Изобретение относится к машиностроению, в частности к промышленным, центробежным насосам, применяемым в системах водоснабжения, частью конструкции которых являются сварные рабочие колеса двустороннего входа, и к технологии их изготовления.
Основными элементами сварного рабочего колеса двойного входа является ступица в составе основного диска с лопастями, которые в соединении с двумя покрывными дисками, формируют межлопастные каналы, форма которых определяет основные параметры насоса - подачу, напор, мощность и КПД.
Известно, что для жидкостей, не содержащих твердых частиц, рабочие колеса, содержащие 5-10 межлопастных каналов, имеют наибольший КПД, при этом на его стабильность существенно влияют потери на трение при неравномерном профиле скоростей, который может компенсироваться увеличением длины лопастей ступицы рабочего колеса.
Кроме того, центробежные насосы с колесами двухстороннего всасывания обладают улучшенными кавитационными характеристиками по сравнению с стандартными колёсами при одинаковых значениях напора, подачи и частоты вращения вала, за счет симметричной конструкции рабочего колеса, разделяющей поток жидкости на два равных потока, что позволяет снизить скорости на входе и увеличить кавитационный запас.
По способу формообразования рабочие колеса двухстороннего входа могут выполняться цельнолитыми или сварными.
Главной особенностью изготовления литых частей колеса является то, что все их свойства формируются только при одном металлургическом переделе - при заливке жидкого сплава в литейную форму и его кристаллизации в ней, при этом термическая обработка отливок в какой-то мере улучшает их механические свойства. Формирование отливки в литейной форме происходит при фазовых превращениях сплава в процессе его охлаждения. Фазовые превращения сопровождаются усадочными явлениями, перекристаллизацией, ликвацией, возникновением внутренних напряжений, газовыделением и пр. Все эти металлургические явления способствуют образованию различных дефектов, которые в значительной степени снижают свойства отливки и способствуют образованию достаточно сильной шероховатости поверхности лопастей, формирующих межлопастные каналы, что снижает КПД насоса, ухудшает его основные характеристики и ускоряет износ рабочего колеса из-за гидродинамического трения.
Cварные рабочие колеса для центробежных насосов выполняют из коррозионно-стойких сталей, хорошо сопротивляющихся воздействию гидро-абразивной эрозии.
Сварное исполнение рабочего колеса центробежного насоса позволяет, благодаря доступности для механической обработки сложных фасонных поверхностей, позволяет точнее выдержать шаг расположения лопастей, образующих межлопастные каналы, и снизить искажение геометрии лопастей, способствует уменьшению статического небаланса рабочих колес. Кроме того, основные части сварных рабочих колес могут быть изготовлены из сталей разных марок. Важными промышленным преимуществом сварных рабочих колес является то, что создаются условия для значительного увеличения размеров и массы рабочих колес.
Особое значение при изготовлении сварных рабочих колес двустороннего входа имеет технология их изготовления, обеспечивающая точную пространственную форму лопастей и высокую степень гладкости их поверхности благодаря возможности механической обработки на высокоточном оборудовании, что уменьшает износ рабочего колеса и увеличивает КПД центробежного насоса.
Из уровня техники известно сварное колесо двустороннего всасывания центробежного насоса без ограничений по максимальному диаметру (Патент №2229628, опубл. 27.05.2004, бюл. № 15). Сварное рабочее колесо содержит ведущий диск и два покрывных диска с расположенными между ними лопатками. По наружным краям лопаток выполнены прямоугольные шипы длиной в 3-5 раз больше толщины лопаток. Шипы расположены на расстояниях между ними, кратных их длине. В покрывных дисках по линиям сопряжения с краями лопаток выполнены сквозные отверстия, в которых установлены шипы лопаток с образованием зазоров по ширине и по длине. С наружной стороны покрывных дисков по контуру отверстий сняты фаски для сварных швов, выполненных по их наружной стороне. Шипы лопаток могут быть выполнены с высотой большей толщины стенок покрывных дисков. Фаски, снятые по контуру отверстий дисков равны 0,3-0,5 толщины лопаток. По оси каждой лопатки выполнен вырез трапецеидальной формы, длина которого равна длине линии сопряжения ведущего диска с лопаткой. Внутренняя ширина выреза равна толщине ведущего диска в месте примыкания лопаток со стороны колеса. Входной участок лопаток выполнен со скосом по радиусу равным 0,5 внутреннего диаметра покрывного диска. Вначале лопатки в сборе с покрывными дисками обварены электродуговой сваркой.
