ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к инструментам для врезания под углом. В частности, настоящее изобретение относится к фрезерным вставкам или вставкам для врезания под углом с наклонными режущими кромками.
УРОВЕНЬ ТЕХНИКИ
[002] В US 7241082 раскрыта вставка, относящаяся в целом к области фрезерования и не содержащая наклонных режущих кромок или не приспособленная для врезания под углом. Вставка для врезания под углом почти не имеет шлифованных поверхностей. Другими словами, вставку для врезания под углом прессуют по размеру, что также означает, что все кромки, включая режущие кромки, прессуют достаточно точно, в результате чего отсутствует необходимость шлифования.
[003] Согласно нижеприведенному описанию, помимо вышеупомянутого преимущества прессования по размеру, способ прессования включает перемещение матриц/пресс-форм/штампов только вдоль одной оси. В частности, используют способ прессования посредством разъемной матрицы, раскрытый в US 7560068. Указанный способ одноосного прессования позволяет использовать небольшое количество деталей матрицы/штампа, повышает простоту производства и, следовательно, значительно снижает производственные затраты. Согласно нижеприведенному описанию, вышеуказанные преимущества сохранены при введении новой комбинации признаков и геометрии, обеспечивающей возможности врезания под углом для известной вставки для врезания под углом.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] Согласно первому аспекту настоящего изобретения, обеспечена двусторонняя индексируемая вставка для врезания под углом с неположительным передним углом, имеющая вращательную симметрию на 180 градусов вокруг каждой из первой, второй и третьей осей трехмерного евклидова пространства, первую срединную плоскость, заданную второй и третьей осями, вторую срединную плоскость YP, заданную первой и третьей осями, и третью срединную плоскость, заданную первой и второй осями,
причем вставка для врезания под углом содержит две первые поверхности, расположенные на противоположных сторонах первой срединной плоскости, и периферическую поверхность вставки, проходящую между первыми поверхностями и пересекающую каждую первую поверхность на периферической кромке,
причем каждая первая поверхность содержит два выступающих угла и два утопленных угла, причем выступающие углы расположены на большем расстоянии от первой срединной плоскости, чем утопленные углы;
причем периферическая поверхность вставки содержит две вторые поверхности и две третьи поверхности, проходящие между ними,
причем каждая первая поверхность содержит ровно две противоположные режущие части,
а каждая режущая часть содержит:
основную режущую кромку, образованную на пересечении первой и второй поверхностей;
угловую режущую кромку на одном из выступающих углов, и
зачистную кромку, связанную с основной режущей кромкой посредством угловой режущей кромки;
при этом
каждая режущая часть также содержит наклонную кромку, проходящую в поперечном направлении от зачистной кромки при рассмотрении на виде, параллельном первой оси; и
каждая третья поверхность содержит только две неположительные наклонные задние поверхности, причем каждая наклонная задняя поверхность проходит от соответствующей наклонной кромки в направлении к первой срединной плоскости, но не выходит за ее пределы.
[005] Согласно третьему аспекту настоящего изобретения, также обеспечен инструмент для врезания под углом, содержащий противоположные обрабатывающий и соединительный концы, причем обрабатывающий конец содержит гнездо и закрепленную в нем вставку для врезания под углом.
[006] Любые из нижеприведенных признаков, отдельно или в комбинации, может быть применимы в контексте любого из вышеуказанных аспектов настоящего изобретения.
[007] На каждой первой поверхности каждая наклонная кромка первой режущей части связана с основной режущей кромкой второй режущей части посредством малой угловой кромки.
[008] На каждой периферической кромке каждая малая угловая кромка расположена ближе к первой срединной плоскости, чем любая из основных угловых кромок.
[009] На каждой первой поверхности малые угловые кромки расположены ближе к третьей срединной плоскости, заданной первой и второй осями, чем угловая режущая кромка.
[0010] На виде, параллельном первой оси, наклонная кромка по меньшей мере частично удалена от линии пересечения, образованной между первой срединной плоскостью и третьей поверхностью.
[0011] На виде, параллельном первой оси, каждая точка третьих поверхностей, расположенная на ближней стороне первой срединной плоскости, является видимой или совпадает с периферической кромкой в положении ближе к точке обзора.
[0012] Зажимное отверстие проходит между первыми или вторыми поверхностями и открыто на них.
[0013] Каждая первая поверхность содержит первую опорную поверхность, параллельную первой срединной плоскости.
[0014] Каждая первая поверхность может содержать первые опорные подповерхности, поперечные относительно первой срединной плоскости.
[0015] Каждая вторая поверхность может содержать плоскую вторую опорную поверхность, параллельную второй срединной плоскости, заданной первой и третьей осями.
[0016] Каждая третья поверхность может содержать плоскую третью опорную поверхность, параллельную третьей срединной плоскости, заданной первой и второй осями.
[0017] Каждая вторая поверхность содержит две основные задние поверхности, каждая из которых проходит от соответствующей основной режущей кромки в поперечном направлении ко второй срединной плоскости, заданной первой и третьей осями.
[0018] Каждая третья поверхность содержит две зачистные задние поверхности, каждая из которых проходит от соответствующей зачистной кромки по направлению к первой срединной плоскости.
[0019] Каждая третья поверхность содержит зачистные задние поверхности, проходящие по направлению к первой срединной плоскости от соответствующих зачистных кромок, и третью опорную поверхность, проходящую между зачистными задними поверхностями. Зачистные задние поверхности могут представлять собой нешлифованные поверхности.
[0020] Каждая наклонную задняя поверхность перпендикулярна или образует острый внутренний задний угол с третьей срединной плоскостью, заданной первой и второй осями.
[0021] Каждая третья поверхность содержит зачистные задние поверхности, проходящие по направлению к первой срединной плоскости от соответствующих зачистных кромок, причем зачистная задняя поверхность и наклонная задняя поверхность не лежат в одной плоскости.
[0022] На виде, параллельном первой оси, при прохождении вдоль наклонной кромки, отходящей от зачистной кромки, каждая последующая точка расположена ближе к третьей срединной плоскости, заданной первой и второй осями, по сравнению с предыдущей точкой.
[0023] На виде, параллельном первой оси, наклонная кромка выглядит прямой и образует острый угол врезания с третьей срединной плоскостью, заданной первой и второй осями.
[0024] Наклонная кромка выполнена непрерывной.
[0025] Вторая срединная плоскость задана первой и третьей осями, а третья срединная плоскость задана первой и второй осями, причем в любом поперечном сечении любой из третьих поверхностей, взятом параллельно второй срединной плоскости, при прохождении вдоль каждой третьей поверхности в направлении от первой срединной плоскости каждая последующая точка расположена на одинаковом расстоянии от третьей срединной плоскости или ближе к ней, по сравнению с предыдущей точкой.
