Изобретение относится к области формирования методами 3D-печати в форме трехмерной (3D) сотовой структуры сложной геометрии с отрицательным коэффициентом Пуассона, которая может использована в областях различного применения, в том числе областях спорта и медицины, в качестве элементов средств индивидуальной защиты, а также в импланталогии и ортопедии.
Вследствие геометрических особенностей построения, ауксетики показывают отрицательное отношение Пуассона, т.е. они увеличиваются в объеме при растяжении и наоборот уменьшаются в объеме при сжатии.
Известно изобретение (US 8652602 В1 опублик. 18.02.2014), представляющее собой трехмерные, цилиндрические и сферические (полярная система координат) ауксетики с сотовой структурой, которые потенциально могут использоваться в аэрокосмической и биомедицинской отраслях промышленности.
Недостатком упомянутого изобретения является то, что данная ауксетическая структура не адаптирована под основные существующие технологии производства, такие как формующее, субтрактивное и аддитивное производство, вследствие строения и расположения элементарных ячеек в конструкции.
Известно изобретение (US 7910193 В2 опублик. 22.03.11), представляющее собой описание трехмерного ауксетика с элементарной ячейкой в виде пирамиды, которые потенциально можно использовать в качестве демпфера механической энергии.
Недостатком упомянутого изобретения является то, что ауксетическая структура не адаптирована под основные технологии производства.
Известно изобретение (US 9908295 В2 опублик. 06.03.18), представляющее собой описание процесса цифровой подготовки трехмерных ауксетиков к 3D-печати.
Недостатком упомянутого изобретения является то, что исходя из описания данный процесс направлен на подготовку трехмерных ауксетиков к методу 3D-печати сразу несколькими материалами, в частности методу FDM (Fusion Deposition Modeling). Метод печати несколькими материалами обладает узким набором материалов, поскольку от материалов требуется физическое и химическое взаимодействие, следовательно это значительно сужает интервал температур печати.
Прототипом является изобретение (ЕР 2702884 А1 опублик. 02.08.13), представляющее собой двумерный ауксетик с сотовой структурой для использования в элементах одежды и спортивного оборудования, полученные методом горячего прессования.
Недостатком упомянутого изобретения является ограниченность технологий производства.
Технический результат заявляемого изобретения заключается в создании сложной трехмерной геометрии, обладающей периодичной структурой с возможностью изготовления ее из различного рода материалов, включая полимеры и металлы и возможностью производства трехмерного ауксетика с помощью аддитивных технологий, в частности 3D-печати при высоких показателях механических свойств на сжатие (металлы): предел прочности ауксетической конструкции более 150 МПа; устойчивости к длительным циклическим нагрузкам на сжатие (эластомеры, металлы): до 500 циклов (эластомеры) и до 2000 циклов (металлы).
Технический результат в первом объекте изобретения достигается следующим образом.
Способ получения трехмерного ауксетика с сотовой структурой включает построение элементарной ячейки на основе полимеров или эластомеров заданного размера от 20×20×10 до 250×250×150 мм с поворотным углом между ребрами, равным 60, при помощи твердотельного моделирования в системах автоматизированного проектирования и дальнейшее формирование трехмерного ауксетика путем 3D-печати методом послойного наплавления нити в диапазоне толщин слоя 100-1000 мкм со скоростью печати 15-50 мм/с при температуре экструзии 195-225°С.
Технический результат во втором объекте изобретения достигается следующим образом.
Способ получения трехмерного ауксетика с сотовой структурой включает построение элементарной ячейки на основе металлических сплавов заданного размера от 20×20×10 до 250×250×150 мм с поворотным углом между ребрами, равным 60 градусам, при помощи твердотельного моделирования в системах автоматизированного проектирования и дальнейшее формирование трехмерного ауксетика путем 3D-печати методом селективного лазерного сплавления с толщиной слоя 30-100 мкм со скоростью сканирования 400-1700 мм/с при мощности лазера 300-400 Вт.
