Изобретение относится к боковому нижнему обвязочному брусу кузова автомобильного транспортного средства.
Изобретение также относится к конструкции низа кузова транспортного средства, содержащей такой боковой нижний обвязочный брус кузова, и к способу изготовления такого бокового нижнего обвязочного бруса кузова.
В транспортном средстве конструкция низа кузова транспортного средства включает в себя два боковых нижних обвязочных бруса кузова, также называемых нижними порогами, которые являются внешними деталями транспортного средства, проходящими в продольном направлении транспортного средства по обе стороны от пола транспортного средства под дверями транспортного средства. Боковые нижние обвязочные брусья кузова расположены по обе стороны от одной или нескольких поперечных балок, действующих в качестве усиливающих элементов конструкции низа кузова транспортного средства.
На случай бокового удара в транспортное средство поперечные балки расположены таким образом, чтобы предотвращать деформацию салона транспортного средства, сохранять целостность панели пола, тем самым защищая пассажиров транспортного средства путем ограничения проникновения любого рода в пассажирский салон транспортного средства.
Боковой удар описывается в различных стандартизированных краш-тестах, таких, например, как боковой удар о столб, разработанный в рамках Европейской программы оценки новых автомобилей (EuroNCAP), при котором транспортное средство ударяется своим боком о неподвижный столб, имея относительную начальную скорость во время удара 32 км/ч. Еще одно стандартизированное испытание на боковой удар – это боковой удар об усовершенствованный подвижный деформируемый барьер (AE-MDB), разработанный в рамках Европейской программы оценки новых автомобилей EuroNCAP, при котором транспортное средство сталкивается боком со стандартизированным барьером массой 1300 кг, перекрывающим часть длины транспортного средства и движущимся со скоростью 50 км/ч.
На случай такого бокового удара боковой нижний обвязочный брус кузова может быть выполнен таким образом, чтобы сминаться к поперечным балкам для поглощения части энергии удара, в то время как поперечные балки остаются недеформированными, чтобы предотвращать проникновение в салон автомобиля.
Для этого боковой нижний обвязочный брус кузова образован, например, полой трубчатой деталью, которая может сминаться при боковом ударе. Чтобы улучшить поглощение энергии, во внутреннем объеме бокового нижнего обвязочного бруса кузова могут размещаться одна или несколько профилированных деталей, причем профилированные детали могут сминаться во время бокового удара, чтобы рассеивать энергию. Однако в некоторых транспортных средствах, в частности электромобилях, имеющих аккумуляторную батарею, проходящую под полом транспортного средства, поглощение энергии должно быть существенно улучшено, чтобы предотвращать повреждение аккумуляторной батареи во время бокового удара. Эта потребность дополнительно увеличивается из-за увеличения веса транспортного средства вследствие наличия аккумуляторной батареи и ее защитной рамы. Действительно, увеличенный вес вызывает увеличение кинетической энергии транспортного средства, что, в свою очередь, увеличивает потребность в поглощении энергии в случае столкновения.
Одной из целей изобретения является создание бокового нижнего обвязочного бруса кузова, оптимизированного с точки зрения поглощения энергии в случае бокового удара.
С этой целью изобретение относится к боковому нижнему обвязочному брусу кузова автомобильного транспортного средства, проходящего по существу в продольном направлении и содержащего по меньшей мере:
- внешний элемент нижнего обвязочного бруса и внутренний элемент нижнего обвязочного бруса, изготовленные из по существу жесткого материала и образующие между собой внешний объем, причем внешний элемент нижнего обвязочного бруса содержит по меньшей мере одну внутреннюю контактную поверхность, а внутренний элемент нижнего обвязочного бруса содержит по меньшей мере одну внешнюю контактную поверхность, причем по меньшей мере часть внешней контактной поверхности внутреннего элемента нижнего обвязочного бруса находится на расстоянии от по меньшей мере части внутренней контактной поверхности внешнего элемента нижнего обвязочного бруса в поперечном направлении, по существу перпендикулярном продольному направлению;
- внешнюю профилированную деталь, определяющую вместе с внутренним элементом нижнего обвязочного бруса внутренний объем, причем внешняя профилированная деталь содержит внешнюю контактную поверхность, по меньшей мере частично находящуюся на расстоянии от внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса в поперечном направлении;
- первую профилированную деталь, проходящую во внешнем объеме, причем первая профилированная деталь содержит по меньшей мере один внешний контактный участок, примыкающий к внутренней контактной поверхности внешнего элемента нижнего обвязочного бруса, по меньшей мере один внутренний контактный участок, проходящий напротив внешней контактной поверхности внутреннего элемента нижнего обвязочного бруса, и по меньшей мере одну соединительную стенку, соединяющую внешний контактный участок и внутренний контактный участок в поперечном направлении, причем первая профилированная деталь характеризуется первой сминаемостью в поперечном направлении,
- вторую профилированную деталь, проходящую во внутреннем объеме, причем вторая профилированная деталь содержит по меньшей мере один внешний контактный участок, примыкающий к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса, по меньшей мере один внутренний контактный участок, проходящий напротив внешней контактной поверхности внешней профилированной детали, и по меньшей мере одну соединительную стенку, соединяющую внешний контактный участок и внутренний контактный участок в поперечном направлении, причем вторая профилированная деталь характеризуется второй сминаемостью в поперечном направлении, меньшей, чем первая сминаемость,
при этом внешняя профилированная деталь имеет третью сминаемость в поперечном направлении, меньшую, чем вторая сминаемость.
Предлагаемый в изобретении боковой нижний обвязочного бруса кузова содержит первую профилированную деталь, имеющую более высокую сминаемость и проходящую между двумя по существу жесткими элементами, и вторую профилированная деталь, имеющую более низкую сминаемость и помещенную между по существу жестким элементом и внешней профилированной деталью, имеющей еще более низкую сминаемость. Такое расположение позволяет точно контролировать поведение бокового нижнего обвязочного бруса кузова при боковом ударе. В частности, благодаря такой конструкции, когда происходит боковой удар по внешнему элементу нижнего обвязочного бруса, внешний элемент нижнего обвязочного бруса побуждает первую профилированную деталь сминаться относительно внутреннего элемента нижнего обвязочного бруса, и, по мере распространения удара внутрь, внутренний элемент нижнего обвязочного бруса, в свою очередь, заставляет вторую профилированную деталь сминаться к внешней профилированной детали, которая, в свою очередь, сминается к остальной части конструкции низа кузова транспортного средства. Эта последовательность деформации оптимизирует поглощение энергии, гарантируя, что все профилированные детали должным образом деформированы и, следовательно, поглотили большее количество энергии во время бокового удара.
В соответствии с другими дополнительными отличительными признаками бокового нижнего обвязочного бруса кузова, рассматриваемыми отдельно или в любых технически возможных комбинациях:
- первая профилированная деталь содержит:
- по меньшей мере один верхний внешний контактный участок, примыкающий к внутренней контактной поверхности (16) внешнего элемента нижнего обвязочного бруса,
- по меньшей мере одну верхнюю соединительную стенку, соединяющую верхний внешний контактный участок с внутренним контактным участком,
- по меньшей мере один нижний внешний контактный участок, примыкающий к внутренней контактной поверхности (16) внешнего элемента нижнего обвязочного бруса, и
- по меньшей мере одну нижнюю соединительную стенку, соединяющую нижний внешний контактный участок с внутренним контактным участком;
- верхний внешний контактный участок и нижний внешний контактный участок первой профилированной детали прикреплены к внутренней контактной поверхности внешнего элемента нижнего обвязочного бруса;
- вторая профилированная деталь содержит:
- по меньшей мере один верхний внешний контактный участок, примыкающий к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса,
- по меньшей мере один верхний внутренний контактный участок, проходящий напротив внешней контактной поверхности внешней профилированной детали,
- по меньшей мере одну верхнюю соединительную стенку, соединяющую верхний внешний контактный участок с верхним внутренним контактным участком,
- по меньшей мере один внешний центральный контактный участок, примыкающий к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса,
- по меньшей мере одну первую промежуточную соединительную стенку, соединяющую верхний внутренний контактный участок (98) с внешним центральным контактным участком;
- по меньшей мере один внутренний нижний контактный участок, проходящий напротив внешней контактной поверхности внешней профилированной детали,
- по меньшей мере одну вторую промежуточную соединительную стенку, соединяющую внешний центральный контактный участок с внутренним нижним контактным участком,
- по меньшей мере один нижний внешний контактный участок, примыкающий к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса, и
- по меньшей мере одну нижнюю соединительную стенку, соединяющую внутренний нижний контактный участок с внешним нижним контактным участком;
- верхний внешний контактный участок и нижний внешний контактный участок второй профилированной детали прикреплены к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса;
- внешний центральный контактный участок второй профилированной детали прикреплен к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса;
- внешний элемент нижнего обвязочного бруса содержит:
- по меньшей мере одну верхнюю внутреннюю контактную поверхность, примыкающую к внешней контактной поверхности внутреннего элемента нижнего обвязочного бруса,
- по меньшей мере одну центральную внутреннюю контактную поверхность, расположенную на расстоянии от внешней контактной поверхности внутреннего элемента нижнего обвязочного бруса,
