Изобретение относится к цветной металлургии, в частности к изготовлению расходуемых электродов методом электронно-лучевого оплавления в вакууме поверхности прессованных брикетов из сыпучих шихтовых материалов, а именно титановых, предназначенных для выплавки слитков титановых сплавов, методом вакуумного дугового переплава - далее ВДП.
Актуальность изобретения заключается в увеличении производительности при формировании расходуемого электрода из отдельных прессованных брикетов с сохранением удовлетворительных прочностных характеристик.
Из описания технического уровня патента РФ №2083326 известен способ получения расходуемого электрода, включающий прессование блоков трапециевидного сечения в закрытом штампе с последующим соединением их аргонно-дуговой сваркой в электроды шестиугольного сечения. Известный способ низкопроизводителен с многочисленными сварными швами, которые являются дополнительными источниками попадания в электрод нежелательных газовых примесей.
Из патента РФ №2015845 (МПК B22F 3/02, B22F 3/20, дата приоритета 24.06.1991, публикация 15.07.1994) на изобретение «Способ изготовления расходуемого электрода для выплавки слитков высоколегированных титановых сплавов» известно смешивание шихтовых сыпучих материалов крупной, средней и мелкой фракции, подачу их по желобу порциями в конусную матрицу, прессование шихты с одновременным продавливанием порций через матрицу за один ход пуансона.
Недостатками известного способа являются пониженная производительность процесса прессования и образование различного рода дефектов на поверхности электрода. Это объясняется тем, что по мере прессования электродов происходит налипание шихтовых материалов на стенки матрицы и образуется «рубашка», наличие которой снижает скорость прессования и ухудшает качество поверхности электрода.
Из патента РФ №2284360 (МПК С22В 9/21, B22F 3/02, дата приоритета 24.12.2004, публикация 10.06.2006) на изобретение «Способ изготовления расходуемого электрода для выплавки слитков титановых сплавов» известно следующее. Получение расходуемого электрода происходит путем смешивания сыпучих шихтовых материалов, подачу их порциями в конусную матрицу, прессование шихты с одновременным продавливанием прессшайбой порций через матрицу за один ход пуансона. В этом способе получают расходуемый электрод диаметром 560 мм, длиной 9500 мм, весом 3300 кг, требующий больших производственных помещений и приямка, в который опускается прессуемый электрод.
Недостатками известного технического решения является образование различного рода дефектов на поверхности расходуемого электрода. Практика использования известного технического решения показала, что при изготовлении расходуемого электрода возникают расслоения и трещины по всей поверхности, что влияет на безопасные условия труда при его выгрузке. После выгрузки электрод приходится обваривать полосами из титана, в основном Вт1-0, для исключения его разрушения при дальнейшем подъеме и плавлении.
Наиболее близким по технической сущности к изобретению является способ получения расходуемого электрода для электрошлаковой печи из двух и более составных частей постепенным наращиванием его по длине методом контактной стыковой сварки, например, «Электрошлаковые печи» под ред. Б.Е. Патона, Б.И. Медовара - Киев: Наукова думка, 1976. - 354 с.
Недостатком известного технического решения является то, что конструкция машин для контактной сварки позволяет получать электроды из двух и более частей только последовательным наращиванием, так как в один отрезок времени может происходить сварка только двух частей. Это обуславливает относительно низкую производительность процесса получения электрода. Чем больше количество составных частей, тем сильнее сказывается указанный недостаток.
Задачей настоящего изобретения является разработка способа изготовления расходуемого электрода для выплавки слитков титановых сплавов, далее - способ изготовления расходуемого электрода, обеспечивающего большую степень дегазации и удаления влаги из шихтовых материалов, высокую производительность с сохранением удовлетворительных прочностных характеристик, и, как следствие, обеспечивающего безопасные условия труда и стабильность процессов при дальнейшей обработке методом ВДП.
