ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к фрезерным или сверлильным инструментам. В частности, оно относится к радиальным двусторонним индексируемым вставкам для фрезерования или сверления с высокими скоростями подач, которые содержат сквозное зажимное отверстие для закрепления вставки с помощью крепежного элемента.
УРОВЕНЬ ТЕХНИКИ
[002] В US8696263 раскрыта двусторонняя индексируемая вставка для фрезерования с быстрыми или высокими скоростями подач, которая содержит четыре режущие части. Вставка имеет противоположные основные поверхности и периферийную поверхность, проходящую между ними. Периферийная поверхность содержит ровно две большие параллельные боковые упорные поверхности, расположенные на противоположных сторонах зажимного отверстия. Вставка также имеет две пары передних упорных поверхностей, при этом каждая пара сходится наружу от сквозного отверстия. Каждая режущая часть проходит вблизи максимальной ширины вставки, заданной боковой упорной поверхностью. Эта так называемая тонкая вставка в настоящем документе будет названа "вставкой без крыльев для фрезерования с высокими скоростями подач".
[003] В US8950984 раскрыта аналогичная двусторонняя индексируемая вставка для фрезерования с высокими скоростями подач, которая в контексте настоящего изобретения имеет улучшенную конструкцию по сравнению с упомянутой выше вставкой без крыльев. В частности, вставка, раскрытая в US8950984, на своих режущих частях имеет удлинения/крылья или увеличенные режущие кромочные части, которые выступают наружу от сторон вставки, увеличивая длину режущей кромки и в то же время сохраняя тот же угол в плане. Это увеличивает по меньшей мере глубину резания и углы скоса. Такая вставка в настоящем документе будет названа "вставкой с крыльями для фрезерования с высокими скоростями подач". Тем не менее, эта конструкция поддерживает две параллельные прямые боковые упорные поверхности, и, соответственно, между режущими частями эта вставка имеет узкую часть, которая проходит или простирается по главной части всей продольной длины этой вставки. Кроме того, для того, чтобы сбалансировать указанные преимущества с нежелательной поломкой крыльчатых удлинений, их длина должна быть оптимизирована, а также должна быть относительно минимальной.
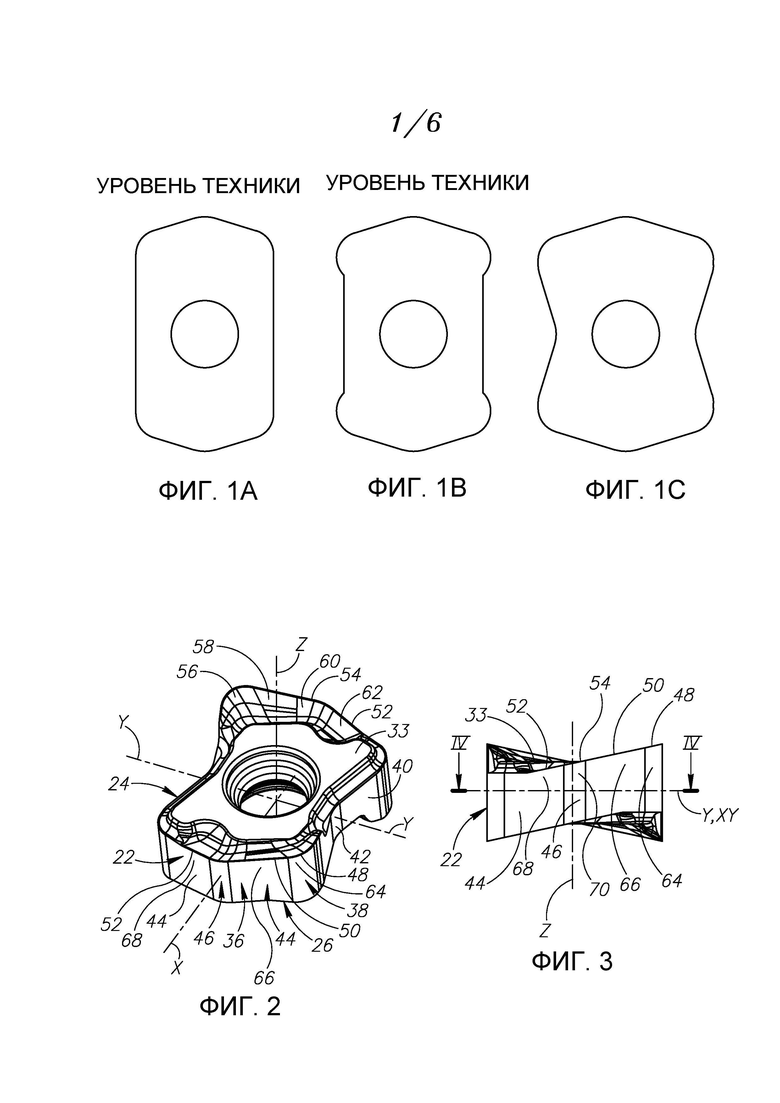
[004] Обратим внимание на фиг. 1А-1С, на которых показан тип "геометрической эволюции" вставок из уровня техники, изображенных в одинаковом масштабе. На фиг. 1А показана геометрия вставки "без крыльев" предшествующего уровня техники, которая аналогична геометрии вставки, раскрытой в US8696263. На фиг. 1В показана геометрия вставки "с крыльями" предшествующего уровня техники, которая аналогична геометрии вставки, раскрытой в US8950984. На фиг. 1С показана геометрия, которая в настоящем документе будет названа геометрией вставки "с клиновидным сужением" в соответствии с настоящим изобретением.
[005] Геометрия вставки с так называемым "клиновидным сужением" в соответствии с настоящим изобретением преодолевает упомянутые выше недостатки и предлагает усовершенствованную более надежную вставку, которая превосходит геометрии вставок с крыльями и без крыльев предшествующего уровня техники с точки зрения прогнозируемой долговечности вставки/инструмента, глубины резания под одинаковыми углами в плане, глубины врезания, углов скоса инструмента и устойчивости упора в гнезде.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[006] Согласно первому аспекту настоящей заявки предложена двусторонняя индексируемая вставка, выполненная с возможностью осуществления операций фрезерования или сверления с высокими скоростями подач, причем вставка имеет вращательную симметрию на 180 градусов вокруг каждой из первой, второй и третьей осей трехмерного эвклидова пространства и содержит:
противоположные первую и вторую основные поверхности и периферийную поверхность, проходящую между ними, при этом каждая из первой и второй основных поверхностей содержит основную упорную поверхность и по меньшей мере две наклонные поверхности; и
сквозное зажимное отверстие, проходящее по третьей оси и открывающееся к первой и второй основным поверхностям;
при этом периферийная поверхность содержит:
две противоположные передние поверхности, каждая из которых содержит пару наружных упорных поверхностей; и
две противоположные боковые поверхности, каждая из которых проходит между двумя передними поверхностями, при этом каждая боковая поверхность содержит пару по меньшей мере частично плоских внутренних упорных поверхностей;
причем
каждая пара наружных упорных поверхностей сходится наружу от третьей оси; а каждая пара внутренних упорных поверхностей сходится внутрь к третьей оси.
[007] Согласно второму аспекту настоящей заявки предложен корпус инструмента для фрезерования или сверления с высокими скоростями подач, содержащий радиальное гнездо, выполненное с возможностью закрепления режущей вставки, причем радиальное гнездо содержит:
установочную упорную поверхность;
первую и вторую упорные стенки, проходящие поперек от установочной упорной поверхности;
зажимное отверстие гнезда, открывающееся к установочной упорной поверхности; и
крепежный элемент вставки;
причем
в разрезе гнезда, выполненном параллельно установочной упорной поверхности, две прямые линии, касательные к первой и второй упорным стенкам, соответственно, образуют между собой упорный угол; при этом упорный угол находится в диапазоне от 80 до 95 градусов.