[0026] Вторая срединная плоскость задана первой и третьей осями, а третья срединная плоскость задана первой и второй осями, причем в любом поперечном сечении любой из вторых поверхностей, взятом параллельно третьей срединной плоскости, при прохождении вдоль каждой второй поверхности в направлении от первой срединной плоскости каждая последующая точка расположена на одинаковом расстоянии от второй срединной плоскости или ближе к ней, по сравнению с предыдущей точкой.
[0027] Основная режущая кромка длиннее наклонной кромки, а наклонная кромка длиннее зачистной кромки.
[0028] Вставка для врезания под углом имеет вращательную симметрию режущей кромки по меньшей мере на 180 градусов.
[0029] Вращательная симметрия не включает геометрию, не связанную с функционированием.
[0030] Вращательная симметрия не включает стружколомающие или отводящие поверхности.
[0031] Вставка для врезания под углом выполнена с возможностью фрезерования с подрезанием фаски заготовки ровно под углом в 90 градусов.
[0032] На виде, параллельном первой оси, прямая касательная линия, касательная относительно любой точки наклонной кромки, образует угол врезания менее 20 градусов с третьей срединной плоскостью.
[0033] При прохождении вдоль наклонной кромки в направлении от зачистной кромки наклонная кромка увеличивается вблизи первой срединной плоскости.
[0034] Каждое гнездо может содержать вторую опорную поверхность гнезда с резьбовым отверстием для винта, открытым на указанную поверхность; первую и третью опорные поверхности гнезда, проходящие в поперечном направлении от первой опорной поверхности гнезда; и зажимной винт, выполненный с возможностью зажима вставки для врезания под углом в гнезде.
[0035] В собранном виде инструмента для врезания под углом первая опорная поверхность упирается в первую опорную поверхность гнезда, вторая опорная поверхность упирается во вторую опорную поверхность гнезда, а третья опорная поверхность упирается в третью опорную поверхность гнезда, причем зажимной винт ввинчен в резьбовое отверстие и расположен в зажимном отверстии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0036] Для лучшего понимания настоящего изобретения и для иллюстрации практической реализации настоящего изобретения приведены ссылки на сопутствующие чертежи, на которых:
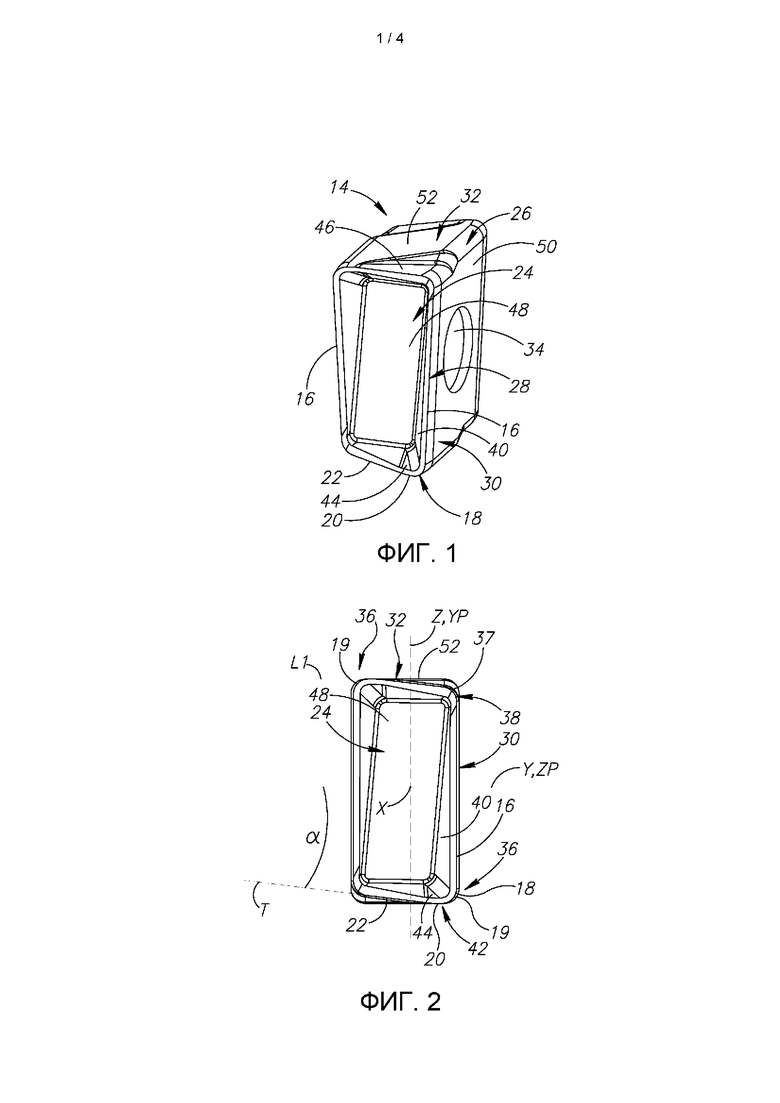
На фиг. 1 показан изометрический вид тангенциальной вставки для врезания под углом.
На фиг. 2 показан вид в плане первой поверхности вставки для врезания под углом по фиг. 1.