- по меньшей мере одну верхнюю соединительную стенку, соединяющую верхнюю внутреннюю контактную поверхность с центральной внутренней контактной поверхностью внешнего элемента нижнего обвязочного бруса,
- по меньшей мере одну нижнюю внутреннюю контактную поверхность, примыкающую к внешней контактной поверхности внутреннего элемента нижнего обвязочного бруса, и
- по меньшей мере одну нижнюю соединительную стенку, соединяющую нижнюю внутреннюю контактную поверхность с центральной внутренней контактной поверхностью внешнего элемента нижнего обвязочного бруса,
при этом внешний объем ограничен центральной внутренней контактной поверхностью внешнего элемента нижнего обвязочного бруса, внешней контактной поверхностью внутреннего элемента нижнего обвязочного бруса и верхней соединительной стенкой и нижней соединительной стенкой внешнего элемента нижнего обвязочного бруса;
- верхняя внутренняя контактная поверхность и нижняя внутренняя контактная поверхность внешнего элемента нижнего обвязочного бруса прикреплены к внешней контактной поверхности внутреннего элемента нижнего обвязочного бруса;
- внешняя профилированная деталь содержит:
- по меньшей мере одну верхнюю внешнюю контактную поверхность, примыкающую к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса,
- по меньшей мере одну центральную внешнюю контактную поверхность, расположенную на расстоянии от внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса,
- по меньшей мере одну верхнюю соединительную стенку, соединяющую верхнюю внешнюю контактную поверхность с центральной внешней контактной поверхностью внешней профилированной детали,
- по меньшей мере одну нижнюю внешнюю контактную поверхность, примыкающую к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса, и
- по меньшей мере одну нижнюю соединительную стенку, соединяющую нижнюю внешнюю контактную поверхность с центральной внешней контактной поверхностью внешней профилированной детали,
при этом внутренний объем ограничен центральной внешней контактной поверхностью внешней профилированной детали, внутренней контактной поверхностью внутреннего элемента нижнего обвязочного бруса и верхней соединительной стенкой и нижней соединительной стенкой внешней профилированной детали;
- верхняя внешняя контактная поверхность и нижняя внешняя контактная поверхность внешней профилированной детали прикреплены к внутренней контактной поверхности внутреннего элемента нижнего обвязочного бруса;
- внутренний элемент нижнего обвязочного бруса содержит по меньшей мере один центральный участок, один верхний участок и один нижний участок, проходящий по обе стороны от центрального участка, расстояние между внешней контактной поверхностью внутреннего элемента нижнего обвязочного бруса на центральном участке и внутренней контактной поверхностью внешнего элемента нижнего обвязочного бруса превышает расстояние между внешней контактной поверхностью внутреннего элемента нижнего обвязочного бруса на верхнем и нижнем участках и внутренней контактной поверхностью внешнего элемента нижнего обвязочного бруса;
- внешний элемент нижнего обвязочного бруса и внутренний элемент нижнего обвязочного бруса изготовлены из закаленной под прессом стальной детали, имеющей предел прочности на разрыв более 1200 МПа;
- в состав закаленной под прессом стали входят в мас.%:
- 0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное - железо и неизбежные примеси, возникающие в процессе обработки или
- 0,20% ≤C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, ≤ Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное - железо и неизбежные примеси, возникающие в процессе обработки; или
- 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное - железо и неизбежные примеси, возникающие в процессе обработки;
- толщина внешнего элемента нижнего обвязочного бруса по существу составляет от 1,2 мм до 1,6 мм;
- толщина внутреннего элемента нижнего обвязочного бруса по существу составляет от 0,8 мм до 1,2 мм;
- внешняя профилированная деталь, первая профилированная деталь и вторая профилированная деталь изготовлены из полностью мартенситной стали, имеющей предел текучести от 1200 МПа до 1700 МПа и предел прочности на разрыв от 1500 МПа до 1900 МПа;
- в состав полностью мартенситной стали входит в мас.%:
- 0,15% ≤ C ≤ 0,5%;
- произведение предела текучести на толщину внешней профилированной детали больше произведения предела текучести на толщину второй профилированной детали, произведение предела текучести на толщину второй профилированной детали больше, чем произведение предела текучести на толщину первой профилированной детали;
- толщина внешней профилированной детали больше толщины второй профилированной детали, толщина второй профилированной детали больше толщины первой профилированной детали;
- толщина первой профилированной детали по существу составляет от 0,8 мм до 1,2 мм;
- толщина второй профилированной детали по существу составляет от 1,2 мм до 1,6 мм;
- толщина внешней профилированной детали по существу составляет от 1,6 мм до 2 мм;
- по меньшей мере одна из соединительных стенок первой профилированной детали и/или второй профилированной детали проходит по меньшей мере в двух разных плоскостях.
Согласно другому аспекту, изобретение относится к конструкции низа кузова автомобильного транспортного средства, содержащей по меньшей мере одну поперечную балку, изготовленную из по существу жесткого материала, проходящую в поперечном направлении между двумя боковыми нижними обвязочными брусьями кузова, как описано выше, часть внутренней контактной поверхности внешней профилированной детали одного из боковых нижних обвязочных брусьев кузова, примыкающую к одному из поперечных концов поперечной балки, и часть внутренней контактной поверхности внешней профилированной детали другого бокового нижнего обвязочного бруса кузова, примыкающую к другому поперечному концу поперечной балки.
В соответствии с другими дополнительными отличительными признаками конструкции низа кузова автомобиля, рассматриваемыми отдельно или в любой технически возможной комбинации:
- конструкция низа кузова транспортного средства дополнительно содержит по меньшей мере одну защитную раму аккумуляторной батареи, проходящую под поперечной балкой между двумя боковыми нижними обвязочными брусьями кузова, причем упомянутая защитная рама содержит по меньшей мере два продольных усиливающих профиля, при этом один из упомянутых усиливающих профилей проходит напротив части внутренней контактной поверхности внешней профилированной детали одного из боковых нижних обвязочных брусьев кузова, а другой усиливающий профиль проходит напротив части внутренней контактной поверхности внешней профилированной детали другого бокового нижнего обвязочного бруса кузова;
- каждый из усиливающих профилей прикреплен к внешней профилированной детали соответствующего бокового нижнего обвязочного бруса кузова посредством соединительной детали, проходящей между упомянутым усиливающим профилем и упомянутой внешней профилированной деталью соответствующего бокового нижнего обвязочного бруса кузова;
- каждый из усиливающих профилей, изготовленный из по меньшей мере одного образованного прокатом стального листа, содержит верхний участок и нижний участок, проходящий в продольном направлении, причем упомянутый верхний участок и упомянутый нижний участок, каждый, имеют замкнутое поперечное сечение, ограниченное передней стенкой, задней стенкой, верхней стенкой и нижней стенкой, причем верхняя стенка и нижняя стенка, соединяют переднюю стенку с задней стенкой, при этом центральная стенка, проходит между передними стенками и задними стенками верхнего участка и нижнего участка, образует как нижнюю стенку верхнего участка, так и верхнюю стенку нижнего участка; а также
- по меньшей мере один элемент аккумуляторной батареи для электрического транспортного средства расположен в защитной раме аккумуляторной батареи.
Согласно другому аспекту, изобретение относится к способу изготовления описанного выше бокового нижнего обвязочного бруса кузова, включающему в себя по меньшей мере следующие этапы:
- обеспечение наличия внешнего элемента нижнего обвязочного бруса и внутреннего элемента нижнего обвязочного бруса, изготовленных из по существу жесткого материала,
- обеспечение наличия первой профилированной детали, второй профилированной детали и внешней профилированной детали, причем первая профилированная деталь характеризуется первой сминаемостью в поперечном направлении, большей, чем вторая сминаемость второй профилированной детали в поперечном направлении, причем вторая сминаемость больше третьей сминаемости внешней профилированной детали в поперечном направлении,
- сборка внешнего элемента нижнего обвязочного бруса, внутреннего элемента нижнего обвязочного бруса, первой профилированной детали, второй профилированной детали и внешней профилированной детали таким образом, чтобы внешний элемент нижнего обвязочного бруса и внутренний элемент нижнего обвязочного бруса определяли внешний объем, первая профилированная деталь проходила в упомянутым внешнем объеме и таким образом, чтобы внутренний элемент нижнего обвязочного бруса и внешняя профилированная деталь определяли внутренний объем, и вторая профилированная деталь проходила в упомянутом внутреннем объеме.
В соответствии с другими дополнительными отличительными признаками способа, рассматриваемыми отдельно или в любой технически возможной комбинации:
- внешний элемент нижнего обвязочного бруса и внутренний элемент нижнего обвязочного бруса изготавливают способом горячей штамповки сваренной по выкройке стальной заготовки;
- первую профилированную деталь, вторую профилированную деталь и внешнюю профилированную деталь изготавливают путем прокатки стального листа или стального рулона;
- этап сборки включает в себя следующие этапы:
- прикрепления первой профилированной детали к внешнему элементу нижнего обвязочного бруса,
- прикрепление второй профилированной детали к внутреннего элементу нижнего обвязочного бруса,
- прикрепление внешней профилированной детали к внутреннему элементу нижнего обвязочного бруса, к которому прикреплена вторая профилированная деталь,
- прикрепление внешнего элемента нижнего обвязочного бруса, к которому прикреплена первая профилированная деталь, к внутреннему элементу нижнего обвязочного бруса, к которому прикреплены вторая профилированная деталь (88) и внешняя профилированная деталь; и
- этапы крепления представляют собой этапы точечной сварки.
Другие аспекты и преимущества изобретения станут очевидными после прочтения последующего описания, представленного в качестве примера и выполненного со ссылкой на приложенные к описанию чертежи.
