Изобретение относится к устройствам для получения аммонизированного рассола в производстве кальцинированной соды аммиачным методом.
Технология получения кальцинированной соды аммиачным методом представляет собой совокупность технологических стадий, включающих: стадию добычи, приготовления и очистки рассола, стадию обжига карбонатного сырья, стадию получения аммонизированного рассола, стадию карбонизации, стадию фильтрации, стадию дистилляции, стадию кальцинации.
Стадия получения аммонизированного рассола является одной из основных стадий технологии. Процесс получения аммонизированного рассола заключается в насыщении рассола аммиаком и углекислым газом из парогазовой смеси, поступающей со стадии дистилляции. Процесс осуществляют в колонном аппарате, состоящем, как правило, из абсорбционной колонны, промывателя газа абсорбции, второго промывателя газа колонн, промывателя воздуха фильтров. Рассол подают в колонный аппарат со стадии добычи, приготовления и очистки рассола. Рассол делят на две части. Первую часть пропускают через промыватель воздуха фильтров и направляют во второй промыватель газа колонн, вторую часть пропускают через промыватель газа абсорбции и также направляют во второй промыватель газа колонн. В перечисленных аппаратах получают слабоаммонизированный рассол, который передают в абсорбционную колонну для взаимодействия с парогазовой смесью стадии дистилляции. Полученный после колонного аппарата продукционный аммонизированный рассол охлаждают в холодильнике и собирают в сборнике аммонизированного рассола для дальнейшей передачи на стадию карбонизации с целью получения кристаллов бикарбоната натрия.
Аппараты стадии абсорбции, такие как: промыватель воздуха фильтров, промыватель газа абсорбции, второй промыватель газа колонн, абсорбционная колонна - объединяют в один колонный аппарата для облегчения регулировки процесса получения аммонизированного рассола, избежания возможных утечек рассола и аммиака через сальники насосов и снижения расхода электроэнергии. При этом жидкость самотеком перетекает из одного аппарата в другой через гидрозатворы. Все основные аппараты стадии получения аммонизированного рассола работают под разрежением, создаваемым вакуумными насосами. Под давление работает только второй промыватель газа колонн. В аппаратах газ и жидкость движутся в противотоке друг к другу [Крашенинников С.А. Технология кальцинированной соды и очищенного бикарбоната натрия // М.: Высш. шк. -1985].
Известна установка для получения аммонизированного рассола в две стадии [Крашенинников С.А. Технология кальцинированной соды и очищенного бикарбоната натрия // М.: Высш. шк. - 1985.], с противотоком газа и жидкости, состоящая из первого абсорбера (АБ-1), второго абсорбера (АБ-2) и оросительного холодильника.
АБ-1 представляет собой аппарат барботажного типа, состоящий из семи чугунных бочек, между которыми расположено пять барботажных тарелок. В верхней бочке расположен патрубок вывода газовоздушной смеси после взаимодействия с аммонизированным рассолом. Во второй бочке считая сверху, расположен патрубок ввода слабо аммонизированного рассола после второго промывателя газа колонн. В нижней бочке расположен патрубок вывода частично аммонизированного рассола в оросительный холодильник.
Второй абсорбер (АБ-2) состоит из семи чугунных бочек. Три бочки снабжены барботажными тарелками. Верхние три бочки служат постаментом для первого абсорбера. Четвертая бока, считая сверху, снабжена патрубком ввода охлажденного частично аммонизированного рассола. Нижняя бочка содержит патрубок ввода парогазовой смеси после холодильника газа дистилляции и патрубок вывода продукционного аммонизированного рассола. Второй абсорбер установлен на постаменте-резервуаре для перетока продукционного аммонизированного рассола в сборник аммонизированного рассола самотеком.
Основными недостатками рассмотренной установки являются низкая пропускная способность по газу и по жидкости, что значительно ограничивает производительность, низкая степень поглощения углекислого газа рассолом и высокое суммарное гидравлическое сопротивление абсорберов.
Известна абсорбционная колонна для получения аммонизированного рассола с противотоком газа и жидкости, включающая противоточные трубно-решетчатые и решетчатые контактные элементы [Ткач Г.А., Шапорев В.П., Титов В.М. Производство соды по малоотходной технологии. - Харьков: ХГПУ, 1998.]. В верхней части абсорбционной колонны расположены четыре противоточные решетчатые тарелки и одна типовая перераспределительная тарелка. Перераспределительная тарелка предназначена для равномерного распределения слабо аммонизированного рассола по всему сечению аппарата. В нижней части абсорбера расположено 12 восьмиходовых противоточных трубно-решетчатых тарелок и три перераспределительные решетчатые противоточные тарелки. Перераспределительные тарелки предназначены для распределения потока стекающего частично аммонизированного рассола и установлены через каждые три бочки с трубно-решетчатыми тарелками. В верхней части абсорбционной колонны абсорбцию проводят без отвода тепла. В нижней части абсорбционной колонны отвод тепла осуществляют на трубно-решетчатых тарелках.
К недостаткам абсорбционной колонны можно отнести высокое гидравлическое сопротивление абсорбционной колонны и низкую пропускную способность по газу и по жидкости, ограничивающие производительность; низкую степень поглощения углекислого газа рассолом и зарастание поверхностей трубно-решетчатых и решетчатых тарелок аммонийными солями.
Данные недостатки могут быть частично устранены применением установок с прямоточным способом контакта фаз.
Известна абсорбционная колонна скрубберного типа для получения аммонизированного рассола с прямотоком газа и жидкости [И.Н. Шокин, С.А. Крашенинников. Технология соды. - М.: Химия, 1975]. Абсорбционная колонна представляет собой цилиндрическую пустотелую колонну, состоящую из чугунных бочек. Колонна заполнена керамическими кольцами или хордовой насадкой, расположенной несколькими секциями на колосниковых решетках. Парогазовая смесь газа дистилляции и слабо аммонизированный рассол после второго промывателя газа колонн и промывателя воздуха фильтров поступают в верхнюю часть колонны.
Недостатками абсорбционной колонны данного типа являются: низкая производительность, невысокая надежность и устойчивость в работе, трудности очистки насадки при ее засорении аммонийными солями.