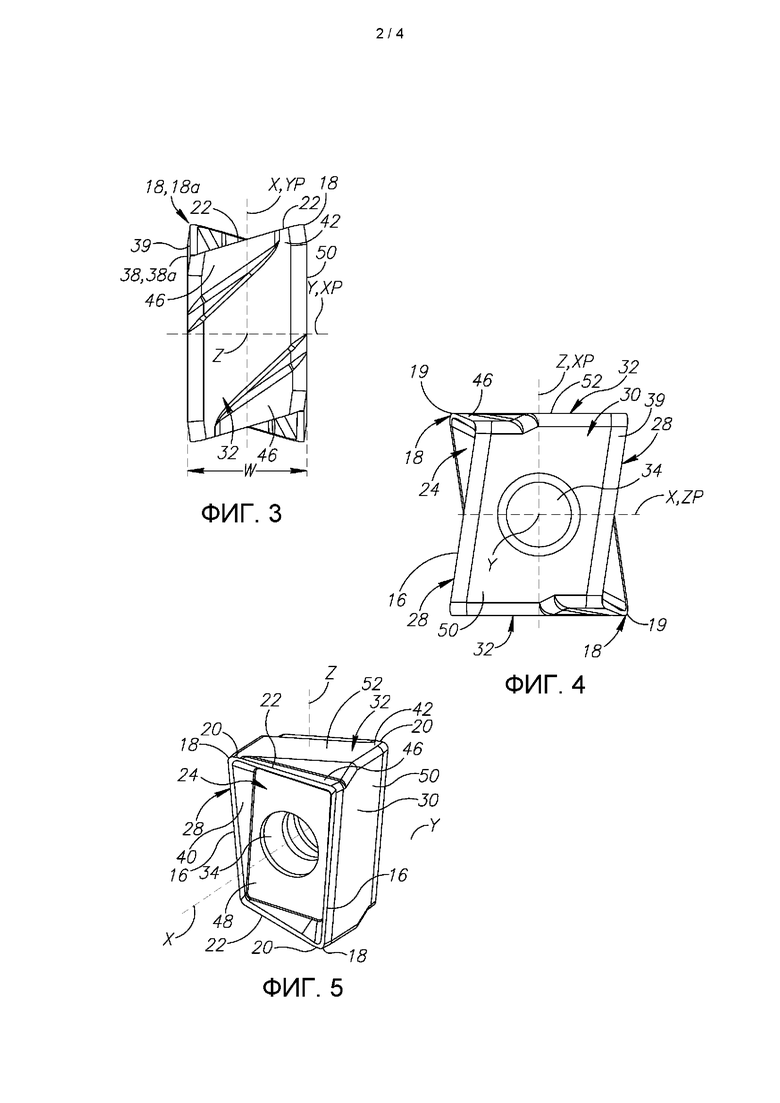
На фиг. 3 показан вид в плане третьей поверхности вставки для врезания под углом по фиг. 1.
На фиг. 4 показан вид в плане второй поверхности вставки для врезания под углом по фиг. 1, причем показано зажимное отверстие, открытое на указанную поверхность.
На фиг. 5 показан изометрический вид радиального примера реализации вставки для врезания под углом по фиг. 1, причем показано зажимное отверстие, открытое на первую поверхность.
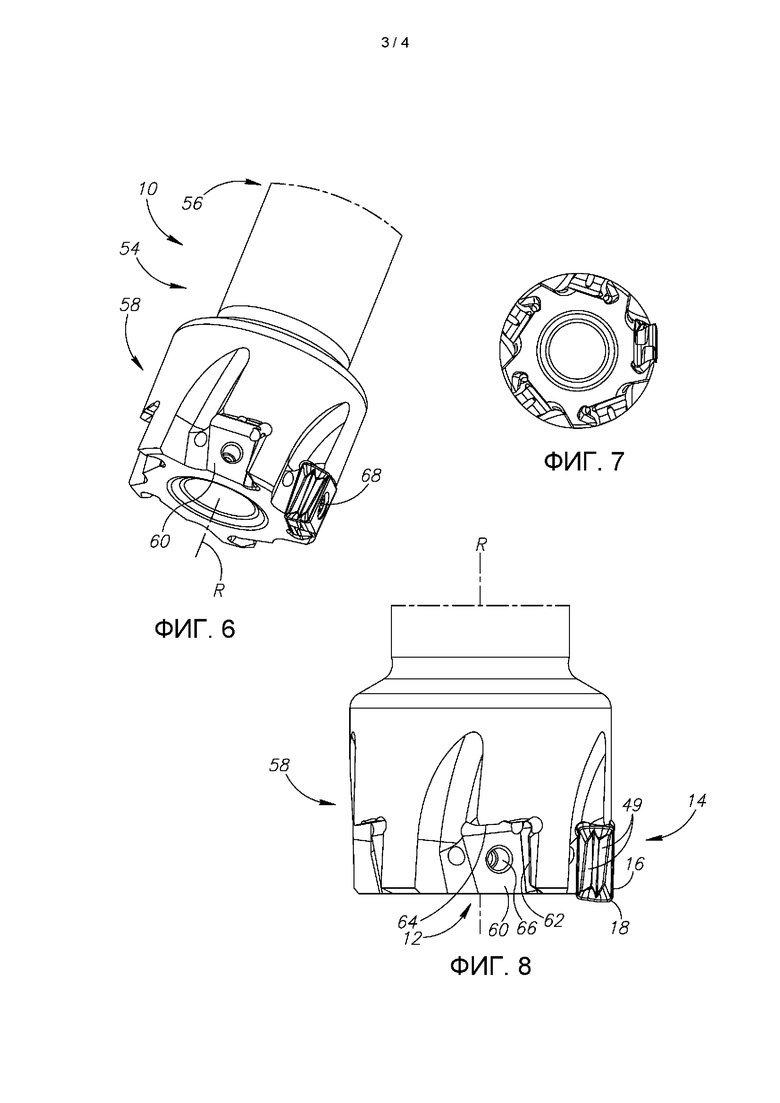
На фиг. 6 показан изометрический вид инструмента для врезания под углом с другим примером реализации вставки для врезания под углом по фиг. 1, закрепленной в гнезде, в собранном виде.
На фиг. 7 показан вид сбоку инструмента для врезания под углом по фиг. 6.
На фиг. 8 показан осевой вид снизу инструмента для врезания под углом по фиг. 6.
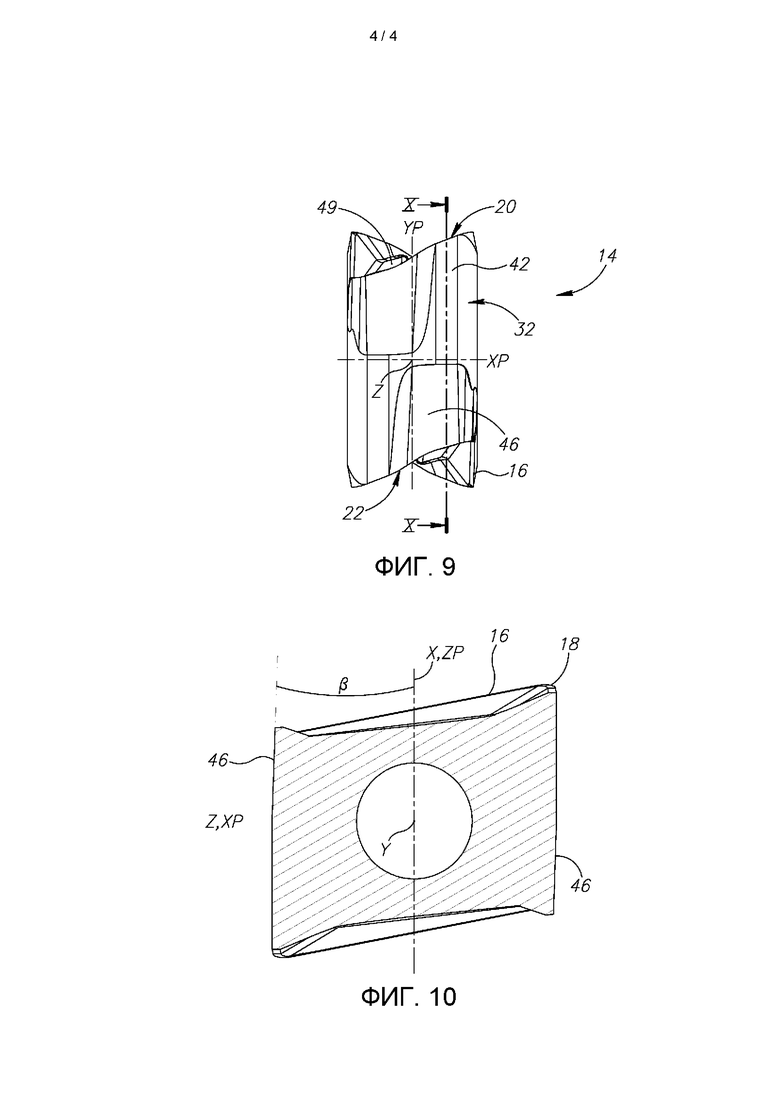
На фиг. 9 показан вид в плане третьей поверхности вставки для врезания под углом по фиг. 6.