[008] Согласно третьему аспекту настоящей заявки предложена двусторонняя индексируемая вставка, сконструированная для осуществления как фрезерных, так и сверлильных операций, и содержащая:
продольную первую ось, поперечную вторую ось, перпендикулярную к продольной первой оси, и вертикальную третью ось, перпендикулярную как к продольной первой оси, так и к поперечной второй оси, при этом вставка имеет вращательную симметрию на 180 градусов вокруг каждой из указанных трех осей;
поперечную первую плоскость, заданную поперечной второй осью и вертикальной третьей осью, продольную вторую плоскость, заданную продольной первой осью и вертикальной третьей осью, и срединную третью плоскость, заданную продольной первой осью и поперечной второй осью;
первую и вторую основные поверхности, расположенные на противоположных сторонах срединной третьей плоскости, при этом каждая из первой и второй основных поверхностей содержит основную упорную поверхность и по меньшей мере две наклонные поверхности;
периферийную поверхность, проходящую между первой и второй основными поверхностями; и
сквозное зажимное отверстие, проходящее по вертикальной третьей оси и открывающееся к первой и второй основных поверхностям;
причем:
периферийная поверхность содержит:
две передние поверхности, образованные на противоположных сторонах поперечной первой плоскости, при этом каждая передняя поверхность содержит пару наружных упорных поверхностей, которые сходятся к продольной второй плоскости в направлении наружу относительно указанной вставки; и
две боковые поверхности, образованные на противоположных сторонах продольной второй плоскости, при этом каждая боковая поверхность содержит пару по меньшей мере частично плоских внутренних упорных поверхностей, которые сходятся к поперечной первой плоскости в направлении внутрь указанной вставки, благодаря чему обеспечивают вставку клиновидным сужением на виде указанной вставки вдоль вертикальной третьей оси.
[009] Любые из последующих признаков, как поодиночке, так и в комбинации, могут быть применимы к любому из приведенных выше аспектов настоящей заявки.
[0010] Указанное схождение может иметь место по меньшей мере в разрезе, выполненном по срединной третьей плоскости, заданной первой и второй осями.
[0011] На каждой боковой поверхности внутренние упорные поверхности могут быть самыми большими поверхностями.
[0012] В разрезе, выполненном по третьей плоскости, на каждой боковой поверхности внутренние упорные поверхности образуют прямые линии, которые длиннее любых других линий на указанной каждой боковой поверхности.
[0013] На каждой передней поверхности наружные упорные поверхности могут быть самыми большими поверхностями.
[0014] Каждая передняя поверхность дополнительно содержит переднюю промежуточную поверхность, которая проходит между наружными упорными поверхностями и пересекается второй плоскостью, а также может иметь меньшую площадь, чем каждая из наружных упорных поверхностей.
[0015] Передняя промежуточная поверхность может быть выпукло изогнута наружу.
[0016] Каждая боковая поверхность дополнительно содержит боковую промежуточную поверхность, которая проходит между внутренними упорными поверхностями, и может иметь меньшую площадь, чем каждая из наружных упорных поверхностей.
[0017] Боковая промежуточная поверхность может быть вогнуто изогнута наружу.
[0018] На периферийной поверхности только внутренние и наружные упорные поверхности выполнены с возможностью упора в соответствующие поверхности в гнезде режущего инструмента и с возможностью взаимодействия с ними.
[0019] Боковая промежуточная поверхность выполнена без возможности упора в гнездо режущего инструмента.
[0020] Единственными поверхностями на периферийной поверхности, выполненными с возможностью упора в гнездо режущего инструмента, являются внутренние упорные поверхности и наружные упорные поверхности.