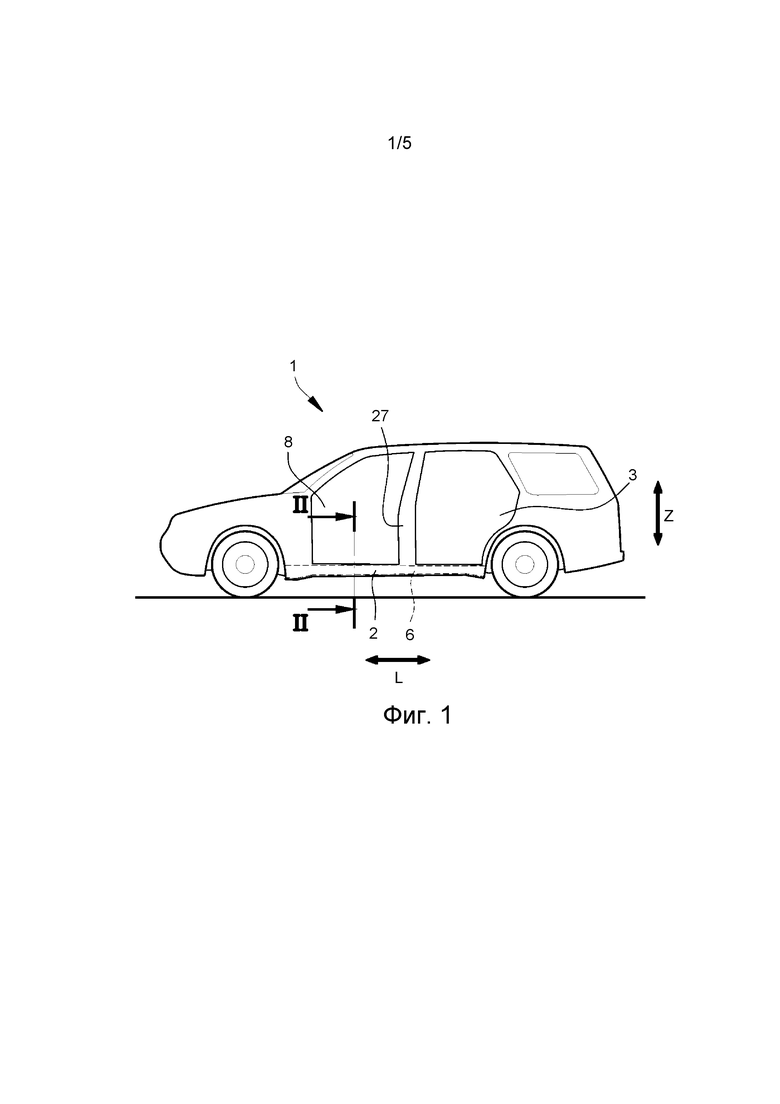
На фиг. 1 показано автомобильное транспортное средство, содержащее боковой нижний обвязочный брус кузова, вид сбоку;
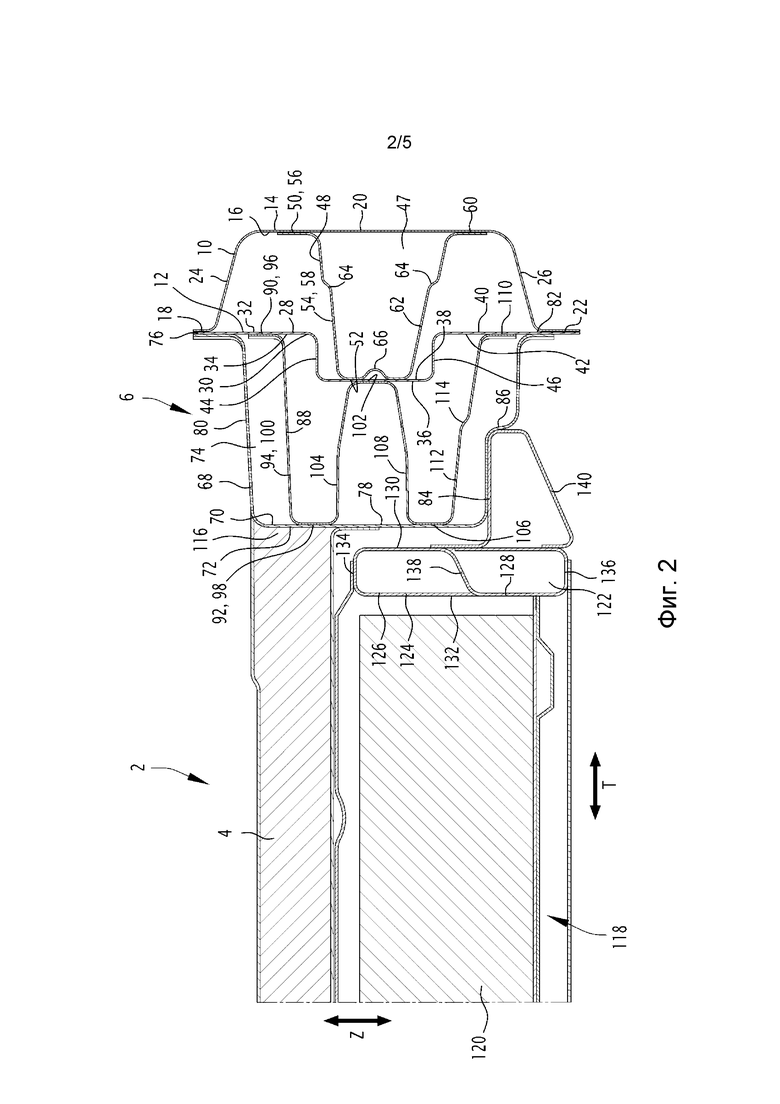
на фиг. 2 – конструкция низа кузова транспортного средства по фиг. 1, содержащего боковой нижний обвязочный брус кузова согласно изобретению, вид в поперечном разрезе по оси II-II части,
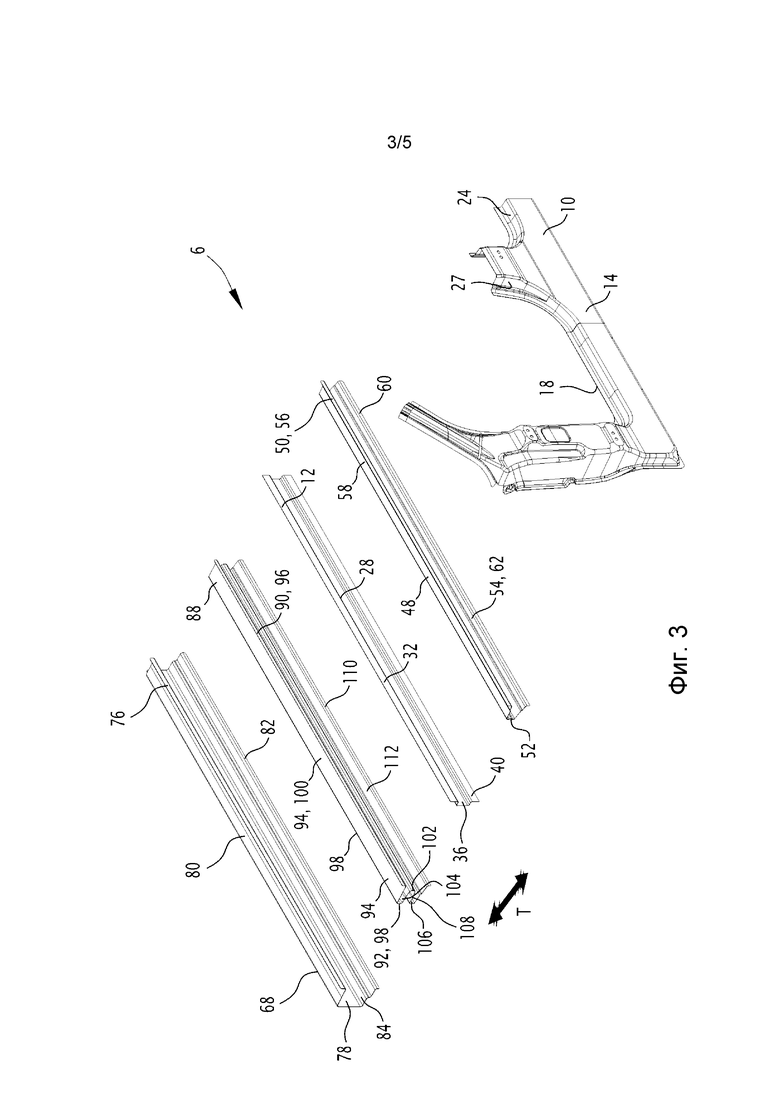
на фиг. 3 – боковой нижний обвязочный брус кузова согласно изобретению, вид в перспективе с пространственным разделением на компоненты, и
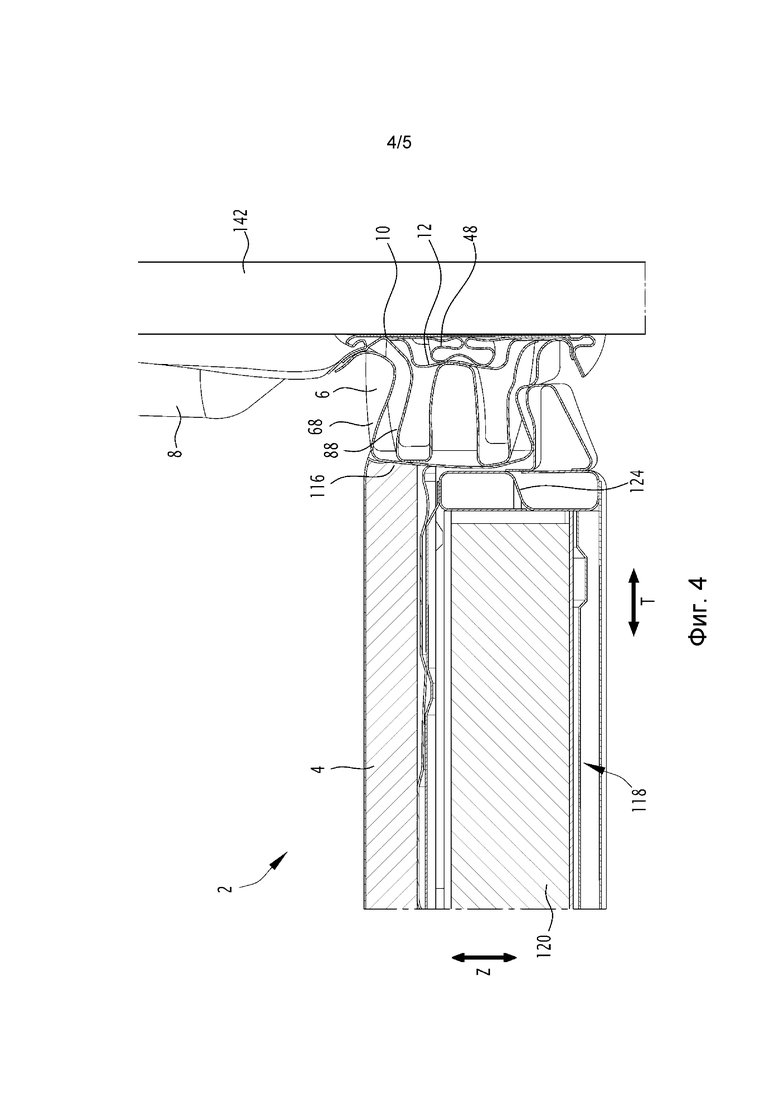
на фиг. 4 и 5 – конструкции низа кузова транспортного средства по фиг. 2 во время бокового удара, виды в поперечном разрезе.