Техническим результатом, достигаемым при осуществлении изобретения, является получение из двух и более частей расходуемого электрода цельной структуры, с низким содержанием влаги, с частично или полностью оплавленной поверхностью, позволяющей исключить коробление электрода.
Технический результат достигается тем, что в способе изготовления расходуемого электрода сваркой из двух и более составных брикетов сваривание осуществляют методом электронно-лучевого оплавления в вакууме. Предпочтительно брикеты получают прессованием шихты в цилиндрической проходной матрице. Брикеты укладывают друг за другом, закрепляют с торцов и оплавляют по всей длине. Оплавление производят продольно по всей длине, перемещая тележку с уложенными брикетами, затем осуществляют поворот уложенных брикетов и повторяют оплавление по всей длине, перемещая тележку в обратную сторону. Оплавление производят не менее трех раз для получения частично оплавленной поверхности электрода. После оплавления уложенных брикетов по всей длине производят винтовое оплавление полученного электрода, совмещая его продольное перемещение с плавным вращением относительно продольной оси. После оплавления уложенных брикетов по всей длине производят кольцевое оплавление полученного электрода при плавном вращении относительно продольной оси. Кольцевое оплавление полученного электрода производят до двух раз.
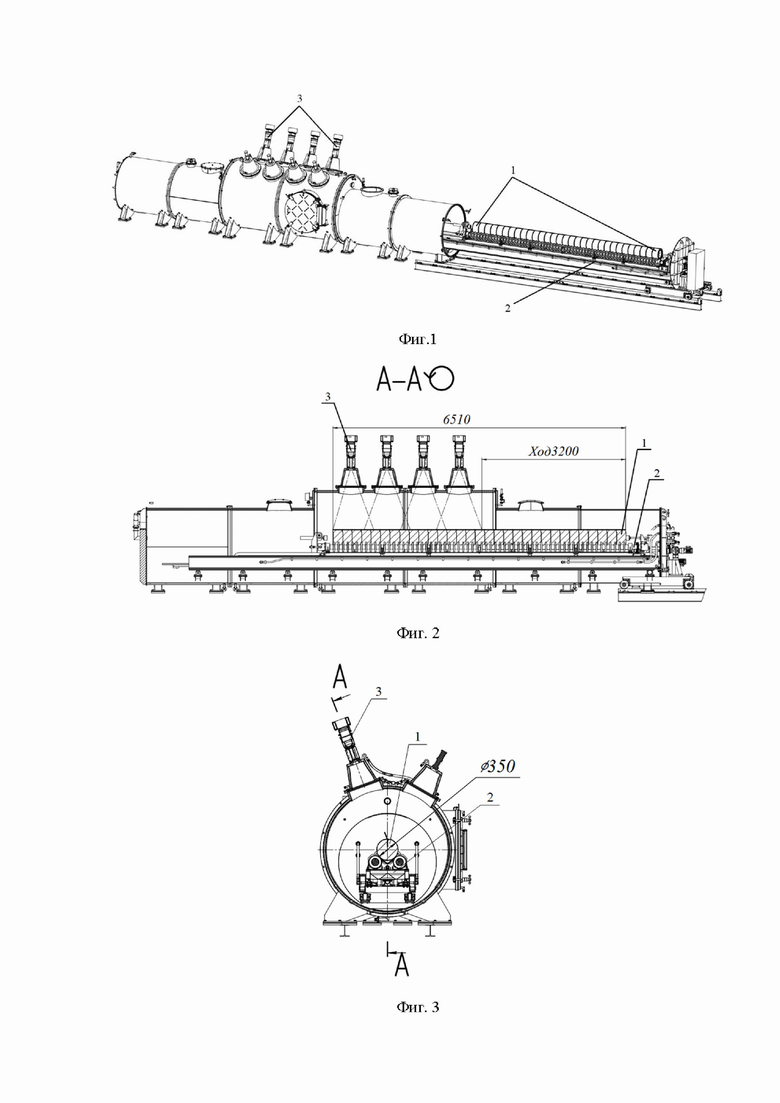
Изобретение поясняется чертежами (фиг. 1-3), где на фиг. 1 показан вид сбоку установки электронно-лучевого оплавления с выдвинутой тележкой и уложенными на нее брикетами; на фиг. 2 показан вид сбоку установки электронно-лучевого оплавления с задвинутой тележкой и уложенными на нее брикетами; на фиг. 3 показан вид спереди установки электронно-лучевого оплавления в вакууме с уложенными на тележку брикетами.