На фиг. 10 показан вид в поперечном сечении по линии Х-Х на фиг. 9, проходящем над наклонной задней поверхностью и зачистной задней поверхностью.
[0037] Кроме того, в уместных случаях, для обозначения соответствующих или аналогичных элементов на чертежах могут быть использованы идентичные позиции.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0038] В нижеприведенном описании раскрыты различные аспекты настоящего изобретения. В пояснительных целях конкретные конфигурации и подробности изложены достаточно подробно с целью полного понимания сущности настоящего изобретения. Однако специалисту также будет очевидно, что настоящее изобретение может быть реализовано без использования конкретных конфигураций и подробностей, раскрытых в настоящем описании.
[0039] Нижеприведенное описание приведено со ссылкой на фиг. 1 и 6. Инструмент 10 для врезания под углом содержит несколько гнезд 12 и вставок 14 для врезания под углом, закрепленных в указанных гнездах. Вставка 14 для врезания под углом и инструмент 10 для врезания под углом выполнены с возможностью фрезерования с подрезанием уступа заготовки строго под углом в 90 градусов (в пределах требуемых допусков), а также осуществления операций врезания под углом и зачистки. Соответственно, вставка 14 для врезания под углом содержит по меньшей мере следующие рабочие кромки: основную режущую кромку 16, угловую режущую кромку 18, зачистную кромку 20 и наклонную кромку 22.
[0040] Вставка 14 для врезания под углом обычно выполнена из достаточно твердого и износостойкого материала, такого как цементированный карбид, путем прессования формы и спекания карбидных порошков в связующем. Цементированный карбид может представлять собой, например, карбид вольфрама. Вставка 14 для врезания под углом может быть выполнена с покрытием или без покрытия.
[0041] Описание далее приведено со ссылкой на фиг. 1-4. Вставка 14 для врезания под углом имеет вращательную симметрию на 180 градусов вокруг каждой из первой, второй и третьей осей X, Y, Z трехмерного евклидова пространства. Указанная вращательная симметрия по меньшей мере относится к обрабатывающим или рабочим кромкам вставки 14 для врезания под углом. Вставка 14 для врезания под углом имеет первую срединную плоскость ХР, заданную второй и третьей осями Y, Z, вторую срединную плоскость YP, заданную первой и третьей осями X, Z, и третью срединную плоскость ZP, заданную первой и второй осями X, Y. Вставка 14 для врезания под углом имеет вращательную симметрию вокруг указанных осей по меньшей мере на 180 градусов. Например, вставка 14 для врезания под углом не имеет симметрии на 90 градусов вокруг какой-либо из указанных осей.
[0042] Указанная вращательная симметрия по меньшей мере относится к рабочей обрабатывающей геометрии, такой как наклонные кромки 22, угловые режущие кромки 18, зачистные кромки 20 и основная режущая кромка 16. Например, некоторые функциональные признаки, такие как обозначение / маркировка (последовательных) чисел режущей кромки не включены в указанную вращательную симметрию. Указанная вращательная симметрия также не включает и не относится к геометрии, не связанной с функционированием, такой как, например, цвет вставки 14 для врезания под углом. Кроме того, указанная вращательная симметрия может не включать стружколомающие или отводящие поверхности.
[0043] Вставка 14 для врезания под углом содержит две идентичные первые поверхности 24, расположенные на противоположных сторонах первой срединной плоскости ХР. Каждая первая поверхность 24 содержит два выступающих угла 18а и два утопленных угла 38а, причем выступающие углы 18а расположены на большем расстоянии от первой срединной плоскости ХР, чем утопленные углы 38а. Вставка 14 для врезания под углом содержит периферическую поверхность 26 вставки, проходящую между первыми поверхностями 24. Периферическая поверхность 26 вставки пересекается с каждой из первых поверхностей 24 на периферической кромке 28. Каждая периферическая поверхность 26 вставки содержит две вторые поверхности 30, расположенные на противоположных сторонах второй срединной плоскости YP. Периферическая поверхность 26 вставки также содержит две третьи поверхности 32, расположенные на противоположных сторонах третьей срединной плоскости ZP. Каждая третья поверхность 32 проходит между двумя вторыми поверхностями 30. Вставка 14 для врезания под углом содержит зажимное отверстие 34, проходящее между двумя первыми поверхностями 24 (фиг.1-4) или между двумя вторыми поверхностями 30 (фиг. 5) и открытое на них.
[0044] Нижеприведенное описание приведено со ссылкой на фиг. 4 и фиг. 9-10. Вставка 14 для врезания под углом является индексируемой, двусторонней и имеющей неположительный передний угол. Термин «неположительная» использован в том смысле, что вставка 14 для врезания под углом не имеет какой-либо положительной геометрии (такой, как острые задние углы), и соответственно, имеет отрицательную конструкцию/форму (подобную вставку в данной области техники называют вставкой с отрицательным передним углом) и/или конструкцию, противоположную так называемой положительной конструкции. Другими словами, при прохождении вдоль второй или третьей поверхностей 30, 32 в перпендикулярном направлении от первой срединной плоскости ХР ни одна из второй или третьей поверхностей 30, 32 не проходит кнаружи в направлении от второй или третьей срединных плоскостей YP, ZP, соответственно. Другими словами, и согласно нижеприведенному описанию, ни одна задняя поверхность, проходящая от периферических кромок 28, не образует тупой внутренний угол (по внутреннему измерению, внутри вставки 14 для врезания под углом) со второй или третьей срединными плоскостями YP, ZP (образует только, например, прямые или острые внутренние углы). В ходе изготовления вставки 14 для врезания под углом, по завершении процесса прессования формы, настоящая инновационная геометрия обеспечивает простое, эффективное и надежное извлечение прессованного (хрупкого) сырца из разъемной матрицы, разъем которой проходит в первой срединной плоскости ХР.