Известна абсорбционная колонна прямоточного типа для получения аммонизированного рассола, выбранная в качестве прототипа [патент RU 2454367, C01D 7/18, опуб. 27.06.2012]. Абсорбционная колонна состоит из пустотелых и холодильных чугунных бочек, холодильные бочки образуют верхнюю и нижнюю холодильные зоны. Над каждой зоной установлена распределительная тарелка для равномерного распределения потока жидкости по всему сечению аппарата. В верхней части прямоточного абсорбер расположены патрубки ввода слабо аммонизированного рассола и парогазовой смеси, патрубки ввода и вывода охлаждающей жидкости. В нижней части прямоточного абсорбера расположены патрубки вывода газовоздушной смеси и продукционного аммонизированного рассола, патрубки ввода и вывода охлаждающей жидкости. Охлаждающую жидкость подают в верхнюю часть колонны в прямотоке с газом и жидкостью, а в нижнюю часть колонны - в противотоке с газом и жидкостью.
Недостатками известной установки являются низкое гидравлическое сопротивление, что ограничивает пропускную способность по газу и по жидкости, зарастание внутренних поверхностей холодильных бочек аммонийными солями.
Технической проблемой является создание установки для получения аммонизированного рассола, имеющей высокую пропускную способность, как по газу, так и по жидкости.
Техническая проблема решается тем, что предлагаемая установка для получения аммонизированного рассола включает абсорбер углекислого газа и основной доли аммиака, абсорбер остатков аммиака, холодильник и насос с контуром циркуляции жидкости через холодильник и абсорбер углекислого газа и основной доли аммиака, при этом абсорбер углекислого газа и основной доли аммиака содержит корпус с крышкой и днищем, разделенный, по меньшей мере, двумя тарелками с вихревым контактным устройством на каждой тарелке, распределитель жидкости с форсунками, расположенный на крышке аппарата и снабженный патрубком ввода аммонизированного рассола из контура циркуляции, при этом в верхней части корпуса аппарата между крышкой и тарелкой расположен патрубок ввода парогазовой смеси со стадии дистилляции, а в нижней части корпуса аппарата между нижней тарелкой и днищем расположены патрубок вывода газа в абсорбер остатков аммиака, патрубок вывода продукционного аммонизированного рассола, патрубки ввода частично аммонизированного рассола, поступающего из абсорбера остатков аммиака, и патрубок вывода аммонизированного рассола в контур циркуляции, при этом абсорбер остатков аммиака содержит корпус с крышкой с патрубком выхода газа и днищем, корпус разделен двумя глухими тарелками на три части, под верхней глухой тарелкой расположены патрубок ввода газа из абсорбера углекислого газа и основной доли аммиака и патрубок ввода слабо аммонизированного рассола, при этом первая и вторая и вторая и третья части корпуса по ходу газового потока соединены газоходами, первая и вторая части корпуса включают по две тарелки с вихревым контактным устройством на каждой тарелке, при этом в верхней зоне первой и второй части корпуса по ходу газового потока расположены распределители жидкости, в третьей части корпуса на верхней глухой тарелке установлен брызготуманоуловитель, под нижней глухой тарелкой расположен патрубок ввода рассола, а в нижней зоне каждой части корпуса расположены патрубки вывода частично аммонизированного рассола в абсорбер углекислого газа и основной доли аммиака.
Кроме того, в абсорбере углекислого газа и основной доли аммиака над каждым вихревым контактным устройством может быть дополнительно установлен распределитель жидкости, соединенный с патрубком ввода жидкости из контура циркуляции, дополнительно установленным в корпусе абсорбера.
В абсорбере остатков аммиака над каждым вихревым контактным устройством первой части корпуса по ходу газового потока может быть дополнительно установлен распределитель жидкости, соединенный с патрубком ввода слабо аммонизированного рассола, дополнительно установленным в корпусе абсорбера.
В абсорбере остатков аммиака над каждым вихревым контактным устройством второй части корпуса по ходу газового потока может быть дополнительно установлен распределитель жидкости, соединенный с патрубком ввода рассола, дополнительно установленным в корпусе.
При этом корпус абсорбера углекислого газа и основной доли аммиака может быть разделен четырьмя тарелками.
Технический результат предлагаемого изобретения заключается в увеличении пропускной способности по газу и по жидкости в три раза по сравнению с прототипом за счет уменьшения гидравлического сопротивления, снижения зарастания внутренних поверхностей абсорберов аммонийными солями и интенсификации химической и физической абсорбции смеси аммиака и углекислого газа.
Организация прямоточного вихревого нисходящего способа взаимодействия газа и жидкости на тарелках с вихревыми контактными устройствами и увеличение площади живого сечения в вихревых контактных устройствах в абсорбере углекислого газа и основной доли аммиака и в абсорбере остатков аммиака позволяют снизить гидравлическое сопротивление установки, поскольку энергия газового потока затрачивается в основном на создание активной межфазной поверхности, а не на преодоление гидравлического сопротивления распределительных тарелок и охлаждающих трубок холодильных бочек, как это имеет место быть у прототипа. Меньшее гидравлическое сопротивление установки, по сравнению с прототипом, способствует увеличению ее пропускной способности, как по газу, так и по жидкости.
В прототипе в верхнюю часть абсорбционной колонны для взаимодействия с парогазовой смесью стадии дистилляции подается слабо аммонизированный рассол, а в предлагаемой установке в абсорбер углекислого газа и основной доли аммиака подается крепкий аммонизированный рассол, который циркулирует через холодильник и абсорбер углекислого газа и основной доли аммиака, что приводит к интенсификации химической абсорбции смеси аммиака и углекислого газа за счет ускорения химических реакций в жидкости и газе. В абсорбер остатков аммиака подаются слабо аммонизированный рассол и чистый рассол максимально низкой температуры, что способствует интенсификации физической абсорбции смеси аммиака и углекислого газа за счет ускорения массообменных процессов.
По сравнению с прототипом, в котором холодильники размещены внутри абсорбционной колонны, внутреннее пространство абсорберов предлагаемой установки имеет существенно больший свободный объем, что снижает их гидравлическое сопротивление.
В предлагаемой установке благодаря высокой скорости газового потока на внутренней поверхности корпуса абсорберов и внутри вихревых контактных устройств образуется вращающийся высокотурбулентный слой жидкости. При соударении капель жидкости и при ударе их о внутренние поверхности вихревого контактного устройства происходит многократное обновление поверхности контакта фаз, что способствует интенсификации физической и химической абсорбции смеси аммиака и углекислого газа, и, по сравнению с прототипом, предотвращает образование застойных зон с дальнейшей их инкрустацией аммонийными солями.