В описании термин "продольный" определяется в соответствии с направлением перед-зад автомобильного транспортного средства, соответствующем длине транспортного средства, термин "поперечный" определяется в соответствии с направлением лево-право автомобильного транспортного средства, соответствующем ширине транспортного средства, а термин "высота" определяется в соответствии с высотой автомобильного транспортного средства. Термины "верхний" и "нижний" определены относительно направления высоты. Термин "внутренний" относится к тому, что обращено к внутренней части транспортного средства, а термин "внешний" относится к тому, что обращено к внешней стороне транспортного средства.
Со ссылкой на фиг. 1 и 2 описано автомобильное транспортное средство 1 и, в частности, конструкция 2 низа кузова транспортного средства, проходящая под полом транспортного средства.
Конструкция 2 низа кузова транспортного средства содержит по меньшей мере одну поперечную балку 4, проходящую в поперечном направлении T между двумя боковыми нижними обвязочными брусьями 6 кузова, проходящими в продольном направлении L. Как показано на фиг. 1, боковые нижние обвязочные брусья 6 кузова образуют внешнюю часть, проходящую под дверью (дверями) 8 с каждой стороны автомобиля. Поперечная балка 4 проходит в полу транспортного средства под салоном транспортного средства в поперечном направлении Т и образует, например, опору для крепления по меньшей мере одного сиденья транспортного средства в салоне транспортного средства. Как будет описано более подробно ниже, в случае бокового удара боковой нижний обвязочный брус 6 кузова, на который приходится удар, приспособлен для сминания и поглощения энергии, в то время как поперечная балка 4 расположена таким образом, чтобы оставаться в значительной степени недеформированной, и предотвращать проникновение в салон автомобиля.
Боковые нижние обвязочные брусья 6 кузова по существу идентичны и симметричны друг другу относительно центральной плоскости транспортного средства, проходящей в продольном и вертикальном направлениях. Соответственно, как показано на фиг. 2 и 3, теперь будет подробно описан только один из боковых нижних обвязочных брусьев кузова, в частности, боковой нижний обвязочный брус кузова, проходящий с правой стороны транспортного средства.
Боковой нижний обвязочный брус 6 кузова содержит внешний элемент 10 нижнего обвязочного бруса и внутренний элемент 12 нижнего обвязочного бруса, каждый из которых изготовлен из по существу жесткого материала и проходит в продольном направлении L. Под жестким материалом подразумевается материал, имеющий высокое механическое сопротивление, требующее большой энергии, чтобы деформироваться. Такой жесткий материал имеет, например, предел прочности на разрыв более 1200 МПа. Согласно одному из вариантов выполнения, внешний элемент 10 нижнего обвязочного бруса и каждый внутренний элемент 12 нижнего обвязочного бруса изготовлен из закаленной под прессом стальной детали, имеющей предел прочности на разрыв более 1200 МПа. Более конкретно, в различных вариантах выполнения состав закаленной под прессом стали включает в себя в мас.%:
- 0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤ 0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное – железо и неизбежные примеси, возникающие в процессе обработки; или
- 0,20% ≤C ≤ 0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, ≤ Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное – железо и неизбежные примеси, возникающие в процессе обработки; или
- 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10%, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное – железо и неизбежные примеси, возникающие в процессе обработки.
Закаленная под прессом сталь представляет собой, например, сталь Usibor® 1500. Внешний элемент 10 нижнего обвязочного бруса и внутренний элемент 12 нижнего обвязочного бруса получают, например, путем горячей штамповки сваренной по выкройке стальной заготовки.
Внешний элемент 10 нижнего обвязочного бруса содержит внешнюю контактную поверхность 14, обращенную к внешней стороне транспортного средства, и внутреннюю контактную поверхность 16, обращенную к внутренней части транспортного средства и к внутреннему элементу 12 нижнего обвязочного бруса. Внешняя контактная поверхность 14 и внутренняя контактная поверхность 16 образуют противоположные поверхности внешнего элемента 10 нижнего обвязочного бруса. Толщина внешнего элемента 10 нижнего обвязочного бруса, определяемая как расстояние, разделяющее внешнюю контактную поверхность 14 и внутреннюю контактную поверхность 16, составляет, например, по существу от 1,2 мм до 1,6 мм, и, например, по существу равна 1,4 мм.
Согласно варианту выполнения, показанному на фиг. 2 и 3, внешний элемент 10 нижнего обвязочного бруса имеет поперечное сечение, имеющее форму шляпы, и содержит верхний участок, определяющий верхнюю внутреннюю контактную поверхность 18, центральный участок, определяющий центральную внутреннюю контактную поверхность 20, и нижний участок, определяющий нижнюю внутреннюю контактную поверхность 22. Верхний участок и нижний участок соединены с центральным участком, соответственно, верхней соединительной стенкой 24 и нижней соединительной стенкой 26. Центральный участок выступает относительно верхней и нижней частей в направлении наружу, что означает, что расстояние, отделяющее центральный участок от внутреннего элемента 12 нижнего обвязочного бруса, больше, чем расстояние, отделяющее верхний и нижний участки от внутреннего элемента 12 нижнего обвязочного бруса. Как будет описано ниже, верхняя внутренняя контактная поверхность 18 и нижняя внутренняя контактная поверхность 22 внешнего элемента 10 нижнего обвязочного бруса примыкают к внутреннему элементу 12 нижнего обвязочного бруса и прикреплены к нему, в то время как центральная внутренняя поверхность 20 отстоит от внутреннего элемента 12 нижнего обвязочного бруса в поперечном направлении T.
В одном из вариантов осуществления в центральной части внешнего элемента 10 нижнего обвязочного бруса имеется выемка, проходящая в направлении внутренней части транспортного средства.
Как показано на фиг. 3, внешний элемент 10 нижнего обвязочного бруса является, например, частью элемента 27 наружного дверного кольца, включающего в себя по меньшей мере внешний элемент 10 нижнего обвязочного бруса и внешний элемент передней стойки и внешний элемент средней стойки, при этом внешний элемент передней стойки и внешний элемент средней стойки проходят в направлении Z вверх. Как известно, передняя стойка и средняя стойка проходят по обе стороны передней двери 8 транспортного средства, причем передняя стойка проходит от внешнего элемента 10 нижнего обвязочного бруса к лобовому стеклу, а средняя стойка проходит от внешнего элемента 10 нижнего обвязочного бруса к крыше транспортного средства, как показано на фиг. 1.
Внутренний элемент 12 нижнего обвязочного бруса имеет внешнюю контактную поверхность 28, обращенную к внешней стороне транспортного средства и к внешнему элементу 10 нижнего обвязочного бруса, и внутреннюю контактную поверхность 30, обращенную к внутренней части транспортного средства. Внешняя контактная поверхность 28 и внутренняя контактная поверхность 30 образуют противоположные поверхности внутреннего элемента 12 нижнего обвязочного бруса. Толщина внутреннего элемента 12 нижнего обвязочного бруса, определяемая как расстояние, разделяющее внешнюю контактную поверхность 28 и внутреннюю контактную поверхность 30, составляет, например, по существу от 0,8 мм до 1,2 мм и, например, по существу равна 1 мм. В более общем смысле, толщина внутреннего элемента 12 нижнего обвязочного бруса меньше толщины внешнего элемента 10 нижнего обвязочного бруса, что делает внутренний элемент 12 нижнего обвязочного бруса более деформируемым или сминаемым в поперечном направлении Т, чем внешний элемент 10 нижнего обвязочного бруса.
Под термином "более деформируемый или сминаемый в поперечном направлении Т" подразумевается, что для деформации или сминания одной детали требуется меньше энергии по сравнению с другой деталью. Под сминаемостью понимается способность детали складываться сама по себе при приложении усилия к одной из ее контактных поверхностей. Когда деталь сминается под действием усилия, она складывается сама по себе так же, как и пластиковая бутылка, когда сжимающая нагрузка прикладывается между верхом и дном бутылки. В этой связи сминаемость детали определяется необходимым количеством энергии или необходимым усилием, требуемым для сминания этой детали, причем сминаемость увеличивается по мере уменьшения необходимого количества энергии или необходимого усилия.
В качестве варианта выполнения, когда внешний элемент 10 нижнего обвязочного бруса и внутренний элемент 12 нижнего обвязочного бруса изготовлены из разных материалов, обеспечивают большее сминание в поперечном направлении T внутреннего элемента 12 нижнего обвязочного бруса, чем сминание в поперечном направлении T внешнего элемента 10 нижнего обвязочного бруса, обеспечивая большее произведение предела текучести на толщину внутреннего элемента 12 нижнего обвязочного бруса, чем произведение предела текучести на толщину внешнего элемента 10 нижнего обвязочного бруса.
