ОБЛАСТЬ ТЕХНИКИ
Данное изобретение касается портативного (переносного и/или перекатываемого) устройства для обработки поверхности лезвия, в частности, скользящей поверхности лезвия, в частности, лезвия конька, согласно ограничительной части независимого пункта 1, согласно ограничительной части пункта 6, согласно ограничительной части пункта 9, согласно ограничительной части пункта 10 и согласно ограничительной части пункта 11. В соответствии с этим указанное устройство содержит расположенный в корпусе, выполненном, в частности, как переносной и/или перекатываемый кофр, электрический привод для приведения во вращение средства для обработки поверхности, установленного в корпусе с возможностью вращения, и выполненного в виде полировального круга. Указанное устройство содержит также расположенную в корпусе и имеющую средства приведения в действие систему управления для управления/регулирования привода указанного средства для обработки поверхности. Данное изобретение касается также способа согласно независимому пункту 15 формулы изобретения, т.е. способа обработки поверхности лезвия, в частности, лезвия конька, в частности, с помощью описываемого здесь устройства. И, наконец, данное изобретение касается лезвия конька согласно ограничительной части независимого пункта 22 формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
Общеизвестно, что шлифовка лезвий коньков как мероприятие по уходу благоприятно сказывается на качестве конька в отношении его хода и/или свойств скольжения. Проблемой являются затраты, которые несут пользовательница или пользователь конька в связи с уходом за ботинком. Она или он должны покинуть спортивное сооружение и найти предприятие по обслуживанию спортинвентаря, чтобы отдать там ботинки для ухода за ними. К тому же, уход за коньками, таким образом, часто не получается воспроизводимым по результату. Это является проблемой, в частности, тогда, когда пользовательница или пользователь часто бывают в разъездах, как это регулярно имеет место, в частности, с (высококлассными) спортсменами или профессиональными спортсменами. Следует учитывать также, что возможные различия в виде поверхностей, соответственно, микрошлифов ведут к различным эксплуатационным свойствам лезвия/ботинок, что воспринимается пользователем как неприятное. Здесь может найти применение данное изобретение.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В основе данного изобретения лежит задача указания мероприятий, с помощью которых упрощается и улучшается уход за коньками, в частности, за лезвиями коньков, в частности, в отношении качества скольжения лезвия, и при этом с лучшей воспроизводимостью результата. Эта задача решается посредством портативного устройства для обработки поверхности лезвия, в частности, лезвия конька согласно независимому пункту 1 формулы изобретения. Под подлежащей обработке поверхностью понимается, по существу, скользящая поверхность лезвия, т.е. та узкая сторона лезвия, которая обращена к поверхности льда, по которой она должна скользить. Средство для обработки поверхности в соответствии с этим в области периметра имеет обрабатывающую зону, которая содержит плоскость поперечного сечения со скосом и/или с сужением, и/или с фаской, и/или со скруглением. Таким образом, указанное устройство способно полировать (уже готовое к шлифовке) лезвие, в частности, до сильного блеска, благодаря чему эта поверхность (скользящая поверхность) лезвия получает, в частности, сильно блестящий, окончательно обработанный вид. Отполированная до сильного блеска скользящая поверхность лезвия имеет зеркальный блеск и соответственно гладкую (скользящую) поверхность. Это лезвие с окончательной обработкой имеет улучшенные эксплуатационные качества и свойства скольжения, и благодаря признакам описываемого здесь устройства они в любое время могут воспроизводить поверхностные свойства лезвия, улучшенные по сравнению с уровнем техники, даже на месте эксплуатации лезвия.
Предпочтительно указанное средство для обработки поверхности может содержать, в частности, воск и/или имеющий алмазную присадку, например, алмазную пыль текстильный волокнистый материал, такой как войлок, или быть выполнен, в частности, из содержащего воск текстильного волокнистого материала, такого как войлок. Великолепные свойства скольжения достигаются в том случае, если указанная обрабатывающая зона средства для обработки поверхности незначительно уже, чем ширина лезвия (скользящая по поверхности льда), так что при обработке поверхности лезвия (скользящие по поверхности льда) кромки лезвия остаются необработанными.
Может быть предусмотрено, что вращающееся средство для обработки поверхности расположено под экранированием и/или в кожухе, так что при обработке доступен только один сегмент средства для обработки поверхности. Так, это вращающееся средство для обработки поверхности может безопасно эксплуатироваться с высокой скоростью и высоким крутящим моментом. Поскольку во время обработки поверхности доступна только одна область вращающегося средства для обработки поверхности, то отклонения при обслуживании предотвращаются, и обработка поверхности всегда происходит одинаковым образом, т.е. с примерно идентичным положением лезвия относительно средства для обработки поверхности. Может быть предусмотрено, что это средство для обработки поверхности заменяется, в частности, при износе.
Указанная обрабатывающая зона средства для обработки поверхности является той областью, которой обрабатывается лезвие, т.е. внешняя область полировального или абразивного круга. Может быть предусмотрено, что эта обрабатывающая зона собрана из другого материала, чем остальной круг, например, из более твердого материала или из более мягкого материала. Благодаря форме поперечного сечения обрабатывающей зоны со скосом или скосами, или с сужением или с сужениями, или с одной или с двумя фасками на кромках обрабатывающей зоны удается обеспечить в определенной степени подходящую подгонку формы обрабатывающей зоны под форму или контур поверхности лезвия, или, например, в частности, к (примерно) комплементарному контуру (пример: выгиб в обрабатывающей зоне геометрически подходит к изгибу заточки по вогнутой поверхности, соответственно, полой формы). Удается получать также ровную гладкую полировку, причем поверхность лезвия по меньшей мере на отдельных участках проходит ровно. Удается получать также ровную гладкую шлифовку, причем поверхность лезвия проходит ровно. Удается получать также картину поверхности с изгибом, либо вогнутую (например, при заточке по вогнутой поверхности) или выпуклую (например, шлифовании выпуклых поверхностей). Удается получать также профиль с сужающимся наружу лезвием, у которого поверхность прилегания меньше, чем толщина (ширина) лезвия.
Согласно одному предпочтительному варианту выполнения указанное экранирование и/или кожух могут по меньшей мере частично открываться с целью обслуживания, в частности, для юстировки или замены средства для обработки поверхности, в частности, посредством откидной и/или поворотной, и/или сдвижной крышки люка для обслуживания.