[0021] Вставка может представлять собой вставку с отрицательным углом, а периферийная поверхность может быть параллельна третьей оси.
[0022] Вставка может представлять собой вставку с отрицательным углом, а внутренние и наружные упорные поверхности могут быть параллельны третьей оси.
[0023] В разрезе, выполненном по третьей плоскости, внутренние упорные поверхности сходятся в направлении, которое перпендикулярно направлению схождения наружных упорных поверхностей.
[0024] Каждая пара наружных упорных поверхностей сходится наружу вдоль второй оси.
[0025] Каждая пара внутренних упорных поверхностей сходится внутрь вдоль первой оси.
[0026] Вставка дополнительно может содержать четыре режущие части, каждая из которых может содержать:
первую угловую режущую кромку;
вторую угловую режущую кромку и
основную режущую кромку, которая проходит между первой и второй угловыми режущими кромками.
[0027] Каждая режущая часть дополнительно содержит скошенную режущую кромку, которая проходит от второй угловой режущей кромки.
[0028] На виде вдоль третьей оси любой из первой и второй основных поверхностей прямая линия, касательная к основной режущей кромке, образует острый угол в плане со второй осью, который находится в диапазоне от 9 до 23 градусов.
[0029] По меньшей мере в разрезе, выполненном по срединной третьей плоскости, прямая линия является касательной к наружной упорной поверхности и образует внутренний упорный угол с внутренней упорной поверхностью, расположенной в противоположном по диагонали квадранте третьей плоскости; при этом упорный угол находится в диапазоне от 80 до 95 градусов.
[0030] В направлении, параллельном второй оси, минимальная ширина W1 и максимальная ширина W2 заданы между самыми внутренними и самыми дальними частями вставки, соответственно, причем отношение ширин R1 = W1/W2 находится в диапазоне от 1,15 до 1,4.
[0031] Максимальная длина L вставки измеряется между краями вставки в направлении, параллельном первой оси, а внутренняя упорная длина I внутренней упорной поверхности определяется вдоль третьей плоскости, отношение R2 длин определяется между внутренней упорной длиной I и максимальной длиной L вставки; при этом отношение длин R2 = I/L находится в диапазоне от 0,13 и 0,4.
[0032] На виде вдоль вертикальной третьей оси максимальная длина L вставки определяется между краями вставки в направлении, параллельном продольной первой оси, а внутренняя упорная длина I определяется как длина внутренней упорной поверхности, как измеряется в разрезе, выполненном по срединной третьей плоскости, заданной первой и второй осями; отношение R2 длин определяется между внутренней упорной длиной I и максимальной длиной L вставки; при этом отношение длин R2 = I/L находится в диапазоне от 0,13 и 0,4.
[0033] Одна из основных упорных поверхностей вставки упирается в установочную упорную поверхность гнезда;
первая внутренняя упорная поверхность, расположенная на одной из боковых поверхностей, упирается в первую упорную стенку гнезда;
первая наружная упорная поверхность, расположенная на одной из передних поверхностей, упирается во вторую упорную стенку гнезда;
вторая внутренняя упорная поверхность, расположенная на указанной одной из боковых поверхностей, и вторая наружная упорная поверхность, расположенная на указанной одной из передних поверхностей, расположены в гнезде между первой упорной стенкой этого гнезда и второй упорной стенкой этого гнезда; и
вставка прикреплена к установочной упорной поверхности гнезда посредством крепежного элемента вставки, проходящего через сквозное зажимное отверстие вставки в зажимное отверстие гнезда.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0034] Для лучшего понимания настоящей заявки и также для того, чтобы показать, как указанный предмет может быть выполнен на практике, далее будет выполнена ссылка на сопутствующие чертежи, на которых:
на фиг. 1А показан вид сверху вставки без крыльев для фрезерования с высокими скоростями подач предшествующего уровня техники;