В результате уменьшения гидравлического сопротивления, снижения зарастания внутренних поверхностей абсорберов аммонийными солями и интенсификации химической и физической абсорбции, увеличивается пропускная способности установки, как газу, так и по жидкости.
Установка распределителей жидкости над каждым вихревым контактным устройством дополнительно снижает, вплоть до исключения, зарастание поверхностей элементов абсорберов аммонийными солями, что позволяет предотвратить повышение гидравлического сопротивления в процессе длительной эксплуатации установки и повысить ее надежность.
Сущность изобретения поясняется чертежами на фиг. 1-7, где
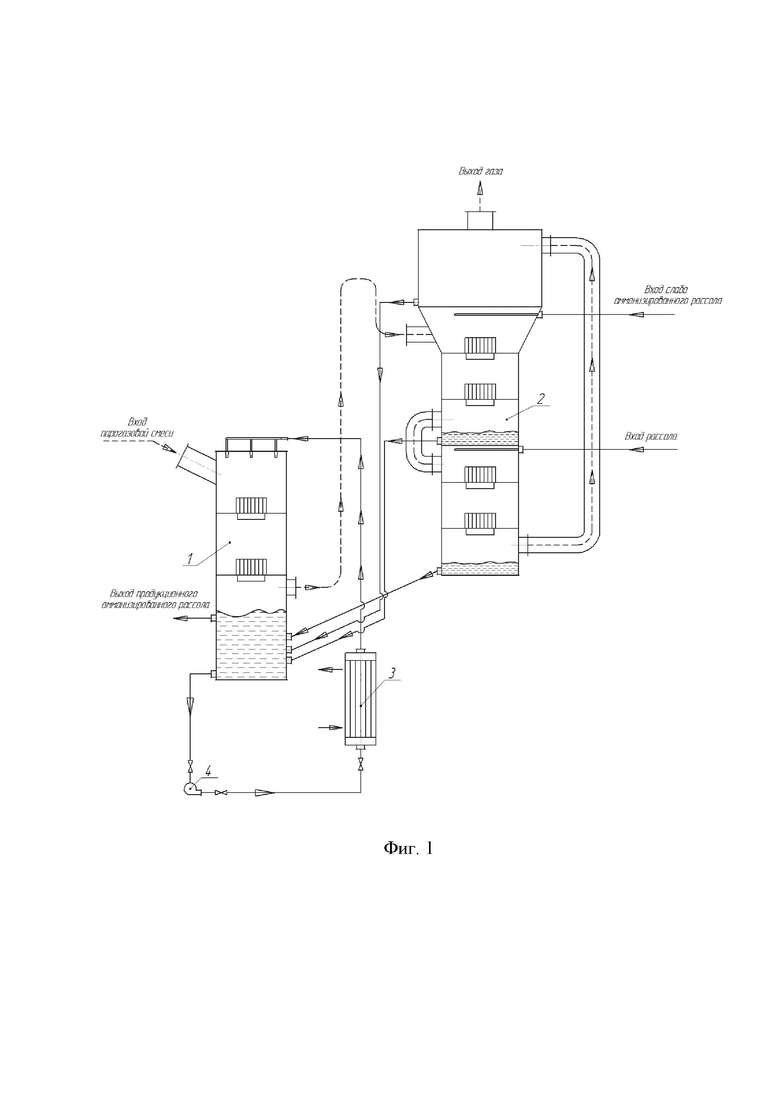
на фиг. 1 представлена общая схема предлагаемой установки,
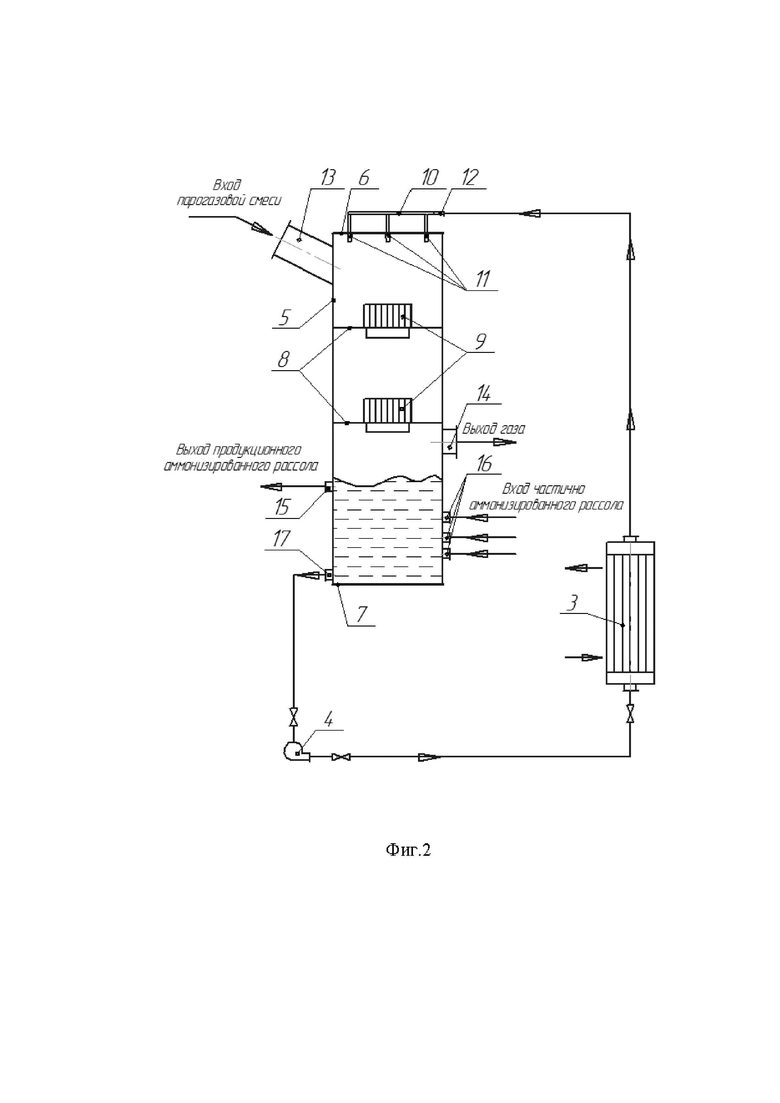
на фиг. 2 - схема абсорбера углекислого газа и основной доли аммиака,
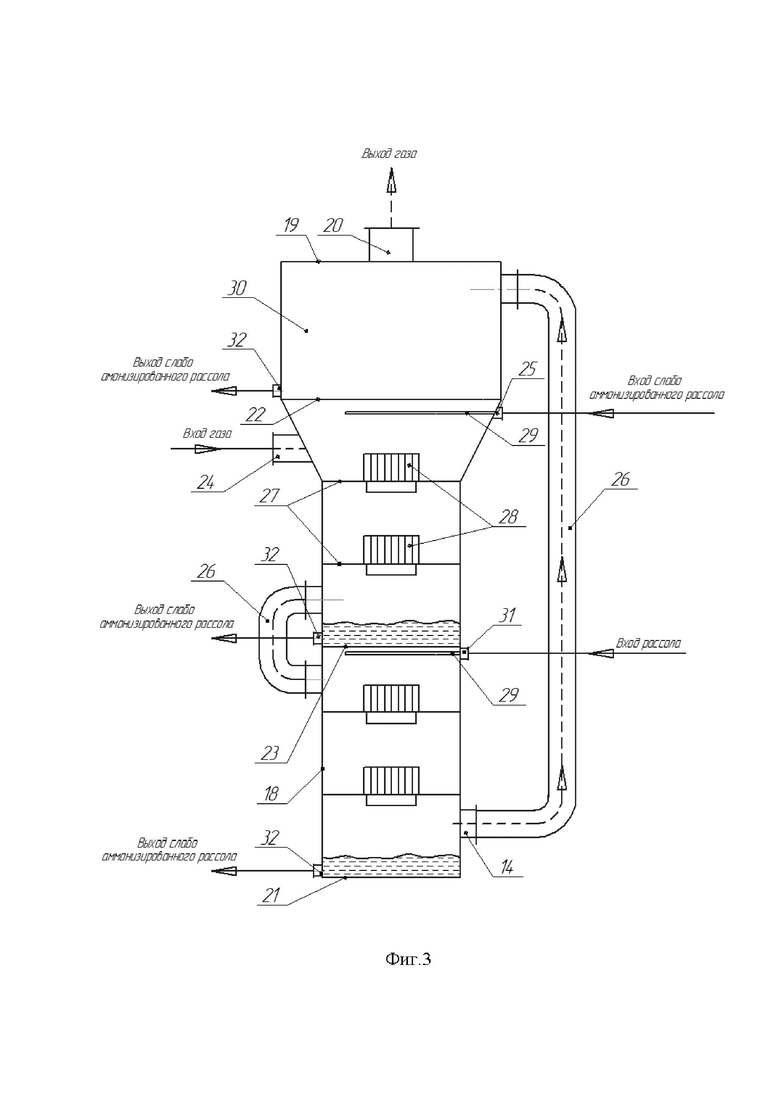
на фиг. 3 - схема абсорбера остатков аммиака,
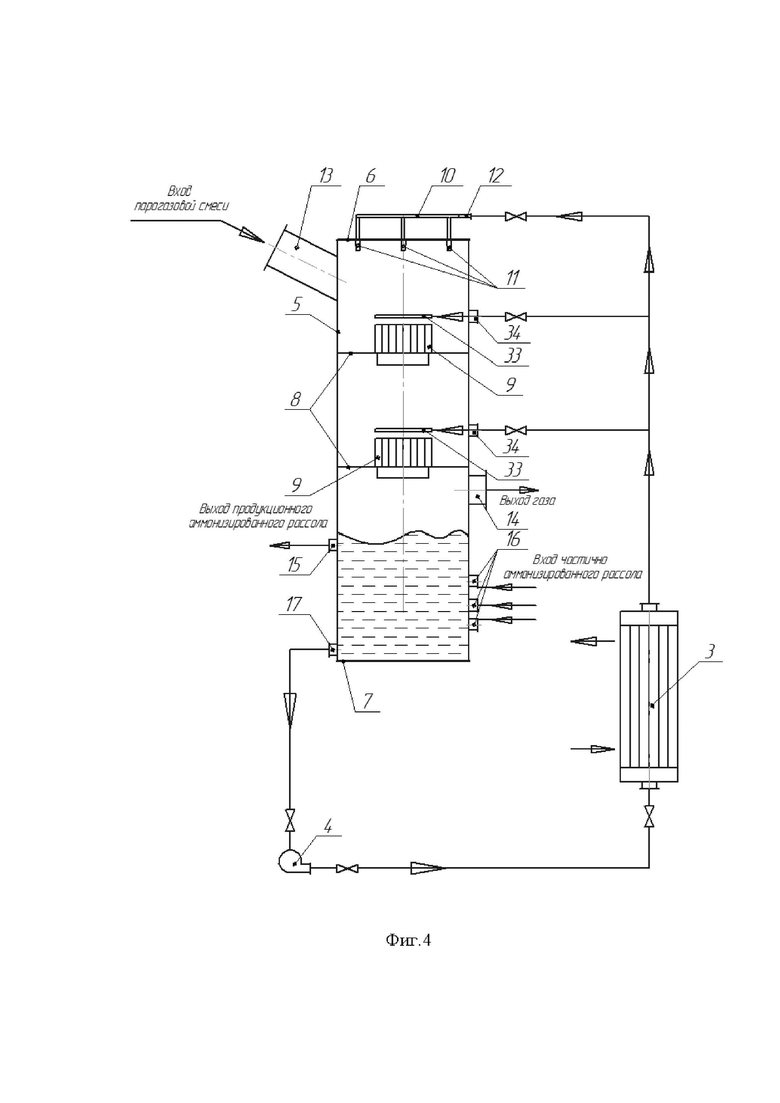
на фиг. 4 - схема абсорбера углекислого газа и основной доли аммиака с дополнительными распределителями жидкости, установленными над каждым вихревым контактным устройством,
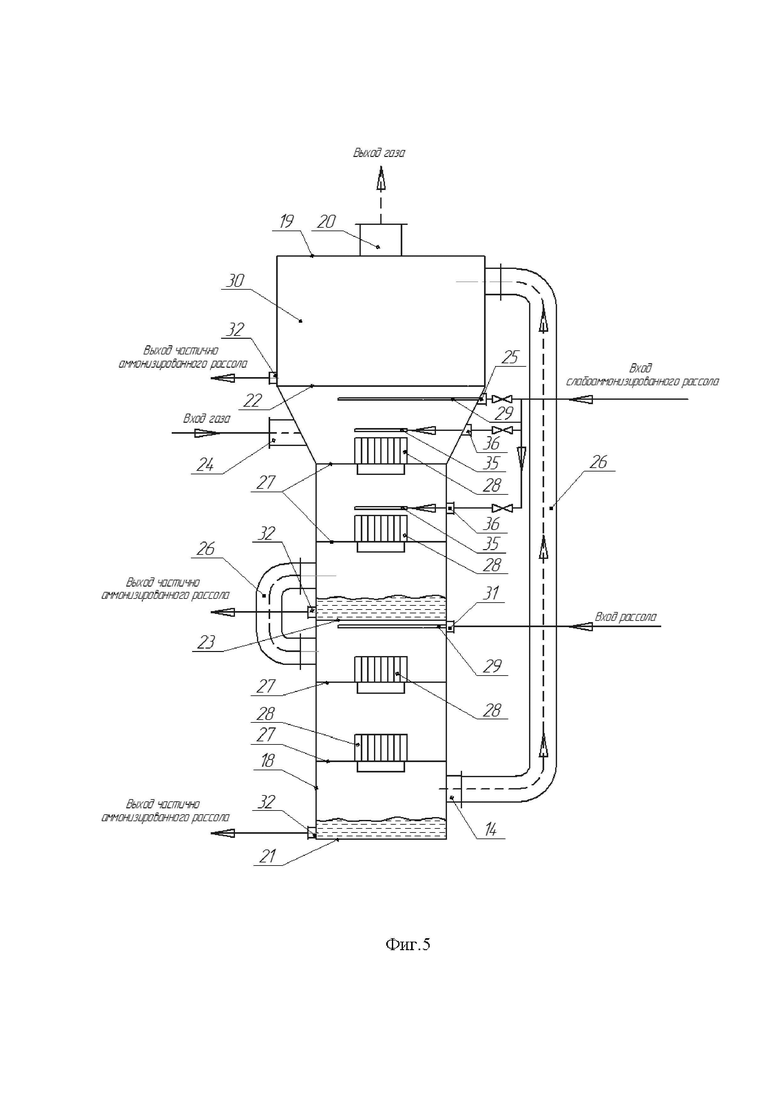
на фиг. 5 - схема абсорбера остатков аммиака с дополнительными распределителями жидкости, установленными над каждым вихревым контактным устройством в первой части корпуса аппарата,
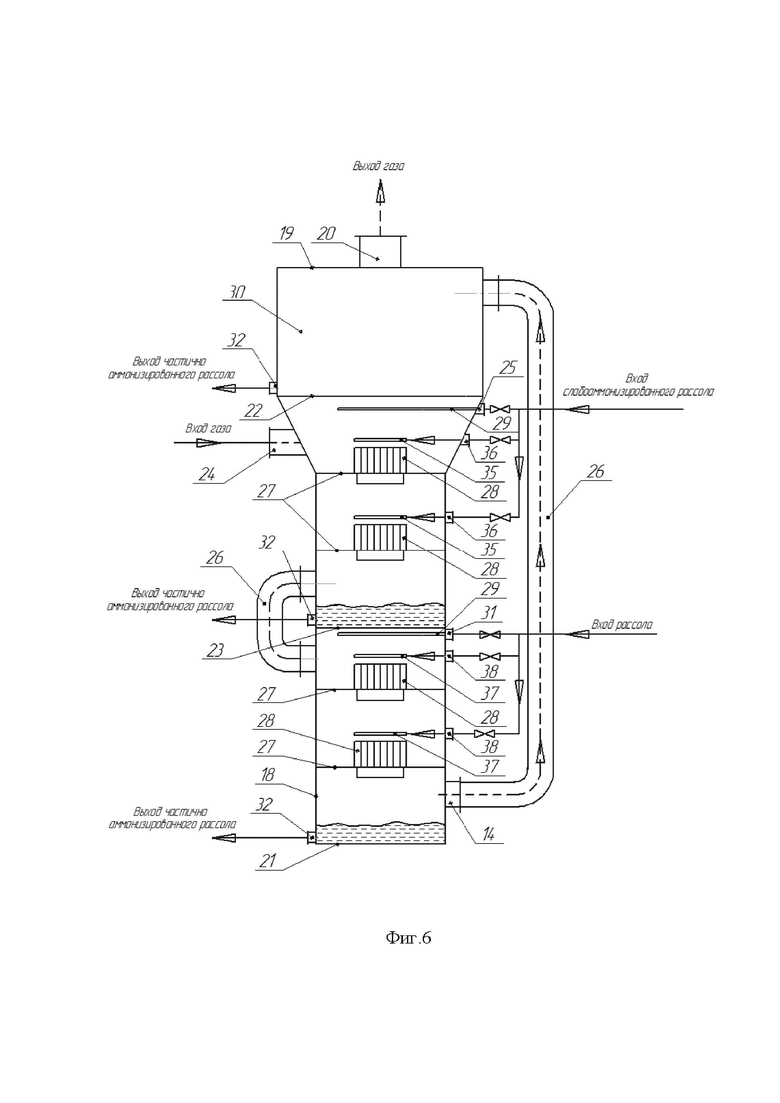