В одном из вариантов осуществления внутренний элемент 12 нижнего обвязочного бруса представляет собой по существу плоский элемент. Однако в предпочтительном варианте выполнения, показанном на фиг. 2 и 3, внутренний элемент 12 нижнего обвязочного бруса имеет поперечное сечение в форме шляпы, и содержит верхний участок, определяющий верхнюю внешнюю контактную поверхность 32 и верхнюю внутреннюю контактную поверхность 34, центральный участок, определяющий центральную внешнюю контактную поверхность 36 и центральную внутреннюю контактную поверхность 38, и нижний участок, определяющий нижнюю внешнюю контактную поверхность 40 и нижнюю внутреннюю контактную поверхность 42. Верхний участок и нижний участок соединены с центральным участком, соответственно, верхней соединительной стенкой 44 и нижней соединительной стенкой 46. Центральный участок выступает относительно верхнего и нижнего участков во внутреннюю часть, что означает, что расстояние, отделяющее центральный участок от внешнего элемента 10 нижнего обвязочного бруса, больше, чем расстояние, отделяющее верхний и нижний участки от внешнего элемента 10 нижнего обвязочного бруса.
Верхняя внутренняя контактная поверхность 18 внешнего элемента 10 нижнего обвязочного бруса примыкает к верхней внешней контактной поверхности 32 внутреннего элемента 12 нижнего обвязочного бруса и прикрепляется к ней, а нижняя внутренняя контактная поверхность 22 внешнего элемента 10 нижнего обвязочного бруса примыкает и крепится к нижней внешней контактной поверхности 40 внутреннего элемента 12 нижнего обвязочного бруса. Крепление внешнего элемента 10 нижнего обвязочного бруса к внутреннему элементу 12 нижнего обвязочного бруса осуществляется, например, путем точечной сварки.
В одном из вариантов выполнения высота центрального участка внутреннего элемента 12 нижнего обвязочного бруса, измеренная в направлении высоты, меньше высоты центрального участка внешнего элемента 10 нижнего обвязочного бруса.
Внутренний элемент 12 нижнего обвязочного бруса является, например, частью внутреннего дверного кольцевого элемента, содержащего по меньшей мере внутренний элемент 12 нижнего обвязочного бруса, внутренний элемент передней стойки и внутренний элемент средней стойки. Внутренний дверной кольцевой элемент и внешний дверной кольцевой элемент 27 соединены вместе с образованием дверного кольца транспортного средства, содержащего переднюю стойку и среднюю стойку.
Внешний элемент 10 нижнего обвязочного бруса и внутренний элемент 12 нижнего обвязочного бруса образуют между собой внешний объем 47, ограниченный внутренней контактной поверхностью 16 внешнего элемента 10 нижнего обвязочного бруса, внешней контактной поверхностью 28 внутреннего элемента 12 нижнего обвязочного бруса и соединительными стенками 24 и 26 внешнего элемента 10 нижнего обвязочного бруса. Наибольшая ширина внешнего объема 47, измеренная в поперечном направлении T и соответствующая расстоянию, отделяющему центральную внутреннюю контактную поверхность 20 внешнего элемента 10 нижнего обвязочного бруса от центральной внешней контактной поверхности 36 внутреннего элемента нижнего обвязочного бруса, составляет, например, от 70 мм до 110 мм.
Первая профилированная деталь 48 проходит в продольном направлении L внутри внешнего объема 47 между внутренней контактной поверхностью 16 внешнего элемента 10 нижнего обвязочного бруса и внешней контактной поверхностью 28 внутреннего элемента 12 нижнего обвязочного бруса.
Первая профилированная деталь 48 содержит внешний контактный участок 50, примыкающий к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса, и внутренний контактный участок 52, продолжающийся напротив и вблизи внешней контактной поверхности 28 внутреннего элемента 12 нижнего обвязочного бруса. По меньшей мере одна соединительная стенка 54 соединяет внешний контактный участок 50 с внутренним контактным участком 52.
Под выражением "напротив и вблизи" подразумевается, что промежуток, отделяющий внутренний контактный участок 52 первой профилированной детали 48 от внешней контактной поверхности 28 внутреннего элемента 12 нижнего обвязочного бруса, составляет от 0 мм до 5 мм. Следует отметить, что этот промежуток предусмотрен для учета производственных допусков и что внутренний контактный участок 52 первой профилированной детали 48 может контактировать с внешней контактной поверхностью 28 внутреннего элемента 12 нижнего обвязочного бруса. Соответственно, соединительная стенка 54 проходит почти через весь внешний объем 47 в поперечном направлении T.
Первая профилированная деталь 48 содержит внешнюю контактную поверхность и внутреннюю контактную поверхность, образующие противоположные поверхности первой профилированной детали 48, причем внешняя контактная поверхность примыкает к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса внешним контактным участком 50, а внутренняя контактная поверхность проходит напротив внешней контактной поверхности 28 внутреннего элемента 12 нижнего обвязочного бруса на внутреннем контактном участке 52.
Согласно варианту выполнения, показанному на фиг. 1 и 2, первая профилированная деталь 48 имеет поперечное сечение в форме шляпы и содержит:
- верхний внешний контактный участок 56, при этом внешняя контактная поверхность первой профилированной детали 48 прилегает к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса, в частности, к центральной внутренней контактной поверхности 20 внешнего элемента 10 нижнего обвязочного бруса,
- верхнюю соединительную стенку 58, соединяющую верхний внешний контактный участок 56 с внутренним контактным участком 52,
- нижний внешний контактный участок 60, при этом внешняя контактная поверхность первой профилированной детали 48 прилегает к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса, в частности, к центральной внутренней контактной поверхности 20 внешнего элемента 10 нижнего обвязочного бруса,
- нижнюю соединительную стенку 62, соединяющую нижний внешний контактный участок 60 с внутренним контактным участком 52.
Внутренний контактный участок 52 первой профилированной детали 48 проходит напротив и вблизи центральной внешней контактной поверхности 36 внутреннего элемента 12 нижнего обвязочного бруса.
В одном из вариантов выполнения верхний контактный участок 56 прикреплен к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса, а нижний контактный участок 60 прикреплен к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса. Например, верхний контактный участок 56 и нижний контактный участок 60 первой профилированной детали 48 прикреплены к внутренней контактной поверхности 16 внешнего элемента 10 нижнего обвязочного бруса с обеих сторон от выемки, как показано на фиг. 2. Крепление осуществляется, например, точечной сваркой.
Верхняя и нижняя соединительные стенки 58, 62 проходят по обе стороны от внутреннего контактного участка 52 в направлении высоты. В одном из вариантов выполнения верхняя и нижняя соединительные стенки 58, 62 расходятся друг от друга от внутреннего контактного участка 52 к верхним и нижним контактным участкам 56, 60, что означает, что упомянутые верхняя и нижняя соединительные стенки 58, 60 образуют ненулевой угол с поперечным направлением T.
В одном из вариантов осуществления верхняя соединительная стенка 58 и/или нижняя соединительная стенка 62 проходят по меньшей мере в двух разных плоскостях, что означает, что в верхней соединительной стенке 58 и/или в нижней соединительной стенке 62 образована ступенька 64. Ступенька (ступеньки) 64 расположена (ы) таким образом, что каждая из верхней соединительной стенки 58 и/или нижней соединительной стенки 62 проходит в двух разных плоскостях по существу в поперечном направлении T, причем две плоскости проходят на разной высоте в поперечном направлении Z высоты.
В одном из вариантов выполнения внутренний контактный участок 52 содержит выемку 66, проходящую к внутренней центральной контактной поверхности 20 внешнего элемента 10 нижнего обвязочного бруса, что означает, что внутренний контактный участок 52 первой профилированной детали 48 проходит ближе к центральной внешней контактной поверхности 36 внутреннего элемента 12 нижнего обвязочного бруса вокруг выемки 66, чем в выемке 66.
Боковой нижний обвязочный брус 6 кузова дополнительно содержит внешнюю профилированную деталь 68, проходящую в продольном направлении L между внутренним элементом 12 нижнего обвязочного бруса и поперечной балкой 4.
Внешняя профилированная деталь 68 имеет внутреннюю контактную поверхность 70 и внешнюю контактную поверхность 72, образующие противоположные поверхности внешней профилированной детали 68. Внешняя контактная поверхность 68 по меньшей мере частично расположена на расстоянии от внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса, чтобы образовать внутренний объем 74 между внешней профилированной деталью 68 и внутренним элементом 12 нижнего обвязочного бруса.
Согласно варианту выполнения, показанному на фиг. 2 и 3, внешняя профилированная деталь 68 также имеет в поперечном сечении форму шляпы и содержит:
- верхний участок, на котором верхняя внешняя контактная поверхность 76 примыкает к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса и, более конкретно, к верхней внутренней контактной поверхности 34 внутреннего элемента 12 нижнего обвязочного бруса,
- центральный участок, на котором центральная внешняя контактная поверхность 78 расположена на расстоянии от внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса,
- верхняя соединительная стенка 80, соединяющая верхнюю внешнюю контактную поверхность 76 с центральной внешней контактной поверхностью 78,
- нижний участок, на котором нижняя внешняя контактная поверхность 82 примыкает к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса и, более конкретно, к нижней внутренней контактной поверхности 42 внутреннего элемента 12 нижнего обвязочного бруса,
- нижнюю соединительную стенку 84, соединяющую нижнюю внешнюю контактную поверхность 82 с центральной внешней контактной поверхностью 78.
В одном из вариантов выполнения верхний участок внешней профилированной детали 68 прикреплен к верхней внутренней контактной поверхности 34 внутреннего элемента 12 нижнего обвязочного бруса, а нижний участок внешней профилированной детали 68 прикреплен к нижней внутренней контактной поверхности 42 внутреннего элемента 12 нижнего обвязочного бруса. Соединение между верхним участком внутреннего элемента 12 нижнего обвязочного бруса с верхним участком внешнего элемента 10 нижнего обвязочного бруса и с верхним участком внешней профилированной детали 68 осуществляется, например, путем точечной сварки этих трех слоев вместе. Точно так же соединение между нижним участком внутреннего элемента 12 нижнего обвязочного бруса с нижним участком внешнего элемента 10 нижнего обвязочного бруса и с нижней участком внешней профилированной детали 68, например, достигается точечной сваркой этих трех слоев вместе.