Меры, с помощью которых уход за коньками, в частности, за скользящими поверхностями лезвий коньков, становится более простым, улучшенным и воспроизводимым, обеспечиваются также с помощью устройства согласно пункту 6 формулы изобретения, и имеют самостоятельное изобретательское значение. Сообразно с этим предусмотрено направляющее средство для направления лезвия во время обработки поверхности лезвия, причем это направляющее средство предпочтительно содержит по меньшей мере одну направляющую плоскость и/или по меньшей мере одну направляющую шину. Благодаря этому направляющему средству определяются положение и/или наклон лезвия, и каждое лезвие полируется примерно в идентичных геометрических условиях. Так, удается получать воспроизводимый результат обработки поверхности, в частности, поскольку нет обусловленных углом отклонений от желаемой картины поверхности. Может быть целесообразным, если указанное направляющее средство содержит держатель для лезвия и/или для конька. Пространственное положение направляющей плоскости и/или направляющей шины, и/или держателя по меньшей мере в одном направлении в пространстве, предпочтительно в трех перпендикулярных друг другу направлениях в пространстве (x, y, z) может быть механически изменяемым, в частности, юстируемым. При этом либо лезвие, либо конек фиксируются в держателе, например, фиксирующими винтами или зажимным устройством. Указанное направляющее средство с зафиксированным лезвием или с зафиксированным ботинком затем, например, по направляющей плоскости, которая является компонентом устройства, контролируемо проводится по полировальному кругу. Для того чтобы во время одного процесса полировки полировальный круг и лезвие всегда были ориентированы оптимально относительно друг друга, держатель лезвия и/или направляющая плоскость могли бы быть подвижно юстируемыми в одном или нескольких пространственных направлениях, например, с помощью комбинации из нескольких (механических винтовых) устройств изменения угла наклона держателя и/ или направляющей плоскости.
Меры, с помощью которых уход за коньками, в частности, за скользящими поверхностями лезвий коньков, становится более простым, улучшенным и воспроизводимым, обеспечиваются также с помощью устройства согласно пункту 9 формулы, и имеют самостоятельное изобретательское значение, и в котором предусмотрено осветительное средство для освещения лезвия и/или средства для обработки поверхности, и/или направляющего средства. Поскольку указанное портативное устройство содержит предпочтительно позиционируемое осветительное средство, то кромка лезвия всегда обрабатывается в идентичных условиях освещенности. Даже в неярко освещенном окружающем пространстве можно, таким образом, получать воспроизводимый результат обработки поверхности. Это особенно актуально, например, в том случае, если лезвие должно обрабатываться во время спортивного мероприятия, т.е. при хоккее на льду или при беге на коньках, или художественном катании в перерыве или непосредственно перед мероприятием, что большей частью происходит в мало оптимальных по освещенности комнатах отдыха или раздевалках.
Меры, с помощью которых уход за коньками, в частности, за скользящими поверхностями лезвий коньков, становится более простым, улучшенным и воспроизводимым, обеспечиваются также с помощью устройства согласно пункту 10 формулы изобретения, и имеют самостоятельное изобретательское значение. В соответствии с этим предусмотрено по меньшей мере одно шлифовальное средство и/или шлифовальный модуль для грубой обработки лезвия конька, так что перед полировкой поверхности или окончательной обработкой поверхности может производиться шлифовка. Таким образом, лезвие только шлифуется с помощью устройства (грубая обработка поверхности лезвия), а затем полируется (до сильного блеска) (окончательная обработка поверхности). Так в целом удается получить прекрасный результат обработки поверхности сильно изношенного или сильно нагружаемого лезвия. Если предусмотрен опциональный шлифовальный модуль, то он может иметь собственный привод и/или собственное управляющее устройство, и/или собственный корпус, так что шлифовальный модуль и полировальный модуль могут транспортироваться отдельно, например, в имеющем модульную структуру, выполненном из нескольких частей корпусе или контейнере для транспортировки. Благодаря этому вес устройства удобнее распределять при транспортировке. Каждый модуль может располагать собственным гнездом подключения к сети и, тем самым, эксплуатироваться независимо от любого другого модуля. Может быть предусмотрено и общее электропитание обоих модулей. Указанные модули посредством модульного соединения могут подключаться друг к другу, причем это модульное соединение может содержать механические и/или электрические соединительные элементы.
Меры, с помощью которых уход за коньками, в частности, за скользящими поверхностями лезвий коньков, становится более простым, улучшенным и воспроизводимым, обеспечиваются также с помощью устройства согласно пункту 11 формулы изобретения, и имеют самостоятельное изобретательское значение. В соответствии с этим предусмотрен, в частности, оптический или лазерно-оптический установочный элемент для позиционирования/ориентации лезвия и/или конька, и/или средства для обработки поверхности. Этот установочный элемент может, например, проецировать лазерно-оптическую маркировку на (при необходимости масштабированную) базовую поверхность в устройстве или на нем, соответственно, в корпусе устройства или на нем, с помощью которой лезвие/конек и/или направляющее средство устройства (держатель лезвия) могут позиционироваться, соответственно, юстироваться в заданное положение для обработки поверхности. После завершения позиционирования, соответственно, юстировки готового к полировке (готового к шлифовке) устройства, может производиться полировка (шлифовка), например, без существенного визуального контроля.
Для обеспечения задаваемого, соответственно, постоянного числа оборотов вращающегося средства для обработки поверхности может быть предусмотрено, что указанная система управления содержит управляющее и/или регулировочное средство для управления/регулирования числа оборотов указанного средства для обработки поверхности. Это управляющее средство/регулировочное средство может поддерживать постоянным указанное число оборотов также и во время обработки. При необходимости может устанавливаться желаемое число оборотов. Такое управляющее средство может также содержать аварийный выключатель, с помощью которого обесточивается устройство, в частности, привод. Благодаря этой функции аварийного отключения указанное устройство выполняет также необходимые требования по безопасности.
Предпочтительно привод содержит двигатель переменного тока, например, двигатель переменного тока для напряжения переменного тока 230 В, в частности, мощностью по меньшей мере 250 Вт. Предпочтительно средство для обработки поверхности вращается с частотой по меньшей мере 3.000 об/мин. Диапазон частот вращения между примерно 3.200 об/мин и 4.400 об/мин оказался особенно целесообразным в отношении оптимальной чистовой обработки лезвия. Равномерность работы привода может задаваться, в частности, посредством управляющего устройства/устройства регулирования окружной скорости. Благодаря этому могут компенсироваться геометрические изменения полировального круга, например, уменьшение диаметра по мере использования материала, обусловленного полировкой.
Для того, чтобы можно было отводить возникающее при обработке поверхности тепло, может быть предусмотрено по меньшей мере одно охлаждающее средство, в частности, по меньшей мере один вентилятор, который установлен на корпусе и/или в корпусе. Тепло, которое выделяется приводом и/или управляющим устройством, и/или средством для обработки поверхности, может, тем самым, отводиться, т.е. отдаваться в окружающее пространство вне корпуса. Таким образом предотвращается накопление тепла в корпусе. Посредством теплового датчика при перегреве по меньшей мере одного компонента привод устройства может обесточиваться, так что соблюдаются соответствующие требования по безопасности.
Целесообразно, чтобы корпус монтировался регулируемым по высоте, в частности, посредством регулируемого по высоте стола. Этот регулируемый по высоте стол может быть компонентом корпуса или соединяться с корпусом. Может быть предусмотрено также, что сам корпус является регулируемым по высоте, например, посредством регулируемых по высоте ножек или регулируемой по высоте подставки.