на фиг. 6 - схема абсорбера остатков аммиака с дополнительными распределителями жидкости, установленными над каждым вихревым контактным устройством в первой и второй части корпуса аппарата,
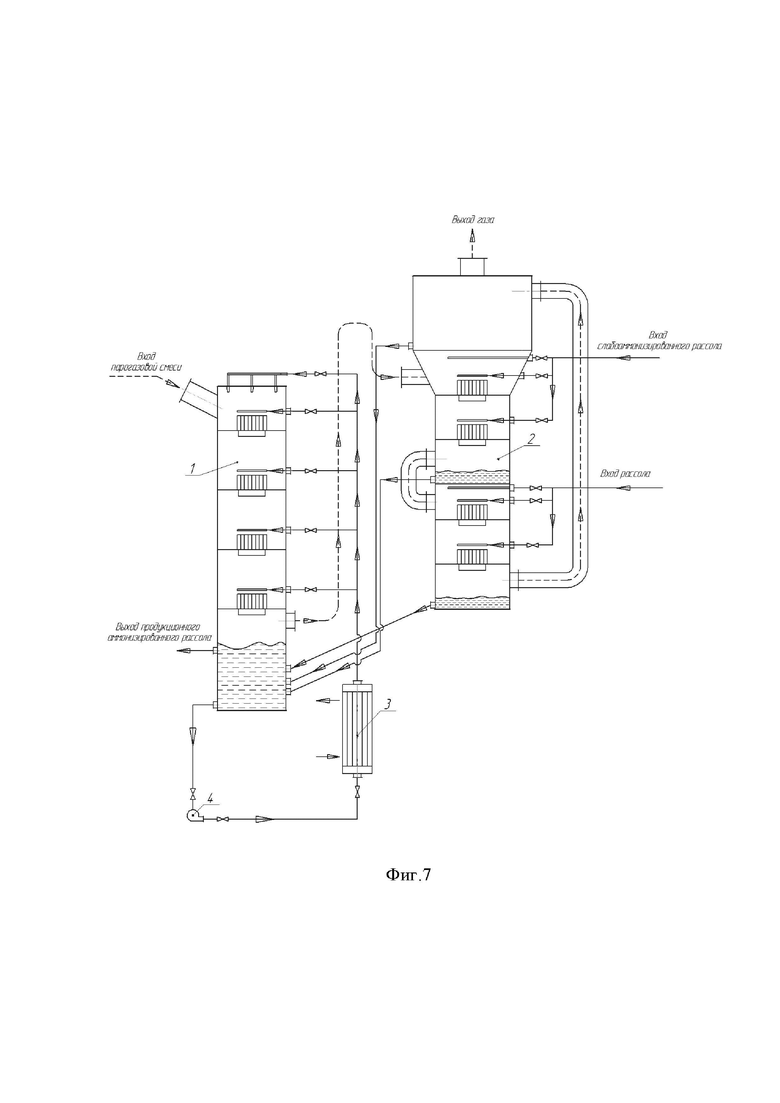
на фиг. 7 - общая схема установки для получения аммонизированного рассола с дополнительными распределителями жидкости, установленными над каждым вихревым контактным устройством абсорбера углекислого газа и основной доли аммиака и в первой и второй части корпуса абсорбера остатков аммиака.
Установка для получения аммонизированного рассола включает (фиг. 1) абсорбер углекислого газа и основной доли аммиака 1 (далее абсорбер 1), абсорбер остатков аммиака 2 (далее абсорбер 2), холодильник 3 и насос 4 с контуром циркуляции жидкости через холодильник 3 и абсорбер 1.
Абсорбер 1 содержит (фиг. 2) корпус 5 с крышкой 6 и днищем 7, разделенный, по меньшей мере, двумя тарелками 8 с вихревым контактным устройством 9 на каждой тарелке 8, распределитель жидкости 10 с форсунками 11, расположенный на крышке 6 аппарата и снабженный патрубком 12 ввода аммонизированного рассола из контура циркуляции, при этом в верхней части корпуса 5 аппарата между крышкой 6 и тарелкой 8 расположен патрубок 13 ввода парогазовой смеси со стадии дистилляции, а в нижней части корпуса 5 аппарата между нижней тарелкой 8 и днищем 7 расположены патрубок 14 вывода газа в абсорбер