Способ изготовления расходуемого электрода сваркой из двух и более составных брикетов 1 методом электронно-лучевого оплавления в вакууме. Брикеты 1 получают прессованием шихты в цилиндрической проходной матрице. Брикеты 1 укладывают друг за другом и закрепляют с торцов на передвижной тележке 2 установки электронно-лучевого оплавления, в которой в качестве источников нагрева установлены электронные газоразрядные пушки 3, работающие на водородо-кислородной смеси. Оплавление производят электронными газоразрядными пушками 3 продольно по всей длине, перемещая тележку 2 с уложенными брикетами 1, затем осуществляют поворот уложенных брикетов 1 и повторяют оплавление, перемещая тележку 2 в обратную сторону. Оплавление производят не менее трех раз для получения частично оплавленной поверхности электрода. После оплавления по всей длине уложенных брикетов 1 производят винтовое оплавление полученного электрода, совмещая его продольное перемещение с плавным вращением относительно продольной оси. После оплавления уложенных брикетов по всей длине производят кольцевое оплавление полученного электрода при плавном вращении относительно продольной оси. Кольцевое оплавление полученного электрода производят до двух раз.
Заявляемый способ осуществляется следующим образом.
Предлагаемый способ позволяет получать длинный и однородный в поперечном сечении электрод, который состоит из отдельных порций шихты. В каждой порции перемешаны все необходимые компоненты: губчатый титан и лигатуры. После смешивания сыпучих шихтовых материалов, подачи их порциями в матрицу и прессования шихты с одновременным продавливанием порций через проходную цилиндрическую матрицу за один ход пуансона, получают брикеты 1, которые укладывают друг за другом на тележку 2 электронно-лучевой установки, на которой в качестве источников нагрева установлены электронные газоразрядные пушки 3, работающие на водородо-кислородной смеси.
Для исключения образования зазоров между брикетами 1 их закрепляют с торцов. Предварительно производят прогрев и дегазацию поверхности брикетов на всю длину 1 на известном режиме, обеспечивающем качественный прогрев и удаление влаги из шихтовых материалов.
Оплавление брикетов 1 по всей длине методом электронно-лучевого оплавления в вакууме происходит следующим образом. Электронный луч газоразрядной пушки 3 неподвижен и сконцентрирован в узкой развертке, оплавление производят продольно по всей длине уложенных брикетов 1, которые перемещаются при помощи тележки 2, затем осуществляют поворот уложенных брикетов 1 и, перемещая тележку 2 в обратную сторону, повторяют процесс оплавления. Оплавление производят не менее трех раз для получения частично оплавленной поверхности электрода.
В зависимости от количества легирующих компонентов в титановом сплаве определяется необходимость получения частично или полностью оплавленной поверхности уложенных брикетов 1. При прессовании шихтовых материалов для низколегированных титановых сплавов достигается равномерная плотность и однородность брикетов 1 по всему объему и при дальнейшем оплавлении уложенных брикетов 1 будет достаточно их частичного оплавления. Например, оплавление поверхности брикетов 1 с низколегированной шихтой осуществляют не менее трех раз, например шесть раз. После частичного оплавления поверхности уложенных брикетов 1 по всей длине производят винтовое оплавление полученного электрода, совмещая его продольное перемещение с плавным вращением относительно продольной оси. Длина электрода составляет более пяти метров, поэтому необходимо перераспределение продольного напряжения электрода путем винтового оплавления, которое способствует повышению механической прочности и прямолинейности электрода.
