Изобретение относится к способу шлифования и/или полирования дефекта в поверхностном покрытии детали согласно ограничительной части пункта 1 формулы изобретения и устройству для осуществления такого способа.
В качестве ближайшего аналога настоящего изобретения может рассматриваться решение из документа US 2012220194 А1, 30.08.2012.
В случае дефектов на окрашенных поверхностях, таких как кузова автомобиля, эти дефекты точечно шлифуют, а затем эти точки шлифования полируют. В этом случае шлифовально-полировальный инструмент, на котором удерживается шлифовальный или полировочный диск, направляется вручную оператором, выполняющим соответствующие шлифовальные движения под контактным давлением.
Опорная подошва шлифовального или полировочного инструмента, на которой удерживается шлифовальное или полировочное полотно, движется орбитально, вращательно или вибрационно за счет конструкции машины, то есть, опорная подошва выполняет движение, на которое не может влиять оператор машины.
В дополнение к надлежащему выбору абразивной и полировочной пасты, решающее значение на результат обработки оказывают контактное давление и движение шлифования или полирования. При обработке горизонтальной поверхности контактное давление обусловлено массой шлифовального инструмента и дополнительного усилия, приложенного вручную к поверхности.
Однако оптимальное и постоянное контактное давление при шлифовании или полировании поверхности на настоящий момент не может быть обеспечено, в частности, вручную. Это в равной степени относится к оптимальному и постоянному движению шлифовального инструмента, при котором точное центральное расположение относительно дефекта, подлежащего обработке возможно только в ограниченной степени из-за формы и размера шлифовального инструмента и опорной подошвы.
Как следствие, для последующей обработки требуется дополнительное усилие, которое, кроме того, обеспечивают соответствующий результат только в недопустимой ширине разброса.
Проблемой, на решение которой направлено изобретение, заключается в дальнейшей разработке способа обобщенного типа таким образом, чтобы оптимизировать результат шлифования или полирования с одновременным обеспечением воспроизводимости.
Эта проблема решается посредством способа, обладающего признаками пункта 1 формулы изобретения.
При использовании способа в соответствии с изобретением, масса шлифовального инструмента компенсируется в такой степени, что она не влияет на результат. Движение шлифования шлифовального инструмента и его тип движения, то есть орбитальные, вращательные и/или вибрационные движения, координируют друг с другом и хранят в траектории шлифования и полирования, которая выполняется в компьютере.
Шлифовальный или полировальный диск сначала направляется по внутренней траектории шлифования, концентрической к дефекту, а затем, без прерывания, направляется вдоль спиралевидной траектории шлифования во внешнюю концентрическую траекторию шлифования.
В процессе движения кругового шлифования шлифовальный или полировальный диск предпочтительно наклонен внутрь на предварительно заданный угол относительно перпендикуляра к дефекту, тем самым определяя угол конусности. Этот угол конусности увеличивает мощность шлифования в центре круговой траектории, так что дефект обрабатывается более точно, более легко и более быстро, и обеспечен плавный переход к краю точки шлифования.
В этом случае радиус внешней концентрической траектории шлифования не превышает половины диаметра шлифовального диска или шлифовального или полировального диска.
Устройство в соответствии с изобретением выполнено таким образом, что шлифовальный или полировальный инструмент выполнен в виде соединенного с компьютером робота, который имеет опорную подошву, которая прикреплена к руке и выполнена с возможностью движения орбитально, вращательно и/или вибрационно, для удерживания шлифовального или полировального диска, при этом рука выполнена с возможностью движения под управлением компьютера.