остатков аммиака 2, патрубок 15 вывода продукционного аммонизированного рассола, патрубки 16 ввода частично аммонизированного рассола, поступающего из абсорбера остатков аммиака 2, и патрубок 17 вывода аммонизированного рассола в контур циркуляции.
Абсорбер 2 содержит (фиг. 3) корпус 18 с крышкой 19 с патрубком 20 выхода газа и днищем 21, корпус 18 разделен двумя глухими тарелками 22 и 23 на три части, под верхней глухой тарелкой 22 расположены патрубок 24 ввода газа из абсорбера углекислого газа и основной доли аммиака 1 и патрубок 25 ввода слабоаммонизированного рассола, при этом первая и вторая и вторая и третья части корпуса 18 по ходу газового потока соединены газоходами 26. Первая и вторая части корпуса 18 включают по две тарелки 27 с вихревым контактным устройством 28 на каждой тарелке, при этом в верхней зоне первой и второй части корпуса 18 по ходу газового потока расположены распределители жидкости 29, в третьей части корпуса 18 на верхней глухой тарелке 22 установлен брызготуманоуловитель 30, необходимый для очистки газового потока от брызг и тумана аммонийных солей, под нижней глухой тарелкой 23 расположен патрубок 31 ввода рассола, а в нижней зоне каждой части корпуса 18 расположены патрубки 32 вывода частично аммонизированного рассола в абсорбер углекислого газа и основной доли аммиака.