на фиг. 1В показан вид сверху вставки с крыльями и прямым сужением для фрезерования с высокими скоростями подач предшествующего уровня техники; и
на фиг. 1С показан вид сверху вставки с клиновидным сужением для фрезерования с высокими скоростями подач в соответствии с одним вариантом осуществления настоящего изобретения;
на фиг. 2 показан вид в изометрии первого варианта осуществления двусторонней индексируемой режущей вставки;
на фиг. 3 показан вид спереди вставки по фиг. 1 по второй оси трехмерной евклидовой системы координат;
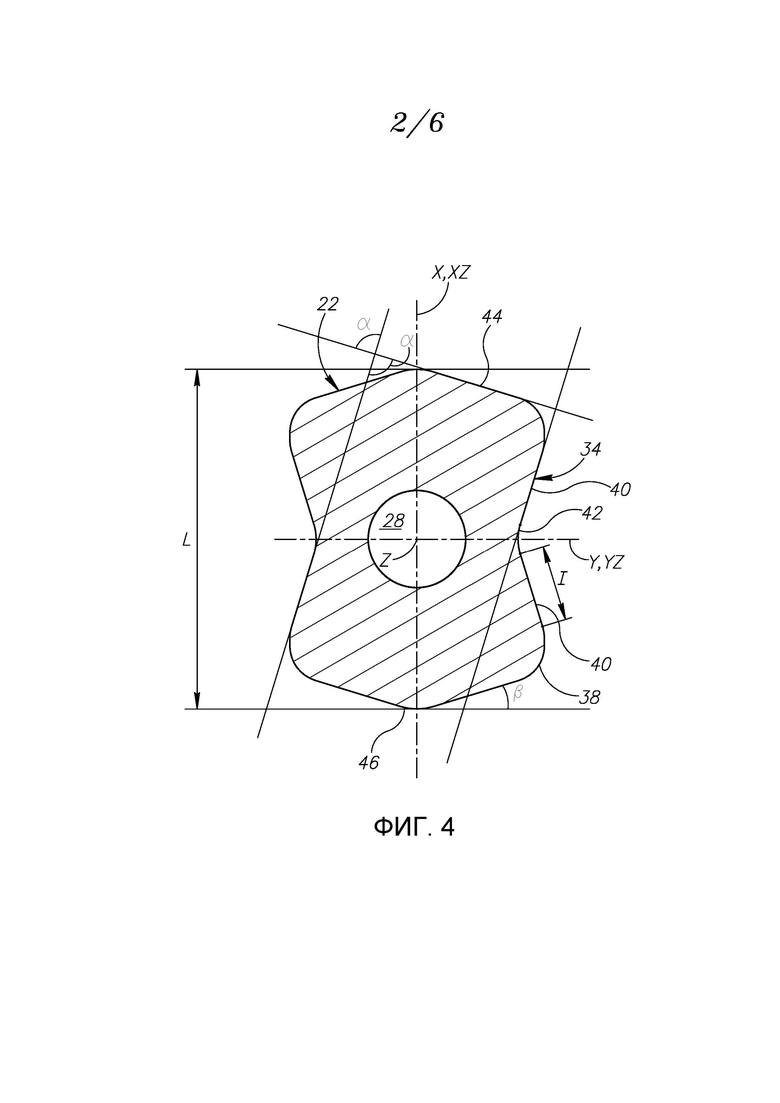
на фиг. 4 показан вид вставки в разрезе, выполненном по линии IV-IV по фиг. 3;
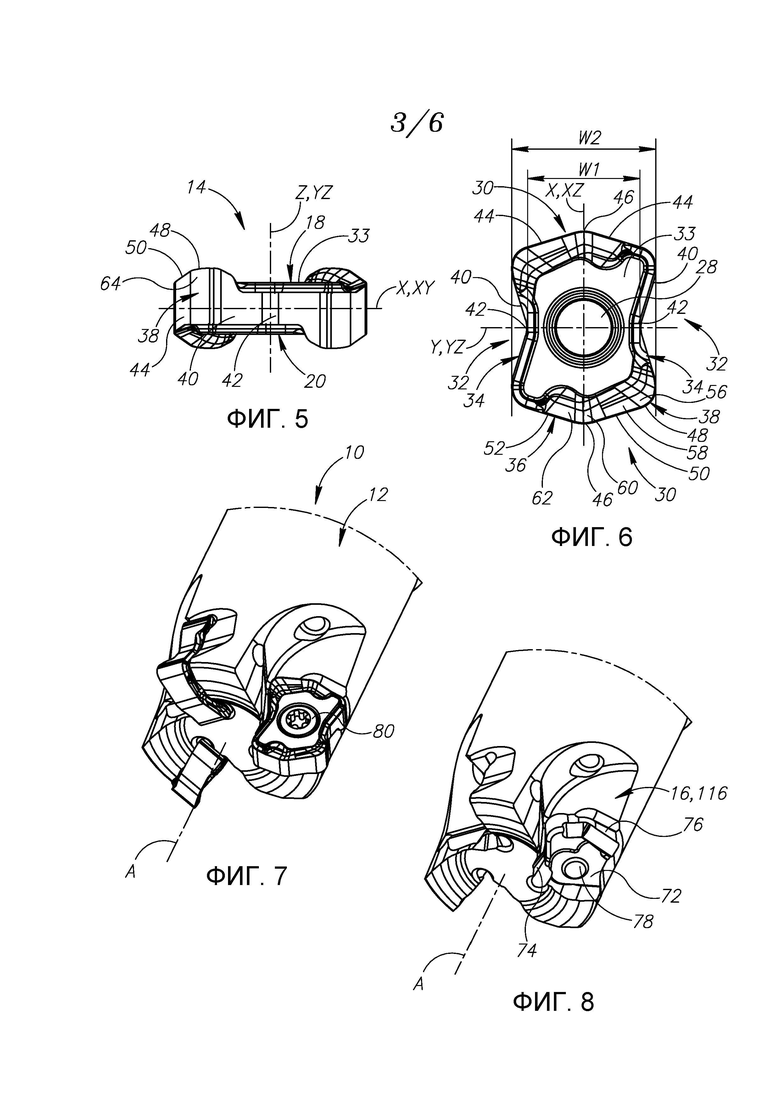
на фиг. 5 показан вид сбоку вставки по фиг. 1 по первой оси трехмерной евклидовой системы координат;
на фиг. 6 показан вид сверху основной поверхности вставки по фиг. 1 по третьей оси трехмерной евклидовой системы координат;
на фиг. 7 показан вид в изометрии инструмента для фрезерования с высокими скоростями подач со вставками, показанными на фиг. 1, закрепленными в его гнездах;
на фиг. 8 показан вид в изометрии фрезерного инструмента по фиг. 6 с удаленными вставками;
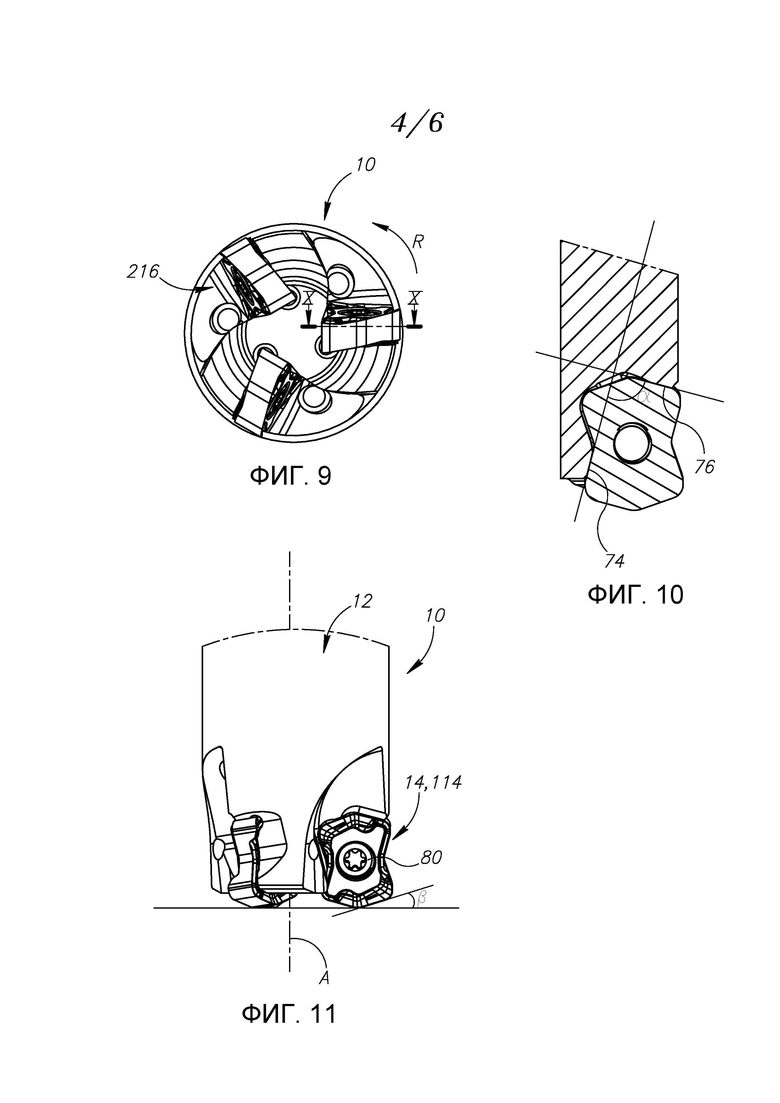
на фиг. 9 показан вид снизу по оси вращения фрезерного инструмента по фиг. 6;
на фиг. 10 показан вид в разрезе фрезерного инструмента, выполненном по линии X-X по фиг. 9;
на фиг. 11 показан вид сбоку, перпендикулярный к оси вращения фрезерного инструмента по фиг. 6;
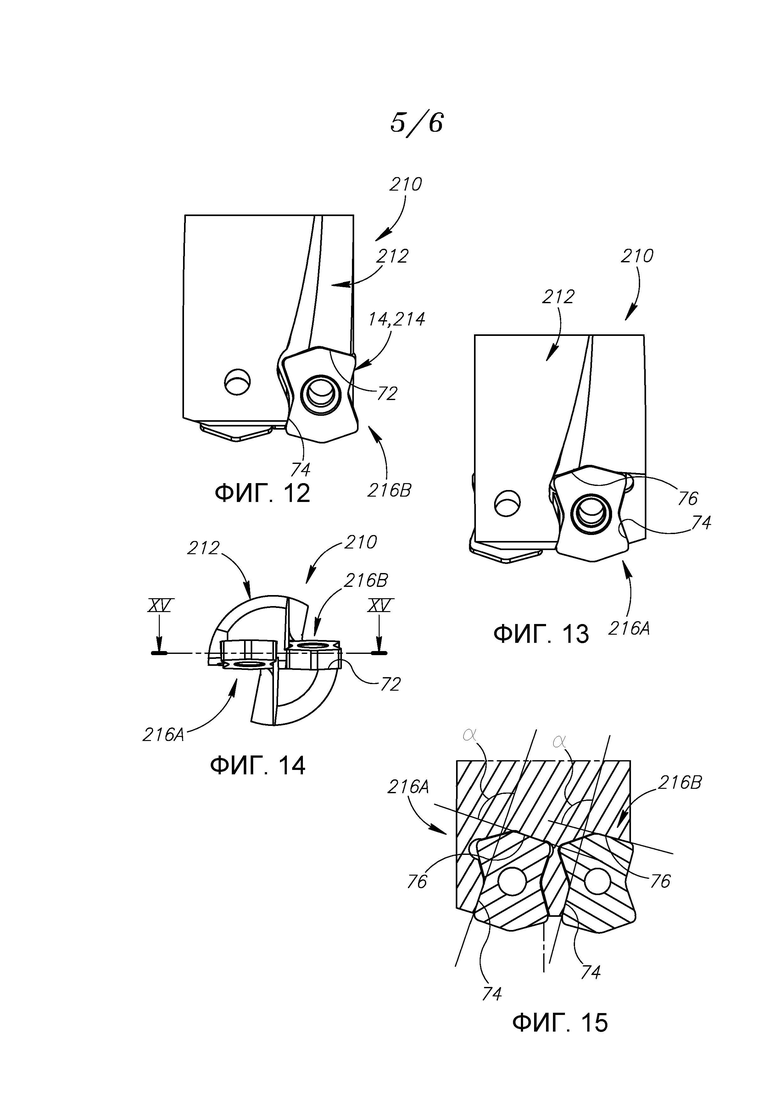
на фиг. 12 показан вид сбоку сверлильного инструмента, имеющего вставки в соответствии со вторым вариантом осуществления, и изображающий вставки, закрепленные во внутреннем сверлильном гнезде;
на фиг. 13 показан другой вид сбоку сверлильного инструмента по фиг. 11, изображающий вставки, закрепленные во внешнем сверлильном гнезде;
на фиг. 14 показан вид снизу по оси вращения сверлильного инструмента по фиг. 11;
на фиг. 15 показан вид в разрезе сверлильного инструмента, выполненный по линии XV-XV по фиг. 13; и
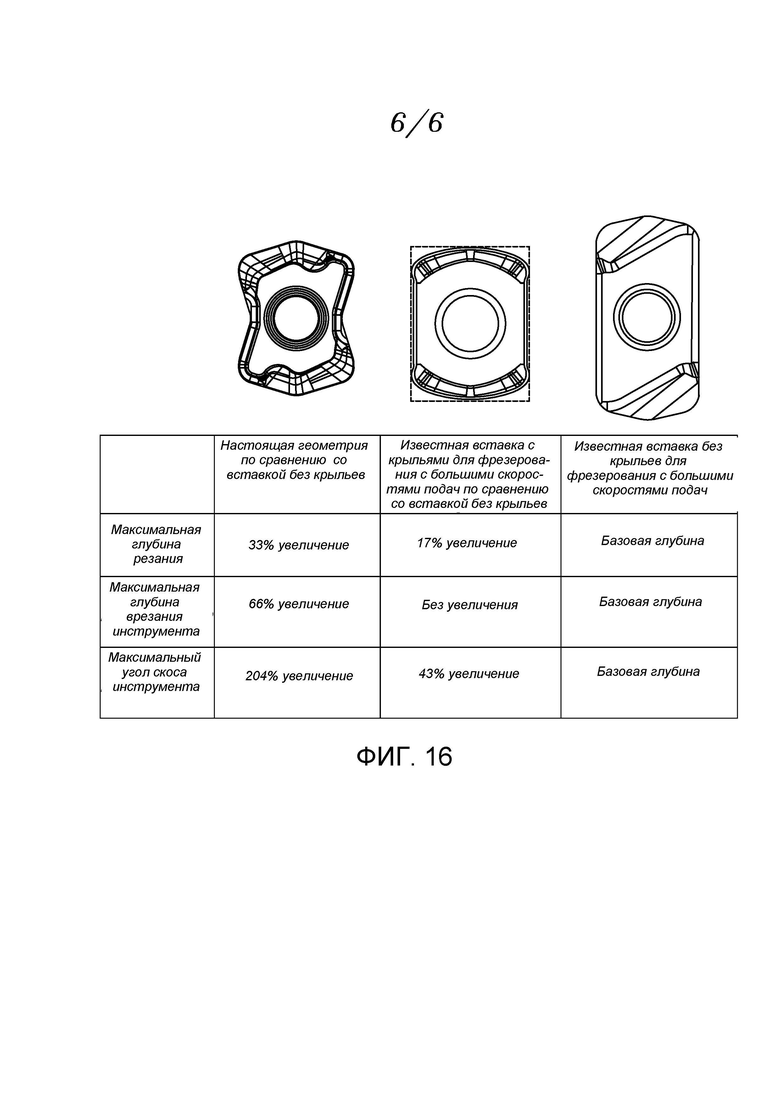
на фиг. 16 показана таблица, изображающая результаты испытаний на обрабатываемость для трех инструментов для фрезерования с высокими скоростями подач с одинаковым диаметром и количеством гнезд, при этом каждый из них имеет различную геометрию вставки.
[0035] Там, где предполагается целесообразным, ссылочные обозначения для обозначения соответствующих или аналогичных элементов на чертежах могут повторяться.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0036] В последующем описании будут описаны различные аспекты предмета настоящей заявки. В целях пояснения для обеспечения глубокого понимания предмета настоящей заявки достаточно подробно изложены конкретные конфигурации и детали. Однако специалисту в данной области техники следует понимать, что предмет настоящей заявки может быть выполнен на практике без конкретных конфигураций и деталей, представленных в настоящем документе.
[0037] Обратим внимание на фиг. 2 и 7. Режущий инструмент 10 для фрезерования или сверления с высокими скоростями подач содержит корпус 12 инструмента и по меньшей мере одну радиальную двустороннюю и индексируемую режущую вставку 14 с клиновидным сужением, закрепленную в гнезде 16 корпуса 12 инструмента. Гнезда 16 представляют собой такие гнезда, которые известны из области техники как радиально ориентированные или радиальные гнезда 16. Режущий инструмент 10 имеет центральную продольную ось А вращения, вокруг которой он вращается во время операций механической обработки.
[0038] Режущая вставка 14 обычно выполнена из очень твердого и износостойкого материала, такого как цементированный карбид, посредством прессования в форме и спекания порошков карбида в связующем. Цементированный карбид может представлять собой, например, карбид вольфрама. Режущая вставка 14 может иметь покрытие или выполнена без покрытия.