В предлагаемой трехмерной ауксетической структуре («Ауксетик - 90» и «Ауксетик - 45») достижение указанных характеристик происходит за счет геометрического строения элементарной ячейки. В частности, за счет поперечного сечения ребер, а также расположения бокового ребра к горизонтальному под углом 60 градусов, далее поворотный угол. Подобное расположение ребер создает ауксетический эффект, т.е. всестороннее сжатие и растяжение конструкции. Выравнивание боковых ребер вдоль горизонтального направления (по направлению приложения нагрузки) заставляет их смещаться вдоль вертикального направления, тем самым приводя к ауксетическому эффекту. Изгиб ребер в одной элементарной ячейке одинаково приводит к ауксетическому поведению во всей структуре. Используемое значение поворотного угла создает оптимальное соотношение коэффициент Пуассона/механические свойства.
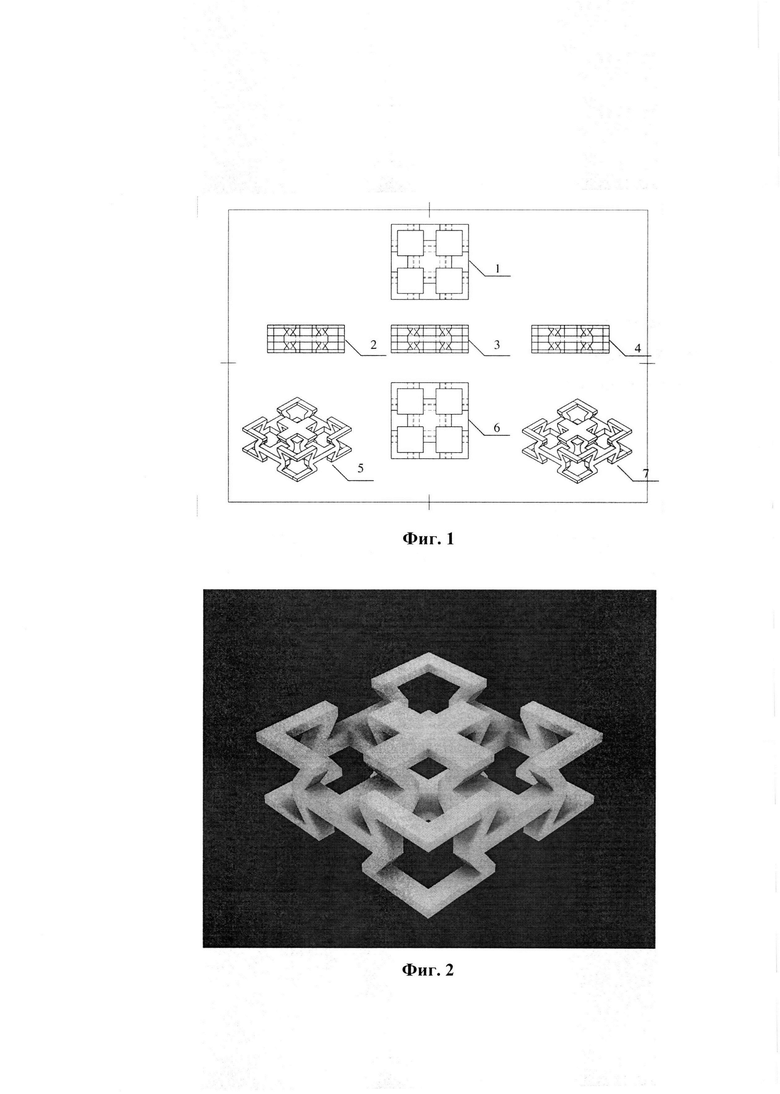
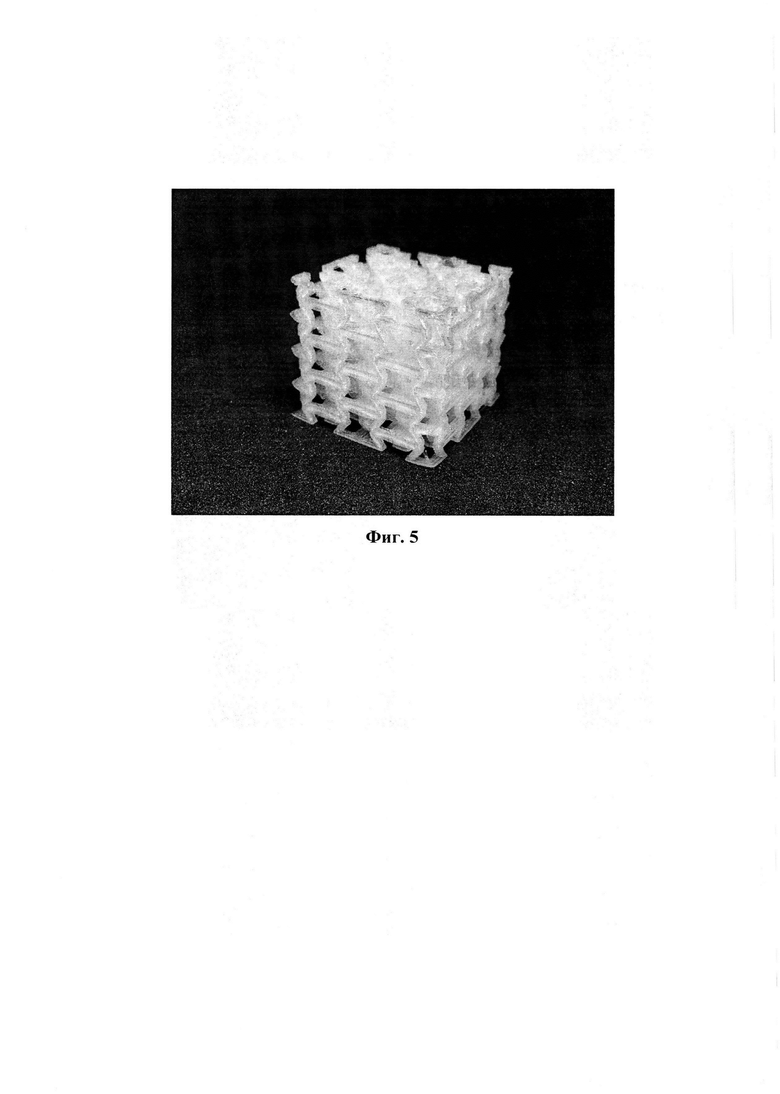
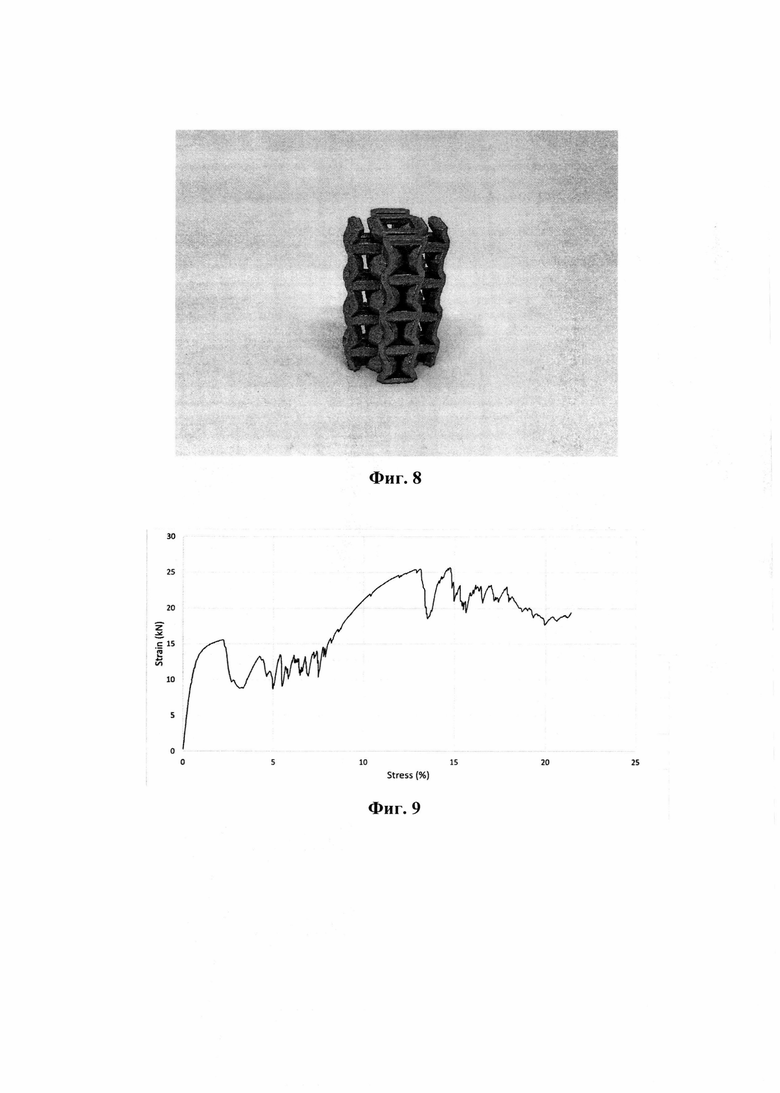
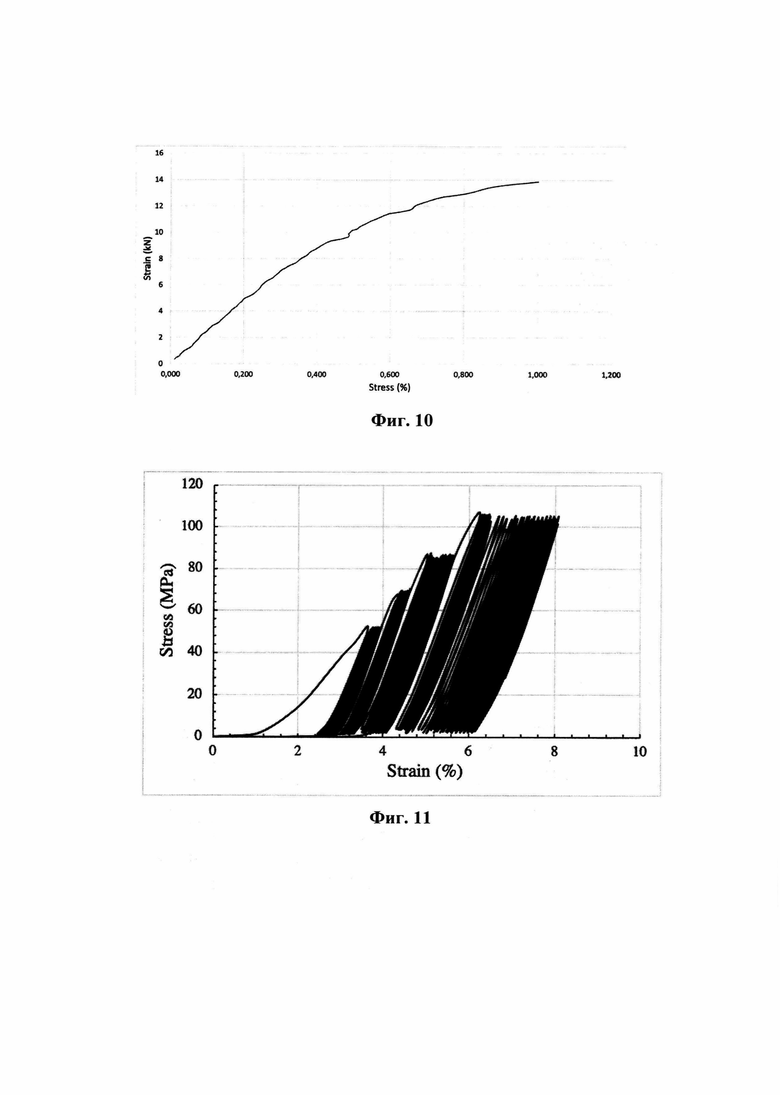