В абсорбере 1 над каждым вихревым контактным устройством 9 может быть дополнительно установлен распределитель жидкости 33, соединенный с патрубком 34 ввода жидкости из контура циркуляции, дополнительно установленным в корпусе абсорбера (см. фиг. 4).
В абсорбере 2 над каждым вихревым контактным устройством 28 первой части корпуса по ходу газового потока может быть дополнительно установлен распределитель жидкости 35, соединенный с патрубком 36 ввода слабоаммонизированного рассола, дополнительно установленным в корпусе абсорбера (см. фиг. 5).
В абсорбере 2 над каждым вихревым контактным устройством второй части корпуса по ходу газового потока может быть дополнительно установлен распределитель жидкости 37, соединенный с патрубком 38 ввода рассола, дополнительно установленным в корпусе абсорбера (см. фиг. 6).
Максимальное снижение гидравлического сопротивления установки достигается за счет деления потока жидкости, поступающей из контура циркуляции, в абсорбере 1 и деления потока жидкости, поступающей в первую и вторую часть корпуса абсорбера 2.
Увеличение числа тарелок 8 с вихревым контактным устройством 9 в абсорбере 1 до четырех предотвращает продольное перемешивание газовой фазы, увеличивает время пребывания газа в зоне контакта фаз и площадь поверхности контакта фаз, что дополнительно повышает эффективность тепломасообменных процессов и способствует интенсификации химической абсорбции смеси аммиака и углекислого газа (см. фиг. 7).
Установка работает следующим образом.