Недостатком такого колеса является невысокий гидравлический коэффициент полезного действия (КПД) из-за выполнения лопаток рабочего колеса одинарной кривизны. Размещение сварных швов в межлопастном пространстве без зачистки внутренней поверхности межлопастного канала дополнительно снижает КПД насоса.
Кроме того, отдельные сварочные соединения по типу сварочных прихваток не обеспечивает прочного провара и, следовательно, надежного соединения, особенно в высокоскоростных насосах промышленного назначения. Кроме того, каждое сварочное соединение приводит к разнонаправленным сварочным напряжениям, которые приводят к изменению геометрии межлопаточных каналов и снижению КПД.
Наиболее близким техническим решением является полезная модель по патенту № 195341, в описании которой представлено сварное колесо двустороннего входа центробежного насоса (Патент РФ на полезную модель 195341, опубл. 23.01.2020, бюл. 3).
Рабочее колесо центробежного насоса имеет двусторонний вход для увеличения расхода рабочей жидкости через колесо. Колесо содержит основной диск, выполненный за одно целое с лопатками двойной кривизны, образующими каналы, расположенными на обоих торцах дисках. На лопатках размещены левый и правый покрывные диски, в которых выполнены сквозные пазы с шириной равной или большей толщины на вершине лопатки. Это обусловлено тем, что лопатки в ряде случаев выполнены с двойной кривизной и толщина лопатки в месте размещения покрывного диска меньше, чем ширина поверхности, на которую опирается покрывной диск. Пазы выполнены на периферии диска и направлены к его центру. Контуры пазов имеют форму профиля лопаток в той их части, которая расположена на выходе колеса.
Покрывные диски выполнены с пазами, имеющими направление, соответствующее профилю лопаток слева и справа от основного диска. Пазы выполнены сквозными с помощью фрезы. После наложения дисков на вершины лопаток совмещают ширину паза с шириной поверхности. Пазы с помощью сварки заполняют присадочным материалом сварного шва, осуществляя сплавление вершин лопаток с покрывными дисками, соответственно.
На кромке пазов могут быть выполнены фаски, позволяющие улучшить прогрев вершин лопаток.
Сварка осуществляется с наружной по отношению к межлопаточным каналам стороны покрывных дисков. Выступание сварного шва при необходимости срезают с помощью механической обработки.
Для уменьшения масс свариваемых деталей и отливок основного диска он может быть изготовлен из двух частей. Протяженность пазов определяется расчетом сварного соединения на прочность.
Выполнение двух покрывных дисков в виде отдельных воронкообразных деталей, позволяет осуществить чистовую механическую обработку межлопаточных каналов основного диска.
Изготовление лопаток отдельно из листового материала упрощает изготовление основного диска, при этом снижает точность расположения лопаток при соединении с основным диском, что усложняет сборку и снижает КПД.
Кроме того, изготовление основного диска из двух частей при слабом сварном соединении приводит к слабой и ненадежной конструкции.
Еще одним недостатком является то, что пазы, выполненные в покрывных дисках, выходят на наружный диаметр являются открытыми, что при сборке рабочего колеса и производстве сварочных работ способствует искажению геометрии лопаток из-за разнонаправленных напряжений при нагреве металла и, и как следствие, к снижению КПД.
Задача предлагаемого к патентованию технического решения заключается в создании надежного сварного рабочего колеса двустороннего входа для центробежного насоса с высоким КПД.
Техническим результатом является возможность обработки с высоким классом шероховатости межлопастного пространства снижение искажений геометрии межлопастных каналов за счет обеспечения жесткости заготовки рабочего колеса при механической обработке поверхности частей ступицы и покрывных дисков, а также сокращение деформаций элементов рабочего колеса, возникающих из-за термических сварных напряжений при сварочных работах в процессе сборки.
Дополнительным техническим результатом является экономия сварочного материала, при обеспечении надежности сварных соединений.
Технический результат достигается тем, что cварное рабочее колесо двустороннего входа для центробежного насоса содержит два покрывных диска, снабженных сквозными щелевыми отверстиями, между которыми расположена ступица, выполненная из цельной заготовки и состоящая основного диска и лопастей, формирующих сложную пространственную форму межлопастных каналов.