[0039] Обратим внимание на фиг. 2-6. Вставка 14 имеет вращательную симметрию на 180 градусов вокруг каждой из первой, второй и третьей осей X, Y, Z трехмерного евклидова пространства. Как видно на фиг. 2, ось Х проходит по длине вставки и, соответственно, служит в качестве продольной первой оси Х. Между тем, ось Y проходит по ширине (или сужению) вставки и, соответственно, служит в качестве поперечной второй оси Y. Наконец, ось Z проходит по высоте вставки и, соответственно, служит в качестве вертикальной третьей оси Z. Вставка 14 имеет поперечную первую плоскость YZ, заданную второй и третьей осями Y, Z, продольную вторую плоскость XZ, заданную первой и третьей осями X, Z, и срединную третью плоскость XY, заданную первой и второй осями X, Y. Вставка 14 имеет вращательную симметрию на 180 градусов вокруг каждой оси. Кроме того, в соответствии с настоящими вариантами осуществления вставка не имеет зеркальной симметрии относительно всех трех из первой, второй и третьей плоскостей.
[0040] Следует отметить, что в настоящем контексте термин "вращательная симметрия" относится по меньшей мере к операционной/функциональной геометрии для механической обработки, такой как режущие кромки и/или поверхности вставки 14, как будет дополнительно раскрыто ниже. Например, некоторые функциональные признаки, такие как номера маркировки/обозначения режущей кромки, не включены в указанную вращательную симметрию. Кроме того, эта симметрия не содержит нефункциональных признаков, таких как, например, окраска вставки 14, или не относится к ним.
[0041] Вставка 14 имеет идентичные первую и вторую основные поверхности 18, 20 и периферийную поверхность 22, проходящую между ними. Срединная третья плоскость XY находится посередине между первой и второй основными поверхностями 18, 20 и в целом параллельна им. Каждая из первой и второй основных поверхностей 18, 20 пересекается с периферийной поверхностью 22 на первой и второй кромках 24, 26, соответственно. Вставка 14 содержит сквозное зажимное отверстие 28, которое центрировано относительно третьей оси Z. Зажимное отверстие 28 открывается к первой и второй основным поверхностям 18, 20 и может быть перпендикулярно к срединной третьей плоскости XY.
[0042] Конструкция вставки 14 (в частности, геометрия упорных поверхностей на периферийной поверхности 22), как будет дополнительно обсуждаться ниже, подходит как для операций сверления, так и для операций фрезерования с высокими скоростями подач.
[0043] Каждая из первой и второй основных поверхностей 18, 20 может содержать две рабочие/режущие части 30. Две режущие части 30, находящиеся на заданной основной поверхности 18, 20, расположены на противоположных сторонах поперечной первой плоскости YZ, при этом каждая режущая часть 30 проходит на обоих сторонах продольной второй плоскости XZ. Каждая из первой и второй основных поверхностей 18, 20 дополнительно содержит две нережущие и нерабочие части 32, расположенные на противоположных сторонах продольной второй плоскости XZ. Каждая основная поверхность 18, 20 дополнительно содержит по меньшей мере частично плоскую основную упорную поверхность 33, которая расположена между двумя режущими частями 30 и между двумя нерабочими частями 32. Предпочтительно, зажимное отверстие 28 открывается к обоим основным упорным поверхностям 33.
[0044] Периферийная поверхность 22 содержит: две идентичные и противоположные боковые поверхности 34 и две идентичные и противоположные передние поверхности 36, каждая из которых проходит между двумя боковыми поверхностями 34. Две передние поверхности 36 образованы на противоположных сторонах поперечной первой плоскости YZ, при этом каждая передняя поверхность 36 содержит пару наружных упорных поверхностей 44, которые сходятся к продольной второй плоскости XZ в направлении наружу относительно указанной вставки. Две боковые поверхности 34 образованы на противоположных сторонах продольной второй плоскости XZ, при этом каждая боковая поверхность 34 содержит пару по меньшей мере частично плоских внутренних упорных поверхностей 40, которые сходятся к поперечной первой плоскости YZ в направлении внутрь указанной вставки, благодаря чему обеспечивают вставку клиновидным сужением на виде указанной вставки вдоль вертикальной третьей оси Z.
[0045] Каждая боковая поверхность 34 соединена с передней поверхностью 36 через угловую промежуточную поверхность 38. Предпочтительно, угловая промежуточная поверхность 38 меньше любой из передних или боковых поверхностей 36, 34. Две боковые поверхности 34 расположены на противоположных сторонах продольной второй плоскости XZ. Две передние поверхности 36 расположены на противоположных сторонах поперечной первой плоскости YZ.
[0046] Обратим внимание на фиг. 2-6. Каждая боковая поверхность 34 содержит две идентичные внутренние упорные поверхности 40. В соответствии с настоящими вариантами осуществления по меньшей мере в разрезе, выполненном по срединной третьей плоскости XY, и как видно на фиг. 4, каждая пара смежных внутренних упорных поверхностей 40 сходится в направлении внутрь указанной вставки к третьей оси Z. Иначе говоря, каждая пара смежных внутренних упорных поверхностей 40 сходится к поперечной первой плоскости YZ, что в результате приводит к клиновидному сужению. В соответствии с настоящим вариантом осуществления вставка 14 представляет собой так называемую вставку с отрицательным углом, и, следовательно, это схождение является видимым также на виде сверху любой из первой и второй основных поверхностей 18, 20. Внутреннее схождение в такой вставке с клиновидным сужением (как видно по меньшей мере на фиг. 1С, 4 и 6) обеспечивает более надежную и более совершенную конструкцию по сравнению со вставками, известными из предшествующего уровня техники. По сравнению с вставками без крыльев из уровня техники или со вставками с небольшими крыльями недостаток этой геометрии, однако, состоит в увеличении массы, объема и, возможно, производственных затрат. Кроме того, такое схождение обеспечивает предпочтительный диапазон упорного угла, как будет дополнительно объяснено ниже. Внутренние упорные поверхности 40 являются по меньшей мере частично плоскими. В соответствии с настоящими вариантами осуществления внутренние упорные поверхности 40 являются плоскими по меньшей мере частично на срединной третьей плоскости XY и, соответственно, образуют прямую линию в разрезе, выполненном по срединной третьей плоскости XY, как видно на фиг. 4.
[0047] Каждая боковая поверхность 34 содержит боковую промежуточную поверхность 42, которая проходит между внутренними упорными поверхностями 40. Боковая промежуточная поверхность 42 может иметь вогнутую изогнутую форму, как видно на фиг. 4 в разрезе, выполненном по срединной третьей плоскости XY. Боковая промежуточная поверхность 42 как не подходит для упора, так и не выполнена с его возможностью. В соответствии с настоящим примером для того, чтобы обеспечивать надлежащий упор и пространство для упора на боковых поверхностях 34, предпочтительно, боковая промежуточная поверхность 42 будет меньше внутренних упорных поверхностей 40 с точки зрения как размера площади, так и по длине, в разрезе, выполненном по срединной третьей плоскости XY. Кроме того, в соответствии с настоящими примерами по меньшей мере в разрезе, выполненном по срединной третьей плоскости XY, предпочтительно, внутренняя упорная поверхность 40 является самой большой поверхностью на каждой боковой поверхности 34.
[0048] В соответствии с настоящими вариантами осуществления вставка представляет собой вставку с отрицательным углом, и, следовательно, внутренняя упорная длина I может быть легко измерена на срединной третьей плоскости XY между каждой боковой промежуточной поверхностью 42 и угловой промежуточной поверхностью 38. Аналогично, максимальная длина L вставки может быть измерена также в срединной третьей плоскости XY между краями вставки в направлении, параллельном первой оси X. Большей частью, максимальная длина L вставки является аналогичной для вставок для фрезерования с высокими скоростями подач аналогичного размера и/или для вставок для фрезерования с высокими скоростями подач с одинаковым диаметром зажимного отверстия ( и одинаковым размером крепежного элемента), как показано на фиг. 1-1С. Отношение упорных длин R2 = I/L определяется между внутренней упорной длиной I и максимальной длиной L вставки. Отношение упорных длин R2 = I/L составляет менее 0,4. Предпочтительно, отношение упорных длин R2 = I/L находится в диапазоне от 0,13 до 0,4. Отношение R2 упорных длин относится непосредственно к пропорциям вставки и, следовательно, к преимуществам, получаемым вследствие сходящихся внутренних упорных поверхностей 40.
