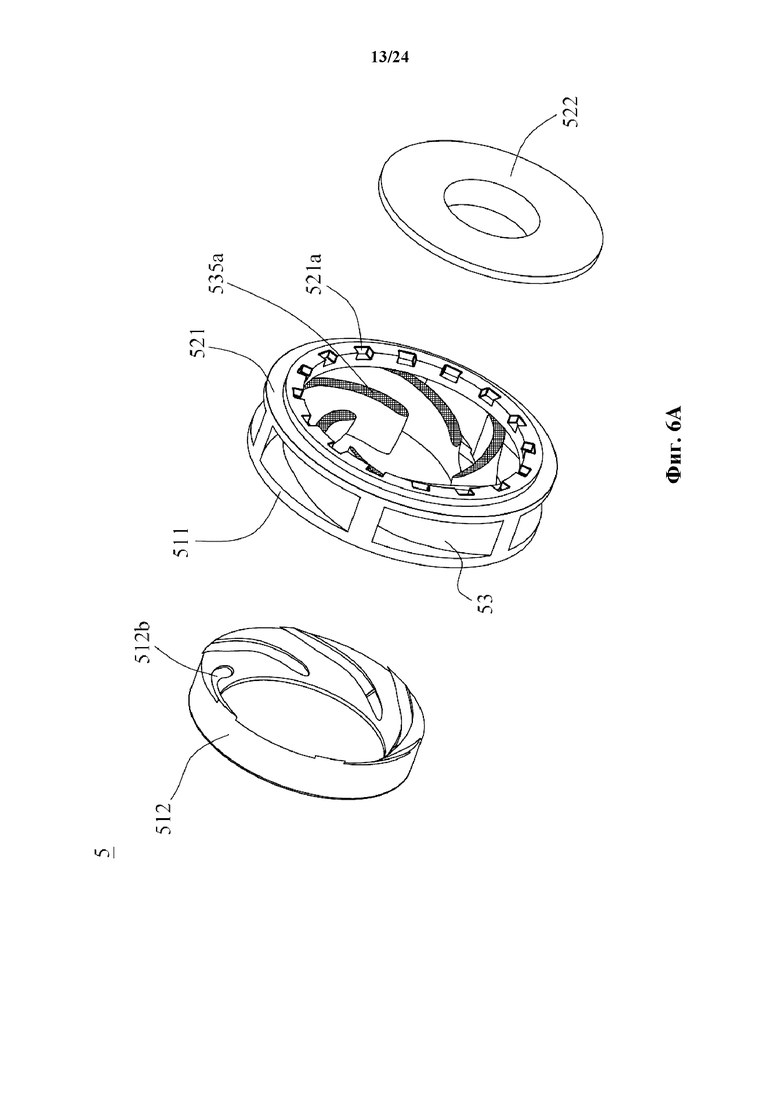
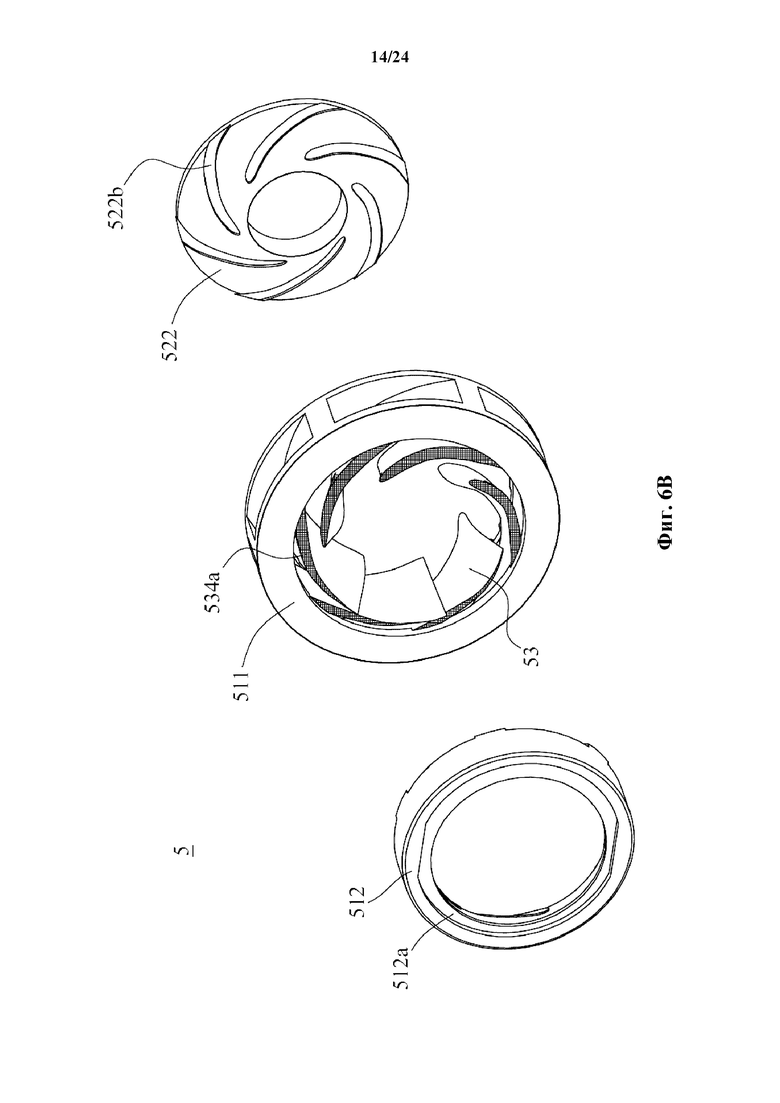
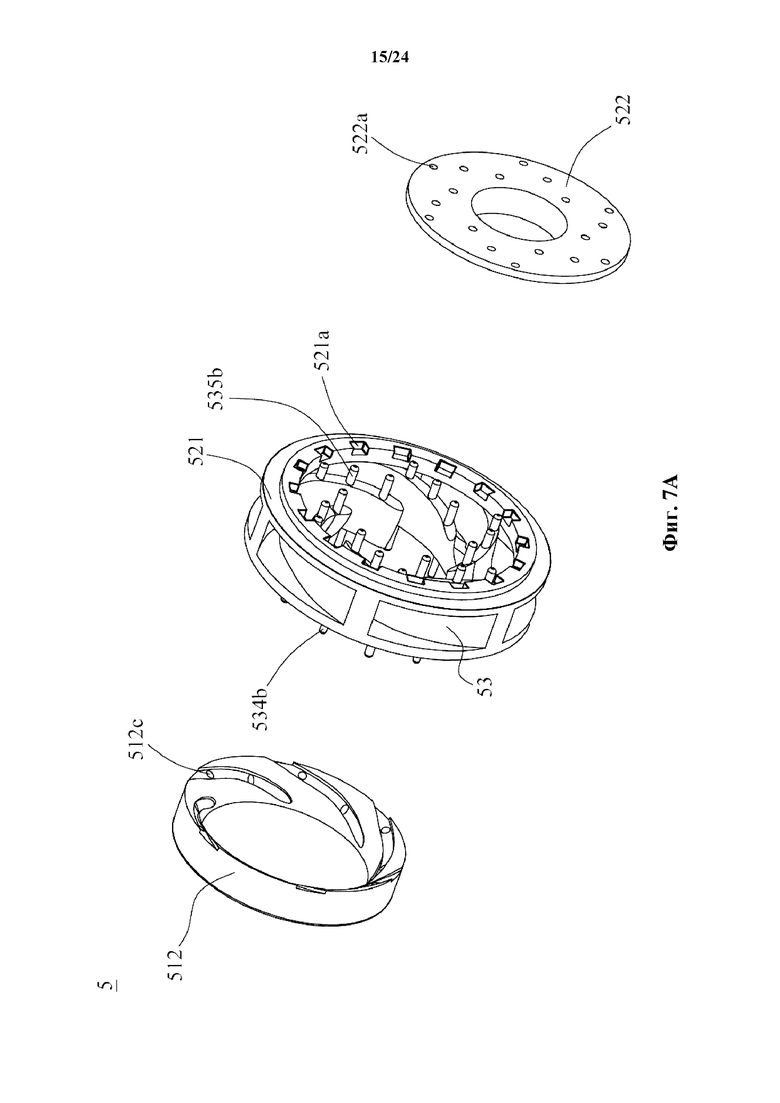
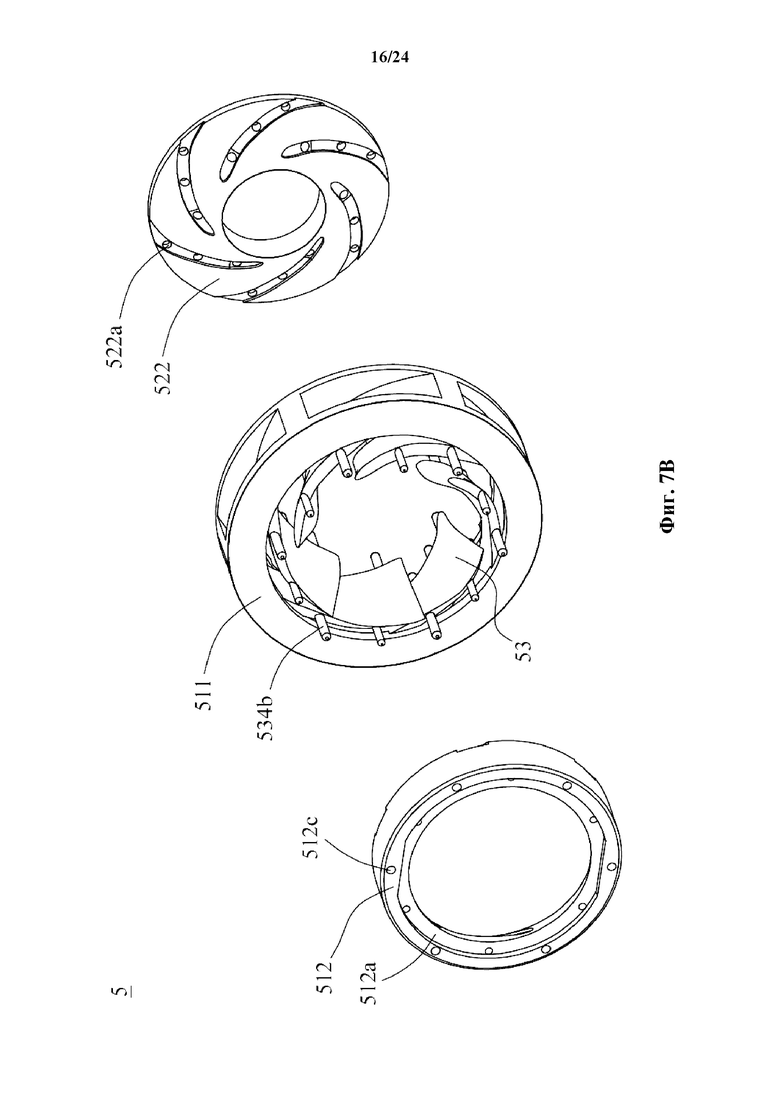
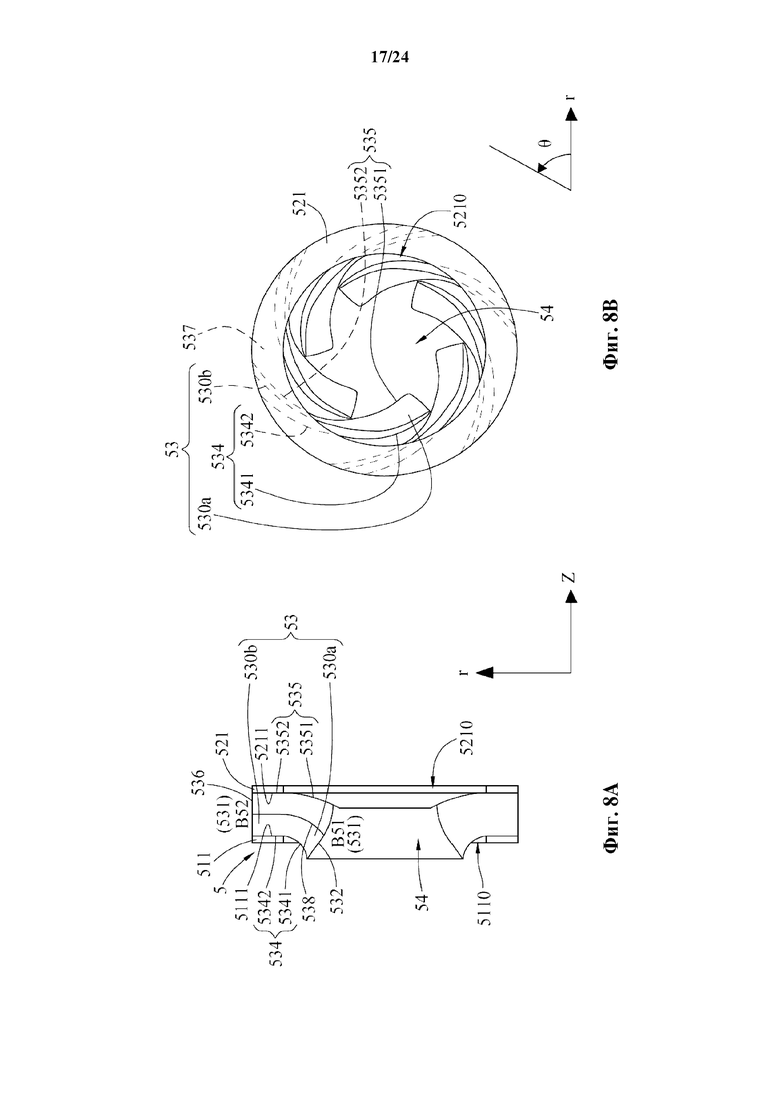
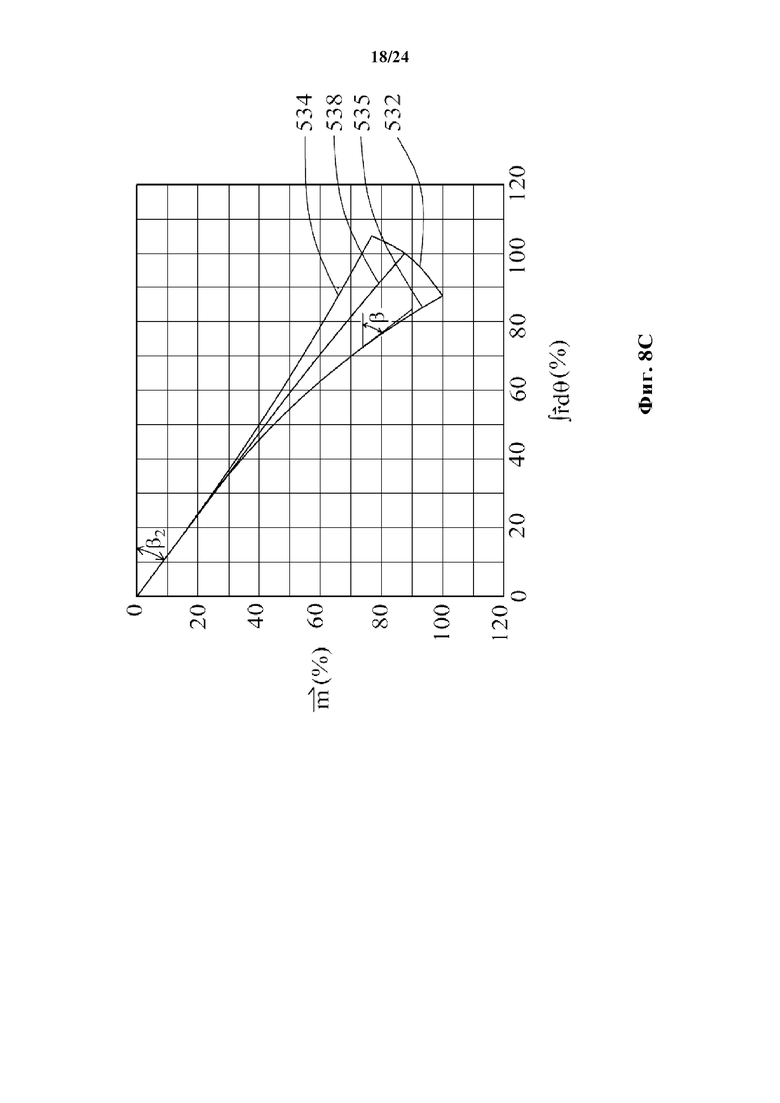
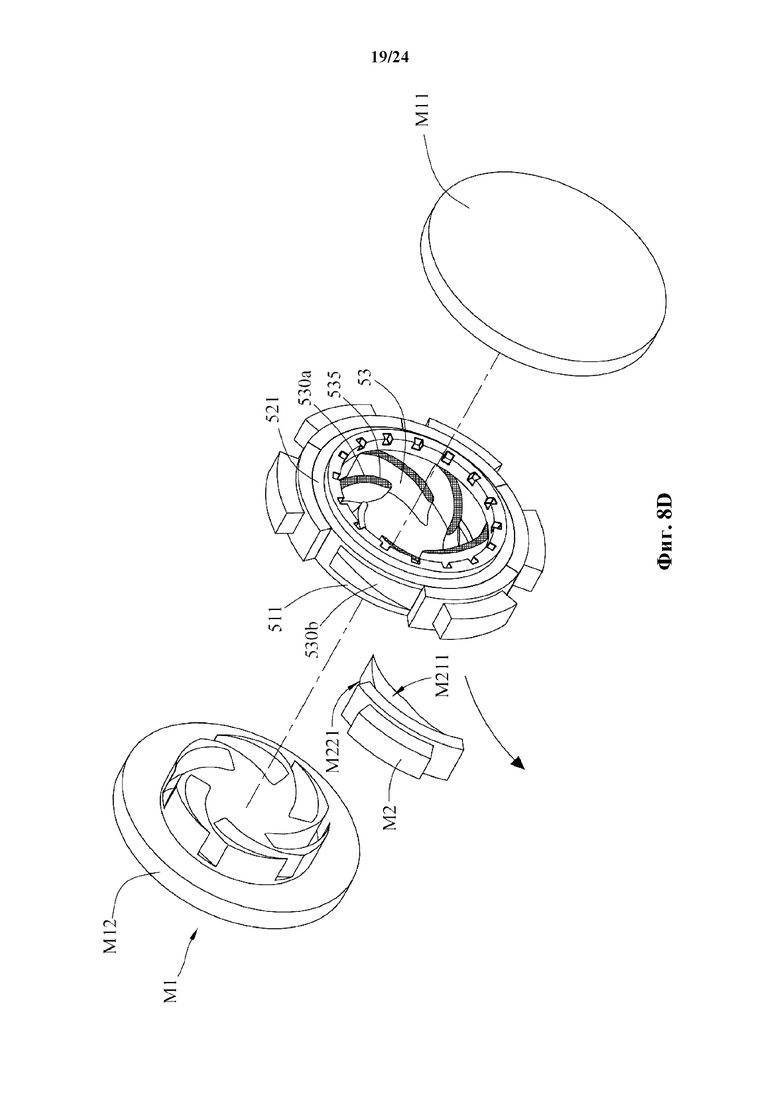
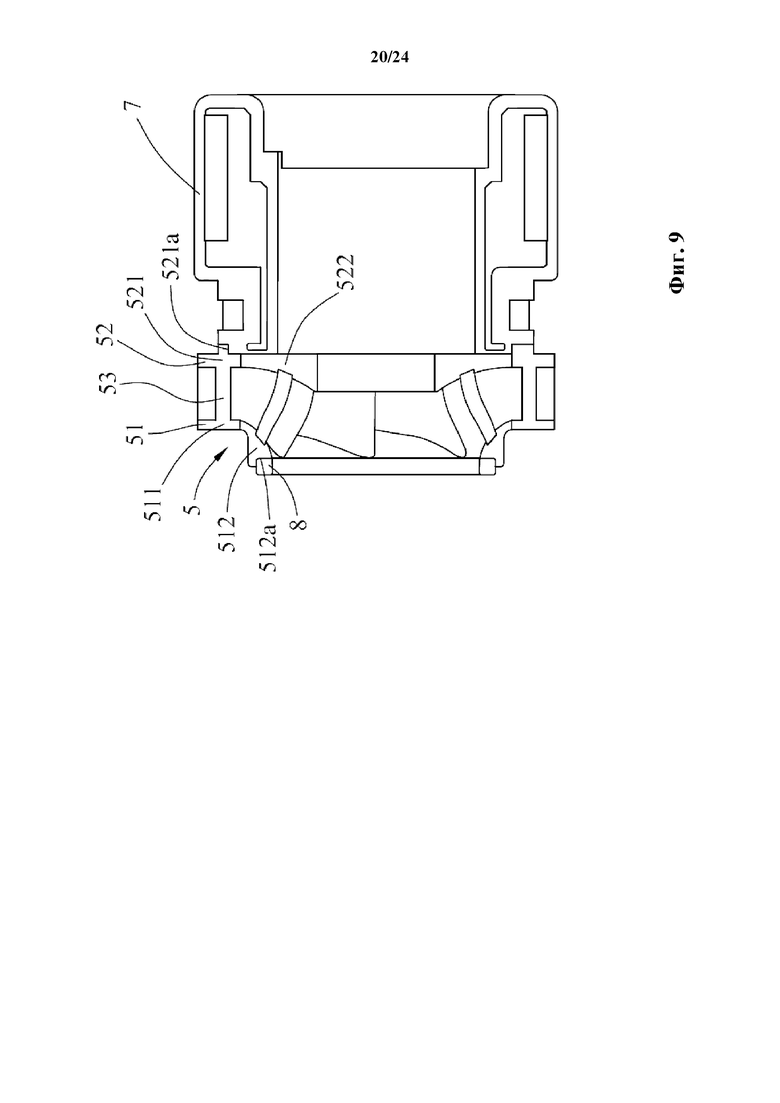
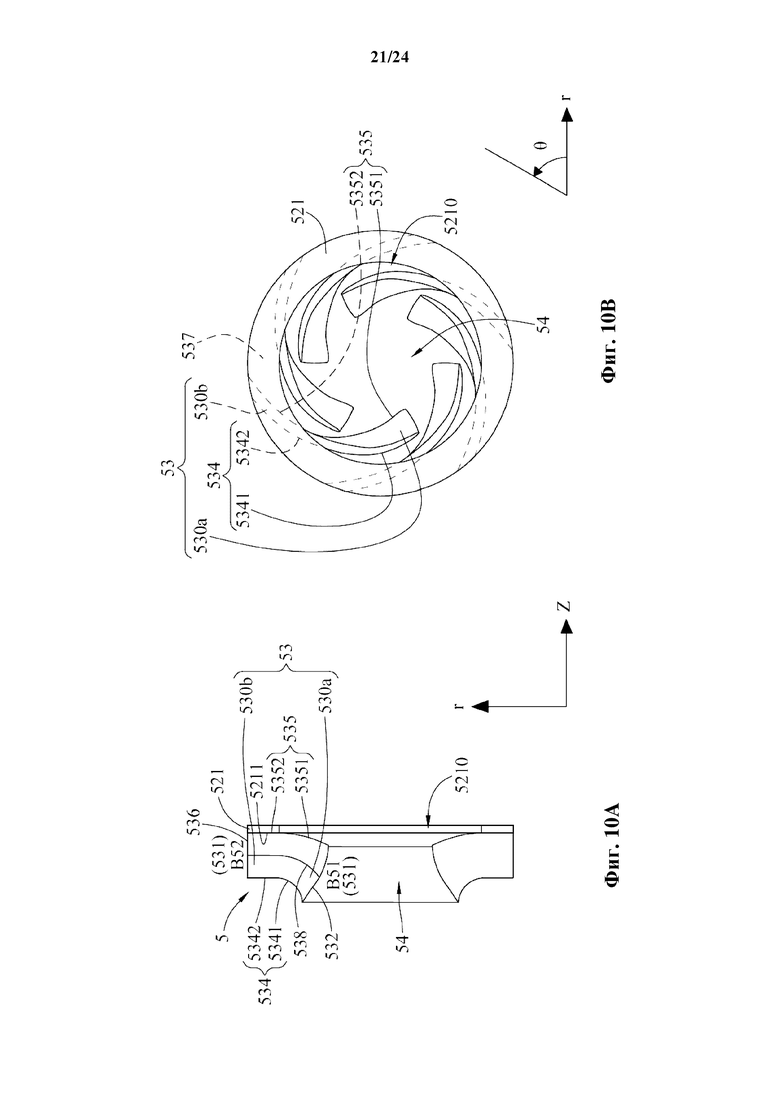
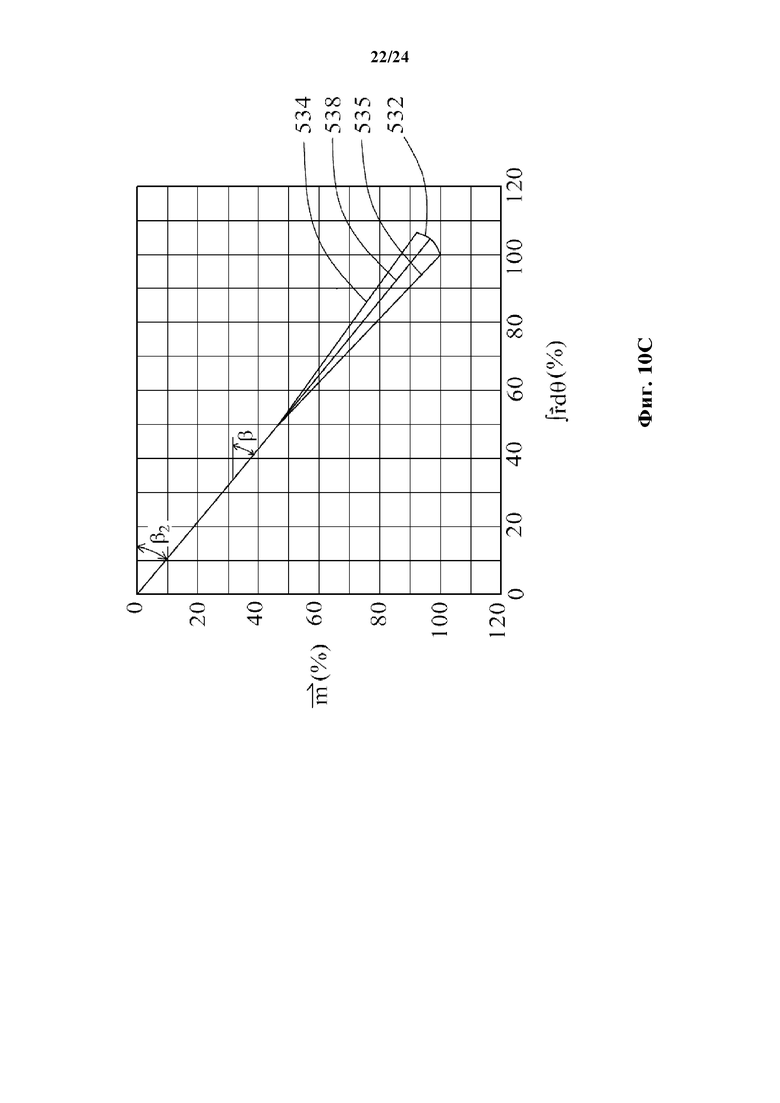
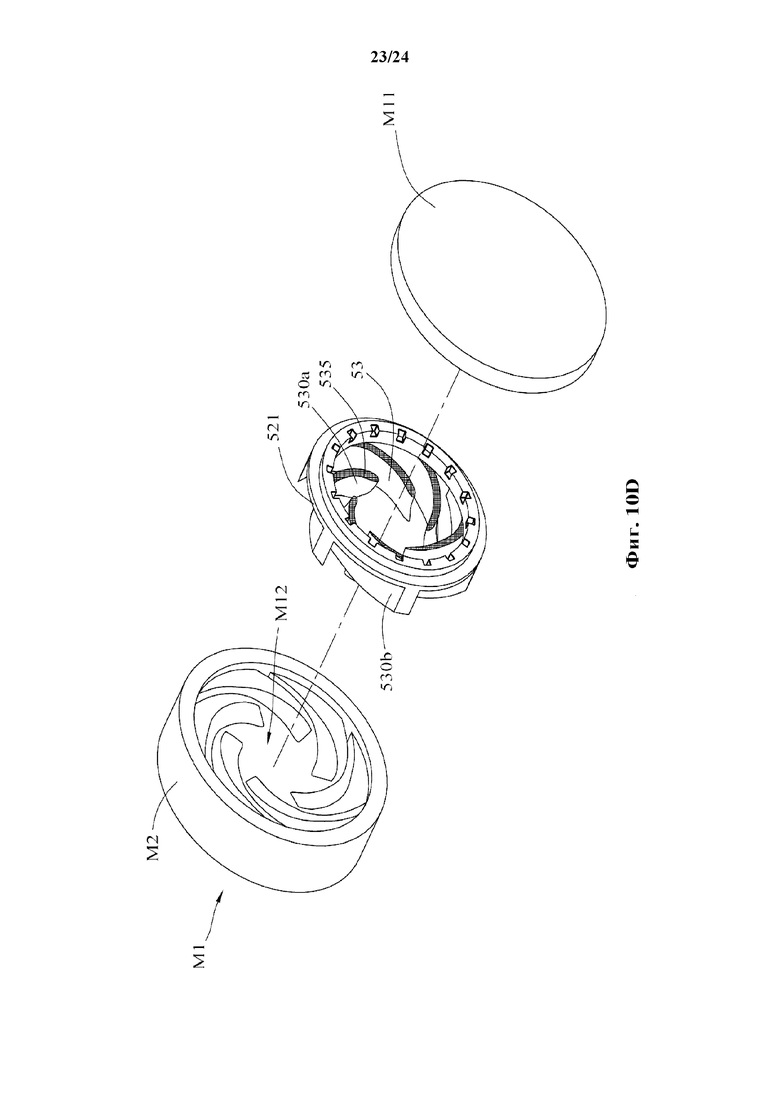
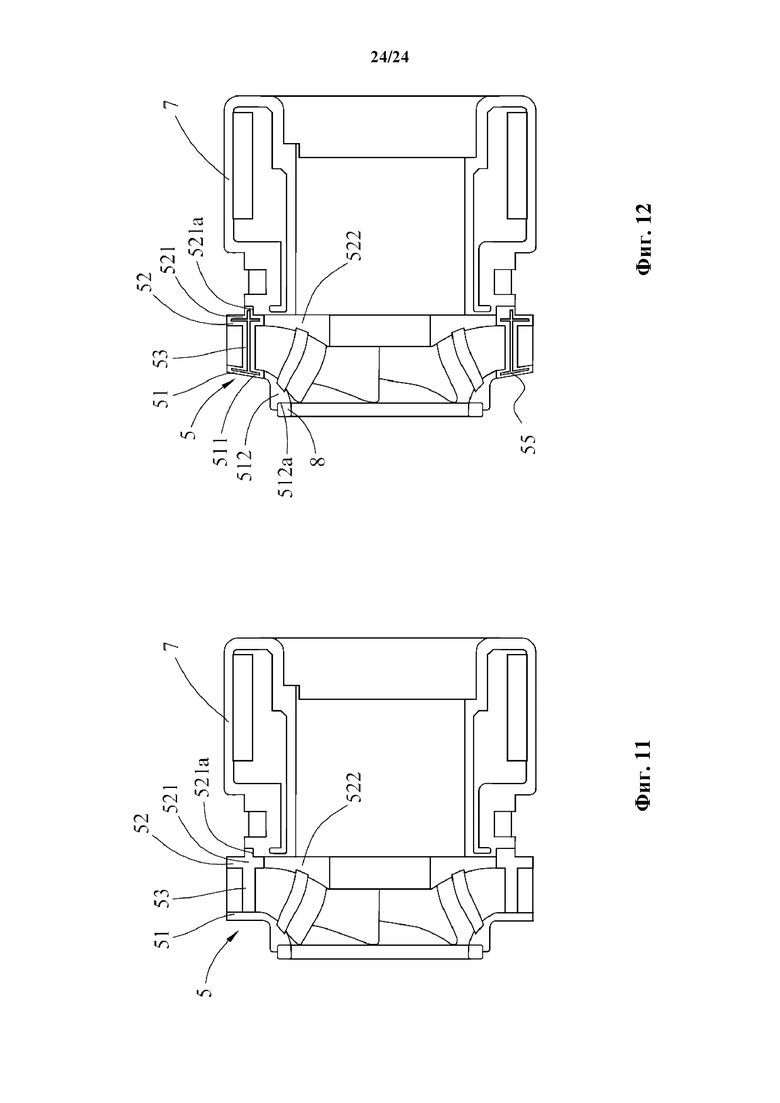