Ступица соединена с покрывными дисками посредством сварочных соединений. Каждая лопасть ступицы условно состоит из входной части, симметрично разделенной основным диском и выполненной с ним за одно целое, и выходной части лопасти, выступающей за контуры основного диска и снабженной на каждой торцевой поверхности выступом для соединения с покрывными дисками.
Покрывные диски снабжены сквозными щелевыми отверстиями, выполненными на их плоской части, при этом расположение, размер и форма щелевых отверстий обеспечивают возможность расположения в них выступов на торцах выходной части лопастей, одновременно фиксируя части рабочего колеса между собой и формируя кольцевые полости для формирования сварного соединения.
Поверхности щелевых отверстий выполнены с фасками, обеспечивающими двусторонний оппозитный точечный упор в выступы, расположенные на торцах выходной части лопастей, обеспечивая дополнительную механическую жесткость конструкции рабочего колеса перед сваркой.
Выступы на торцах выходной части лопастей могут быть выполнены с профилем сечения в форме трапеции или прямоугольника, при этом основание выступов может быть меньше толщины лопасти в месте их расположения, а высота соответствует толщине покрывных дисков.
Расположение сквозных щелевых отверстий покрывных дисков соответствуют расположению выступов на торцах выходной части лопастей и направлению оси вращения рабочего колеса.
Сварное рабочее колесо двустороннего входа со сложно пространственной формой межлопастных каналов изготавливается следующим образом. Создают цельную ступицу и пару покрывных дисков, между которыми располагают ступицу и скрепляют ее с покрывными дисками посредством сварных соединений.
Предварительной механической обработкой формируют из поковки цельную заготовку ступицы рабочего колеса с лопастями, высверливают центральное отверстие для расположения вала центробежного насоса, и технологическое отверстие для удаления образующихся при механической обработке отходов в зоне каждого межлопастного канала, сформированного выходной частью лопастей ступицы.
Далее вытачивают с одной стороны заготовки наружную поверхность основного диска заодно с входными частями лопастей, обеспечивая заданную геометрию межлопастных каналов входной части рабочего колеса, и выходных частей лопаток, выступающих за контуры основного диска, с выступами на их торцевых поверхностях, предназначенных для взаимодействия с покрывными дисками.
Кроме того, вытачивают технологический обод с диаметром, превышающим диаметр основного диска, который является связующим элементом для концов выходной части всех лопастей ступицы и обеспечивает повышение механической жесткости заготовки.
В той же последовательности осуществляют предварительную механическую обработку другой стороны заготовки ступицы, вытачивая заданную форму основного диска и формируют окончательную геометрию лопастей.
Подвергают механической обработке на станке с ЧПУ (например, станок Mazak INTEGREX E-V II (http://www.columbuss.ru/pages/146/) покрывные диски, вытачивая центральное отверстие, внешнюю и внутреннюю поверхности.
На плоской части покрывных дисков фрезеруют сквозные щелевые отверстия с фасками, формируя при соединении с заготовкой ступицы кольцевые полости для сварных швов.
Далее осуществляют сборку рабочего колеса, соединением покрывных дисков с заготовкой ступицы, обеспечивая взаимную дополнительную фиксацию посредством установки выступов, выполненных на торцах лопастей в щелевые отверстия, выполненные в покрывных дисках, увеличивая конструктивную жесткость рабочего колеса.
Далее заваривают кольцевые полости, образованные фасками, выполненными в сквозных отверстиях покрывных дисков и выступами на выходных частях лопастей ступицы.
Затем срезают технологический обод и выполняют последующую финальную механическую обработку, обеспечивая выравнивание всех поверхностей рабочего колеса и заданную геометрию межлопасных каналов.
При финальной механической обработке предварительный паз растачивают до заданных размеров, необходимых для закрепления вала насоса, а технологические отверстия растачивают одновременно с временным технологическим ободом и окончательно формируют выходные части межлопастных каналов рабочего колеса.
Выполнение выступа на торцах выходной части каждой лопасти ступицы рабочего колеса при ее соединении с покрывными дисками с образованием оппозитного упора кромок фасок щелевых отверстий в выступы, коническая форма которых облегчает центрирование покрывных дисков относительно ступицы и обеспечивает дополнительную жесткость конструкции в целом.