Верхняя соединительная стенка 80 и нижняя соединительная стенка 84 проходят по существу в поперечном направлении T.
В одном из вариантов выполнения нижняя соединительная стенка 84 внешней профилированной детали 68 имеет ступеньку 86, разделяющую участок нижней соединительной стенки 84, смежный с центральным участком, и участок нижней соединительной стенки 84, смежный с нижним участком внешней профилированной детали 68, и расположенную таким образом, что нижняя соединительная стенка 84 проходит в двух плоскостях, каждая из которых проходит по существу в поперечном направлении T и на разной высоте в направлении Z высоты. Функция ступеньки 86 и участка нижней соединительной стенки 84, примыкающего к центральному участку, будет описана ниже.
Согласно варианту выполнения, показанному на фиг. 2 и 3, высота центрального участка внешней профилированной детали 68 больше, чем высота центрального участка внутреннего элемента 12 нижнего обвязочного бруса, и по существу равна или немного больше высоты центрального участка внешнего элемента 10 нижнего обвязочного бруса.
Внутренний объем 74 ограничен внутренней контактной поверхностью 30 внутреннего элемента 12 нижнего обвязочного бруса, внешней контактной поверхностью 72 внешней профилированной детали 68 и соединительными стенками 80 и 84 внешней профилированной детали 68. Ширина внутреннего объема 74, измеренная в поперечном направлении Т и соответствующая расстоянию, отделяющему центральную внутреннюю контактную поверхность 38 внутреннего элемента 12 нижнего обвязочного бруса от центральной внешней контактной поверхности 78 внешней профилированной детали 68, составляет, например, от 70 мм до 110 мм.
Соответственно, ширина внешнего объема 47 составляет от 40% до 60% общей ширины бокового нижнего обвязочного бруса 6 кузова в поперечном направлении T, что составляет около 180 мм, ширина внутреннего объема 74 представляет собой оставшуюся часть этой общей ширины.
Вторая профилированная деталь 88 проходит в продольном направлении L внутри внутреннего объема 74 между внутренней контактной поверхностью 30 внутреннего элемента 12 нижнего обвязочного бруса и внешней контактной поверхностью 72 внешней профилированной детали 68.
Вторая профилированная деталь 88 имеет внешний контактный участок 90, примыкающий к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса, и внутренний контактный участок 92, проходящий напротив внешней контактной поверхности 72 внешней профилированной детали 68 и вблизи нее. По меньшей мере одна соединительная стенка 94 соединяет внешний контактный участок 90 с внутренним контактным участком 92.
Под выражением "напротив и вблизи" подразумевается, что промежуток, отделяющий внутренний контактный участок 92 второй профилированной детали 88 от внешней контактной поверхности 72 внешней профилированной детали 68 по существу составляет от 0 до 0,5 мм. Следует отметить, что этот промежуток предусмотрен для учета производственных допусков, и что внутренний контактный участок 92 второй профилированной детали 88 может контактировать с внешней контактной поверхностью 72 внешней профилированной детали 68. Соответственно, соединительная стенка 94 проходит почти через весь внутренний объем 74 в поперечном направлении T.
Вторая профилированная деталь 88 содержит внешнюю контактную поверхность и внутреннюю контактную поверхность, образующие противоположные поверхности второй профилированной детали 88, причем внешняя контактная поверхность примыкает к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса на внешнем контактном участке 90, а внутренняя контактная поверхность проходит напротив внешней контактной поверхности 72 внешней профилированной детали 68 на внутреннем контактном участке 92.
Согласно варианту осуществления, показанному на фиг. 1 и 2, вторая профилированная деталь 88 имеет W-образное поперечное сечение и содержит:
- верхний внешний контактный участок 96, на котором внешняя контактная поверхность примыкает к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса, и, более конкретно, к верхней внутренней контактной поверхности 34 внутреннего элемента 12 нижнего обвязочного бруса,
- верхний внутренний контактный участок 98, на котором внутренняя контактная поверхность проходит напротив внешней контактной поверхности 70 внешней профилированной детали 68, и, в частности, напротив внешней центральной контактной поверхности 78 внешней профилированной детали 68,
- верхнюю соединительную стенку 100, соединяющую верхний внешний контактный участок 96 с верхним внутренним контактным участком 98,
- центральный внешний контактный участок 102, примыкающий к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса, и, более конкретно, к центральной внутренней контактной поверхности 38 внутреннего элемента 12 нижнего обвязочного бруса,
- первую промежуточную соединительную стенку 104, соединяющую верхний внутренний контактный участок 98 с центральным внешним контактным участком 102,
- нижний внутренний контактный участок 106, проходящий напротив внешней контактной поверхности 70 внешней профилированной детали 68, и, в частности, напротив центральной внешней контактной поверхности 78 внешней профилированной детали 68,
- вторую промежуточную соединительную стенку 108, соединяющую центральный внешний контактный участок 102 с нижним внутренним контактным участком 106,
- нижний внешний контактный участок 110, прилегающий к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса, и, более конкретно, к нижней внутренней контактной поверхности 42 внутреннего элемента 12 нижнего обвязочного бруса,
- нижнюю соединительную стенку 112, соединяющую нижнюю внутренний контактный участок 106 с нижней внешней контактной частью 110.
В одном из вариантов выполнения верхний внешний контактный участок 96 прикреплен к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса, и нижний внешний контактный участок 110 прикреплен к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса. В одном из вариантов осуществления центральный внешний контактный участок 102 также прикреплен к внутренней контактной поверхности 30 внутреннего элемента 12 нижнего обвязочного бруса.
Верхняя соединительная стенка 100 проходит в пространстве, отделяющем центральную внешнюю контактную поверхность 78 внешней профилированной детали 68 от верхней внутренней контактной поверхности 34 внутреннего элемента 12 нижнего обвязочного бруса по существу в поперечном направлении T, а нижняя соединительная стенка 112 проходит в пространстве, отделяющем центральную внешнюю контактную поверхность 78 внешней профилированной детали 68 от нижней внутренней контактной поверхности 42 внутреннего элемента 12 нижнего обвязочного бруса, по существу в поперечном направлении T. Первая и вторая промежуточные соединительные стенки 104 и 108 проходят в пространстве, отделяющем центральную внешнюю контактную поверхность 78 внешней профилированной детали 68 от центральной внутренней контактной поверхности 38 внутреннего элемента 12 нижнего обвязочного бруса, по существу в поперечном направлении T. Другими словами, ширина первой и второй промежуточных соединительных стенок 104 и 108 в поперечном направлении меньше ширины верхней и нижней соединительных стенок 100 и 112.
В одном из вариантов выполнения по меньшей мере одна из верхней и нижней соединительных стенок 100 и 112 проходит по меньшей мере в двух плоскостях, что означает, что в верхней соединительной стенке 100 и/или нижней соединительной стенке 112 образована ступенька 114. Ступенька (ступеньки) 114 расположена (ы) таким образом, что каждая верхняя соединительная стенка 100 и/или нижняя соединительная стенка 112 проходят в двух разных плоскостях, каждая из которых по существу проходит в поперечном направлении Т, причем две плоскости проходят на разной высоте в направлении Z высоты.
Первая профилированная деталь 48 характеризуется первой сминаемостью в поперечном направлении T, вторая профилированная деталь 88 характеризуется второй сминаемость в поперечном направлении T, а внешняя профилированная деталь 68 характеризуется третьей сминаемостью в поперечном направлении T. Первая профилированная деталь 48, вторая профилированная деталь 88 и внешняя профилированная деталь 68 расположены таким образом, что первая сминаемость больше второй сминаемости, которая больше третьей сминаемости. Другими словами, для сминания первой профилированной детали 48 требуется меньше энергии, чем для сминания второй профилированной детали 88, которая требует меньше энергии для сминания, чем внешняя профилированная деталь 68 в поперечном направлении T. Кроме того, первая, вторая и третья сминаемости больше, чем сминаемость внешнего элемента 10 нижнего обвязочного бруса и чем сминаемость внутреннего элемента 12 нижнего обвязочного бруса в поперечном направлении T.
В одном из вариантов выполнения первая, вторая и внешняя профилированная детали 48, 88 и 68 изготовлены из одного и того же материала, который представляет собой полностью мартенситную сталь с пределом текучести от 1200 до 1700 МПа и пределом прочности на разрыв от 1500 до 1900 МПа. В одном из вариантов осуществления состав полностью мартенситной стали включает в себя в мас.%: 0,15% ≤C ≤0,5%. Такой полностью мартенситной сталью является, например, сталь MartINsite® 1500 или MartINsite® 1700. Такая мартенситная сталь представляет собой хороший компромисс между легкостью процесса профилирования, механическими характеристиками и снижением веса. Материал может быть без покрытия или с покрытием, например, гальванизированным или оцинкованным с использованием любого подходящего процесса, такого как покрытие горячим погружением, электроосаждение, вакуумное покрытие. Первую, вторую и внешнюю профилированные детали 48, 88 и 68 изготавливают, например, путем прокатки стального листа или стального рулона.
В одном из вариантов выполнения отличающаяся сминаемость первой, второй и внешней профилированных деталей 48, 88 и 68 в поперечном направлении T достигается за счет изменения толщины этих профилированных деталей. Толщина профилированной детали определяется расстоянием, отделяющим ее внешнюю контактную поверхность от ее внутренней контактной поверхности. Чтобы получить вторую сминаемость, которая ниже первой сминаемости, и третью сминаемость, которая ниже второй сминаемости, толщина внешней профилированной детали 68 больше, чем толщина второй профилированной детали 88, а толщина второй профилированной детали 88 больше толщины первой профилированной детали 48.