Один предпочтительный вариант описываемого здесь устройства допускает привод от аккумулятора. Для этого указанное устройство содержит по меньшей мере один или несколько заряжаемых электрических аккумуляторов. Это, в частности, обладает преимуществом в том случае, если указанное устройство должно приводиться в действие в месте, где не имеется никаких подключений к электрической сети. Это, как правило, имеет место в ледовых дворцах или ледовых спортивных комплексах, а там, в частности, в примыкающих зонах обслуживания или помещениях для ожидания.
Меры, с помощью которых уход за коньками, в частности, за скользящими поверхностями лезвий коньков, становится более простым, улучшенным и воспроизводимым, обеспечиваются также с помощью способа согласно независимому пункту 15 формулы изобретения. При этом речь идет о способе обработки поверхности (скользящей поверхности) лезвия, в частности, лезвия конька. Такая обработка может осуществляться посредством описываемого здесь устройства. На первом этапе способа предоставляется выполненное как полировальный круг средство для обработки поверхности. При этом может использоваться полировальный круг. На следующем этапе способа обрабатывающая зона в области периметра средства для обработки поверхности обрабатывается и/или формуется так, что это средство для обработки поверхности имеет окружную область с поперечным сечением и/или со скосом, и/или с сужением, и/или с фаской. Указанная обрабатывающая зона полировального круга в соответствии с этим имеет контур, который особым образом подходит к размерам лезвия или примерно подходит к ним, и который дает возможность выполнять на лезвии желаемую картину профиля (подобно заточке по вогнутой поверхности, шлифованию выпуклых поверхностей, ровному шлифованию, или подобно шлифованию со скосом). На следующем этапе обработки средство для обработки поверхности приводится во вращение. На следующем этапе способа лезвие проводится по окружной области вращающегося средства для обработки поверхности. Ось привода указанного средства для обработки поверхности при этом предпочтительно фиксирована по месту, т.е. эта ось расположена внутри корпуса обрабатывающего устройства, так что перемещается конек, соответственно, лезвие, но не ось или, соответственно, положение вращающегося средства для обработки поверхности. При этом поверхность (скользящая поверхность) лезвия обрабатывается так, что лезвие скользит по поверхности льда лучше, т.е. быстрее и/или стабильнее. Пользователь конька с обработанным таким образом лезвием может ехать быстрее, т.е. от него требуется меньшее усилие, и он может ехать стабильнее на поворотах, т.е. лезвие при нагрузке на кромку поперек направления движения не так легко соскальзывает в сторону, что стабилизирует ход конька.
Ряд проведенных экспериментов и последующее измерение поверхностных свойств показали, что, например, для отличной финишной обработки достаточно, если (предварительно обработанное, соответственно, отшлифованное) лезвие один раз проводится по вращающемуся полировальному кругу. Это проведение лезвия по вращающемуся средству для обработки поверхности в соответствии с этим осуществляется так, что это единоразовое проведение с целью полировки (до сильного блеска) начинается с первого конца лезвия или с первого острия лезвия и заканчивается на втором конце лезвия или на втором острие лезвия. Возвратно-поступательного движения прилегающего к полировальному кругу лезвия не требуется.
Проведение лезвия согласно одному предпочтительному варианту этого способа может осуществляться так, что предпочтительное направление движения лезвия (соответственно скольжению вперед) и направление вращения указанной окружной области проходят встречно или равнонаправленно. В соответствии с этим лезвие может проводиться против направления вращения по полировальному кругу или в направлении вращения. Согласно одному предпочтительному варианту способа предусмотрено встречное направление движения, причем указанное лезвие с учетом желаемого результата полировки до сильного блеска проводится по полировальному кругу встречно направлению вращения. То есть, может обрабатываться встречно или равнонаправленно, в зависимости от желаемой картины профиля, соответственно, от результата шлифовки.
При этом способе можно создать в лезвии картину профиля, соответственно, отделанной поверхности, которая относительно поперечного сечения лезвия имеет по меньшей мере один скос, предпочтительно два противолежащих скоса, которые образуют полый профиль, соответственно, полую форму, и/или которые имеют контур, предпочтительно один или несколько изгибов, которые образуют полый профиль (полую форму), и/или выемку, которая образует полый профиль (полую форму).
Согласно одному предпочтительному варианту данного способа предусмотрено, что лезвие после обработки поверхности по меньшей мере в отдельных областях является блестящим, в частности, сильно блестящим. Этот блеск лезвия сопровождается особенно благоприятным качеством скольжения и эксплуатационным качеством соответствующего конька. Кроме того, блестящая область лезвия оптически воспринимается пользователем, так что он сразу может отличить обработанную поверхность лезвия от необработанной.
При данном способе может быть предусмотрено, что (арифметическая) среднеарифметическая высота Ra микронеровностей обработанной поверхности лезвия по меньшей мере в отдельных областях составляет менее ок. 0,1 мкм, в частности, менее ок. 0,035 мкм, предпочтительно менее 0,025 мкм. Эта среднеарифметическая высота Ra микронеровностей соответствует среднему значению отклонения профиля шероховатой поверхности относительно контрольной величины или базового значения. При по меньшей мере одной проведенной в порядке эксперимента проверке чистоты обработки поверхности лезвия конька, поверхность которого была отполирована с помощью описываемого здесь устройства, было установлено значение Ra-эксперимент в 0,03 мкм. Лезвие с поверхностью такого качества и улучшенными тем самым эксплуатационными свойствами не имеет примера в уровне техники.
Указанный способ может быть, далее, организован так, что (усредненная) высота Rz микронеровностей обработанной поверхности лезвия составляет менее ок. 0,5 мкм, в частности, менее ок. 0,25 мкм. Эта усредненная высота Rz микронеровностей представляет собой среднее значение из нескольких значений высоты отдельных микронеровностей, причем в зависимости от метода измерения предусмотрено несколько следующих друг за другом отдельных измерений. При по меньшей мере одной экспериментальной проверке чистота обработки поверхности лезвия конька, поверхность которого была отполирована с помощью описываемого здесь устройства, было установлено значение Rz-эксперимент в 0,2 мкм.
Меры, с помощью которых уход за скользящими поверхностями коньков становится более простым, улучшенным и воспроизводимым, удается обеспечить также посредством лезвия конька согласно независимому пункту 22 формулы изобретения. Скользящая по поверхности льда поверхность лезвия (3) в соответствии с этим обработана описываемым здесь способом, в частности, посредством описываемого здесь устройства.
К вышеописанным, а также заявляемым и описанным в указанных примерах выполнения, применяемым согласно изобретению конструктивным элементам не предъявляются никакие особые исключительные условия по их размеру, формообразованию, выбору материала и технической концепции, так что они могут находить неограниченное применение по известным в данной области критериям выбора.