Кольцевое пространство, образованное в щелевых отверстиях при соединении ступицы и покрывных дисков, обеспечивает экономию сварочного материала и снижение термического влияния на металл, предотвращая его усадку и искажение геометрии лопаток ступицы.
Кроме того, последовательность технологических операций, в том числе выполнение технологических отверстий для удаления мусора в выходной части межлопастных каналов снижает влияние напряжений при механической обработке в входных частях межлопасных каналов, обеспечивает сохранность формы основного диска, а отсутствие мусора в зоне механической обработки обеспечивает сохранность инструмента.
Последующее вытачивание механической обработкой геометрии лопаток и технологического обода, соединяющего концы выходных частей лопаток, обеспечивает жесткость заготовки ступицы, снижение влияния внутренних напряжений металла при механической обработке и искажения геометрии выходной части лопастей.
Одновременное вытачивание технологического обода, который прочно соединяет концы выходных частей лопастей, дополнительно обеспечивает жесткость заготовки ступицы рабочего колеса и сохранность конструкционной геометрии межлопасных каналов во время механической обработки и сварочных работ и после них.
Удаление технологического обода после всех сварочных работ обеспечивает неизменность геометрии конструкции рабочего колеса.
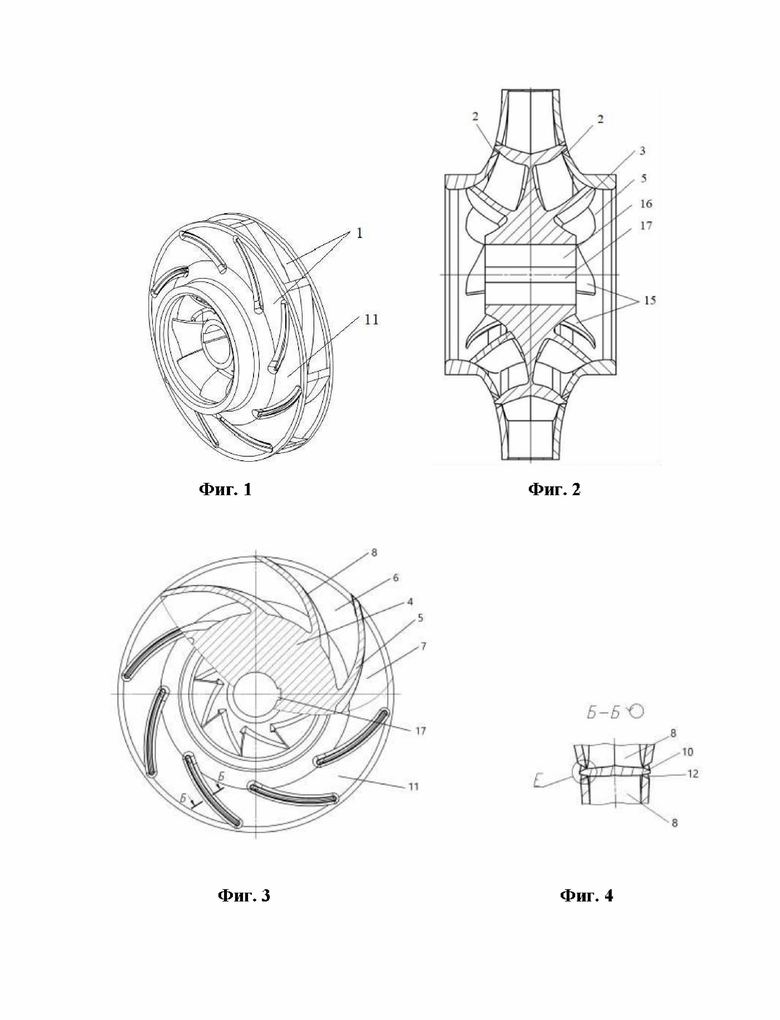
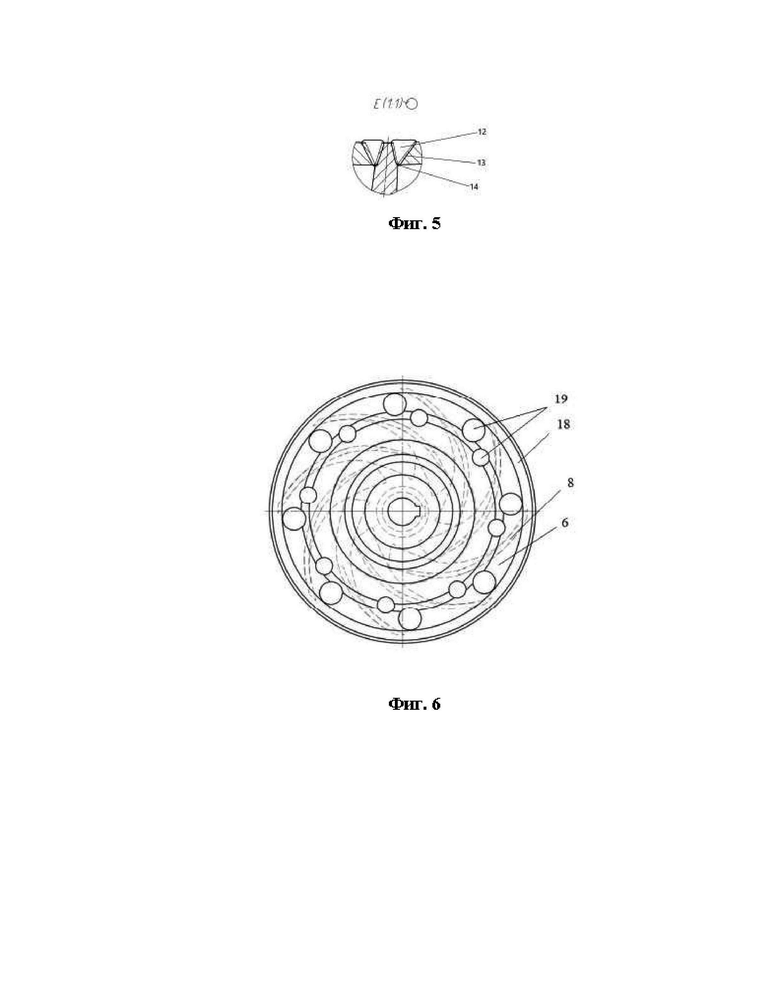