[0045] Следовательно, в любом поперечном сечении второй поверхности 30, взятом параллельно третьей срединной плоскости ZP, при прохождении в направлении от первой срединной плоскости ХР, каждая последующая точка второй поверхности 30 расположена на одинаковом расстоянии от второй срединной плоскости YP или ближе к ней, по сравнению с предыдущей точкой. Кроме того, в любом поперечном сечении третьей поверхности 32, взятом параллельно второй срединной плоскости YP (согласно фиг. 9 и 10), при прохождении в направлении от первой срединной плоскости ХР, каждая последующая точка третьей поверхности 32 расположена на одинаковом расстоянии от третьей срединной плоскости ZP или ближе к ней, по сравнению с предыдущей точкой.
[0046] Вставка 14 для врезания под углом содержит ровно четыре режущие части 36. Каждая первая поверхность 24 содержит ровно две диагонально противоположные режущие части 36. Каждая режущая часть 36 содержит четыре кромки, расположенные на соответствующей периферической кромке 28 поблизости от выступающего угла 18а. В частности, указанные кромки представляют собой основную режущую кромку 16; зачистную кромку 20, связанную с основной режущей кромкой 16 посредством угловой режущей кромки 18; и наклонную режущую кромку или наклонную кромку 22. Каждая угловая режущая кромка 18 имеет угловую режущую вершину 19, представляющую собой самую высокую или самую удаленную от первой срединной плоскости ХР часть угловой режущей кромки 18. Наклонная кромка 22 непосредственно связана с зачистной кромкой 20 и проходит в поперечном ей направлении (на виде, параллельном первой оси X). Зачистные кромки 20 и наклонные кромки 22 не лежат на одной прямой. Основная режущая кромка 16 длиннее наклонной кромки 22. Наклонная кромка 22 длиннее зачистной кромки 20. Согласно фиг. 2 и 3, наклонные кромки 22 проходят с обеих сторон от второй срединной плоскости YP. В некоторых примерах реализации наклонные кромки 22 могут проходить вдоль второй оси Y на 5-50% ширины W вставки при измерении между противоположными вторыми поверхностями 30.
[0047] На утопленных углах 18а каждой из первых поверхностей 24 указанная поверхность содержит ровно две диагонально противоположные малые угловые кромки 38, каждая из которых проходит между каждыми двумя режущими частями 36. Каждая малая угловая кромка имеет малую угловую вершину 37, представляющую собой самую высокую или самую удаленную от первой срединной плоскости ХР часть малой угловой кромки 38. Малые угловые кромки 38 расположены ближе к первой срединной плоскости ХР, чем угловые режущие кромки 18. Малые угловые вершины 37 расположены ближе к первой срединной плоскости ХР, чем угловые режущие вершины 19. Кроме того, на каждой первой поверхности 24 малые угловые кромки 38 расположены ближе к третьей срединной плоскости ZP, чем угловая режущая кромка 18 (на виде, параллельном первой оси X). Далее, на каждой первой поверхности 24 малые угловые вершины 37 расположены ближе к третьей срединной плоскости ZP, чем угловые режущие вершины 17 (на виде, параллельном первой оси X). На каждой первой поверхности 24 каждая наклонная кромка 22 одной режущей части 36 связана с основной режущей кромкой 16 соседней режущей части 36 посредством малой угловой кромки 38.
[0048] Основная режущая кромка 16, угловая режущая кромка 18 и наклонная кромка 22 представляют собой острые режущие кромки, выполненные с возможностью удаления материала из заготовки. Напротив, зачистная кромка 20 не выполнена с возможностью (и лишена возможности) удаления материала из заготовки, а выполнена с возможностью выполнения операций зачистки и/или выравнивания, которые улучшают качество поверхности заготовки. Кроме того, малые угловые кромки 38 также не выполнены с возможностью выполнения обработки какого-либо вида, они не выполнены острыми и лишены возможности удаления материала из заготовки.
[0049] Каждая основная режущая кромка 16 выполнена на пересечении между каждыми первой поверхностью 24 и второй поверхностью 30. Каждая вторая поверхность 30 содержит основную заднюю поверхность 39, проходящую от основной режущей кромки 16 по направлению к первой срединной плоскости ХР. Каждая первая поверхность 24 содержит основную переднюю поверхность 40, проходящую от основной режущей кромки 16 по направлению ко второй срединной плоскости YP. Каждая основная режущая кромка 16 проходит между малой угловой кромкой 38 и угловой режущей кромкой 18. Как лучше всего видно на фиг. 4, на виде второй поверхности 30, параллельном второй оси Y, основная режущая кромка 16 выполнена наклонной в направлении первой срединной плоскости ХР от угловой режущей кромки 18 к соседней малой угловой кромке 38. Другими словами, основная режущая кромка 16 проходит в поперечном направлении относительно первой срединной плоскости ХР.
[0050] Каждая зачистная кромка 20 образована на пересечении первой и третьей поверхностей 24, 32. Зачистная кромка 20 проходит в поперечном направлении относительно основной режущей кромки 16. Угловая режущая кромка 18 связывает основную режущую кромку 16 с зачистной кромкой 20. Каждая третья поверхность 32 содержит зачистную заднюю поверхность 42, проходящую от зачистной кромки 20 по направлению к первой срединной плоскости ХР. Зачистная задняя поверхность 42 может быть перпендикулярной первой срединной плоскости ХР. Согласно фиг. 2, при рассмотрении вставки 14 для врезания под углом на виде, параллельном первой оси X, зачистная задняя поверхность 42 может выглядеть как прямая линия. Каждая первая поверхность 24 содержит зачистную поверхность 44, отходящую от зачистной кромки 20.
[0051] Каждая наклонная кромка 22 также образована на пересечении первой и третьей поверхностей 24, 32. На виде, параллельном первой оси X, наклонная кромка 22 проходит в поперечном направлении от зачистной кромки 20 и может образовывать острый угол α врезания с третьей срединной плоскостью ZP. Другими словами, при прохождении вдоль наклонной кромки 22 в направлении от зачистной кромки 20 наклонная кромка 22 увеличивается вблизи третьей срединной плоскости ZP. По существу, на виде, параллельном первой оси X, прямая касательная линия Т, касательная относительно любой точки наклонной кромки 22, образует угол а врезания с третьей срединной плоскостью ZP. Угол а врезания принимает значения от 0 до 20 градусов.