Способ согласно изобретению повторно описывается далее со ссылкой на приложенные чертежи, на которых:
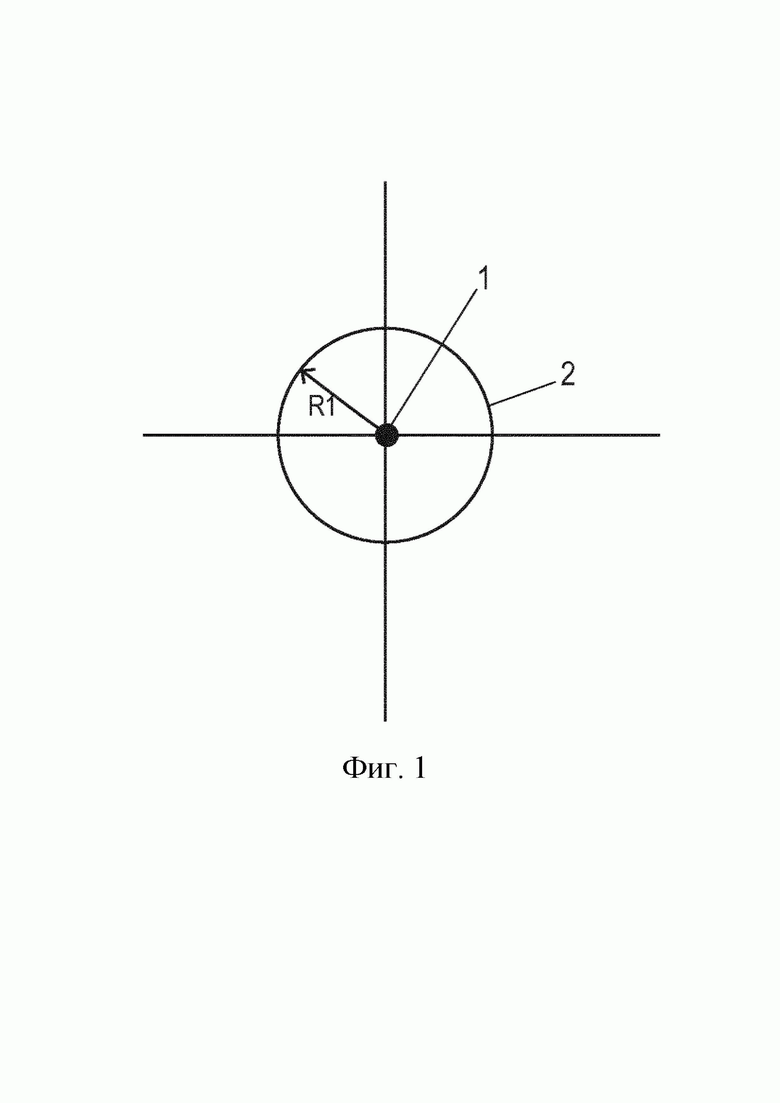
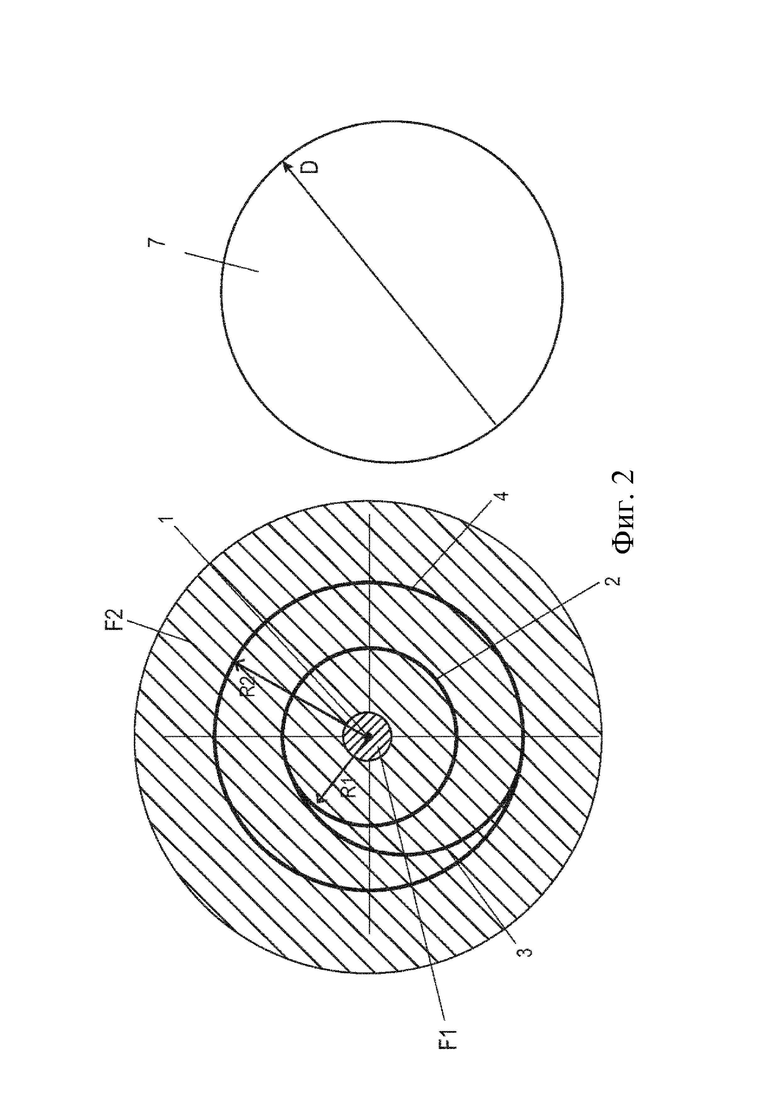
Фиг. 1 и 2 показывают схематическое изображение последовательности движения в процессе шлифования в соответствии с изобретением,
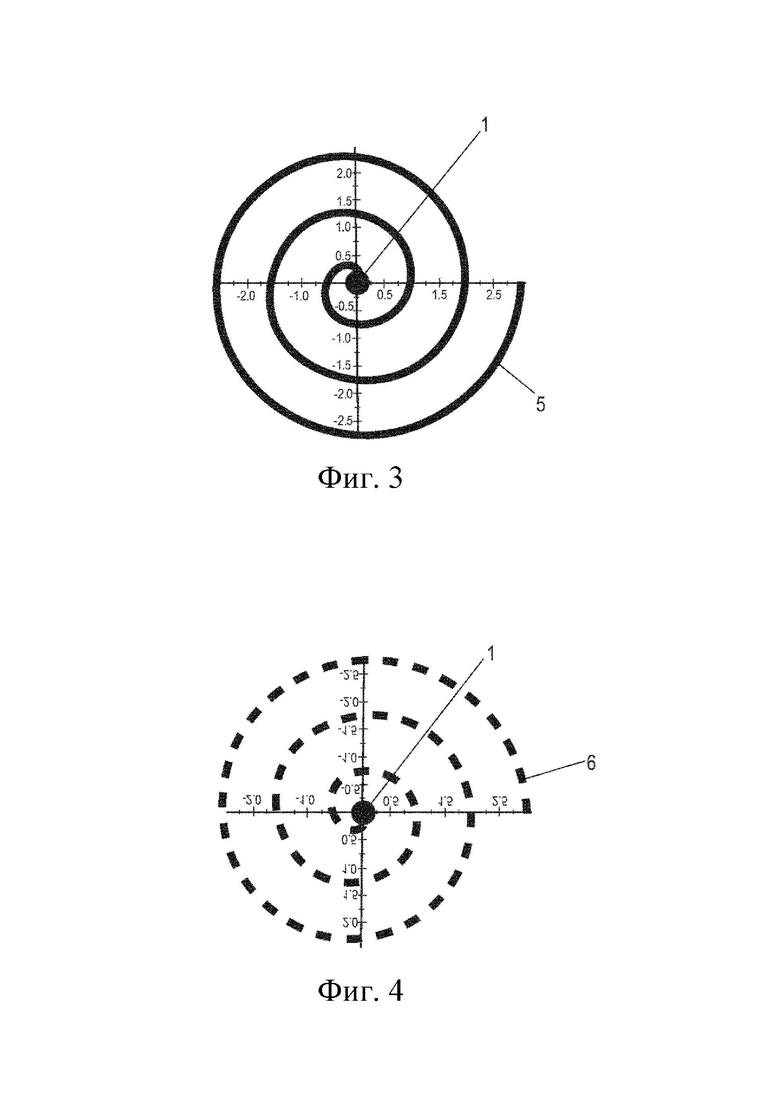
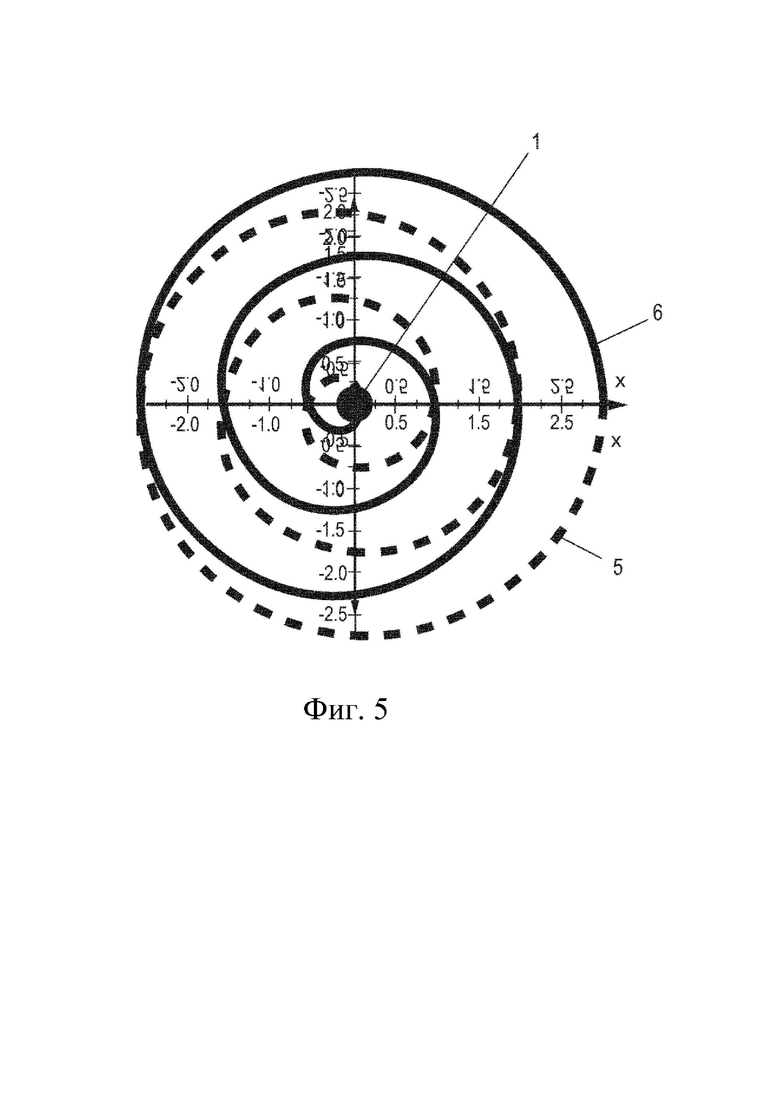
Фиг. 3-5 показывают последовательность движений в процессе полирования в соответствии с изобретением, также в схематическом изображении.
Движение шлифования и тип движения шлифовального инструмента хранят как автоматическая траектория шлифования в компьютере в качестве рабочей программы.
В начале движения шлифования центр шлифовального диска или опорной подошвы выровнен с дефектом 1, подлежащим шлифованию, причем траектория шлифования начинается во внутреннем круге 2. Во время шлифовального движения в шлифовальной траектории 2 центр шлифовального диска наклонен внутрь на предварительно заданный угол относительно перпендикуляра к дефекту 1, с углом конусности.
Как уже упоминалось, при шлифовании контуров шлифовальный инструмент и обрабатываемая деталь обычно выровнены перпендикулярно друг другу.