На фиг.1 Представлен общий вид сварного рабочего колеса двустороннего входа (3D); на фиг. 2 - продольный разрез рабочего колеса; на фиг. 3 - вид сверху; на фиг. 4 разрез по Б-Б, иллюстрирующий расположение выступов на выходной части лопасти в сквозных щелевых отверстиях покрывных дисков; на фиг. 5 - увеличенный местный вид Е, иллюстрирующий профиль кольцевой полости для формирования сварного соединения; на фиг. 6 - иллюстрация механической обработки поковки для формирования заготовки ступицы рабочего колеса.
Cварное рабочее колесо двустороннего входа для центробежного насоса содержит два покрывных диска 1, снабженных сквозными щелевыми отверстиями 2, между которыми расположена ступица 3, выполненная из цельной заготовки и состоящая из основного диска 4 и лопастей 5, формирующих сложную пространственную форму межлопастных каналов 6. Ступица 3 соединена с покрывными дисками 1 посредством сварочных соединений.
Каждая лопасть 5 ступицы условно состоит из входной части 7, симметрично разделенной основным диском 4 и выполненной с ним за одно целое, и выходной части 8 лопасти 5, выступающей за контуры основного диска 4. Кроме того, выходные части 8 лопастей 5 снабжены на торцах 9 выступами 10 для соединения с покрывными дисками 1.
Покрывные диски 1 снабжены сквозными щелевыми отверстиями 2, выполненными на их плоской части 11. Расположение, размер и форма щелевых отверстий обеспечивают возможность установки в них выступов 10, выполненных на торцах 9 выходной части 8 лопастей 5, с одновременной фиксацией частей рабочего колеса между собой, формируя при этом кольцевые полости 12 для сварного соединения. Поверхности щелевых отверстий 2 выполнены с фасками 13, обеспечивающими двусторонний оппозитный точечный упор 14 в выступы 10, расположенные на торцах 9 выходной части 8 лопастей 5, обеспечивая дополнительную механическую жесткость конструкции рабочего колеса как до, так и после сварки.