[0052] Согласно фиг. 3, каждая третья поверхность 32 содержит наклонную заднюю поверхность 46, проходящую от наклонной кромки 22 по направлению к первой срединной плоскости ХР, но не выходящую за ее пределы. Наклонная задняя поверхность 46 может быть перпендикулярна первой плоскости ХР (согласно фиг. 3 и 4). В другом варианте наклонная задняя поверхность 46 может образовывать острый внутренний задний угол р врезания с третьей плоскостью ZP (согласно поперечному сечению на фиг. 10). Зачистная задняя поверхность 42 и наклонная задняя поверхность 46 не лежат в одной плоскости.
[0053] Указанная выгодная геометрия может быть описана в контексте элементов, видимых на определенных видах, в особенности на фиг. 1 и 2. Например, при рассмотрении вставки 14 для врезания под углом на виде, параллельном первой оси X, на указанном виде видны только наклонные задние поверхности 46, расположенные ближе к точке обзора (т.е. на переднем плане на фиг. 2). В качестве другого примера на указанном виде не видны наклонные задние поверхности 46, расположенные на самой дальней стороне первой срединной плоскости ХР от точки обзора. Кроме того, на указанном виде каждая точка третьих поверхностей 32, расположенная на ближней стороне (т.е. на переднем плане на фиг. 2) первой срединной плоскости ХР, является видимой или совпадает с видимой частью периферической кромки 28. В еще одном примере, на указанном виде каждая наклонная кромка 22 по меньшей мере частично удалена от линии L1 пересечения первой срединной плоскости ХР и третьей поверхности 32 (например, вдоль опорной поверхности 52, показанной на фиг. 2 и раскрытой в нижеприведенном описании).
[0054] Вследствие вышеупомянутой геометрии наклонной задней поверхности, а также вследствие того факта, что каждая наклонная задняя поверхность 46 не выходит за пределы первой плоскости ХР, и того факта, что указанная вставка имеет неположительную геометрию для всех режущих кромок, вставка может быть выполнена прессованием в двухсекционной матрице без образования подрезов на сырце (в особенности на третьей поверхности 32). Кроме того, каждая наклонная задняя поверхность 46 на указанной вставке представляет собой нешлифованную наклонную заднюю поверхность, т.е. поверхность, форма которой задана путем прессования и спекания без последующего шлифования. Подобные нешлифованные наклонные задние поверхности обычно имеют шероховатость поверхности, заметно превышающую шероховатость шлифованной поверхности.
[0055] Вышеупомянутые ограничения, относящиеся к выполнению наклонной задней поверхности 46 на одной стороне первой плоскости ХР, важны по меньшей мере потому, что в случае, в котором по меньшей мере часть матрицы (предназначенной для формирования наклонных задних поверхностей 46 и любой другой геометрии или подповерхности третьей поверхности 32, которая может не быть параллельна третьей плоскости ZP) проходит за пределы линии разъема матрицы (или плоскости ХР, пересекающей указанную линию), имеют место присущие подобному случаю нежелательные геометрии (такие, как углы), что может приводить к следующим проблемам, связанным с прессованием формы: (а) снижение точности кромок и поверхностей; (b) утечки порошка (что может привести к появлению градов/лишних геометрий); (с) увеличение затрат на изготовление матриц, нарушение повторяемости сопоставления матриц; и (d) общее снижение надежности процесса.
[0056] Каждая первая поверхность 24 может содержать первую опорную поверхность 48 (фиг. 1, 6 и 8), проходящую между основными передними поверхностями 40. Первая опорная поверхность 48 может быть плоской и ориентированной параллельно первой срединной плоскости ХР (согласно фиг. 1 и 2). Первая опорная поверхность 48 (фиг. 6 и 8) может содержать две первые опорные подповерхности 49, сходящиеся кнаружи в направлении от первой срединной плоскости ХР.
[0057] Каждая вторая поверхность 30 содержит вторую опорную поверхность 50, проходящую между основными задними поверхностями 39. Вторая опорная поверхность 50 может быть плоской и ориентированной параллельно второй срединной плоскости YP.
[0058] Каждая третья поверхность 32 содержит третью опорную поверхность 52, проходящую между вторыми поверхностями 30. Третья опорная поверхность 52 может быть плоской и ориентированной параллельно третьей срединной плоскости ZP. Каждая третья опорная поверхность 52 может проходить между зачистными задними поверхностями 42. Согласно некоторым примерам реализации, каждая третья опорная поверхность 52 и соседняя зачистная задняя поверхность 42 лежат в одной плоскости. Третья опорная поверхность 52 всегда удалена от наклонных кромок 22.
[0059] Следует понимать, что каждая из первой, второй и третьей опорных поверхностей 48, 50, 52 может быть отшлифована с целью улучшения посадки. Однако, согласно вышеприведенному описанию, наклонная задняя поверхность 46, расположенная на той же третьей поверхности 32, что и третья опорная поверхность 52, может представлять собой нешлифованную поверхность.
[0060] Нижеприведенное описание приведено со ссылкой на фиг. 6-8. Инструмент 10 для врезания под углом может иметь удлиненный корпус 54 или хвостовик, и вращается вокруг оси R инструмента. Инструмент 10 для врезания под углом содержит противоположные соединительный и обрабатывающий концы 56, 58. Согласно некоторым примерам реализации (например, согласно фиг. 6-8), гнезда 12 расположены по касательной (согласно нижеприведенному описанию) на обрабатывающем конце 58 вокруг оси R инструмента.
[0061] Каждое гнездо 12 содержит вторую опорную поверхность 60 гнезда и первую и третью опорные поверхности 62, 64 гнезда, проходящие в поперечном направлении относительно второй опорной поверхности 60 гнезда.
[0062] Вторая опорная поверхность 60 гнезда содержит резьбовое отверстие 66 с внутренней резьбой, открытое на указанную поверхность для размещения в нем зажимного винта 68. Согласно данному тангенциальному примеру (фиг. 7), вторая опорная поверхность 60 гнезда обращена в направлении от оси R вращения.
[0063] В соответствии с некоторыми «праворежущими» инструментами для врезания под углом (фиг.8) первая опорная поверхность 62 гнезда обращена в направлении вращения вправо, а третья опорная поверхность 64 гнезда обращена в направлении, параллельном оси R вращения, в направлении от соединительного конца 56.
[0064] B собранном виде вставка 14 для врезания под углом установлена в гнезде 12, зажимной винт 68 расположен внутри зажимного отверстия 34 и ввинчен в резьбовое отверстие 66 в гнезде 12. В собранном виде зажимное и винтовое отверстия 34, 66 являются эксцентрическими, что позволяет винту (при затягивании) направлять вставку 14 для врезания под углом в направлении первой и третьей опорных стенок.