Установка шлифовального круга под углом конусности увеличивает мощность шлифования в центре шлифовального диска, что обеспечивает возможность более легкого и более быстрого шлифования дефекта.
В зависимости от требований, шлифовальный диск могут направлять вдоль траектории 2 шлифования один или несколько раз.
Вдоль спиральной траектории 3 шлифовальный диск направляют в концентрическую траекторию 4 без установки шлифовального круга под углом конусности, тем самым сглаживая переходы шлифования и обеспечивая ровный конечный результат. Это обеспечивает создание области F2 точки шлифования, как показано на фиг. 2. Траектория 4 шлифования также может быть отшлифована один или несколько раз.
Расстояние между дефектом 1, траекторией 2 шлифования и траекторией 4 шлифования зависит от размера дефекта 1 и его протяженности, а также от диаметра D шлифовального диска. Спиральная траектория 3 может иметь различную длину в зависимости от протяженности дефекта.
Радиусы траекторий 2 и 4 шлифования всегда должны быть меньше половины диаметра D шлифовальной подошвы или шлифовального диска, в результате чего, в частности, за счет внутренней круговой траектории 2, дефектная точка обрабатываемой детали подвергается более интенсивной непрерывной обработке, обеспечивая в результате так называемую эффективную зону F1 шлифования, показанную на фиг. 2.
Расстояние между радиусами R1, R2 траекторий 2, 4 шлифования может быть установлено в соответствии с дефектом, подлежащим обработке. Например, расстояние между внутренней траекторией 2 шлифования и внешней траекторией 4 шлифования выбрано настолько малым, насколько это возможно, чтобы иметь возможность эффективно обрабатывать дефекты в таких областях, как вдоль краев кузова автомобиля, вдоль наплывов на краях модулей кузова автомобиля и в узких скруглениях кузова автомобиля.
Для траекторий 2 и 4 шлифования назначается время шлифования, а также силы контактного давления и скорости или частоты хода шлифовального инструмента. В этом случае, точки шлифования, получаемые за более короткое время, чем раньше, всегда имеют одинаковую форму и характеристики и, следовательно, являются воспроизводимыми. Угол конусности непрерывно уменьшает до 0 в начале траектории 3 шлифования в предварительно определенной секции.
Еще одним преимуществом способа в соответствии с изобретением является то, что может быть уменьшена форма абразива на носителе, что значительно уменьшает количество требуемого абразива, а также необходимое потребление энергии.
Поддерживаемая компьютером статистическая оценка между количеством дефектов и расходом абразива служит основой для непрерывного процесса улучшения.
Фиг. 3-5 схематично показывают последовательность движений полировального инструмента в процессе автоматического полирования. Движение полирования, а также тип движения полировального инструмента также являются управляемыми компьютером, при этом соответствующие параметры хранятся в компьютере.
Как и при шлифовании, центр полировальной головки точно выровнен с дефектом 1.
При полировании контуров, например, поверхности кузова автомобиля, полировочный инструмент и поверхность выровнены перпендикулярно друг другу.
На фиг. 3 показана первая траектория 5 полирования, которая начинается у дефекта 1 и проходит вдоль спирали наружу.
С продолжением процесс, последующая вторая траектория 6 полирования вдоль спирали ведет обратно к дефекту 1. В этом случае движения вдоль траекторий 5, 6 полирования могут происходить один или несколько раз по мере необходимости.
На фиг. 5 показано обобщение последовательности движений в соответствии с траекториями 5 и 6 полирования, которое соответствует процессу полирования, при этом первая траектория 5 полирования показана в виде сплошной линии, а вторая траектория 6 полирования - в виде пунктирной линии.
В пределах траекторий 5, 6 поливания контактное давление регулируют ступенчато, причем установку осуществляют в зависимости от длины траектории. В этом случае контактное давление регулируется, например, с помощью датчиков давления в роботе.
Начиная с дефекта 1, движения начинается согласно траектории 5 полирования с контактным давлением Р1, которое уменьшается вдоль траектории 5 полирования.