Другие детали, признаки и преимущества предмета данного изобретения явствуют из зависимых пунктов формулы изобретения, а также из нижеследующего описания и прилагаемых чертежей, в которых в качестве примера представлен один пример выполнения устройства для обработки лезвия. Также отдельные признаки пунктов формулы или вариантов выполнения могут комбинироваться с другими признаками других пунктов формулы и вариантов выполнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертежах показано следующее.
Фиг. 1A и Фиг. 1B устройство для обработки лезвия, вид спереди и вид сбоку,
Фиг. 1C вариант устройства для обработки лезвия, вид сбоку,
Фиг. 2A обрабатывающая зона средства для обработки поверхности в поперечном сечении,
Фиг. 2B лезвие, вид в разрезе, и
Фиг. 2C средство для обработки поверхности, вид сбоку.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ВЫПОЛНЕНИЯ
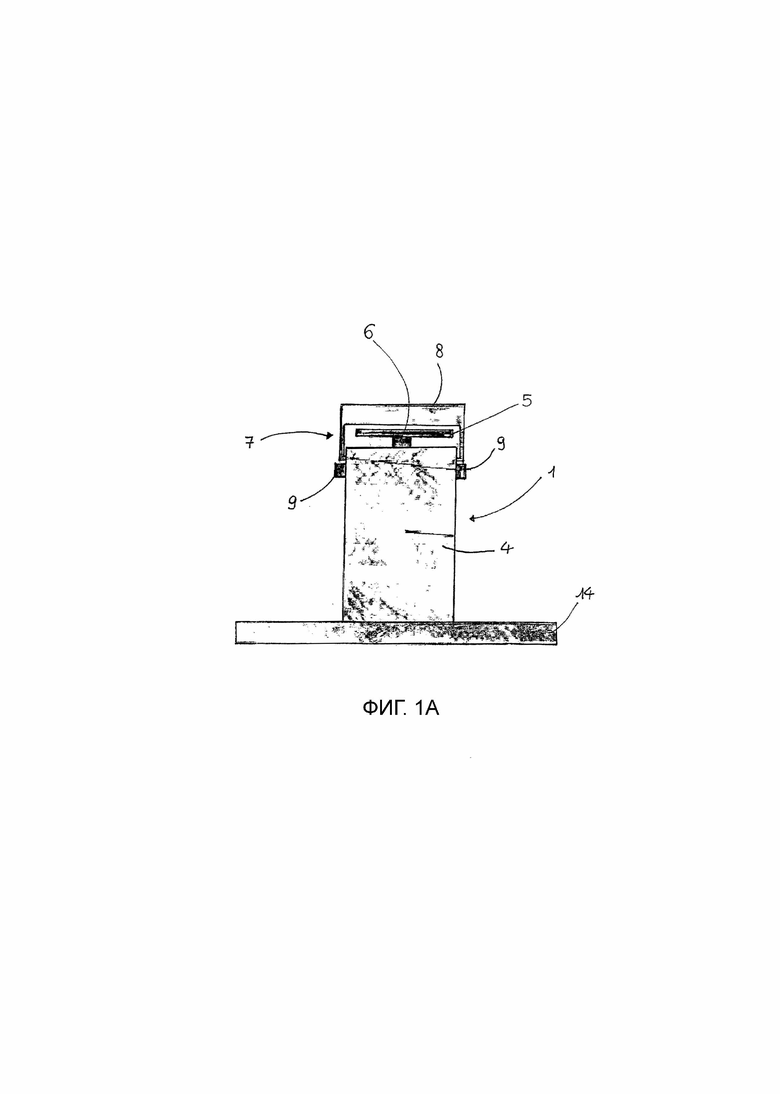
Вид спереди портативного, т.е. переносного устройства 1 для обработки поверхности 2 лезвия 3 (конька) можно видеть на Фиг. 1A. Устройство 1 содержит корпус 4, в котором расположен электрический привод для приведения во вращение средства 5 для обработки поверхности. Это средство 5 для обработки поверхности выполнено в виде диска, например, как полировальный круг. Указанный диск 5 является сменным и установлен на приводной оси 6, которая соединена с указанным приводом. Полировальный круг 5 снабжен экранированием 7, которое содержит откидную и установленную по меньшей мере на одном шарнире крышку 8 люка для обслуживания. Для замены указанного полировального круга 5 открывается крышка 8 люка для обслуживания. В закрытом состоянии крышка 8 люка для обслуживания прилегает к опорной поверхности 9 крышки.
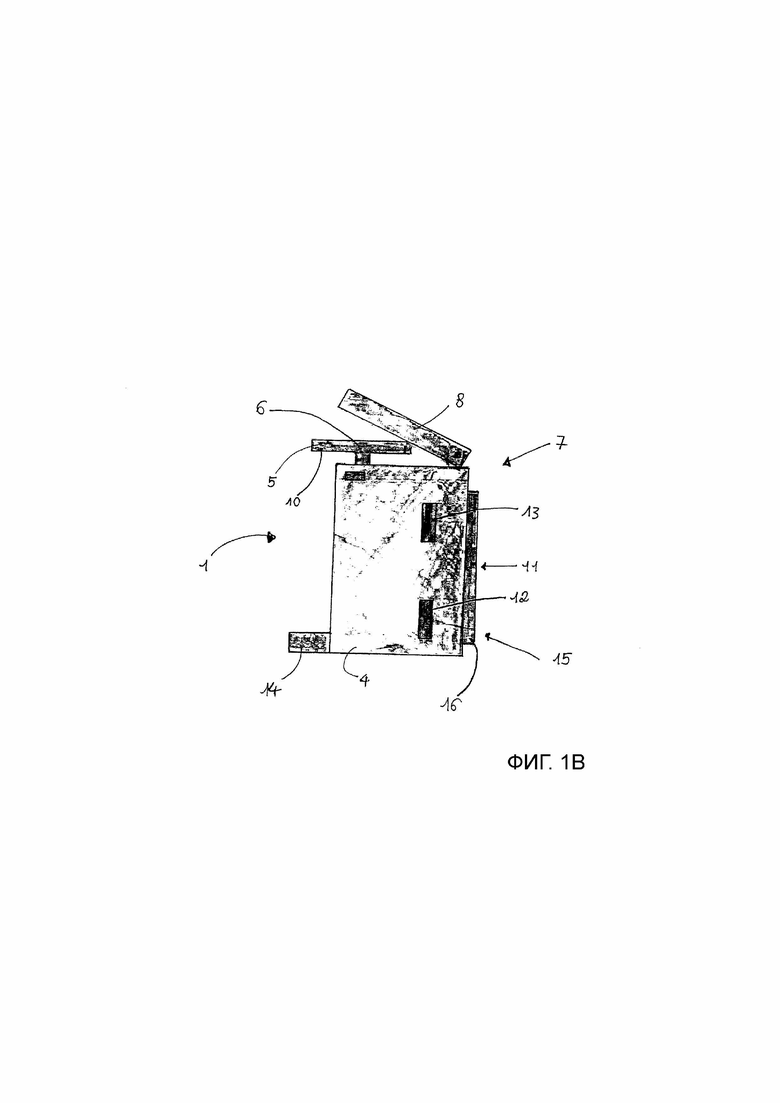
Отрытая крышка 8 люка для обслуживания показана на Фиг. 1B. На Фиг. 1B показано также, что полировальный круг 5 и при закрытой крышке 8 люка для обслуживания выступает из экранирования 7 только одним сегментом 10. Только эта выступающая из экранирования 7 часть полировального круга 5 требуется для такой обработки лезвия 3. Во время работы доступен только выступающий сегмент 10 полировального круга 5. Полный доступ к полировальному кругу 5 пользователь получает только при отрытой крышке 8 люка для обслуживания. Согласно одному особенно безопасному варианту выполнения устройства 1 привод при отрытой крышке 8 люка для обслуживания не может быть активирован, и/или при вращающемся, т.е. приведенном в действие полировальном круге 5 не может быть открыта крышка 8 люка для обслуживания (функция блокировки).