Выступы 10 на торцах 9 выходной части 8 лопастей 5 могут быть выполнены с профилем сечения в форме трапеции или прямоугольника, при этом основание выступов 10 может быть меньше толщины лопасти вместе их расположения, а высота соответствует толщине покрывных дисков 1.
Расположение сквозных щелевых отверстий 2 покрывных дисков 1 соответствуют расположению выступов 10 на торцах 9 выходной части 8 лопастей 5 и направлению оси вращения рабочего колеса.
Покрывные диски выполнены с центральным отверстием 15. Ступица рабочего колеса выполнена с центральным отверстием 16, снабженным пазом 17, для установки на вал центробежного насоса,
Сварное рабочее колесо двустороннего входа для центробежных насосов, в частности ступица 3, формирующая межлопастные каналы, имеет сложную пространственную форму. Способ изготовления рабочего колеса предусматривает создание цельной ступицы 3, которую располагают между двумя покрывными дисками и скрепляют эти части рабочего колеса посредством сварных соединений.
Изготовление ступицы 3 начинают с механической обработки на токарно-карусельном станке, например, на станке 1525 (D=2250), поковки из которой формируют заготовку цельной ступицы с лопастями 5 (Фиг. 3, Фиг. 7).
На станке с ЧПУ, например, на станке VC3500 (D=2500) сверлят и растачивают центральное отверстие 17 для установки на валу центробежного насоса. Затем, например, на электроэрозионном проволочном вырезном станке DK77100 вырезает паз 18 для фиксации рабочего колеса относительно вала.
Кроме того, фрезеруют площадки под последующее сверление технологических отверстий 19, через которые удаляют отходы и металлический мусор, образующиеся при механической обработке заготовки ступицы, в том числе в зонах выходных частей 8 межлопастных каналов 6. В частном варианте заготовки ступицы в зоне каждого межлопастного канала, в выходной части формируют технологические отверстия 19 диметром 60 мм и ближе к выходу - диаметром 80 мм (Фиг. 6).
Далее вытачивают с одной стороны заготовки ступицы наружную поверхность основного диска 4 вместе с входными частями 7 лопастей 5, обеспечивая заданную геометрию межлопастных каналов 6 входной части рабочего колеса. Также вытачивают выходные части 8 лопаток 5, выступающие за контуры основного диска 4, с выступами 10 на их торцах 9, предназначенных для взаимодействия с покрывными дисками 1. Кроме того, вытачивают технологический обод 18 с диаметром, превышающим диаметр основного диска 4, который связывает концы выходной части 8 всех лопастей 5 ступицы 3 и, тем самым, обеспечивает механическую жесткость заготовки.
Далее в той же последовательности на станке с ЧПУ (например, станок Mazak INTEGREX E-V II (http://www.columbuss.ru/pages/146/) осуществляют предварительную механическую обработку другой стороны заготовки ступицы, вытачивая заданную форму основного диска 4 и окончательную геометрию лопастей 5.
Отдельно, подвергая механической обработке заготовки покрывных дисков 1, формируют их наружные и внутренние поверхности и вытачивают центральное отверстие 16. На плоской части 11 покрывных дисков 1 фрезеруют сквозные щелевые отверстия с фасками 13, формируя при соединении с заготовкой ступицы кольцевые полости 12 для сварных швов.
Далее осуществляют сборку рабочего колеса, соединением покрывных дисков 1 с заготовкой ступицы 3, обеспечивая взаимную дополнительную фиксацию посредством установки выступов 10, выполненных на торцах 9 лопастей 5 в щелевые отверстия 2, выполненные в покрывных дисках 1, увеличивая конструктивную жесткость рабочего колеса.
После соединения заготовки ступицы с покрывными дисками заваривают кольцевые полости, образованные фасками 12, выполненными в сквозных отверстиях 2 покрывных дисков 1 и выступами 10, образованными на выходных частях 8 лопастей 5 ступицы 3.
Затем срезают технологический обод 18, растачивают технологические отверстия 19 и выполняют последующую финальную механическую обработку, обеспечивая выравнивание всех поверхностей рабочего колеса и заданную геометрию межлопасных каналов 6.
В центральном отверстии 17 ступицы вытачивают предварительный шпоночный паз, который при финальной механической обработке растачивают до заданных размеров, необходимых для закрепления вала насоса.