Очищенный рассол со стадии очистки рассола делят на три потока. Первый поток подают в промыватель воздуха фильтров, где осуществляют поглощение аммиака из воздуха, проходящего через фильтрующую ткань вакуум-фильтров. Второй поток рассола подают во второй промыватель газа колонн, где происходит поглощение аммиака и углекислого газа из отходящих газов стадии карбонизации. Полученный слабо аммонизированный рассол после промывателя воздуха фильтров (с прямым титром 1 н.д. и концентрацией хлорида натрия 102-104 н.д.) вместе со слабо аммонизированным рассолом после второго промывателя газа колонн (с прямым титром 15÷20 н.д., содержанием  2÷5 н.д.) по патрубку 25 передают в первую по ходу газа часть абсорбера 2 для взаимодействия с газовым потоком, поступающим в абсорбер 2 по патрубку 24 из абсорбера 1 (фиг. 1). Третий поток рассола со стадии очистки рассола по патрубку 31 подают во вторую по ходу газа часть абсорбера 2 для взаимодействия с газовым потоком, поступающим по газоходу 26 из первой по ходу газа части абсорбера 2.
2÷5 н.д.) по патрубку 25 передают в первую по ходу газа часть абсорбера 2 для взаимодействия с газовым потоком, поступающим в абсорбер 2 по патрубку 24 из абсорбера 1 (фиг. 1). Третий поток рассола со стадии очистки рассола по патрубку 31 подают во вторую по ходу газа часть абсорбера 2 для взаимодействия с газовым потоком, поступающим по газоходу 26 из первой по ходу газа части абсорбера 2.
Полученный в абсорбере 2 частично аммонизированный рассол, образовавшийся после взаимодействия слабо аммонизированного рассола и рассола с газовым потоком в первой и второй части абсорбера 2 и в брызготуманоуловителе через патрубки 32 самотеком выходит из абсорбера 2 и поступает в нижнюю часть абсорбера 1 через патрубки 16.
Парогазовую смесь стадии дистилляции после холодильника газа дистилляции с температурой 58÷61°С подают в верхнюю зону абсорбера 1 по патрубку 13. Аммонизированный рассол из нижней зоны абсорбера 1 по патрубку 17 с помощью насоса 4 передают через холодильник 3 в распределитель жидкости 10 с форсунками 11. Аммонизированный рассол распыляется форсунками 11 в форме мелкодисперсных капель в парогазовой смеси. Часть мелкодисперсных капель жидкости оседает на верхнем основании вихревого контактного устройства и в виде сплошной завесы жидкости стекает внутрь вихревого контактного устройства. А другая часть мелкодисперсных капель жидкости захватывается парогазовой смесью и проходит внутрь вихревого контактного устройства 9 через боковые щели, пронизывая слой стекающей жидкости. На внутренней поверхности вихревого контактного устройства 9 образуется высоко турбулентный слой жидкости, который принимает вращательное движение и под действием силы тяжести проходит сквозь отверстие в тарелке и в виде кольцевой завесы жидкости падает на верхнее основание нижерасположенного вихревого контактного устройства. При этом газовый поток пронизывает завесу жидкости и поступает на нижерасположенную ступень. Последовательно пройдя через все тарелки абсорбера 1, газожидкостной поток поступает в нижнюю часть абсорбера 1, откуда газовый поток по патрубку 14 отводится в абсорбер 2.
В результате химического взаимодействия аммиака и СO2 в газе и жидкости, а также растворения аммиака в продукционном аммонизированном рассоле температура аммонизированного рассола при отсутствии охлаждения может повыситься до 90°С [Чернов В.Ф. Производство кальцинированной соды. - 1956]. Охлаждение аммонизированного рассола в абсорбере углекислого газа и основной доли аммиака происходит в циркуляционном контуре. Температура циркулирующего аммонизированного рассола находится в диапазоне 45÷65°С. Расход циркулирующей жидкости находится в пределах 800-1200 м3/ч.
Газовый поток после абсорбера 1 через патрубок 24 поступает в первую по ходу газа часть асборбера 2, где контактирует со слабо аммонизированным рассолом после промывателя воздуха фильтров и второго промывателя газа колонн. Затем газовый поток через газоход 26 поступает во вторую часть абсорбера 2 для взаимодействия с рассолом со стадии очистки рассола и далее в брызготуманоуловитель для очистки от брызг и тумана аммонийных солей.
В абсорбере 1 и в абсорбере 2 предусмотрено деление потоков входящей жидкости для подачи ее в дополнительно установленные над каждым вихревым контактным устройством распределители жидкости через патрубки 34, 36 и 38 соответственно (см. фиг. 7).
Продукционный аммонизированный рассол с концентрацией аммиака 100-110 н.д., концентрацией 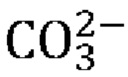 41-57 н.д. отводят через патрубок 15 в холодильник для охлаждения (на схеме не указан), а затем в сборник аммонизированного рассола.
41-57 н.д. отводят через патрубок 15 в холодильник для охлаждения (на схеме не указан), а затем в сборник аммонизированного рассола.
В таблице приведена сравнительная характеристика предлагаемой установки и прототипа.
На основании данных, представленных в таблице, можно сделать вывод о том, что предлагаемая установка для получения аммонизированного рассола по сравнению с прототипом имеет существенные преимущества.
Гидравлическое сопротивление предлагаемой установки для получения аммонизированного рассола снизилось в 3,75 раза, а пропускная способность, как по газу, так и по жидкости возросла в 3 раза. Причем при повышении пропускной способности в 3 раза сохраняются технологические показатели по содержанию  и аммиака в продукционном аммонизированном рассоле.
и аммиака в продукционном аммонизированном рассоле.
При создании на производстве нескольких параллельных линий получения кальцинированной соды данная установка позволит сократить количество абсорберов на стадии получения аммонизированного рассола до одной установки, включающей два абсорбера.