Согласно представленному на Фиг. 1B виду сбоку устройства 1 система 11 управления для управления электрическим приводом содержит переключатель 12 включено-выключено, при необходимости управляющие или регулировочные инструменты для управления/регулирования числа оборотов полировального круга 5, а также аварийный выключатель 13, который обесточивает по меньшей мере указанный привод, в частности, однако, все устройство 1.
На Фиг. 1A и Фиг. 1B можно видеть регулируемый по высоте стол 14, на котором установлен корпус 4. В соответствии с этим устройство 1 может быть выполнено так, что пользователь располагается перед устройством 1 сидя и в эргономически целесообразном положении, подходящем для работы на высоте в положении сидя. Альтернативно высота стола может устанавливаться так, чтобы пользователь мог также эксплуатировать устройство 1 стоя.
На задней стороне 15 корпуса согласно Фиг. 1B предусмотрено выполненное как вентилятор 16 охлаждающее средство, которое охлаждает внутреннюю часть корпуса устройства 1. Так предотвращается перегрев привода и/или полировального круга 5.
Привод может быть выполнен как двигатель переменного тока на напряжение 230 В, мощностью по меньшей мере 250 Вт. Может быть также предусмотрен двигатель с большей мощностью. С помощью этого привода достигается число оборотов полировального круга 5 в диапазоне от по меньшей мере примерно 3.000 оборотов в минуту (об/мин). Может быть предусмотрено также, что число оборотов полировального круга 5 составляет от около 4.000 до около 4.500 об/мин.
Указанное устройство согласно Фиг. 1A и Фиг. 1B может быть дополнено (не представленным, но сконструированным подобным образом) шлифовальным модулем, причем аппаратурное оформление по меньшей мере покомпонентно соответствовало бы показанному полировальному модулю. Помимо корпуса и привода/системы управления в этом шлифовальном модуле, подключаемом к полировальному модулю, был бы предусмотрен подходящий абразивный круг для шлифовки поверхности лезвия. Указанные модули располагают собственным корпусами, и эти корпуса модулей могут быть связаны друг с другом. Может быть предусмотрено также, что шлифовальный модуль и полировальный модуль размещены в одном корпусе, и/или что шлифовальный модуль и полировальный модуль вместе используют отдельные компоненты устройства для обработки поверхности, например, управляющее устройство или удерживающее устройство для лезвия, соответственно, для конька.
Корпус устройства 1 согласно Фиг. 1A и Фиг. 1B может быть выполнен как кофр с одной или несколькими ручками, благодаря чему это устройство 1 может транспортироваться безопасно и комфортабельно. Таким образом, его можно принести к месту использования конька, т.е. в ледяной дворец, на спортивную арену или в место проведения соревнований и там эксплуатировать. Коньки хоккеистов могут шлифоваться/полироваться на месте во время перерыва в игре или остановки игры, что дает существенные преимущества в игре игрокам и, тем самым, всей команде. Такая обработка лезвий 3 коньков производится механически, и получается технически воспроизводимая поверхность, так как лезвие 3 всегда обрабатывается одним и тем же устройством 1, а тем самым, с заданным числом оборотов (шлифовального/полировального круга 5), и с примерно идентичными этапами обработки. Игрок после обработки лезвий 3 всегда примерно идентично воспринимает качество лезвий и после своей игры, и по эксплуатационным качествам на льду может оптимально скорректировать качества лезвий 3 на постоянные показатели.
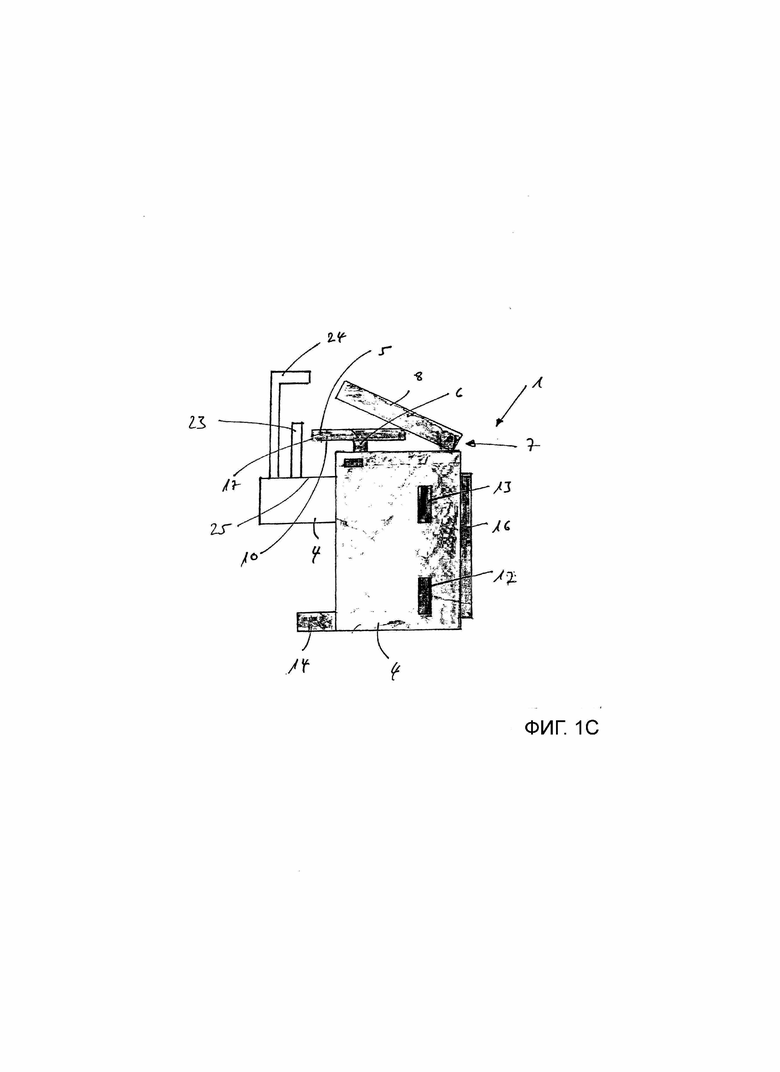
Один вариант устройства 1 для обработки лезвия 3 показан на Фиг. 1C. В соответствии с этим устройство 1 содержит направляющее средство 23 направленного перемещения конька, соответственно, лезвия 2 во время обработки поверхности. Ось 6 вращения вращающегося полировального круга 5 является фиксированной по месту, а лезвие 3, соответственно, ботинок перемещаются сбоку, т.е. в продольном направлении лезвия 3. Это направляющее средство 23 может быть выполнено так, что всегда имеет место примерно одинаковое прижимное усилие лезвия 3 к диску 5, или это прижимное усилие может варьироваться во время обработки поверхности 2. Направляющее средство 23 может быть выполнено так, что лезвие 3 и диск 5 всегда расположены на одной линии, так что обрабатывающая зона 17 диска 5 всегда оптимально прилегает к поверхности 2 лезвия 3. Может быть целесообразным, чтобы направляющее средство 23 допускало лишь очень небольшие угловые отклонения при обработке поверхности 2. Указанное направляющее средство 23 может иметь направляющую шину, которая обеспечивает контролируемое перемещение лезвия 3, соответственно, ботинка.