Настоящее изобретение относится к способу изготовления получаемого посредством матриц трехмерного пластикового рабочего колеса центробежного насоса и к рабочему колесу, изготовленному таким способом, при этом применяют форму для изогнутой лопасти и форму для области выхода рабочего колеса; форма для изогнутой лопасти выполнена с возможностью получения изогнутой части лопасти каждой лопасти рабочего колеса; форма для области выхода рабочего колеса выполнена с возможностью получения задней части каждой лопасти, обода ступицы рабочего колеса и обода диска рабочего колеса, так что обод ступицы, обод диска и лопасти выполнены за одно целое в одном процессе формования. 3 н. и 11 з.п. ф-лы, 34 ил.
1. Способ изготовления получаемого посредством матриц трехмерного пластикового рабочего колеса центробежного насоса, отличающийся тем, что
ступица рабочего колеса содержит обод ступицы и внутреннюю ступицу; обод ступицы содержит отверстие ступицы; диск рабочего колеса содержит обод диска и внутренний диск; обод диска содержит отверстие диска; каждая из нескольких лопастей рабочего колеса имеет изогнутую часть лопасти, расположенную между отверстием ступицы обода ступицы и отверстием диска обода диска;
посредством формы для изогнутой лопасти и формы для области выхода рабочего колеса формируют рабочее колесо;
форма для изогнутой лопасти содержит неподвижную матрицу и подвижную матрицу; посредством неподвижной матрицы и подвижной матрицы, размещенных через отверстие ступицы и отверстие диска, формируют изогнутые части лопасти, при этом изогнутые части лопасти расположены кругом относительно центральной части диска и ступицы и выполнены над центральной частью;