[0065] B собранном виде первая опорная поверхность 48 упирается в первую опорную поверхность 62 гнезда, вторая опорная поверхность 50 упирается во вторую опорную поверхность 60 гнезда, а третья опорная поверхность 52 упирается в третью опорную поверхность 64 гнезда.
Группа изобретений относится к обработке материалов с использованием фрезерных вставок или вставок для врезания под углом с наклонными режущими кромками. Двусторонняя индексируемая вставка для врезания под углом с неположительным передним углом имеет вращательную симметрию на 180° вокруг каждой из первой, второй и третьей осей трехмерного евклидова пространства. Вставка содержит две первые поверхности и периферическую поверхность вставки, проходящую между ними, и четыре режущие части, каждая из которых содержит основную режущую кромку, зачистную кромку, поперечно связанную с ней посредством угловой режущей кромки, и наклонную кромку, проходящую от зачистной кромки в поперечном направлении при рассмотрении на виде, параллельном первой оси. Каждая периферическая поверхность содержит четыре неположительные задние наклонные поверхности, каждая из которых проходит от соответствующей наклонной кромки в направлении к первой срединной плоскости, заданной второй и третьей осями, но не выходит за ее пределы. Обеспечивается возможность фрезерования с подрезанием уступа заготовки под заданным углом, повышается производительность. 2 н. и 20 з.п. ф-лы, 10 ил.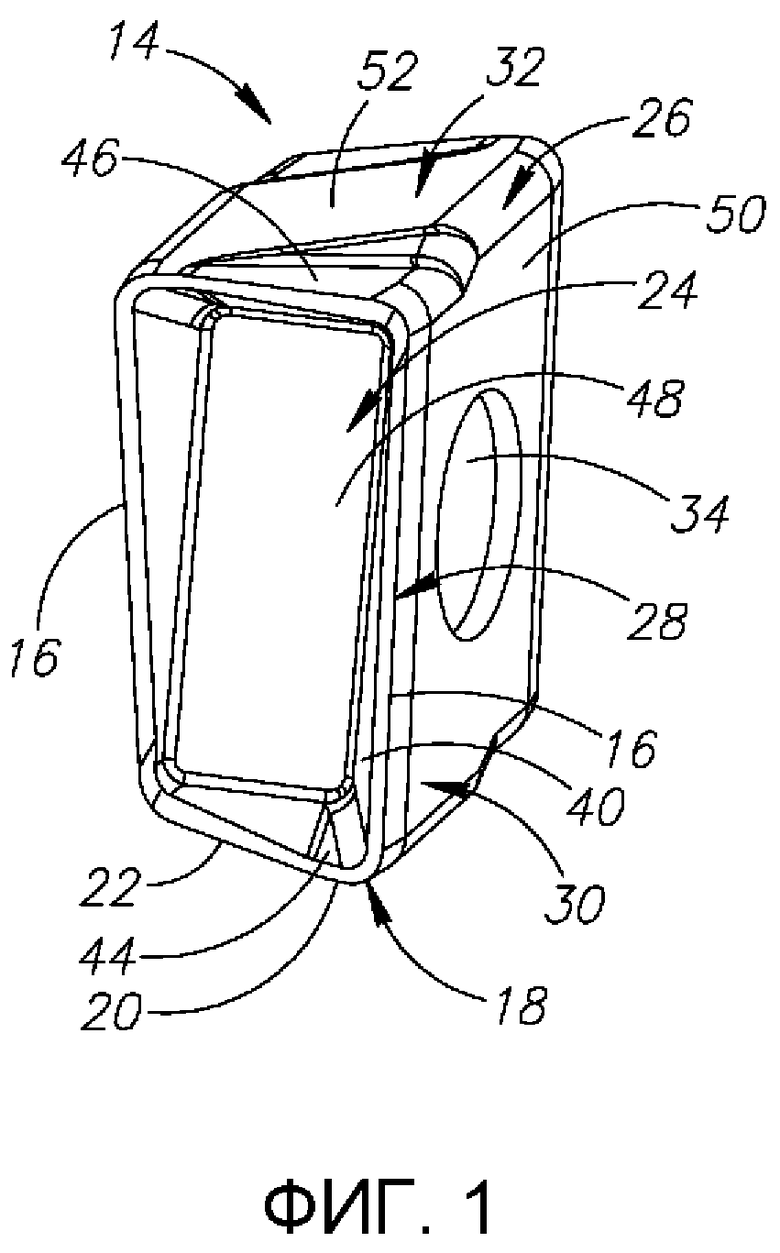
1. Двусторонняя индексируемая вставка (14) для врезания под углом, имеющая неположительную геометрию резания и вращательную симметрию на 180° вокруг каждой из первой, второй и третьей осей (X, Y, Z) трехмерного евклидова пространства, первую срединную плоскость (ХР), заданную второй и третьей осями (Y, Z), вторую срединную плоскость (YP), заданную первой и третьей осями (X, Z), и третью срединную плоскость (ZP), заданную первой и второй осями (X, Y),
причем вставка (14) для врезания под углом содержит две первые поверхности (24), расположенные на противоположных сторонах первой срединной плоскости (ХР), и периферическую поверхность (26) вставки, проходящую между первыми поверхностями (24) и пересекающую каждую первую поверхность (24) на периферической кромке (28),
причем каждая первая поверхность (24) содержит два выступающих угла (18а) и два утопленных угла (38а), причем выступающие углы (18а) расположены на большем расстоянии от первой срединной плоскости (ХР), чем утопленные углы (38а),
причем периферическая поверхность (26) вставки содержит две вторые поверхности (30) и две третьи поверхности (32), проходящие между ними,
причем каждая первая поверхность (24) содержит только две противоположные режущие части (36),
а каждая режущая часть (36) содержит:
основную режущую кромку (16), образованную на пересечении первой и второй поверхностей (24, 30);
угловую режущую кромку (18) на одном из выступающих углов (18а), и
зачистную кромку (20), связанную с основной режущей кромкой (16) посредством угловой режущей кромки (18);
при этом
каждая режущая часть (36) содержит наклонную кромку (22), проходящую в поперечном направлении от зачистной кромки (20) и образующую острый угол (α) врезания с третьей срединной плоскостью (ZP) при рассмотрении на виде, параллельном первой оси (Х), и
каждая третья поверхность (32) содержит только две неположительные наклонные задние поверхности (46),
причем каждая наклонная задняя поверхность (46) проходит от соответствующей наклонной кромки (22) в направлении к первой срединной плоскости (ХР), но не выходит за ее пределы, и
третья поверхность (32) содержит две неположительные зачистные задние поверхности (42), каждая из которых проходит от соответствующей зачистной кромки (20) по направлению к первой срединной плоскости (ХР).