На Фиг. 1C можно также видеть, что может быть предусмотрено осветительное средство 24 устройства 1, которое освещает окружающее пространство шлифовального/полировального круга 5, чтобы пользователю было удобно визуально контролировать процесс обработки. Благодаря этому значительно улучшается воспроизводимость результата обработки. Это осветительное средств 24 может быть установлено поворотно или подвижно на корпусе 4 устройства 1. Для включения и выключения электрического осветительного средства 24 может быть предусмотрен выключатель, который связан, например, с системой 11 управления.
Далее, на Фиг. 1C показано направляющее средство, которое выполнено как направляющая поверхность, соответственно, направляющая плоскость 25. Лезвие 3 (или ботинок с лезвием 3) может зажиматься в удерживающем устройстве (на Фиг. 1C не показано), и это удерживающее устройство движется по направляющей плоскости 25. Лезвие может быть зажато в удерживающем устройстве. Направляющая плоскость 25 может быть выполнена из гладкого гранитного материала и по своему наклону может переставляться под несколькими углами наклона или по нескольким осям. Указанное удерживающее устройство также может переставляться относительно наклона лезвия по нескольким направлениям/углам. Так обеспечивается ориентация лезвия 3 и проходимое лезвием при движении смещение относительно вращающегося полировального круга 5.
Для высококачественной отделки поверхности лезвия, соответственно, скользящей поверхности лезвия достаточно один раз провести лезвие 3 по полировальному кругу 5, например, справа налево или слева направо. Оказалось, что возвратно-поступательное движение лезвия 3 не приводит к улучшению отделки.
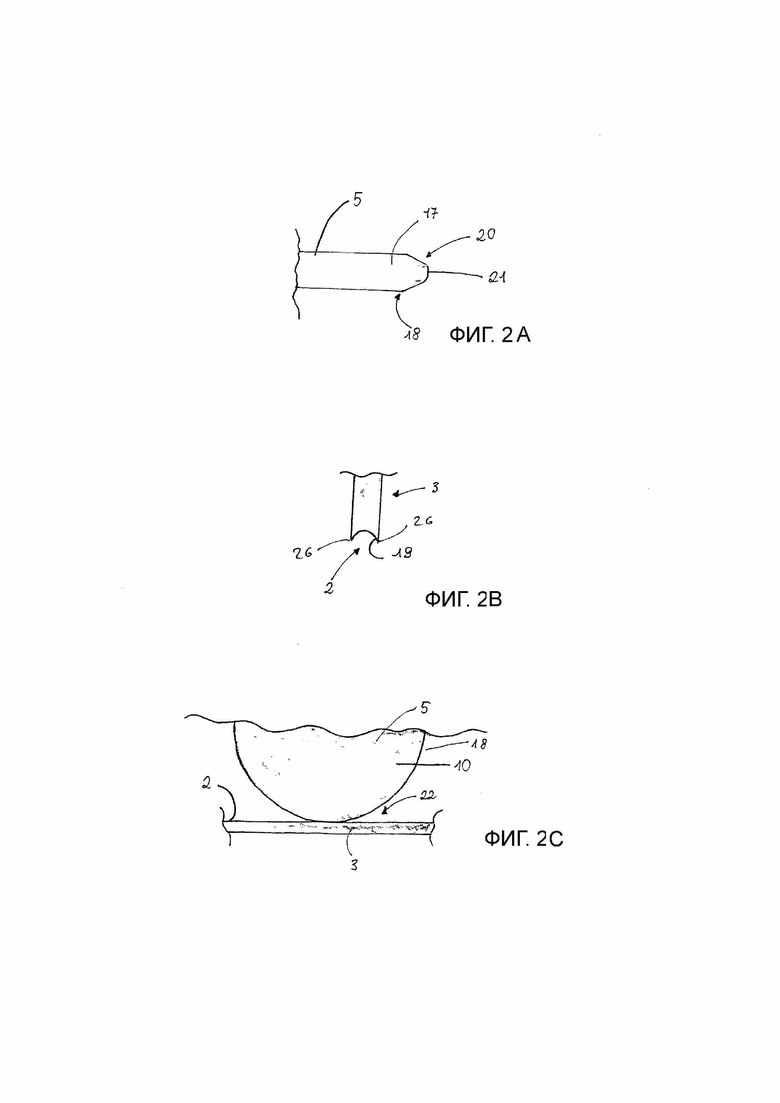
Вид в разрезе полировального круга 5 представлен на Фиг. 2A. Расположенная снаружи обрабатывающая зона 17 диска 5 имеет контур 18, который согласован с профилем поверхности (видом шлифованной поверхности) 19 лезвия 3, представленным на виде в разрезе по Фиг. 2B. Этот контур 18 края диска 5 получается за счет направленного наружу сужения 20 ширины обрабатывающей зоны 17 диска 5 и за счет скругления 21 с окружной стороны в области середины диска 5. В поверхности 2 лезвия 3 в соответствии с этим образуется полый профиль.