[0049] Обратим внимание на фиг. 6. На виде вдоль вертикальной третьей оси Z минимальная ширина W1 вставки определяется между самыми внутренними частями вставки 14, 114, 214 в направлении, параллельном поперечной второй оси Y. Кроме того, максимальная ширина W2 вставки определяется между самыми дальними частями вставки 14, 114, 214 в направлении, параллельном поперечной второй оси Y. В соответствии с преимущественной конструкцией согласно настоящему изобретению отношение ширин R1 = W1/W2 находится в диапазоне от 1,15 до 1,4. Отношение R1 ширин в таком диапазоне способствует обеспечению более надежной и более широкой/большой режущей части с более прочным закреплением в гнезде, которая в то же время все еще остается компактной (минимальная ширина W1 вставки аналогична, если не равна, вставкам предшествующего уровня техники с аналогичным диаметром и/или размером зажимного отверстия).
[0050] Каждая передняя поверхность 36 содержит две идентичные наружные упорные поверхности 44. Наружные упорные поверхности 44 предпочтительно являются плоскими. По меньшей мере в разрезе, выполненном по срединной третьей плоскости XY, каждая пара смежных наружных упорных поверхностей 44 сходится наружу по направлению к продольной второй плоскости XZ. Иначе говоря, каждая пара смежных наружных упорных поверхностей 44 сходится наружу в направлении от вертикальной третьей оси Z. В соответствии с настоящими вариантами осуществления вставка 14 представляет собой вставку с отрицательным углом, и, следовательно, это схождение является видимым на виде сверху (вдоль вертикальной третьей оси Z) любой из первой и второй основных поверхностей 18, 20.
[0051] Обратим внимание на фиг. 4 и 6. По меньшей мере в разрезе, выполненном по срединной третьей плоскости XY, каждая наружная упорная поверхность 44 образует внутренний упорный угол α с внутренней упорной поверхностью 40, расположенной в противоположном по диагонали квадранте срединной третьей плоскости XY (как видно на фиг. 4). Упорный угол α находится в диапазоне от 80 до 95 градусов. В соответствии с настоящими предпочтительными вариантами осуществления упорный угол α равен 90 градусам. В соответствии с испытаниями на обрабатываемость, выполненными режущими инструментами со вставками на основе настоящей конструкции, было обнаружено, что упомянутый выше диапазон упорного угла является очень стабильным, что может быть непосредственно связано с увеличением срока службы инструмента, как показано в таблице на фиг. 16.
[0052] Каждая передняя поверхность 36 может содержать переднюю промежуточную поверхность 46, которая проходит между двумя наружными упорными поверхностями 44. Передняя промежуточная поверхность 46 может иметь выпуклую изогнутую форму. Передняя промежуточная поверхность 46 не подходит для упора. Для того, чтобы обеспечивать больше пространства для надлежащего упора на передних поверхностях 36, предпочтительно, чтобы передняя промежуточная поверхность 46 была меньше наружных упорных поверхностей 44 с точки зрения как размера площади, так и по длине, измеряемой в разрезе, выполненном по третьей плоскости XY. Кроме того, в соответствии с настоящими вариантами осуществления в разрезе, выполненном по срединной третьей плоскости XY, наружная упорная поверхность 44 является самой большой поверхностью на каждой передней поверхности 36. При обходе вдоль периферийной поверхности 22 каждая наружная упорная поверхность 44 расположена между смежной наружной упорной поверхностью 44 и внутренней упорной поверхностью 40.
[0053] Обратим внимание на фиг. 2-6. В соответствии с первым вариантом осуществления вставка 114 представляет собой режущую вставку 114 для фрезерования и, в частности, режущую вставку 114 для фрезерования с быстрыми или высокими скоростями подач.
[0054] В соответствии с первым вариантом осуществления каждая режущая часть 30 содержит первую угловую режущую кромку 48, соединенную с основной режущей кромкой 50, скошенную режущую кромку 52 и вторую угловую режущую кромку 54, которая проходит между основной режущей кромкой 50 и скошенной режущей кромкой 52. Как видно виде сбоку вставки по поперечной второй оси Y, показанном на фиг. 3, каждая первая угловая режущая кромка 48 расположена снаружи над/выше смежной основной упорной поверхности 33 в направлении вдоль вертикальной третьей оси Z. Кроме того, в направлении по вертикальной третьей оси Z каждая первая угловая режущая кромка 48 расположена дальше всего наружу от смежной основной упорной поверхности 33 по сравнению с другими режущими кромками.
[0055] Как видно в разрезе, показанном на фиг. 4, на виде вдоль третьей оси Z любой из первой и второй основных поверхностей 18, 20 прямая линия (в настоящем примере эта прямая линия коллинеарна основной режущей кромке 50), касательная к основной режущей кромке 50, образует острый угол β в плане с поперечной второй осью Y, который находится в диапазоне от 9 до 23 градусов. Предпочтительно, угол β в плане находится в диапазоне от 16 до 18 градусов. Более предпочтительно, угол β в плане составляет 17 градусов. Отметим, что, хотя настоящий угол β в плане задан исключительно геометрией вставки, "истинные" углы в плане (измеренные относительно заготовки, как показано на фиг. 11) могут быть смещены приблизительно на 1-3 градуса в зависимости от ориентации вставки 14 в режущем инструменте 10 (которая обеспечивает отвод противоположной режущей части - как известно из уровня техники).
[0056] В соответствии с первым вариантом осуществления каждая режущая часть 30 дополнительно содержит первую угловую наклонную поверхность 56, основную наклонную поверхность 58, вторую угловую наклонную поверхность 60 и скошенную наклонную поверхность 62. Первая угловая наклонная поверхность 56 проходит от первой угловой режущей кромки 48 и соединена с основной наклонной поверхностью 58. Основная наклонная поверхность 58 проходит от основной режущей кромки 50. Скошенная наклонная поверхность 62 проходит от скошенной режущей кромки 52. Вторая угловая наклонная поверхность 60 проходит от второй угловой режущей кромки 54 и проходит между основной наклонной поверхностью 58 и скошенной наклонной поверхностью 62.
[0057] Вблизи каждой режущей части 30 или за ней периферийная поверхность 22 содержит отводные поверхности, соответствующие каждой режущей кромке или связанные с ней. Первая угловая отводная поверхность 64 проходит от первой угловой режущей кромки 48 и соединяется с основной отводной поверхностью 66. Основная отводная поверхность 66 проходит от основной режущей кромки 50. Скошенная отводная поверхность 68 проходит от скошенной режущей кромки 52. Вторая угловая отводная поверхность 70 проходит от второй угловой режущей кромки 54 и проходит между основной отводной поверхностью 66 и скошенной отводной поверхностью 68.
[0058] Обратим внимание на фиг. 12-15. В соответствии со вторым вариантом осуществления вставка 14 представляет собой режущую вставку 214 для сверления. Скошенная режущая кромка 52, скошенная наклонная поверхность 62 и скошенная отводная поверхность 68 вставки 114 для фрезерования с скоростями подач в отношении вставки 214 для сверления будут названы дополнительной режущей кромкой 52, дополнительной наклонной поверхностью 62 и дополнительной отводной поверхностью 68, соответственно.
[0059] Обратим внимание на фиг. 7-11. В соответствии с первым вариантом осуществления вставка 114 для фрезерования с высокими скоростями подач закреплена в подающем гнезде 116 корпуса 112 инструмента для фрезерования или сверления с высокими скоростями подач. Корпус 112 фрезерного инструмента может содержать три идентичных подающих гнезда 116. Подающие гнезда 116 могут быть расположены симметрично относительно оси А вращения (то есть, расположены на расстоянии в направлении вращения друг от друга на угол 120º). Все подающие гнезда 116 также могут быть расположены на одинаковом радиальном расстоянии от оси А вращения.
[0060] Каждое подающее гнездо 116 содержит установочную упорную поверхность 72 и первую и вторую упорные стенки 74, 76. Подающее гнездо 116 дополнительно содержит зажимное отверстие 78 гнезда, которое открывается к установочной упорной поверхности 72, и крепежный элемент 80 вставки, предпочтительно винт, который ввинчен в зажимное отверстие 78 гнезда. Установочная упорная поверхность 72 обращена в направлении R вращения вокруг оси А вращения (фиг. 9). Упорные стенки 74, 76 проходят поперек к установочной упорной поверхности 72. В настоящих примерах вставки 114, 214 представляют собой вставки с отрицательным углом, и, следовательно, упорные стенки 74, 76 являются по меньшей мере частично плоскими и перпендикулярными к установочной упорной поверхности 72.