В одном из вариантов выполнения толщина первой профилированной детали 48 по существу составляет от 0,8 мм до 1,2 мм и, например, равна 1 мм. В одном из вариантов выполнения толщина второй профилированной детали 88 по существу составляет от 1,2 мм до 1,6 мм и, например, равна 1,4 мм. В одном из вариантов осуществления толщина внешней профилированной детали 68 составляет по существу от 1,6 мм до 2 мм, например, равна 1,8 мм.
В качестве варианта, когда первая профилированная деталь 48, вторая профилированная деталь 88 и внешняя профилированная деталь 68 изготовлены из разных материалов, первую, вторую и третью сминаемости в поперечном направлении T получают путем обеспечения произведения предела текучести на толщину внешней профилированной детали 68, большего, чем произведение предела текучести на толщину второй профилированной детали 88, и произведения предела текучести на толщину второй профилированной детали 88 большего, чем произведение предела текучести на толщину первой профилированной детали 48.
В одном из вариантов выполнения, боковой нижний обвязочный брус 6 кузова дополнительно содержит крышку, проходящую наружу над внешним элементом 10 нижнего обвязочного бруса и скрывающую остальную часть бокового нижнего обвязочного бруса 6 кузова. Другими словами, крышка образует видимую часть бокового нижнего обвязочного бруса 6 кузова, когда боковой нижний обвязочный брус 6 кузова установлен на транспортном средстве. Крышка выполняет эстетическую, а не конструктивную функцию и поэтому может выбираться для придания надлежащего внешнего вида боковому нижнему обвязочному брусу 6 кузова, не требуя особых конструктивных особенностей, чтобы боковой нижний обвязочный брус 6 кузова вел себя при боковом ударе так, как хотелось бы.
Далее описывается способ изготовления описанного выше бокового нижнего обвязочного бруса 6 кузова.
Как описано ранее, каждый внутренний и внешний элементы 10 и 12 нижнего обвязочного бруса, изготавливают, например, горячей штамповкой сваренной по выкройке стальной заготовки, а каждую из первой, второй и внешней профилированных деталей 48, 88 и 68 получают путем прокатки стального листа или стального рулона.
Перед сборкой внутреннего элемента 12 нижнего обвязочного бруса с внешним элементом 10 нижнего обвязочного бруса первую профилированную деталь 48 прикрепляют к внешнему элементу 10 нижнего обвязочного бруса, например, путем точечной сварки верхнего контактного участка 56 первой профилированной детали 48 с внутренней контактной поверхностью 16 внешнего элемента 10 нижнего обвязочного бруса и нижнего контактного участка 60 первой профилированной детали 48 с внутренней контактной поверхностью 16 внешнего элемента 10 нижнего обвязочного бруса.
Также перед сборкой внутреннего элемента 12 нижнего обвязочного бруса с внешним элементом 10 нижнего обвязочного бруса вторую профилированную деталь 88 прикрепляют к внутреннему элементу 12 нижнего обвязочного бруса, например, точечной сваркой верхнего внешнего контактного участка 96 второй профилированной детали 88 с внутренней контактной поверхностью 30 внутреннего элемента 12 нижнего обвязочного бруса, нижнего внешнего контактного участка 110 второй профилированной детали 88 с внутренней контактной поверхностью 30 внутреннего элемента 12 нижнего обвязочного бруса и центрального внешнего контактного участка 102 второй профилированной детали 88 с внутренней контактной поверхностью 30 внутреннего элемента 12 нижнего обвязочного бруса. После того, как вторая профилированная деталь 88 прикреплена к внутреннему элементу 12 нижнего обвязочного бруса, к внутреннего элементу 12 нижнего обвязочного бруса прикрепляют внешнюю профилированную деталь 68, например, посредством точечной сварки верхней части внешней профилированной детали 68 с верхней внутренней контактной поверхностью 34 внутреннего элемента 12 нижнего обвязочного бруса и нижней части внешней профилированной детали 68 с нижней внутренней контактной поверхностью 42 внутреннего элемента 12 нижнего обвязочного бруса.
Внутренний элемент 12 нижнего обвязочного бруса, к которому прикреплены вторая профилированная деталь 88 и внешняя профилированная деталь 68, затем прикрепляют к внешнему элементу 10 нижнего обвязочного бруса, к которому прикреплена первая профилированная деталь 48, например, путем точечной сварки верхней внутренней контактной поверхности 18 внешнего элемента 10 нижнего обвязочного бруса с верхней внешней контактной поверхностью 32 внутреннего элемента 12 нижнего обвязочного бруса, и нижней внутренней контактной поверхностью 22 внешнего элемента 10 нижнего обвязочного бруса с нижней внешней контактной поверхностью 44 внутреннего элемента 12 нижнего обвязочного бруса.
В одном из вариантов выполнения, внешняя профилированная деталь 68 сначала крепится к поперечной балке 4 и к остальной части описываемой ниже конструкции низа кузова транспортного средства, перед прикреплением к внутреннему элементу 12 нижнего обвязочного бруса, к которому крепится вторая профилированная деталь 88.
Как указывалось ранее, поперечная балка 4 является по существу недеформируемой деталью при боковом ударе. Для этого поперечная балка 4 изготовлена из жесткого материала, такого как закаленная под прессом стальная деталь, имеющая предел прочности на разрыв более 1200 МПа. В одном из вариантов осуществления поперечная балка 4 изготовлена из стали Usibor®1500.
Поперечная балка 4 проходит между двумя поперечными концами 116, каждый из которых примыкает к одному из боковых нижних обвязочных брусьев 6 кузова, как описано выше. Более конкретно, как показано на фиг. 2, один из поперечных концов 116 примыкает к части внутренней контактной поверхности 72 внешней профилированной детали 68 правого бокового нижнего обвязочного бруса 6 кузова, а другой поперечный конец (на чертеже не показан) примыкает к части внутренней контактной поверхности внешней профилированной детали левого бокового нижнего обвязочного бруса (на чертеже не показан). Конструкция низа кузова транспортного средства может содержать более одной поперечной балки 4, проходящей между двумя боковыми нижними обвязочными брусьями 6 кузова.
В одном из вариантов выполнения, в котором автомобильное транспортное средство, в частности, представляет собой электрическое автомобильное транспортное средство, приводимое в действие от аккумуляторной батареи 118, низ кузова транспортного средства дополнительно содержит такую аккумуляторную батарею 118. Как известно, аккумуляторная батарея 118 содержит по меньшей мере один аккумуляторный элемент 120 и защитную раму 122.
Как показано на фиг. 2, аккумуляторная батарея 118 проходит под поперечной балкой 4 между боковыми нижними обвязочными брусьями 6 кузова. Защитная рама 122 содержит по меньшей мере два продольных усиливающих профиля 124, каждый из которых проходит напротив одного из боковых нижних обвязочных брусьев 6 кузова вблизи него. Усиливающие профили 124 по существу идентичны и расположены симметрично один другому относительно центральной плоскости транспортного средства, проходящей в продольном и вертикальном направлениях; далее будет подробно описан только один усиливающий профиль 124.
Усиливающий профиль 124 проходит напротив и вблизи части внутренней контактной поверхности 72 внешней профилированной детали 68 ниже той части внутренней контактной поверхности 72, к которой прикреплена поперечная балка 4.
Усиливающий профиль 124 имеет поперечное сечение в форме восьмерки и содержит верхний участок 126 и нижний участок 128, проходящие в продольном направлении, причем каждый из верхнего участка 126 и нижнего участка 128 имеют замкнутое поперечное сечение, ограниченное передней стенкой 130, задней стенкой 132, верхней стенкой 134 и нижней стенкой 136. Верхняя стенка 134 и нижняя стенка 136 соединяют переднюю стенку 130 с задней стенкой 132. Центральная стенка 138 проходит между передними стенками 130 и задними стенками 132 верхней части 126 и нижней части 128 и образует как нижнюю стенку верхней части 126, так и верхнюю стенку нижней части 128.
Передние стенки 130 проходят напротив внутренней контактной поверхности 72 внешней профилированной детали 68, а "усиливающий профиль 124 проходит вблизи внутренней контактной поверхности 72 внешней профилированной детали 68”; это означает, что расстояние между передними стенками 130 и внутренней контактной поверхностью 72 по существу составляет от 1 мм до 5 мм.
Передние стенки 130 и задние стенки 132 по существу параллельны внутренней контактной поверхности 72 внешней профилированной детали 68, а верхние стенки 134 и нижние стенки 136 по существу перпендикулярны передним стенкам 130 и задним стенкам 132. Другими словами, верхние стенки 134 и нижние стенки 136 проходят по существу в продольном и поперечном направлениях L и T. Однако в варианте осуществления, показанном на фиг. 2, центральная стенка 138 немного наклонена относительно поперечного направления T.
Усиливающий профиль 124 изготовлен, например, по меньшей мере из одного рулонного стального листа, который согнут и замыкается сам на себя, образуя вышеупомянутое поперечное сечение в форме восьмерки. Материал и форма усиливающего профиля 124 подбирают таким образом, что усиливающий профиль 124 остается по существу недеформированным в случае бокового удара.
Усиливающий профиль 124 прикреплен, например, к внешней профилированной детали 68 с помощью соединительной детали 140, проходящей между усиливающим профилем 124 и внешней профилированной деталью 68. Соединительная деталь 140, например, образована L-образным профилем, прикрепленным своей вертикальной стенкой к передним стенкам 130 усиливающего профиля 124 и своей горизонтальной стенкой к нижней соединительной стенке 84 внешней профилированной детали 68. Более конкретно, соединительная деталь 140, например, примыкает к части нижней соединительной стенки 84, смежной с центральным участком внешней профилированной детали 68, и к ступеньке 86, образованной в нижней соединительной стенке 84. Расположение соединительной детали 140 между передними стенками 130 усиливающего профиля 124 и внешней профилированной деталью 68 таково, что защитная рама 122 может крепиться к боковому нижнему обвязочному брусу 6 кузова, сохраняя при этом достаточный клиренс между нижней частью аккумуляторной батареи 118 и землей, по которой движется транспортное средство.