При прессовании шихты легированных, а также высоколегированных титановых сплавов однородность полученных брикетов 1 снижается за счет применения шихтовых материалов различной плотности и фракционного состава, что в свою очередь, требует получения полностью оплавленной поверхности уложенных брикетов для получения механически прочного расходуемого электрода. Например, для получения полностью оплавленного электрода производят сварку уложенных брикетов 1 тремя продольными швами, располагающимися на расстоянии 120° друг от друга по диаметру брикетов, с последующим оплавлением всей поверхности брикетов относительно продольной оси. После частичного оплавления поверхности уложенных брикетов 1 по всей длине производят кольцевое оплавление полученного электрода при плавном вращении относительно продольной оси. Кольцевое оплавление полученного электрода производят до двух раз.
Формирование расходуемого электрода заявленным способом позволяет получить электрод из двух и более частей расходуемого электрода цельной структуры с частично или полностью оплавленной ровной поверхностью без искривлений и трещин, позволяющей исключить коробление электрода и обеспечить безопасные условия труда, исключая его разрушения при транспортировке и обеспечивая взрывобезопасность при дальнейшей обработке методом ВДП.
Предлагаемый способ опробован в промышленных условиях при изготовлении расходуемого электрода диаметром 350 мм и длиной 5000 мм. После вскрытия установки и осмотра полученного электрода на нем не обнаружили коробления и поверхностных трещин, а также следов окисления швов, что гарантирует отсутствие в электроде нежелательных газовых примесей.
Примеры конкретного применения предлагаемого способа.
Пример №1
Данный пример реализации способа изготовления расходуемого электрода, обеспечивает высокую производительность с сохранением удовлетворительных прочностных характеристик, менее затратен и хорошо подходит для сварки низколегированных сплавов (Вт-1.0, Вт-1.00 и пр.).
1) Шихтовые сыпучие материалы крупной, средней и мелкой фракции губчатого титана смешивают с лигатурой, содержание которой составляет менее 2,5%, подают шихту порциями в цилиндрическую проходную матрицу и прессуют в брикет с одновременным продавливанием порций шихты в вертикальном прессе с усилием не более 4000 тс через матрицу за один ход пуансона. Получаемые брикеты имеют равномерную плотность не более 3,7 г/см3, вес 72 кг и диаметр 350 мм.
2) Полученные спрессованные брикеты в количестве 25 штук загружают в камеру установки электронно-лучевого оплавления, укладывают друг к другу и закрепляют с торцов. В установке электроннолучевого оплавления в качестве источников нагрева установлены электронные газоразрядные пушки, работающие на водородо-кислородной смеси. Предварительно производят прогрев и дегазацию брикетов по всей длине при перемещении тележки со скоростью не менее 90 мм/мин. Прогрев осуществляется для удаления влаги из шихтовых материалов и исключения образования зазоров между брикетами. Опытным путем было установлено, что сварка в месте прогрева и дегазации приводит к деформации и короблению электрода, поэтому для осуществления сваривания брикетов по всей длине осуществляют поворот брикетов на +90°. Поворот несваренных брикетов на угол более 90° приводит к неизбежному образованию зазоров между брикетами. Сваривание брикетов по всей длине производят неподвижным электронным лучом при следующих параметрах работы одной пушки: рабочее ускоряющее напряжение 20 кВ, токи 1,7-1,9 А, развертка лучей по координате «X» 140-180 мм, по координате «У» 30-50 мм. Перемещая тележку со скоростью 150 мм/мин производят сваривание уложенных брикетов с получением сварного шва №1.
После чего производят поворот брикетов на +120° и при движении тележки в обратную сторону повторяют процесс с получением сварного шва №2. Сваривание производят еще 4 раза, поворачивая брикеты на+60° получают сварной шов №3, на+120° получают сварной шов №4, на +120° получают сварной шов №5 и на - 180° получают сварной шов №6. Порядок и углы поворота обусловлены образованием зазоров между брикетами и первый поворот минимальный, а последующие швы накладываются напротив друг друга для снижения деформации электрода.