Таким образом, предлагаемая установка для получения аммонизированного рассола по сравнению с прототипом имеет высокую пропускную способность как по газу, так и по жидкости за счет уменьшения гидравлического сопротивления, снижения зарастания внутренних поверхностей абсорберов аммонийными солями и интенсификации химической и физической абсорбции. Установка обладает высокой надежностью в процессе длительной эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АММОНИЗИРОВАННОГО РАССОЛА И АБСОРБЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2454367C2 |
| Ректификационная колонна для разделения парогазовой смеси водяного пара, аммиака и сероводорода | 2019 |
|
RU2732023C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛЬЦИНИРОВАННОЙ СОДЫ | 1993 |
|
RU2080292C1 |
| Колонна концентрирования кислот | 2015 |
|
RU2607208C1 |
| СПОСОБ КАРБОНИЗАЦИИ АММОНИЗИРОВАННОГО РАССОЛА В ПРОИЗВОДСТВЕ КАЛЬЦИНИРОВАННОЙ СОДЫ АММИАЧНЫМ СПОСОБОМ И КАРБОНИЗАЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2258034C1 |
| СПОСОБ КАРБОНИЗАЦИИ АММОНИЗИРОВАННОГО РАССОЛА В ПРОИЗВОДСТВЕ КАЛЬЦИНИРОВАННОЙ СОДЫ АММИАЧНЫМ СПОСОБОМ И КАРБОНИЗАЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2209181C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИКАРБОНАТА НАТРИЯ И КАРБОНИЗАЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2450971C2 |
| Абсорбер | 1971 |
|
SU552991A1 |
| КОНТАКТНАЯ ТАРЕЛКА ДЛЯ ВИХРЕВЫХ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1996 |
|
RU2152240C1 |
| КОЛОННА КОНЦЕНТРИРОВАНИЯ И ДЕНИТРАЦИИ КИСЛОТ | 1992 |
|
RU2045322C1 |
Изобретение относится к устройствам для получения аммонизированного рассола в производстве кальцинированной соды аммиачным методом. Установка включает абсорбер углекислого газа и основной доли аммиака, абсорбер остатков аммиака, холодильник и насос. Абсорбер углекислого газа и основной доли аммиака содержит тарелки с вихревым контактным устройством на каждой, распределитель жидкости для ввода аммонизированного рассола из контура циркуляции. В верхней части расположен патрубок ввода парогазовой смеси со стадии дистилляции, а в нижней части - патрубки вывода газа в абсорбер остатков аммиака, вывода продукционного аммонизированного рассола, ввода частично аммонизированного рассола и вывода аммонизированного рассола в контур циркуляции. Корпус абсорбера остатков аммиака разделен двумя глухими тарелками на три части. Под верхней тарелкой расположены патрубки ввода газа из абсорбера углекислого газа и основной доли аммиака и ввода слабоаммонизированного рассола. Части корпуса соединены газоходами. Под нижней тарелкой расположен патрубок ввода рассола, а в нижней зоне каждой части корпуса расположены патрубки вывода частично аммонизированного рассола. Обеспечивается увеличение пропускной способности установки как по газу, так и по жидкости. 4 з.п. ф-лы, 7 ил., 1 табл.
1. Установка для получения аммонизированного рассола, включающая абсорбер углекислого газа и основной доли аммиака и абсорбер остатков аммиака, холодильник и насос с контуром циркуляции жидкости через холодильник и абсорбер углекислого газа и основной доли аммиака,
абсорбер углекислого газа и основной доли аммиака содержит корпус с крышкой и днищем, разделенный по меньшей мере двумя тарелками с вихревым контактным устройством на каждой тарелке, распределитель жидкости с форсунками, расположенный на крышке аппарата и снабженный патрубком ввода аммонизированного рассола из контура циркуляции, при этом в верхней части корпуса аппарата между крышкой и тарелкой расположен патрубок ввода парогазовой смеси со стадии дистилляции, а в нижней части корпуса аппарата между нижней тарелкой и днищем расположены патрубок вывода газа в абсорбер остатков аммиака, патрубок вывода продукционного аммонизированного рассола, патрубки ввода частично аммонизированного рассола, поступающего из абсорбера остатков аммиака, и патрубок вывода аммонизированного рассола в контур циркуляции,
абсорбер остатков аммиака содержит корпус с крышкой с патрубком выхода газа и днищем, корпус разделен двумя глухими тарелками на три части, под верхней глухой тарелкой расположены патрубок ввода газа из абсорбера углекислого газа и основной доли аммиака и патрубок ввода слабоаммонизированного рассола, представляющего собой рассол после промывателя воздуха фильтров с прямым титром 1 н.д. и концентрацией хлорида натрия 102-104 н.д. вместе с рассолом после второго промывателя газа колонн с прямым титром 15÷20 н.д., содержанием  2÷5 н.д., при этом первая и вторая и вторая и третья части корпуса по ходу газового потока соединены газоходами, первая и вторая части корпуса включают по две тарелки с вихревым контактным устройством на каждой тарелке, при этом в верхней зоне первой и второй частей корпуса по ходу газового потока расположены распределители жидкости, в третьей части корпуса на верхней глухой тарелке установлен брызготуманоуловитель, под нижней глухой тарелкой расположен патрубок ввода рассола, а в нижней зоне каждой части корпуса расположены патрубки вывода частично аммонизированного рассола в абсорбер углекислого газа и основной доли аммиака.
2÷5 н.д., при этом первая и вторая и вторая и третья части корпуса по ходу газового потока соединены газоходами, первая и вторая части корпуса включают по две тарелки с вихревым контактным устройством на каждой тарелке, при этом в верхней зоне первой и второй частей корпуса по ходу газового потока расположены распределители жидкости, в третьей части корпуса на верхней глухой тарелке установлен брызготуманоуловитель, под нижней глухой тарелкой расположен патрубок ввода рассола, а в нижней зоне каждой части корпуса расположены патрубки вывода частично аммонизированного рассола в абсорбер углекислого газа и основной доли аммиака.
2. Установка по п.1, отличающаяся тем, что в абсорбере углекислого газа и основной доли аммиака над каждым вихревым контактным устройством дополнительно установлен распределитель жидкости, соединенный с патрубком ввода жидкости из контура циркуляции, дополнительно установленным в корпусе абсорбера.
3. Установка по п.2 отличающаяся, тем, что в абсорбере остатков аммиака над каждым вихревым контактным устройством первой части корпуса по ходу газового потока дополнительно установлен распределитель жидкости, соединенный с патрубком ввода слабоаммонизированного рассола, дополнительно установленным в корпусе абсорбера.
4. Установка по п.3, отличающаяся тем, что в абсорбере остатков аммиака над каждым вихревым контактным устройством второй части корпуса по ходу газового потока дополнительно установлен распределитель жидкости, соединенный с патрубком ввода рассола, дополнительно установленным в корпусе.
5. Установка по п.4, отличающаяся тем, что корпус абсорбера углекислого газа и основной доли аммиака разделен четырьмя тарелками.
| СПОСОБ ПОЛУЧЕНИЯ АММОНИЗИРОВАННОГО РАССОЛА И АБСОРБЦИОННАЯ КОЛОННА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2454367C2 |
| Абсорбер | 1971 |
|
SU552991A1 |
| Способ автоматического управления процессом абсорбции аммиака в производстве соды | 1983 |
|
SU1214589A1 |
| EP 3312143 A1, 25.04.2018. | |||