2. Вставка (14) для врезания под углом по п. 1, в которой на каждой первой поверхности (24) каждая наклонная кромка (22) первой режущей части (36) связана с основной режущей кромкой (16) второй режущей части (36) посредством малой угловой кромки (38).
3. Вставка (14) для врезания под углом по п. 2, в которой на виде, параллельном третьей оси (Z), на каждой периферической кромке (28) каждая малая угловая кромка (38) расположена ближе к первой срединной плоскости (ХР), чем любая из угловых режущих кромок (18).
4. Вставка (14) для врезания под углом по п. 1, в которой на виде, параллельном первой оси (X), на каждой первой поверхности (24) малые угловые кромки (38) расположены ближе к третьей срединной плоскости (ZP), чем угловые режущие кромки (18).
5. Вставка (14) для врезания под углом по п. 1, в которой на виде, параллельном первой оси (X), наклонная кромка (22) по меньшей мере частично удалена от линии пересечения между первой срединной плоскостью (ХР) и третьей поверхностью (32).
6. Вставка (14) для врезания под углом по п. 1, в которой на виде, параллельном первой оси (X), каждая точка третьих поверхностей (32), расположенная на ближней стороне первой срединной плоскости (ХР), является видимой или совпадает с периферической кромкой (28), расположенной на ближней стороне.
7. Вставка (14) для врезания под углом по п. 1, в которой зажимное отверстие (34) проходит между первыми поверхностями (24) или между противоположными вторыми поверхностями (30) и открыто на них.
8. Вставка (14) для врезания под углом по п. 1, в которой каждая вторая поверхность (30) содержит плоскую вторую опорную поверхность (50), параллельную второй срединной плоскости (YP).
9. Вставка (14) для врезания под углом по п. 1, в которой каждая наклонная задняя поверхность (46) перпендикулярна или образует острый внутренний задний угол (β) врезания с третьей срединной плоскостью (ZP).
10. Вставка (14) для врезания под углом по п. 1, в которой на виде, параллельном первой оси (X), при прохождении вдоль наклонной кромки (22), проходящей от зачистной кромки (20), каждая последующая точка расположена ближе к третьей срединной плоскости (ZP) по сравнению с предыдущей точкой.
11. Вставка (14) для врезания под углом по п. 1, в которой зачистная задняя поверхность (42) и наклонная задняя поверхность (46), выполненные на одной третьей поверхности (32), не лежат в одной плоскости.
12. Вставка (14) для врезания под углом по п. 1, в которой на виде, параллельном первой оси (X), острый угол (α) врезания составляет менее 20 градусов.
13. Вставка (14) для врезания под углом по п. 1, в которой каждая зачистная задняя поверхность (42) перпендикулярна первой срединной плоскости (ХР).
14. Вставка (14) для врезания под углом по п. 1, дополнительно содержащая третью опорную поверхность (52), проходящую между зачистными задними поверхностями (42).
15. Вставка (14) для врезания под углом по п. 1, в которой в любом поперечном сечении любой из третьих поверхностей (32), взятом параллельно второй срединной плоскости (YP), при прохождении вдоль указанной одной третьей поверхности (32) в направлении от первой срединной плоскости (ХР) каждая последующая точка расположена на одинаковом расстоянии от третьей срединной плоскости (ZP) или ближе к ней, по сравнению с предыдущей точкой.
16. Вставка (14) для врезания под углом по п. 1, в которой в любом поперечном сечении любой из вторых поверхностей (30), взятом параллельно третьей срединной плоскости (ZP), при прохождении вдоль указанной одной второй поверхности (30) в направлении от первой срединной плоскости (ХР) каждая последующая точка расположена на одинаковом расстоянии от второй срединной плоскости (YP) или ближе к ней, по сравнению с предыдущей точкой.
17. Вставка (14) для врезания под углом по п. 1, в которой вставка (14) для врезания под углом имеет вращательную симметрию режущей кромки по меньшей мере на 180 градусов относительно всех трех из первой, второй и третьей осей (X, Y, Z).
18. Вставка (14) для врезания под углом по п. 1, в которой при прохождении вдоль наклонной кромки (22) в направлении от зачистной кромки (20) наклонная кромка (22) увеличивается вблизи первой срединной плоскости (ХР).
19. Вставка (14) для врезания под углом по п. 1, в которой наклонные задние поверхности (46) представляют собой нешлифованные поверхности.
20. Инструмент (10) для врезания под углом, содержащий противоположные обрабатывающий и соединительный концы (56, 58), в котором обрабатывающий конец (56) содержит по меньшей мере одно гнездо (12), в котором закреплена двусторонняя индексируемая вставка (14) для врезания под углом по п. 1.
21. Инструмент (10) для врезания под углом по п. 20, в котором по меньшей мере одно гнездо (12) содержит:
вторую опорную поверхность (60) гнезда с резьбовым отверстием (66) для винта, открытым на указанную поверхность;
первую и третью опорные поверхности (62, 64) гнезда, проходящие в поперечном направлении от первой опорной поверхности (60) гнезда; и
зажимной винт (68), выполненный с возможностью зажима вставки (14) для врезания под углом в гнезде (12).
22. Инструмент (10) для врезания под углом по п. 21, в котором в режущей вставке:
каждая первая поверхность (24) содержит плоскую первую опорную подповерхность (49), поперечную относительно первой срединной плоскости (ХР),
каждая вторая поверхность (30) содержит плоскую вторую опорную поверхность (50), параллельную второй срединной плоскости (YP),
каждая третья поверхность (32) содержит плоскую третью опорную поверхность (52), параллельную третьей срединной плоскости (ZP), и
зажимное отверстие (34) проходит между противоположными первыми поверхностями (24) или между противоположными вторыми поверхностями (30) и открыто на них,
первая опорная поверхность (48) вставки упирается в первую опорную поверхность (62) гнезда, вторая опорная поверхность (50) вставки упирается во вторую опорную поверхность (60) гнезда, а третья опорная поверхность (52) вставки упирается в третью опорную поверхность (64) гнезда, и
зажимной винт (68) ввинчен в резьбовое отверстие (66) и расположен в зажимном отверстии (34).
| US 2013108388 A1, 02.05.2013 | |||
| DE 102012108751 A1, 20.03.2014 | |||
| ВЫСОКОСКОРОСТНЫЕ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА | 2014 |
|
RU2566242C1 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| ВЫСОКОСКОРОСТНАЯ КОНЦЕВАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВЫСОКОСКОРОСТНОЙ КОНЦЕВОЙ ФРЕЗЫ | 2005 |
|
RU2375156C2 |