посредством формы для области выхода рабочего колеса формируют за одно целое остальную часть лопастей, отличную от изогнутых частей лопастей, а также обод ступицы, предназначенный воспринимать передачу усилия;
при этом отверстие диска обода диска и отверстие ступицы обода ступицы соответственно выполнены с возможностью размещения в них внутренней ступицы и внутреннего диска посредством термической сварки или плавящихся стержней с совместным образованием рабочего колеса.
2. Способ изготовления по п. 1, отличающийся тем, что обод ступицы содержит элемент для установки силовой передачи.
3. Способ изготовления по п. 1, отличающийся тем, что форма для области выхода рабочего колеса содержит скользящий элемент ступицы и скользящий элемент диска, которые выполнены с возможностью скольжения в радиальном направлении; скользящий элемент ступицы имеет поверхность скользящего элемента ступицы, выполненную с возможностью образования внутренней поверхности обода ступицы, обращенной к ободу диска, и скользящий элемент диска имеет поверхность скользящего элемента диска, выполненную с возможностью образования внутренней поверхности обода диска, обращенной к ободу ступицы; поверхность скользящего элемента ступицы представляет собой плоскую поверхность, выполненную с возможностью образования внутренней поверхности обода ступицы как плоской поверхности; и поверхность скользящего элемента диска представляет собой выпуклую коническую поверхность, выполненную с возможностью образования внутренней поверхности обода диска как вогнутой конической поверхности.