[0061] Первая упорная стенка 74 обращена наружу от оси А вращения. Вторая упорная стенка 76 обращена поперек к первой упорной стенке 74. По меньшей мере в разрезе, выполненном параллельно установочной упорной поверхности 72, первая и вторая упорные стенки 74, 76 образуют угол, который подобен упорному углу α.
[0062] Снова обратим внимание на фиг. 12-15. В соответствии со вторым вариантом осуществления режущая вставка 214 для сверления закреплена в сверлильном гнезде 216 корпуса 212 сверлильного инструмента 210. Корпус 212 сверлильного инструмента может содержать два сверлильных гнезда 216, расположенных на противоположных сторонах оси А вращения. Одно из сверлильных гнезд 216 расположено ближе к оси вращения и в настоящем документе будет названо внутренним сверлильным гнездом 216А. Другое сверлильное гнездо 216 в настоящем документе будет названо внешним сверлильным гнездом 216В.
[0063] Каждое сверлильное гнездо 216 содержит установочную упорную поверхность 72 и первую и вторую упорные стенки 74, 76. Сверлильное гнездо 216 дополнительно содержит зажимное отверстие 78 гнезда, которое открывается к установочной упорной поверхности 72, и крепежный элемент 80 вставки, предпочтительно винт, который ввинчен в зажимное отверстие 78 гнезда. Установочная упорная поверхность 72 обращена в направлении R вращения вокруг оси А вращения (фиг. 14). Упорные стенки 74, 76 проходят поперек к установочной упорной поверхности 72. В настоящих примерах вставки 214 для сверления представляют собой вставки с отрицательным углом, и, следовательно, упорные стенки 74, 76 являются по меньшей мере частично плоскими и перпендикулярными к установочной упорной поверхности 72.
[0064] Во внешнем сверлильном гнезде 216В первая упорная стенка 74 обращена наружу от оси А вращения. Во внутреннем сверлильном гнезде 216А первая упорная стенка 74 обращена внутрь к оси А вращения. В обоих внешнем и внутреннем сверлильных гнездах 216А, 216В вторая упорная стенка 76 обращена поперек к первой упорной стенке 74. По меньшей мере в разрезе (фиг. 15), выполненном параллельно установочной упорной поверхности 72, первая и вторая упорные стенки 74, 76 образуют угол, который в пределах производственных допусков равен упорному углу α и имеет тот же диапазон. В соответствии с настоящими предпочтительными вариантами осуществления упорный угол α равен 90 градусам.
[0065] При размещении вставки в любом из упомянутых выше гнезд одна из основных упорных поверхностей 33 упирается в установочную упорную поверхность 72 гнезда; первая внутренняя упорная поверхность 40 на одной из боковых поверхностей 34 упирается в первую упорную стенку 74 гнезда; первая наружная упорная поверхность 44 на одной из передних поверхностей 36 упирается во вторую упорную стенку 76 гнезда. Кроме того, вторая внутренняя упорная поверхность 40, расположенная на указанной одной из боковых поверхностей 34, и вторая наружная упорная поверхность 44, расположенная на указанной одной из передних поверхностей 36, расположены в гнезде между первой упорной стенкой 74 этого гнезда и второй упорной стенкой 76 этого гнезда. Наконец, вставка прикреплена к установочной упорной поверхности 72 гнезда посредством крепежного элемента 80 вставки, проходящего через сквозное зажимное отверстие 28 вставки в зажимное отверстие 78 гнезда.
Группа изобретений относится к обработке материалов резанием и может быть использована для фрезерования или сверления с высокими скоростями подач. Индексируемая вставка имеет вращательную симметрию на 180° вокруг каждой из первой, второй и третьей осей трехмерного евклидова пространства. Вставка имеет противоположные первую и вторую основные поверхности и периферийную поверхность, проходящую между ними. Каждая основная поверхность имеет основную упорную поверхность и по меньшей мере две наклонные поверхности. Вставка имеет сквозное зажимное отверстие, проходящее по третьей оси и открывающееся к основным поверхностям. Периферийная поверхность имеет две противоположные передние поверхности, соединенные с двумя противоположными боковыми поверхностями. Каждая передняя поверхность имеет пару наружных упорных поверхностей, а каждая боковая поверхность имеет пару по меньшей мере частично плоских внутренних упорных поверхностей. Каждая пара наружных упорных поверхностей сходится наружу от третьей оси, и каждая пара внутренних упорных поверхностей сходится внутрь к третьей оси. Повышается стойкость режущего инструмента. 2 н. и 24 з.п. ф-лы, 16 ил.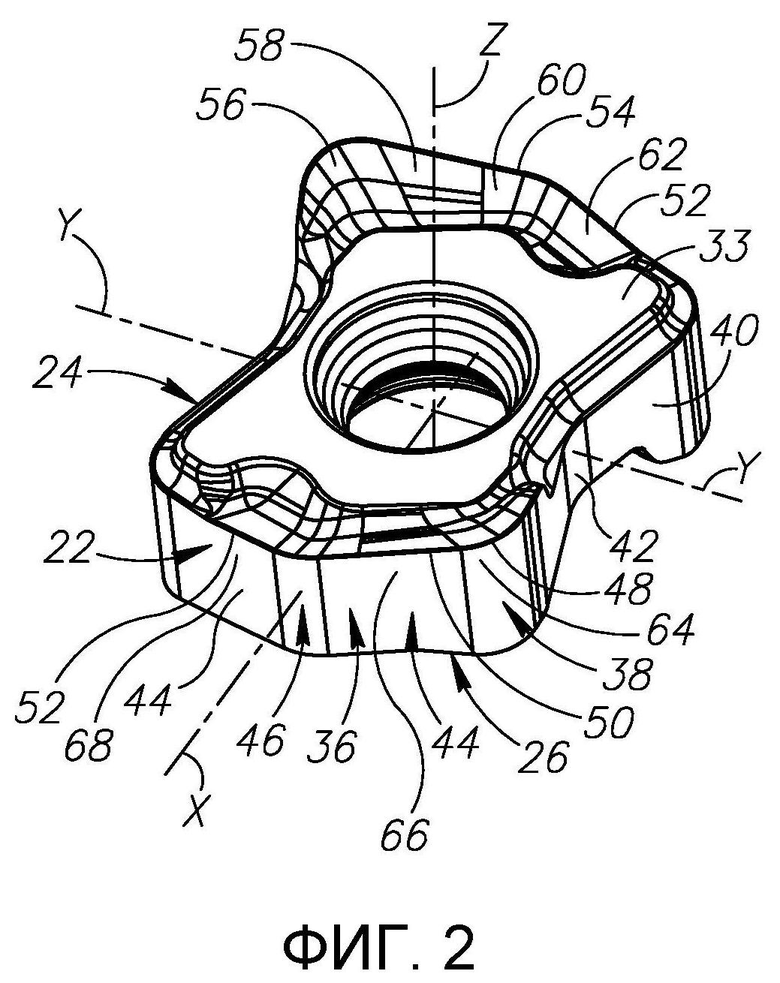
1. Двусторонняя индексируемая вставка (14, 114, 214), выполненная с возможностью осуществления операций фрезерования или сверления с высокими скоростями подач, причем вставка (14, 114, 214) имеет вращательную симметрию на 180 градусов вокруг каждой из продольной первой оси (X), поперечной второй оси (Y) и вертикальной третьей оси (Z) трехмерного эвклидова пространства и содержит:
противоположные первую и вторую основные поверхности (18, 20) и периферийную поверхность (22), проходящую между ними, при этом каждая из первой и второй основных поверхностей (18, 20) содержит основную упорную поверхность (33) и по меньшей мере две наклонные поверхности (58); и
сквозное зажимное отверстие (28), проходящее по третьей оси (Z) и открывающееся к первой и второй основным поверхностям (18, 20);
при этом периферийная поверхность (22) содержит:
две противоположные передние поверхности (36), каждая из которых содержит пару наружных упорных поверхностей (44); и
две противоположные боковые поверхности (34), каждая из которых проходит между двумя передними поверхностями (36), при этом каждая боковая поверхность (34) содержит пару по меньшей мере частично плоских внутренних упорных поверхностей (40);
причем
каждая пара наружных упорных поверхностей (44) сходится наружу от третьей оси (Z), а каждая пара внутренних упорных поверхностей (40) сходится внутрь к третьей оси (Z).