Изобретение поясняется чертежом, где на фиг.1 схематически показана трехмерная ячейка «Ауксетика - 90» с сотовой структурой, на фиг.2 показан внешний вид 3D модели трехмерной ячейки «Ауксетика - 90». На фиг.3 показана схематически трехмерная элементарная ячейка «Ауксетика - 45» с сотовой структурой. На фиг.4 показан внешний вид 3D модели трехмерной элементарной ячейки «Ауксетика - 45». На фиг.5 показана фотография трехмерного «Ауксетика - 90» с сотовой структурой, полученного путем 3D-печати методом послойного наплавления нити с толщиной слоя 300 мкм, со скоростью печати 15 мм/с при температуре экструзии 225°С на основе термопластичного полиуретана (ТПУ). На фиг.6 показана диаграмма циклических испытаний на сжатие трехмерного «Ауксетика - 90» с сотовой структурой на основе ТПУ. На фиг.7 показаны микрофотографии участков трехмерного «Ауксетика - 90» на основе ТПУ при проведении циклических испытаний на сжатие. На фиг.8 показана фотография трехмерного «Ауксетика - 45» с сотовой структурой, полученного путем 3D-печати методом селективного лазерного сплавления на основе сплава алюминия AlSi11Cu. На фиг.9 и 10 показаны диаграммы деформации