4. Способ изготовления по п. 1, отличающийся тем, что форма для области выхода рабочего колеса содержит скользящий элемент ступицы и скользящий элемент диска, которые выполнены с возможностью скольжения в радиальном направлении; скользящий элемент ступицы имеет поверхность скользящего элемента ступицы, выполненную с возможностью образования внутренней поверхности обода ступицы, обращенной к ободу диска, и скользящий элемент диска имеет поверхность скользящего элемента диска, выполненную с возможностью образования внутренней поверхности обода диска, обращенной к ободу ступицы; поверхность скользящего элемента ступицы представляет собой выпуклую коническую поверхность, выполненную с возможностью образования внутренней поверхности обода ступицы как вогнутой конической поверхности; и поверхность скользящего элемента диска представляет собой плоскую поверхность, выполненную с возможностью образования внутренней поверхности обода диска как плоской поверхности.
5. Способ изготовления по п. 1, отличающийся тем, что линия диска и линия ступицы остальной части каждой из лопастей, отличной от изогнутой части лопасти, являются одинаковыми по углу лопасти; форма для области выхода рабочего колеса и подвижная матрица выполнены за одно целое; и обод ступицы и лопасти выполнены за одно целое в одном процессе формования.
6. Способ изготовления по п. 1, отличающийся тем, что линия диска и линия ступицы остальной части каждой из лопастей, отличной от изогнутой части лопасти, отличаются углом лопасти; обод диска и обод ступицы являются параллельными друг другу; и форма для области выхода рабочего колеса только обеспечивает единственный скользящий элемент формы, скользящий в радиальном направлении, в пространстве между любыми двумя лопастями, соседними друг с другом.
7. Получаемое посредством матриц трехмерное пластиковое рабочее колесо центробежного насоса, отличающееся тем, что трехмерное пластиковое рабочее колесо содержит:
диск, ступицу и несколько лопастей, вместе образующие канал для потока в рабочем колесе для рабочей текучей среды; диск и ступица выполнены с возможностью ограничения пути потока рабочей текучей среды; ступица выполнена с возможностью передачи вращательного момента на лопасти; каждая из лопастей имеет трехмерную изогнутую форму, предназначенную для улучшения эффективности насоса, при этом:
каждая из лопастей содержит переднюю часть, заднюю часть, соединенную с передней частью, линию диска, соединенную с диском, и линию ступицы, соединенную со ступицей, при этом линия диска содержит первую линию диска и вторую линию диска; линия ступицы содержит первую линию ступицы и вторую линию ступицы; первая линия диска и первая линия ступицы расположены на передней части; вторая линия диска и вторая линия ступицы расположены на задней части; и первая линия диска и первая линия ступицы отличаются углом лопасти;
ступица содержит обод ступицы и внутреннюю ступицу; обод ступицы содержит отверстие ступицы; и обод ступицы содержит элемент для установки силовой передачи, выполненный с возможностью передачи вращательного момента на лопасти;
диск содержит обод диска и внутренний диск; обод диска содержит отверстие диска;
передняя часть каждой из лопастей расположена между отверстием ступицы обода ступицы и отверстием диска обода диска;
задние части лопастей и обод ступицы выполнены за одно целое в одном процессе формования, и задние части лопастей соединены с ободом диска; и
внутренний диск и внутренняя ступица установлены соответственно в отверстии диска и отверстии ступицы для объединения с передними частями лопастей.
8. Трехмерное пластиковое рабочее колесо по п. 7, отличающееся тем, что диск выполнен с возможностью установки на него кольца износа.
9. Трехмерное пластиковое рабочее колесо по п. 7, отличающееся тем, что вторая линия диска и вторая линия ступицы каждой из лопастей являются одинаковыми по углу лопасти.
10. Трехмерное пластиковое рабочее колесо по п. 7, отличающееся тем, что обод диска и внутренний диск выполнены за одно целое.
11. Рабочее колесо центробежного насоса, отличающееся тем, что рабочее колесо содержит:
ступицу, содержащую обод ступицы и внутреннюю ступицу, при этом обод ступицы содержит отверстие ступицы; и
несколько лопастей, расположенных вдоль обода ступицы, при этом каждая из лопастей имеет изогнутую часть лопасти, расположенную в отверстии ступицы обода ступицы и выполненную над центральной частью;
при этом обод ступицы и лопасти выполнены за одно целое в одном процессе формования; изогнутые части лопасти и обод ступицы не совпадают друг с другом; и отверстие ступицы обода ступицы и внутренняя ступица размещены посредством термической сварки или плавящихся стержней с совместным образованием рабочего колеса.
12. Рабочее колесо по п. 11, отличающееся тем, что каждая из лопастей содержит переднюю часть и заднюю часть, соединенные друг с другом; передняя часть представляет собой изогнутую часть лопасти и соединена с ободом ступицы посредством задней части; каждая из передних частей имеет первую линию диска и первую линию ступицы; и первая линия диска и первая линия ступицы отличаются углом лопасти.
13. Рабочее колесо по п. 12, отличающееся тем, что внутренняя ступица соединена с ободом ступицы и первой линией ступицы каждой из лопастей.
14. Рабочее колесо по п. 11, отличающееся тем, что дополнительно содержит усилительный металлический элемент, встроенный в обод ступицы и лопасти.
| US 20160341210 A1, 24.11.2016 | |||
| EP 3242037 A1, 08.11.2017 | |||
| РАБОЧЕЕ КОЛЕСО СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2008 |
|
RU2376500C2 |
| Устройство для подачи сигнала о перегреве жидкости во вращающейся гидромуфте | 1956 |
|
SU123868A1 |