При переходе от траектории 5 полирования к траектории 6 полирования контактное давление дополнительно уменьшается, чтобы сгладить переход полирования.
В последующем ходе, то есть на траектории 6 полирования обратно к дефекту, контактное давление снижается для предотвращения нагревания полировочного диска, который обычно выполнен в виде полировочной губки.
Время полирования вдоль траекторий 5, 6 полирования, а также контактные давления и соответствующие скорости вращения или частоты хода полировочного инструмента хранятся в соответствующей программе компьютера. Кроме того, время полирования адаптируют к размеру точки шлифования.
Точки полирования могут быть получены в значительно более короткие сроки способом согласно изобретению и, кроме того, всегда имеют одинаковые характеристики и форму и, следовательно, являются воспроизводимыми. В результате количество используемого полирующего агента может быть заметно уменьшено, как и потребность в энергии.
Возможная теперь статистическая оценка между числом полирования и расходом полирующего агента может быть использована в качестве основы для непрерывного процесса улучшения.
Перечень ссылочных обозначений
1 дефект
2 Траектория шлифования
3 Спиральная траектория
4 Траектория шлифования
5 Траектория полирования
6 Траектория полирования
7 Шлифовальный или полировальный диск
F1 Эффективная область шлифования
F2 Область точки шлифования
R1 Радиус
R2 Радиус
D Диаметр шлифовального или полировального диска
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КООРДИНИРОВАНИЯ ИДЕНТИФИКАЦИИ И ОБРАБОТКИ ДЕФЕКТА ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2019 |
|
RU2790124C1 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, ИНСТРУМЕНТЫ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ВРАЩЕНИЯ, СПОСОБЫ | 2008 |
|
RU2471606C2 |
| СПОСОБ ЧАСТИЧНОГО ШЛИФОВАНИЯ ПОВЕРХНОСТИ И ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2018 |
|
RU2755910C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВОЛНОВОДОВ | 2012 |
|
RU2534656C2 |
| Способ изготовления фольг и микрошлифов и устройство для изготовления фольг и микрошлифов | 1980 |
|
SU928188A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАБОШОНОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2286238C1 |
| СПОСОБ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012478C1 |
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ СТЕКЛА | 2014 |
|
RU2595283C2 |
Группа изобретений относится к обработке материалов шлифованием и полированием и может быть использована для устранения дефектов в поверхностном покрытии детали. Способ шлифования и/или полирования дефекта (1) с использованием шлифовального или полировального диска, удерживаемого на инструменте, включает направление его с давлением поверх дефекта (1) с орбитальными, вращательными и/или вибрационными движениями. Инструмент передвигают поверх дефекта (1) автоматически и под управлением компьютера на основе сохраненной программы. Шлифовальный или полировальный диск (7) сначала направляют вдоль концентрически внутренней траектории (2) шлифования относительно дефекта (1), затем направляют без прерывания вдоль спиралевидной траектории (3) шлифования во внешнюю концентрическую траекторию шлифования. Повышается скорость шлифования дефекта при оптимальном расходе абразива. 2 н. и 6 з.п. ф-лы, 5 ил.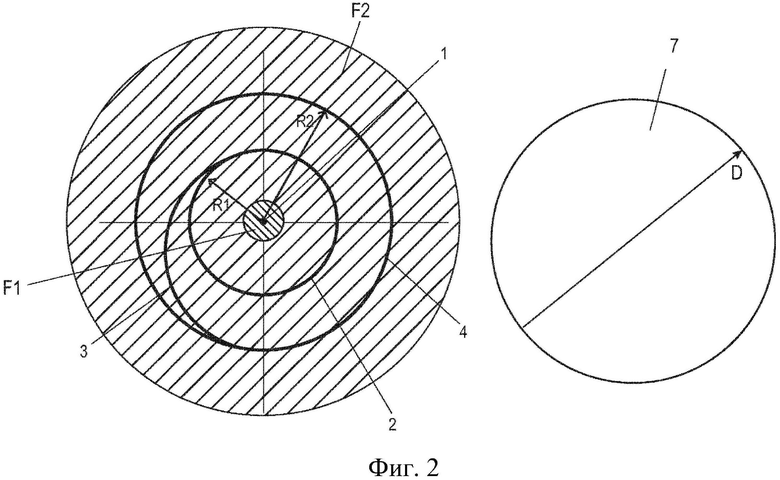