3) Производят винтовое оплавление поверхности брикетов, совмещая его продольное перемещение с плавным вращением относительно продольной оси. Винтовое оплавление производят при следующих параметрах: рабочее ускоряющее напряжение 30 кВ, токи 1,1-1,3 А, развертка лучей по координате «X» 50-70 мм, по координате «Y» 30-50 мм, перемещение тележки со скоростью 80 мм/мин, скорость вращения составляет 70 мм/мин. Получаемый расходуемый электрод с диаметром 350 мм и длиной 5000 мм имеет частично оплавленную поверхность.
Пример №2
Данный пример реализации способа изготовления расходуемого электрода для выплавки слитков титановых сплавов также обеспечивает высокую производительность, является более затратным, при этом обеспечивает более надежную конструкцию электрода, и применим для легированных, а также высоколегированных сплавов.
1) Шихтовые сыпучие материалы крупной, средней и мелкой фракции губчатого титана смешивают с лигатурой, содержание которой составляет более 10%, подают порциями в цилиндрическую проходную матрицу и прессуют шихту в брикет с одновременным продавливанием порций шихты в вертикальном прессе с усилием не более 4000 тс через матрицу за один ход пуансона. Получаемые брикеты имеют равномерную плотность не более 3,7 г/см3, вес 72 кг и диаметр 350 мм.
2) Полученные спрессованные брикеты в количестве 25 штук загружают в камеру установки электронно-лучевого оплавления, укладывают друг к другу и закрепляют с торцов. В установке электронно-лучевого оплавления в качестве источников нагрева установлены электронные газоразрядные пушки, работающие на водородо-кислородной смеси. Производят прогрев и дегазацию брикетов по всей длине, перемещая тележку со скоростью 100 мм/мин. Осуществляют поворот уложенных брикетов на +90° и производят сваривание брикетов по всей длине неподвижным электронным лучом при следующих параметрах работы двух пушек: рабочее ускоряющее напряжение 20 кВ, токи 1,7-1,9 А, развертка лучей по координате «X» 140-180 мм, по координате «У» 30-50 мм. Перемещая тележку со скоростью 150 мм/мин производят сваривание брикетов с получением сварного шва №1. После чего производят поворот брикетов на +120° и при движении тележки в обратную сторону повторяют процесс с получением сварного шва №2. Затем производят поворот на +120 градусов и выполняют сваривание брикетов с получением сварного шва №3.
3) Производят кольцевое оплавление полученного электрода, плавным вращением относительно продольной оси электрода, при следующих параметрах работы четырех пушек: рабочее ускоряющее напряжение 30 кВ, сила тока 2,5-3,0 А, развертка лучей по координате «X» 750-800 мм, по координате «У» 8-12 мм, скорость вращения составляет 50-70 мм/мин.