Вид сбоку прилегающего к лезвию полировального круга 5 можно видеть на Фиг. 2C. Во время обработки поверхности лезвия 2 диск 5 вращается с частотой по меньшей мере 3.000 об/мин, а лезвие 3 проводится в горизонтальном направлении по полировальному кругу 5, предпочтительно встречно, т.е. так, что обрабатывающая зона 17 и лезвие 3 имеют противоположные направления движения во время обработки. Между лезвием 3 и диском 5 может помещаться полировочная паста 22. Особенно хороший результат при обработке поверхности лезвия 3 достигается в том случае, если полировальный круг 5 несколько уже, чем расстояние между кромками 26 лезвия. Это способствует тому, что кромки 26 лезвия при окончательной обработке не обрабатываются совместно, и эти кромки 26 благодаря этому остаются «острыми», и лезвие 3 получается «с более острыми кромками». Эта мера способствует тому, что лезвие 3 имеет лучшие свойства скольжения в плане устойчивости на поворотах и/или при изменении направления, соответственно, изменении нагрузки.
Указанный способ обработки лезвия конька 3 на первом этапе предусматривает, что полировальный круг 5 с геометрической формой плоского цилиндра обрабатывается, соответственно, формуется в области проходящих по периметру кромок обрабатывающей зоны 17. Благодаря этому обрабатывающая зона 17 снаружи становится уже, а эффективная зона обработки становится меньше. Диск 5 может быть выполнен из войлочного материала. Этот войлочный материал может быть покрыт слоем воска или воскообразного материала и/или пропитан им. Дополнительно со стороны периметра может быть расположено скругление 21, так что эта обрабатывающая зона 17 имеет представленный на Фиг. 2A контур 18. Следующий этап способа состоит в том, что поверхность 2 лезвия 3 полируется этой контурированной обрабатывающей зоной 17, при необходимости с использованием пасты 22.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 устройство
2 поверхность
3 лезвие
4 корпус
5 средство обработки поверхности
6 приводная ось
7 экранирование
8 крышка люка для обслуживания
9 опорная поверхность крышки
10 сегмент
11 система управления
12 переключатель включено-выключено
13 аварийный выключатель
14 стол/подставка
15 задняя сторона корпуса
16 вентилятор
17 обрабатывающая зона
18 контур
19 профиль шлифованной поверхности
20 сужение
21 скругление
22 паста
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СКОЛЬЗЯЩЕЙ ПОВЕРХНОСТИ ЛЕЗВИЯ КОНЬКА | 2023 |
|
RU2822070C1 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЙ КОНЬКОВ | 2013 |
|
RU2518027C1 |
| ФАРМАЦЕВТИЧЕСКИЙ ПРЕПАРАТ | 2020 |
|
RU2822063C2 |
| СПОСОБ ШЛИФОВАНИЯ И/ИЛИ ПОЛИРОВАНИЯ ДЕФЕКТА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА | 2019 |
|
RU2781551C2 |
| СПОСОБ КООРДИНИРОВАНИЯ ИДЕНТИФИКАЦИИ И ОБРАБОТКИ ДЕФЕКТА ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2019 |
|
RU2790124C1 |
| БЫТОВОЙ ПРИБОР С ПОДВИЖНОЙ ПАНЕЛЬЮ УПРАВЛЕНИЯ И СПОСОБ ЭКСПЛУАТАЦИИ ТАКОГО ПРИБОРА | 2017 |
|
RU2713372C1 |
| ЗИМНИЙ СПОРТИВНЫЙ СНАРЯД С ПОЛОЗЬЯМИ | 2008 |
|
RU2457885C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИГНАЛОВ МЕЖДУ УСТРОЙСТВОМ УПРАВЛЕНИЯ И ПОЛЕВЫМИ ПРИБОРАМИ | 2021 |
|
RU2805325C1 |
| СПОСОБ МОБИЛЬНОЙ ОЧИСТКИ И МОДУЛЬ МОБИЛЬНОЙ ОЧИСТКИ ТЕКУЧИХ СРЕД | 2009 |
|
RU2525485C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ, ЗАГОТОВКА И ЗУБНАЯ РЕСТАВРАЦИЯ | 2017 |
|
RU2749889C2 |
Изобретение относится к области устройств для обработки поверхности лезвия коньков. Портативное устройство для обработки скользящей поверхности лезвия конька содержит корпус, электрический привод, средство для обработки поверхности и систему управления для управления приводом средства для обработки поверхности. Корпус выполнен как переносной и/или перекатываемый кофр. Средство для обработки поверхности выполнено как полировальный круг. Средство для обработки поверхности в области периметра имеет обрабатывающую зону с плоскостью поперечного сечения с сужением или со скруглением. Обрабатывающая зона средства для обработки поверхности уже, чем ширина лезвия или чем расстояние между кромками лезвия. Таким образом при обработке поверхности лезвия данные кромки лезвия остаются необработанными. Техническим результатом является упрощение и улучшение заточки лезвий коньков. 3 н. и 18 з.п. ф-лы, 6 ил.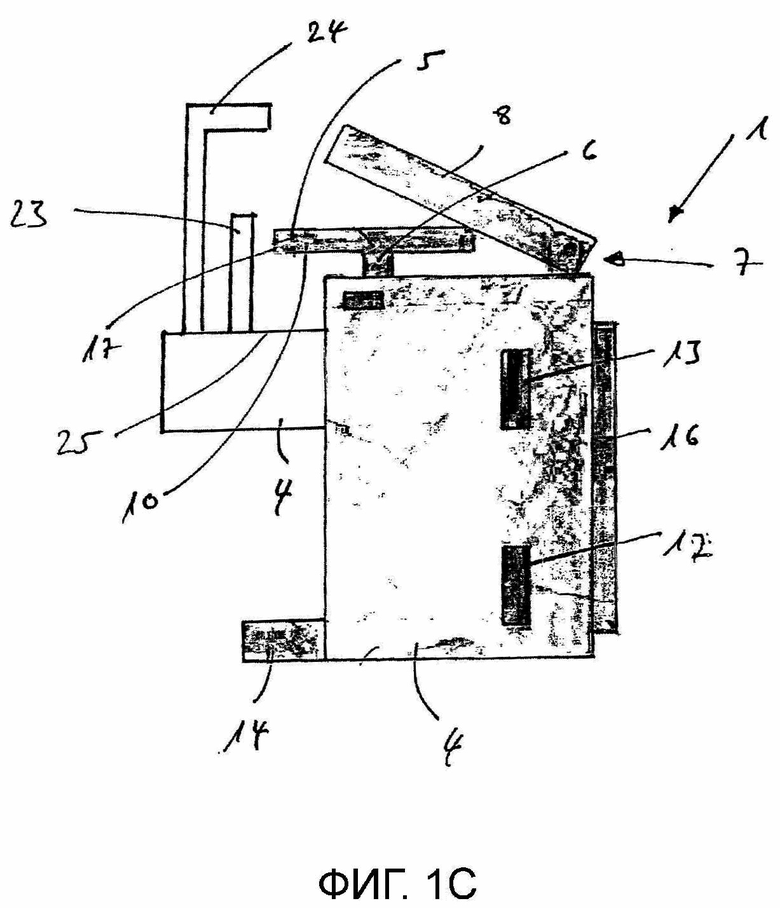
1. Портативное устройство (1) для обработки скользящей поверхности лезвия конька, содержащее
расположенный в корпусе (4), выполненном как переносной и/или перекатываемый кофр, электрический привод для приведения во вращение установленного в корпусе (4) с возможностью вращения, выполненного как полировальный круг средства (5) для обработки поверхности,
а также расположенную в корпусе (4) и имеющую средства приведения в действие систему (11) управления для управления приводом указанного средства (5) для обработки поверхности,
отличающееся тем, что средство (5) для обработки поверхности в области периметра имеет обрабатывающую зону (17), которая имеет плоскость поперечного сечения с сужением (20) и со скруглением (21), и
обрабатывающая зона (17) средства (5) для обработки поверхности уже, чем ширина лезвия или чем расстояние между кромками (26) лезвия, так что при обработке поверхности лезвия (3) эти кромки (26) лезвия (3) остаются необработанными.