Таким образом, жесткость обеспечивается особенностями конструкции рабочего колеса, предназначенного для центробежных насосов и технологией изготовления, которые обеспечивают снижение искажений геометрии межлопастных каналов за счет обеспечения жесткости заготовки рабочего колеса при механической обработке поверхности частей ступицы и покрывных дисков, а также сокращение деформаций элементов рабочего колеса, возникающих из-за термических сварных напряжений при сварочных работах в процессе сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рабочего колеса центробежного насоса | 2019 |
|
RU2722842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2008 |
|
RU2398973C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2011 |
|
RU2494848C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2274509C2 |
| РАБОЧЕЕ КОЛЕСО ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2234001C1 |
| Способ повышения давления и экономичности центробежного насоса и устройство для его реализации | 2021 |
|
RU2775101C1 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| СВАРНОЕ РАБОЧЕЕ КОЛЕСО ДВУСТОРОННЕГО ВСАСЫВАНИЯ ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2229628C1 |
| МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 1998 |
|
RU2150028C1 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2427726C2 |
Изобретение относится к машиностроению, в частности к промышленным, центробежным насосам, применяемым в системах водоснабжения, частью конструкции которых являются сварные рабочие колеса двустороннего входа, и к технологии их изготовления. Задача предлагаемой к патентованию группы изобретений заключается в создании надежного сварного рабочего колеса двустороннего входа для центробежного насоса с высоким КПД и в создании технологии его изготовления. Техническим результатом является возможность обработки с высоким классом шероховатости межлопастного пространства, снижение искажений геометрии межлопастных каналов. Cварное рабочее колесо двустороннего входа содержит два покрывных диска (1), снабженных сквозными щелевыми отверстиями (2), между которыми расположена ступица (3), выполненная из цельной заготовки и состоящая из основного диска (4) и лопастей (5), формирующих сложную пространственную форму межлопастных каналов (6). Ступица (3) соединена с покрывными дисками посредством сварочных соединений. Каждая лопасть (5) ступицы условно состоит из входной части (7), симметрично разделенной основным диском (4) и выполненной с ним за одно целое, и выходной части (8) лопасти (5), выступающей за контуры основного диска (4). Выходные части (8) лопастей (5) снабжены на торцах (9) выступами (10) для соединения с покрывными дисками. Покрывные диски (1) снабжены сквозными щелевыми отверстиями (2), расположение, размер и форма которых обеспечивают возможность установки в них выступов (10), выполненных на торцах (9) выходной части (8) лопастей (5), с одновременной фиксацией частей рабочего колеса между собой, формируя при этом кольцевые полости (12) для сварного соединения. Поверхности щелевых отверстий (2) выполнены с фасками (13), обеспечивающими двусторонний оппозитный точечный упор (14) в выступы (10), расположенные на торцах (9) выходной части (8) лопастей (5), обеспечивая дополнительную механическую жесткость конструкции рабочего колеса до и после сварки. 2 з.п. ф-лы, 6 ил.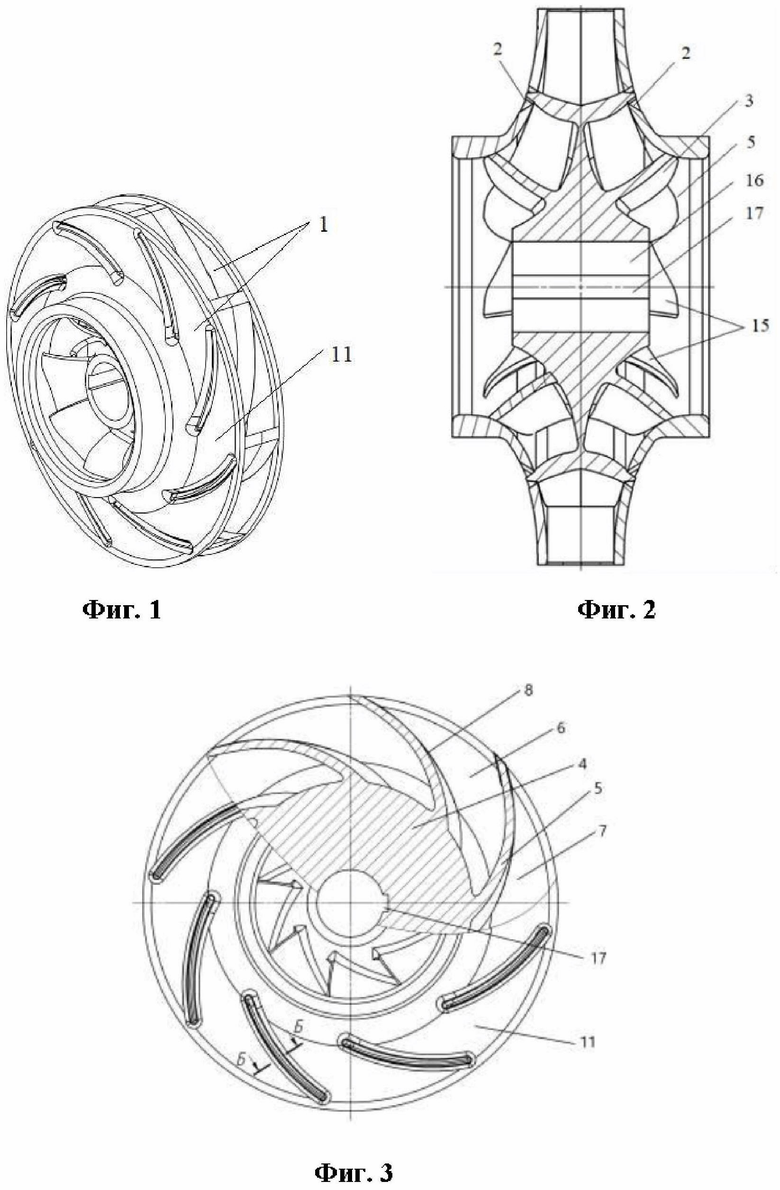
1. Сварное рабочее колесо двустороннего входа для центробежного насоса, содержащее два покрывных диска, снабженных сквозными щелевыми отверстиями, между которыми расположена ступица, выполненная из цельной заготовки и состоящая основного диска и лопастей, формирующих сложную пространственную форму межлопастных каналов, при этом ступица соединена с покрывными дисками посредством сварочных соединений, отличающееся тем, что каждая лопасть ступицы состоит из входной части лопасти, симметрично разделенной основным диском и выполненной с ним за одно целое, и выходной части лопасти, выступающей за контуры основного диска и снабженной на каждой торцевой поверхности выступом для соединения с покрывными дисками, которые снабжены сквозными щелевыми отверстиями, выполненными на плоской части покрывных дисков, при этом расположение, размер и форма щелевых отверстий обеспечивают возможность расположения в них выступов на торцах выходной части лопастей, одновременно фиксируя элементы рабочего колеса между собой и формируя кольцевые полости для формирования сварного соединения, причем поверхности щелевых отверстий выполнены с фасками, обеспечивающими двусторонний оппозитный точечный упор в выступы, расположенные на торцах выходной части лопастей, обеспечивая дополнительную механическую жесткость конструкции при сборке рабочего колеса.
2. Сварное рабочее колесо двустороннего входа по п.1, отличающееся тем, что выступы на торцах выходной части лопастей могут быть выполнены профилем сечения в форме трапеции или прямоугольника, при этом основание выступов может быть меньше толщины лопасти в месте их расположения, а высота соответствует толщине покрывных дисков.
3. Сварное рабочее колесо двустороннего входа по п.1, отличающееся тем, что расположение сквозных щелевых отверстий покрывных дисков соответствует расположению выступов на торцах выходной части лопастей и направлено симметрично относительно оси вращения рабочего колеса.
| ГИДРАВЛИЧЕСКИЙ РУЛЕВОЙ ПРИВОД ДЛЯ ТРАНСПОРТНОЙ МАШИНЫ С ГИДРАВЛИЧЕСКОЙ ОБРАТНОЙ СВЯЗЬЮ | 0 |
|
SU195341A1 |
| CN 102777417 A, 14.11.2012 | |||
| US 5558499 A1, 24.09.1996 | |||
| СВАРНОЕ РАБОЧЕЕ КОЛЕСО ДВУСТОРОННЕГО ВСАСЫВАНИЯ ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2229628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСА ЛОПАСТНОЙ ГИДРОМАШИНЫ | 1996 |
|
RU2118718C1 |