Кольцевое оплавление повторяют на неоплавленной части электрода после переезда тележки брикетов. Получаемый расходуемый электрод с диаметром 350 мм и длиной 5000 мм имеет полностью оплавленную поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО БРИКЕТИРОВАНИЯ ТИТАНОВОЙ ШИХТЫ | 2006 |
|
RU2331497C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ ТИТАНОСОДЕРЖАЩИХ ШИХТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2315119C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2359432C1 |
| Способ изготовления сплава TiMoNbZrAl | 2023 |
|
RU2831291C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ИЗ ШИХТОВЫХ МАТЕРИАЛОВ ТИТАНОВЫХ СПЛАВОВ | 1995 |
|
RU2090310C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ШИХТОВЫХ МАТЕРИАЛОВ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2120351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО РАСХОДУЕМОГО ЭЛЕКТРОДА ДЛЯ ВАКУУМНО-ДУГОВОЙ ПЛАВКИ | 1992 |
|
RU2048274C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2289634C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2307179C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 1994 |
|
RU2083326C1 |
Изобретение относится к изготовлению расходуемых электродов, а именно титановых электродов, предназначенных для выплавки слитков титановых сплавов. Соединяют две и более части электрода в виде прессованных брикетов методом электронно-лучевого оплавления в вакууме. Брикеты укладывают друг за другом, закрепляют с торцов и оплавляют продольно по всей длине не менее трех раз для получения частично оплавленной поверхности электрода. Затем производят винтовое оплавление изготавливаемого электрода с получением частично оплавленной поверхности или кольцевое оплавление. При кольцевом оплавлении электронно-лучевое воздействие осуществляют посредством четырёх электронных газоразрядных пушек продольно по всей длине с получением полностью оплавленной поверхности изготавливаемого электрода. Техническим результатом, достигаемым при осуществлении изобретения, является получение из двух и более частей расходуемого электрода цельной структуры, с низким содержанием влаги, с частично или полностью оплавленной поверхностью, позволяющей исключить коробление электрода. 6 з.п. ф-лы, 2 пр., 3 ил.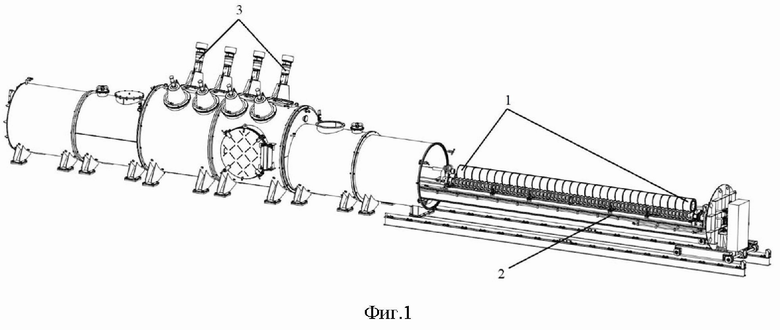
1. Способ изготовления расходуемого электрода для выплавки слитков титановых сплавов, включающий соединение двух и более прессованных брикетов, отличающийся тем, что соединение брикетов осуществляют методом электронно-лучевого оплавления в вакууме, при этом брикеты укладывают друг за другом, закрепляют с торцов и оплавляют продольно по всей длине не менее трех раз для получения частично оплавленной поверхности электрода, после чего производят винтовое или кольцевое оплавление изготавливаемого электрода.
2. Способ по п.1, отличающийся тем, что брикеты получают прессованием шихты в цилиндрической проходной матрице.
3. Способ по п.1, отличающийся тем, что укладку брикетов осуществляют в тележку, а перед оплавлением производят прогрев и дегазацию уложенных брикетов.
4. Способ по п.1, отличающийся тем, что продольное оплавление по всей длине производят путем перемещения тележки с уложенными брикетами, затем осуществляют поворот брикетов и повторяют оплавление уложенных брикетов при перемещении тележки в обратную сторону.
5. Способ по п.1, отличающийся тем, что винтовое оплавление производят при совмещении продольного перемещения изготавливаемого электрода и его вращения относительно продольной оси с получением частично оплавленной поверхности электрода.
6. Способ по п.1, отличающийся тем, что кольцевое оплавление производят при вращении изготавливаемого электрода относительно продольной оси.
7. Способ по п.6, отличающийся тем, что кольцевое оплавление производят на части изготавливаемого электрода посредством электронно-лучевого воздействия четырёх электронных газоразрядных пушек, после чего осуществляют продольное перемещение тележки и осуществляют кольцевое оплавление на другой его части с получением полностью оплавленной поверхности электрода.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ДЛЯ ВЫПЛАВКИ СЛИТКОВ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2284360C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2006 |
|
RU2313590C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2001 |
|
RU2197548C2 |
| Машина для загибки края деталей верха обуви | 1961 |
|
SU145159A1 |