2. Устройство (1) по п. 1, отличающееся тем, что средство (5) для обработки поверхности имеет, в частности, содержащий воск и/или алмазную присадку, например, алмазную пыль, текстильный волокнистый материал, например, войлок, или выполнено, в частности, из содержащего воск текстильного волокнистого материала, например, войлока.
3. Устройство (1) по п. 1 или 2, отличающееся тем, что средство (5) для обработки поверхности расположено под экранированием (7) и/или в кожухе, так что при обработке доступен лишь один сегмент (10) этого средства (5) для обработки поверхности.
4. Устройство (1) по п. 1, отличающееся тем, что экранирование (7) и/или кожух для обслуживания, в частности, для юстировки или замены средства (5) для обработки поверхности могут быть открыты по меньшей мере частично, в частности, посредством откидной и/или поворотной, и/или сдвижной крышки (8) люка для обслуживания.
5. Устройство (1) по любому из пп. 1-4, отличающееся тем, что предусмотрено направляющее средство (23) для проведения лезвия (3) во время обработки поверхности лезвия (3), причем это направляющее средство (23) предпочтительно содержит по меньшей мере одну направляющую плоскость (25) и/или по меньшей мере одну направляющую шину.
6. Устройство (1) по п. 5, отличающееся тем, что направляющее средство (23) содержит держатель для лезвия (3) и/или конька.
7. Устройство (1) по п. 5 или 6, отличающееся тем, что пространственное положение направляющей плоскости и/или направляющей шины, и/или держателя является механически изменяемым, в частности, юстируемым по меньшей мере в одном направлении в пространстве, предпочтительно в трех перпендикулярных друг другу направлениях (x, y, z) в пространстве.
8. Устройство (1) по любому из пп. 1-7, отличающееся тем, что предусмотрено осветительное средство (24) для освещения лезвия (3) и/или средства (5) для обработки поверхности, и/или направляющего средства (23).
9. Устройство (1) по любому из пп. 1-8, отличающееся тем, что оно содержит по меньшей мере одно шлифовальное средство и/или шлифовальный модуль для грубой обработки лезвия (3), так что перед полировкой поверхности или перед окончательной обработкой может производиться шлифовка.
10. Устройство (1) по любому из пп. 1-9, отличающееся тем, что оно содержит, в частности, оптический или лазерно-оптический установочный элемент для позиционирования/ориентации лезвия (3) и/или конька, и/или средства (5) для обработки поверхности.
11. Устройство (1) по любому из пп. 1-10, отличающееся тем, что система (11) управления содержит управляющее и/или регулировочное средство для управления/регулирования числа оборотов средства (5) для обработки поверхности, причем указанное средство (5) для обработки поверхности вращается с частотой предпочтительно по меньшей мере 3000 об/мин, предпочтительно в диапазоне частот вращения от 3200 об/мин до 4400 об/мин.
12. Устройство (1) по любому из пп. 1-11, отличающееся тем, что корпус (4) выполнен с возможностью регулировки по высоте, в частности, посредством регулируемого по высоте стола (14).
13. Устройство (1) по любому из пп. 1-12, отличающееся тем, что это устройство (1) может приводиться в действие одним или несколькими заряжаемыми электрическими аккумуляторами, т.е. без продолжительного подключения к сети.
14. Способ обработки поверхности (2) лезвия конька с помощью устройства (1) по любому из пп. 1-13, причем на первом этапе способа предоставляют выполненное в виде полировального круга средство (5) для обработки поверхности, причем на следующем этапе способа обрабатывающую зону (17) в области периметра средства (5) для обработки поверхности обрабатывают так, что средство (5) для обработки поверхности получает окружную область с поперечным сечением с сужением (20) и со скруглением (21), причем на следующем этапе обработки указанное средство (5) для обработки поверхности приводят во вращение, и причем на следующем этапе способа лезвие (3) проводят по окружной области вращающегося средства (5) для обработки поверхности с фиксированной по месту приводной осью (6).
15. Способ по п. 14, при котором проведение лезвия (3) по вращающемуся средству (5) для обработки поверхности выполняют один раз, а именно, начиная с первого конца лезвия или с первого острия лезвия и заканчивая на втором конце лезвия или на втором острие лезвия.
16. Способ по п. 14 или 15, при котором проведение лезвия (3) осуществляют так, что предпочтительное направление скольжения или перемещения скользящего вперед лезвия (3) и направление вращения окружной области являются встречными или равнонаправленными.
17. Способ по любому из пп. 14-16, при котором в лезвии (3) или на лезвии (3) создают чистовую обработанную поверхность (19), которая относительно поперечного сечения лезвия (3) имеет по меньшей мере один скос, предпочтительно два противоположных скоса, которая образует полую форму, и/или которая имеет контур, предпочтительно один или несколько изгибов, которые образуют полую форму, и/или выемку, которая образует полую форму.
18. Способ по любому из пп. 14-17, при котором используют полировочное средство (22), в частности, полировочную пасту.
19. Способ по любому из пп. 14-18, при котором лезвие (3) после обработки поверхности по меньшей мере в отдельных областях является блестящим.
20. Способ по любому из пп. 14-19, при котором среднеарифметическая высота Ra микронеровностей обработанной поверхности лезвия по меньшей мере в отдельных областях составляет менее 0,1 мкм, в частности, менее 0,035 мкм, предпочтительно менее 0,025 мкм, и/или
при котором усредненная высота Rz микронеровностей обработанной поверхности лезвия составляет менее 0,5 мкм, в частности, менее 0,25 мкм.
21. Лезвие (3) для конька, отличающееся тем, что скользящая по поверхности льда поверхность лезвия (3) обработана способом по любому из пп. 14-20.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЙ КОНЬКОВ | 2013 |
|
RU2518027C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Грузозахватное устройство | 1988 |
|
SU1565804A1 |
| ПОЛИМЕРТОРФОЩЕЛОЧНОЙ БУРОВОЙ РАСТВОР | 2015 |
|
RU2616634C1 |
| US 5591069 A, 07.01.1997 | |||
| US 4756125 A, 12.07.1988. | |||