1. Способ шлифования и полирования дефекта (1) в поверхностном покрытии детали, включающий удержание шлифовального или полировального диска (7) на инструменте, который направляют поверх дефекта (1) с орбитальными, вращательными и/или вибрационными движениями с оказанием контактного давления, причем инструмент с шлифовальным или полировальным диском (7) перемещают поверх дефекта (1) автоматически и под управлением компьютера на основе сохраненной программы, отличающийся тем, что шлифовальный или полировальный диск (7) сначала направляют по концентрической внутренней траектории (2) шлифования относительно дефекта (1), а затем без прерывания движения направляют шлифовальный или полировальный диск (7) по спиралевидной траектории (3) шлифования во внешнюю концентрическую траекторию (4) шлифования,
шлифовальный или полировальный диск (7) направляют наружу, начиная с дефекта (1), по спиралевидной траектории (5) полирования, а затем - по спиралевидной траектории (6) полирования обратно к дефекту (1), при этом
контактное давление в пределах указанных траекторий (5) и (6) полирования регулируют ступенчато, а время полирования адаптируют к размеру точки шлифования.
2. Способ по п. 1, отличающийся тем, что в начале процесса шлифования или полирования центр шлифовального или полировального диска (7) выравнивают непосредственно с внутренней траекторией (2) шлифования.
3. Способ по п. 1 или 2, отличающийся тем, что при шлифовании или полировании контурной поверхности инструмент выравнивают перпендикулярно относительно поверхности.
4. Способ по одному из пп. 1-3, отличающийся тем, что шлифовальный или полировальный диск (7) наклоняют внутрь на предварительно заданный угол относительно перпендикуляра к дефекту (1) в процессе движения шлифования на траектории (2) шлифования.
5. Способ по одному из пп. 1-4, отличающийся тем, что шлифовальный или полировальный диск (7) направляют один или более раз вдоль внутренней траектории (2) шлифования.
6. Способ по одному из пп. 1-5, отличающийся тем, что радиус (R1) внешней траектории (4) шлифования меньше, чем половина диаметра (D) шлифовального или полировального диска (7).
7. Способ по одному из пп. 1-6, отличающийся тем, что контактное давление шлифовального или полировального диска (7) регулируют путем его уменьшения, начиная с дефекта (1) вдоль траектории (5) полирования, а также в последующем ходе вдоль траектории (6) полирования по направлению к дефекту (1).
8. Устройство для шлифования и полирования дефекта (1) в поверхностном покрытии детали способом по п. 1, характеризующееся тем, что шлифовальный или полировальный инструмент выполнен в виде робота, соединенного с компьютером и содержащего опорную подошву, прикрепленную к руке робота и выполненную с возможностью орбитального, вращательного и/или вибрационного движения, для удержания шлифовального или полировального диска (7), при этом упомянутая рука выполнена с возможностью движения под управлением компьютера, при этом
шлифовальный или полировальный диск (7) выполнен с возможностью направления наружу, начиная с дефекта (1), по спиралевидной траектории (5) полирования, а затем по спиралевидной траектории (6) полирования обратно к дефекту (1), при этом обеспечена возможность ступенчатой регулировки контактного давления в пределах указанных траекторий (5) и (6) полирования и адаптации времени полирования к размеру точки шлифования.
| US 2012220194 A1, 30.08.2012 | |||
| DE 3014997 A1, 06.11.1980 | |||
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2136476C1 |
| CN 101898325 B, 30.05.2012. | |||