трехмерного «Ауксетика - 45» на основе сплава алюминия AlSi11Cu при сжатии. На фиг.11 показана диаграмма циклических испытаний на сжатие трехмерного «Ауксетика - 45» с сотовой структурой на основе сплава алюминия AlSi11Cu.
На фиг.1 схематически показаны виды 1 2 3 4 5 6 7 трехмерной ячейки «Ауксетика - 90» «сверху», «слева», «спереди» «справа», «изометрический» «снизу» «изометрический». На фиг.5 схематически показаны виды 8 9 10 11 12 13 14 трехмерной ячейки «Ауксетика - 45» «сверху», «слева», «спереди» «справа», «изометрический» «снизу» «изометрический». На фиг.10 показаны микрофотографии 15 16 17 участков трехмерного «Ауксетика - 90» при проведении циклических испытаний на сжатие до начала испытаний - 0 циклов, в середине испытаний - 250 циклов и после проведения испытаний - 500 циклов соответственно.
Из диаграммы циклических испытаний на сжатие трехмерного «Ауксетика - 90» на фиг.6 следует, что после 500 циклов максимальное значение напряжения составляет 14 МПа, при деформации 0,5%. По микрофотографиям на фиг.7 можно судить о том, что в процессе испытания не наблюдается каких-либо разрушений структуры. На фиг.8 показана фотография трехмерного «Ауксетика - 45» с сотовой структурой, полученного путем 3D-печати методом селективного лазерного сплавления с толщиной слоя 30 мкм, со скоростью сканирования 1650 мм/с при мощности лазера 370 Вт на основе сплава алюминия AlSi11Cu. Из диаграмм на фиг.9 и 10 следует, что предел прочности ауксетика составляет более 150 МПа. Из диаграммы на фиг.11 следует, что после 2000 циклов максимальное значение напряжения составляет 100 МПа, при деформации 8%, соответственно полное разрушение структуры наступает при 12 кН.
Возможность применимости предлагаемого ауксетика и оценки его механических свойств подтверждается следующими примерами.
Пример 1.
В качестве исходных материалов использовался термопластичный полиуретан (ТПУ) марки (REC 3D, Россия). Сформирован трехмерный «Ауксетик - 90» с сотовой структурой в количестве 5 штук с толщиной слоя 300 мкм методом послойного наплавления нити со скоростью печати 15 мм/с при температуре экструзии 225°С. Трехмерные ауксетики были выполнены в виде кубов размером 39×39×35 мм (Фиг. 5).