2. Вставка (14, 114, 214) по п. 1, в которой указанное схождение имеет место по меньшей мере в разрезе, выполненном по срединной третьей плоскости (XY), заданной первой и второй осями (X, Y).
3. Вставка (14, 114, 214) по п. 1, в которой на каждой боковой поверхности (34) внутренние упорные поверхности (40) являются самыми большими поверхностями.
4. Вставка (14, 114, 214) по п. 1, в которой в разрезе, выполненном по срединной третьей плоскости (XY), заданной первой и второй осями (X, Y), внутренние упорные поверхности (40), расположенные на каждой боковой поверхности (34), образуют прямые линии, которые длиннее любых других линий на указанной каждой боковой поверхности (34).
5. Вставка (14, 114, 214) по п. 1, в которой на каждой передней поверхности (36) наружные упорные поверхности (44) являются самыми большими поверхностями.
6. Вставка (14, 114, 214) по п. 1, в которой каждая передняя поверхность (36) дополнительно содержит переднюю промежуточную поверхность (46), которая проходит между наружными упорными поверхностями (44), пересекается продольной второй плоскостью (XZ), заданной первой и третьей осями (X, Z), и имеет меньшую площадь, чем каждая из наружных упорных поверхностей (44).
7. Вставка (14, 114, 214) по п. 6, в которой передняя промежуточная поверхность (46) выпукло изогнута наружу.
8. Вставка (14, 114, 214) по п. 1, в которой каждая боковая поверхность (34) дополнительно содержит боковую промежуточную поверхность (42), которая проходит между внутренними упорными поверхностями (40), пересекается поперечной первой плоскостью (YZ), заданной второй и третьей осями (Y, Z), и имеет меньшую площадь, чем каждая из внутренних упорных поверхностей (44).
9. Вставка (14, 114, 214) по п. 8, в которой боковая промежуточная поверхность (42) вогнуто изогнута наружу.
10. Вставка (14, 114, 214) по п. 8, в которой боковая промежуточная поверхность (42) выполнена без возможности упора в гнездо (16, 116, 216) режущего инструмента (10).
11. Вставка (14, 114, 214) по п. 1, в которой единственными поверхностями на периферийной поверхности (22), выполненными с возможностью упора в гнездо (16, 116, 216) режущего инструмента (10), являются внутренние упорные поверхности (40) и наружные упорные поверхности (44).
12. Вставка (14, 114, 214) по п. 1, представляющая собой вставку с отрицательным углом, причем периферийная поверхность (22) параллельна вертикальной третьей оси (Z).
13. Вставка (14, 114, 214) по п. 1, представляющая собой вставку с отрицательным углом, причем внутренние и наружные упорные поверхности (40, 44) параллельны вертикальной третьей оси (Z).
14. Вставка (14, 114, 214) по п. 1, в которой в разрезе, выполненном по срединной третьей плоскости (XY), заданной первой и второй осями (X, Y), внутренние упорные поверхности (40) сходятся в направлении, которое перпендикулярно направлению схождения наружных упорных поверхностей (44).
15. Вставка (14, 114, 214) по п. 1, в которой каждая пара наружных упорных поверхностей (44), расположенных на передней поверхности (36), сходится наружу вдоль второй оси (Y).
16. Вставка (14, 114, 214) по п. 1, в которой каждая пара внутренних упорных поверхностей (40), расположенных на боковой поверхности (34), сходится внутрь вдоль первой оси (X).
17. Вставка (14, 114, 214) по п. 1, дополнительно содержащая четыре режущие части (30), каждая из которых содержит:
первую угловую режущую кромку (48);
вторую угловую режущую кромку (54) и
основную режущую кромку (50), которая проходит между первой и второй угловыми режущими кромками (48, 54).
18. Вставка (14, 114, 214) по п. 17, в которой каждая режущая часть (30) дополнительно содержит скошенную режущую кромку (52), которая проходит от второй угловой режущей кромки (54).
19. Вставка (14, 114, 214) по п. 17, в которой на виде вдоль вертикальной третьей оси (Z) любой из первой и второй основных поверхностей (18, 20) прямая линия, касательная к основной режущей кромке (50), образует острый угол (β) в плане с поперечной второй осью (Y), который находится в диапазоне от 9 до 23°.
20. Вставка (14, 114, 214) по п. 1, в которой
по меньшей мере в разрезе, выполненном по срединной третьей плоскости (XY), заданной первой и второй осями (X, Y), каждая наружная упорная поверхность (44) является прямой и образует внутренний упорный угол (α) с внутренней упорной поверхностью (40), расположенной в противоположном по диагонали квадранте указанного разреза; причем
упорный угол (α) находится в диапазоне от 80 до 95 градусов.
21. Вставка (14, 114, 214) по п. 1, в которой
в направлении, параллельном поперечной второй оси (Y), указанная вставка имеет минимальную ширину W1 в самых внутренних своих частях и максимальную ширину W2 в самых дальних своих частях; причем
отношение ширин R1 = W1/W2 находится в диапазоне от 1,15 до 1,4.
22. Вставка (14, 114, 214) по п. 1, в которой:
в разрезе, выполненном по срединной третьей плоскости (XY), заданной первой и второй осями (X, Y), указанная вставка имеет максимальную длину L вставки, измеряемую в направлении, параллельном продольной первой оси (X);
в указанном разрезе, выполненном по срединной третьей плоскости (XY), каждая внутренняя упорная поверхность (40) имеет внутреннюю упорную длину I; причем
отношение длин R2 = I/L находится в диапазоне от 0,13 до 0,4.
23. Вставка (14, 114, 214) по п. 1, в которой:
на виде вдоль вертикальной третьей оси (Z) указанная вставка имеет максимальную длину L вставки, определяемую между краями вставки в направлении, параллельном продольной первой оси (X);
в разрезе, выполненном по срединной третьей плоскости (XY), заданной первой и второй осями (X, Y), каждая внутренняя упорная поверхность (40) имеет внутреннюю упорную длину I; причем
отношение длин R2 = I/L находится в диапазоне от 0,13 до 0,4.
24. Инструмент (10, 210) для фрезерования или сверления с высокими скоростями подач, имеющий продольную ось (А) вращения и содержащий:
корпус (12, 112, 212) инструмента и
режущую вставку (14, 114, 214) по п. 1, закрепленную в корпусе (12, 112, 212) инструмента.
25. Инструмент (10, 210) по п. 24, в котором:
корпус (12, 112, 212) инструмента имеет радиальное гнездо (16, 116, 216), содержащее:
установочную упорную поверхность (72);
первую и вторую упорные стенки (74, 76), проходящие поперек от установочной упорной поверхности (72); и
зажимное отверстие (78) гнезда, открывающееся к установочной упорной поверхности (72); причем
в разрезе радиального гнезда (16, 116, 216), выполненном параллельно установочной упорной поверхности (72), две прямые линии, касательные к первой и второй упорным стенкам (74, 76), соответственно, образуют между собой упорный угол (α); при этом упорный угол (α) находится в диапазоне от 80 до 95 градусов.
26. Инструмент (10, 210) по п. 25, в котором:
одна из основных упорных поверхностей (33) вставки упирается в установочную упорную поверхность (72) гнезда;
первая внутренняя упорная поверхность (40), расположенная на одной из боковых поверхностей (34), упирается в первую упорную стенку (74) гнезда;
первая наружная упорная поверхность (44), расположенная на одной из передних поверхностей (36), упирается во вторую упорную стенку (76) гнезда;
вторая внутренняя упорная поверхность (40), расположенная на указанной одной из боковых поверхностей (34), и вторая наружная упорная поверхность (44), расположенная на указанной одной из передних поверхностей (36), расположены в гнезде между первой упорной стенкой (74) этого гнезда и второй упорной стенкой (76) этого гнезда; и
вставка прикреплена к установочной упорной поверхности (72) гнезда посредством крепежного элемента (80) вставки, проходящего через сквозное зажимное отверстие (28) вставки в зажимное отверстие (78) гнезда.
| EP 3034215 A1, 22.06.2016 | |||
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| Сборный режущий инструмент | 1985 |
|
SU1255287A1 |
| WO 2005075135 A1, 18.08.2005 | |||
| WO 2016033620 A1, 10.03.2016. | |||