Для оценки механических свойств трехмерного «Ауксетика - 90» на основе ТПУ 5 образцов подвергали малоцикловым (до 500 циклов) испытаниям на сжатие. Для проведения испытаний использовалась универсальная испытательная машина Zwick/Roell Z020 (Zwick GmbH & Co. KG, Germany) при скорости испытания 10 мм/мин, с фиксированным значением смещения 5 мм («жесткий» режим испытания). Образцы были разрезаны после циклических испытаний на сжатие для получения микрофотографий узлов с использованием сканирующего электронного микроскопа Hitachi ТМ 1000 (Фиг. 7). Также для качественной оценки и сравнения результатов, дополнительно проектировались и формировались образцы трехмерного неауксетика с сотовой структурой. После 500 циклов, образцы трехмерного ауксетика теряли устойчивость при напряжении 14 МПа и деформации 0,4%, что соответствует неауксетическим образцам (напряжение 14 МПа, деформация 0,5%).
Пример 2.
В качестве исходных материалов использовался порошок сплава алюминия AlSi11Cu, размер частиц составлял 40 мкм. Сформирован трехмерный «Ауксетик - 45» с сотовой структурой в количестве 5 штук с толщиной слоя 30 мкм методом селективного лазерного сплавления со скоростью сканирования 1650 мм/с и мощности лазера 370 Вт.Трехмерные ауксетики были выполнены в виде прямоугольных брусков размером 10×10×35 мм (Фиг. 8).
Для оценки механических свойств трехмерного ауксетика на основе AlSi11Cu 5 образцов подвергали ступенчатым циклическим испытаниям на сжатие. Одна ступень испытаний включала в себя 500 циклов, наращивание количества циклов продолжалось до полного разрушения образцов. Для проведения испытаний использовалась универсальная испытательная машина Zwick/Roell Z020 (Zwick GmbH & Co. KG, Germany) при скорости испытания 10 мм/мин (что соответствует 0,2 Гц), с фиксированным значением нагрузки («мягкий» режим испытания). Выбор величины нагрузки для первой ступени испытаний производился с учетом результатом статических испытаний (Фиг. 9), в областях потери устойчивости и появления пластического течения материала. Минимальная эффективная площадь поперечного сечения металлических элементов использовалась для оценки величины напряжений, поскольку максимальные напряжения возникают в локальных областях, где площадь поперечного сечения минимальна. Также для качественной оценки и сравнения результатов, дополнительно проектировались и формировались образцы трехмерного неауксетика с сотовой структурой. Ауксетик показывает потерю устойчивости при нагрузке 12 кН (после 2000 циклов) и деформацию 8% при номинальном напряжении 110 МПа (Фиг. 11). В свою очередь неауксетик с сотовой структурой показал потерю устойчивости при нагрузке 8 кН (после 1000 циклов) и деформацию 2-4% при номинальном напряжении 70 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления дисперсными потоками несмешивающихся жидкостей в микроканальном устройстве для создания капель микронного и субмикронного размера | 2023 |
|
RU2813892C1 |
| НИЗКОПОРИСТЫЙ АУКСЕТИЧЕСКИЙ ЛИСТОВОЙ МАТЕРИАЛ | 2014 |
|
RU2664895C2 |
| Имплантат ушной раковины | 2022 |
|
RU2790402C1 |
| ИЕРАРХИЧЕСКАЯ КОМПОЗИТНАЯ ИЗНАШИВАЕМАЯ ДЕТАЛЬ СО СТРУКТУРНЫМ АРМИРОВАНИЕМ | 2021 |
|
RU2840276C1 |
| МОДУЛЬНАЯ ПРЕСС-ФОРМА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ИЗ АРМИРОВАННОГО ВОЛОКНАМИ МАТЕРИАЛА | 2018 |
|
RU2760387C2 |
| ГИБРИДНАЯ АУКСЕТИЧЕСКАЯ СТРУКТУРА ТИПА "ЯМКИ И ПОРЫ" С КОНФИГУРАЦИЕЙ, РАЗРАБОТАННОЙ ДЛЯ ОБЕСПЕЧЕНИЯ ЗАДАННОГО ПОВЕДЕНИЯ С ОТРИЦАТЕЛЬНЫМ КОЭФФИЦИЕНТОМ ПУАССОНА | 2016 |
|
RU2693132C2 |
| Способ аддитивного производства пористых имплантатов из никелида титана с управляемыми механическими характеристиками и биосовместимостью | 2024 |
|
RU2835297C1 |
| Многослойная структура с отрицательным коэффициентом Пуассона | 2016 |
|
RU2693133C2 |
| ШЛЕМ ОРТОПЕДИЧЕСКИЙ | 2024 |
|
RU2838302C1 |
| ПОРИСТЫЕ СТРУКТУРЫ С ПОВТОРЯЮЩИМСЯ ПОРЯДКОМ РАСПОЛОЖЕНИЯ ПРОДОЛГОВАТЫХ ОТВЕРСТИЙ | 2014 |
|
RU2682461C2 |


Группа изобретений относится к области формирования методами 3D-печати в форме трехмерной (3D) сотовой структуры сложной геометрии с отрицательным коэффициентом Пуассона, которая может быть использована в областях различного применения, в том числе областях спорта и медицины, в качестве элементов средств индивидуальной защиты, а также в имплантологии и ортопедии. Описаны способы получения трехмерного ауксетика с сотовой структурой (варианты), включающие построение элементарной ячейки размера 20×20×10 мм с расположением бокового ребра к горизонтальному ребру под углом в 60 градусов на основе различных материалов: эластомера термопластичного полиуретана (ТПУ) или на основе AlSi11Cu. Элементарная ячейка создается при помощи твердотельного моделирования в системах автоматизированного проектирования. Формирование трехмерного ауксетика на основе эластомера термопластичного полиуретана осуществляют путем 3D-печати методом послойного наплавления нити с толщиной слоя 300 мкм при скорости печати 15 мм/с, при температуре экструзии 225°С. Формирование трехмерного ауксетика на основе AlSi11Cu осуществляют путем 3D-печати методом селективного лазерного сплавления с толщиной слоя 30 мкм, со скоростью сканирования 1650 мм/с при мощности лазера 370 Вт. Технический результат изобретения заключается в создании сотовой конструкции с отрицательным коэффициентом Пуассона, отличающейся сложной трехмерной геометрией, обладающей периодичной структурой, возможностью изготовления методами 3D-печати из различного рода материалов, включая полимеры и металлические сплавы, также способностью поглощать (демпфировать) и равномерно распределять механическую энергию по всему объему конструкции за счет ауксетического эффекта (всестороннего сжатия). Используемое значение расположения бокового ребра к горизонтальному ребру создает оптимальное соотношение коэффициент Пуассона/механические свойства. 2 н.п. ф-лы, 11 ил., 2 пр.
1. Способ получения трехмерного ауксетика с сотовой структурой, включающий построение элементарной ячейки на основе эластомера термопластичного полиуретана (ТПУ) заданного размера 20×20×10 мм с расположением бокового ребра к горизонтальному ребру под углом в 60 градусов, элементарная ячейка создается при помощи твердотельного моделирования в системах автоматизированного проектирования, и дальнейшее формирование трехмерного ауксетика путем 3D-печати методом послойного наплавления нити с толщиной слоя 300 мкм при скорости печати 15 мм/с, при температуре экструзии 225°С.
2. Способ получения трехмерного ауксетика с сотовой структурой на основе AlSi11Cu, включающий построение элементарной ячейки на основе AlSi11Cu заданного размера 20×20×10 мм с расположением бокового ребра к горизонтальному ребру под углом в 60 градусов, элементарная ячейка создается при помощи твердотельного моделирования в системах автоматизированного проектирования, и дальнейшее формирование трехмерного ауксетика путем 3D-печати методом селективного лазерного сплавления с толщиной слоя 30 мкм, со скоростью сканирования 1650 мм/с при мощности лазера 370 Вт.
| US 20180311833 A1, 01.11.2018 | |||
| US 8544515 B2, 01.10.2013 | |||
| US 7910193 B2, 22.03.2011 | |||
| US 20170042295 A1, 16.02.2017 | |||
| US 8652602 B1, 18.02.2014 | |||
| US 9908295 B2, 06.03.2018 | |||
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОЧИСТКИ КОРПУСА СУДНА | 2018 |
|
RU2702884C1 |