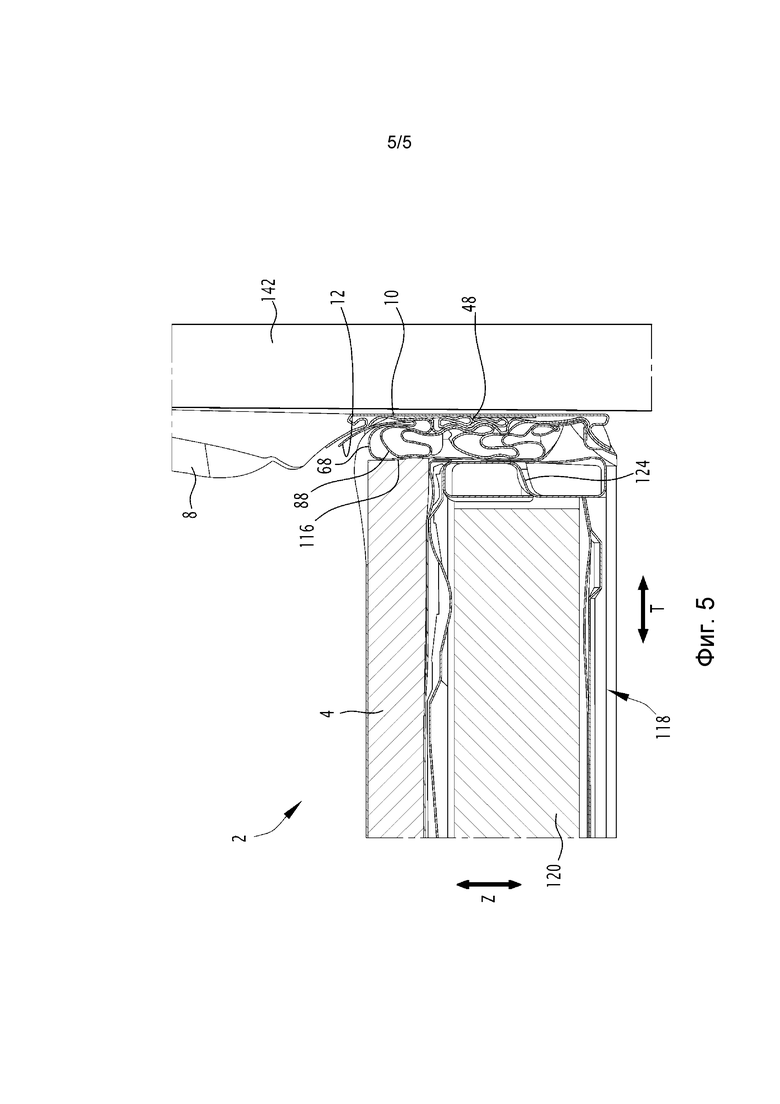
Поведение описанной выше конструкции 2 низа кузова транспортного средства в случае бокового удара, теперь будет описано со ссылкой на фиг. 4 и 5.
Как описано ранее, боковой удар может быть смоделирован с помощью различных стандартных краш-тестов, таких, например, как испытание на боковой удар о столб, разработанное в рамках Европейской программы оценки новых автомобилей (EuroNCAP), при котором транспортное средство ударяется боком о неподвижный столб, имея относительную начальную скорость в момент удара 32км/ч.
Другой стандартизованный тест на боковой удар – это испытание на боковой удар об усовершенствованный европейский подвижный деформируемый барьер (AE-MDB), разработанный в рамках Европейской программы оценки новых автомобилей (EuroNCAP), в ходе которого автомобиль сталкивается боком со стандартизированным барьером массой 1300 кг, перекрывающим часть длины автомобиля и движущимся со скоростью 50 км/ч.
В случае бокового удара столб 142 ударяет в одну из сторон транспортного средства и создает усилие, направленное внутрь транспортного средства в поперечном направлением T.
Когда столб 142 ударяется о внешний элемент 10 нижнего обвязочного бруса, внешний элемент 10 нижнего обвязочного бруса сминает первую профилированную деталь 48 к внешней контактной поверхности 28 внутреннего элемента 12 нижнего обвязочного бруса, сгибая соединительные стенки 58 и 62 первой профилированной детали 48 между внешним контактным участком 50 и внутренним контактным участком 52, как показано на фиг. 4.
Сминание соединительных стенок 58 и 62 позволяет поглотить часть энергии бокового удара. Кроме того, благодаря шляпообразным поперечным сечениям внешнего элемента 10 нижнего обвязочного бруса и внутреннего элемента 12 нижнего обвязочного бруса, размер внешнего объема 47 может быть увеличен, что позволяет увеличить ширину соединительных стенок 58 и 62 в поперечном направлении T, тем самым улучшая поглощение энергии благодаря сгибанию соединительных стенок 58 и 62. Следует отметить, что ступенька (ступеньки) 64, образованная(ные) в соединительной(ых) стенке(ах) 58 и/или 62, действует как направляющее средство для сгибания соединительной(ых) стенки(ей) и позволяет оптимизировать поглощение энергии соединительной стенкой (стенками) за счет обеспечения подходящего шаблона изгибания соединительной стенки (стенок).
Поскольку сминание первой профилированной детали 48 больше, чем сминание внешнего элемента 10 нижнего обвязочного бруса и внутреннего элемента 12 нижнего обвязочного бруса, гарантируется, что первая профилированная деталь 48 будет полностью смята до того, как по мере распространения бокового удара в сторону поперечной балки 4 будет смят внутренний объем 74.
Поскольку первая профилированная деталь 48 смята, внешний элемент 10 нижнего обвязочного бруса, также смятый и прижатый к внутреннему элементу 12 нижнего обвязочного бруса, и внутренний элемент 12 нижнего обвязочного бруса воздействуют на вторую профилированную деталь 88, которая сминается и прижимается к внешней контактной поверхности 70 внешней профилированной детали 68 вследствие различий в способности к сминанию различных компонентов бокового нижнего обвязочного бруса 6 кузова, как это описано выше. Следует отметить, что выемка, образованная в центральном участке внешнего элемента 10 нижнего обвязочного бруса, если таковая имеется, и выемка 66, образованная в центральном участке первой профилированной детали 48, также действуют как направляющие средства для деформирования внешнего элемента 10 нижнего обвязочного бруса и первой профилированной детали 48, которое также поглощает энергию при сминании.
Когда вторая профилированная деталь 88 сминается, соединительная стенка (и) 94 сминается между внешним контактным участком 90 и внутренним контактным участком 92. Более конкретно, верхняя, первая и вторая промежуточные и нижняя соединительные стенки 100, 104, 108 и 112 складываются сами на себя, тем самым поглощая энергию. Что касается первой профилированной детали 48, ступенька (ступеньки) 114, образованная в соединительной(ых) стенке(ах), действует как направляющее средство для сгибания соединительной(ых) стенки(ей), тем самым улучшая поглощение энергии.
Благодаря шляпообразной форме внутреннего элемента 12 нижнего обвязочного бруса и W-образной форме второй профилированной детали 88, ширина верхней и нижней соединительных стенок 100 и 112 может быть увеличена относительно ширины первой и второй промежуточных соединительных стенок 104 и 108, тем самым также оптимизируя способность к поглощению энергии второй профилированной деталью 88.
Поскольку внешняя профилированная деталь 68 проходит напротив по меньшей мере одной поперечной балки 4, которая по существу не деформируется во время бокового удара, внешняя профилированная деталь 68 также сминается к поперечной балке (балкам) 4, когда боковой удар распространяется в направлении внутренней части транспортного средства. Несмотря на то, что сминание второй профилированной детали 88 больше, чем сминание внешней профилированной детали 68, тем не менее, гарантируется, что вторая профилированная деталь 88 будет полностью смята до того, как внешняя профилированная деталь 68 также полностью сомнется, тем самым оптимизируя поглощение энергии боковым нижним обвязочным брусом 6 кузова, как показано на фиг. 5.
Соединительная деталь 140 может также выполняться с возможностью поглощения энергии во время сминания внешней профилированной детали 68. Такое поглощение энергии происходит за счет сминания соединительной детали 140 об усиливающий профиль 124 защитной рамы 122, который остается по существу недеформированным во время бокового удара, как описано ранее и как показано на фиг. 5.
Благодаря разной сминаемости компонентов бокового нижнего обвязочного бруса 6 кузова, при боковом ударе происходит оптимизированная последовательность деформации или сминания, что оптимизирует способность бокового нижнего обвязочного бруса 6 кузова поглощать энергию. Как упоминалось ранее, эта последовательность сминания по существу включает в себя полное сминание внешнего объема 47, как показано на фиг. 4, перед полным сминанием внутреннего объема 74, как показано на фиг. 5.
Когда боковой нижний обвязочный брус 6 кузова полностью смят, проникновение столба в салон автомобиля 142 предотвращается благодаря поперечной балке (балкам) 4. Кроме того, благодаря усиливающим профилям 124 защитной рамы 122 также предотвращаются повреждения аккумуляторного элемента(ов) 120.
Следует понимать, что формы первой профилированной детали 48 и второй профилированной детали 88 даны в качестве примера и что они могут быть изменены, в частности, для увеличения количества соединительных стенок, проходящих через внешний и внутренние объемы для дальнейшего улучшения поглощения энергии при боковом ударе.
Группа изобретений относится к области транспортного машиностроения. Боковой нижний обвязочный брус кузова автомобильного транспортного средства, проходящий в продольном направлении, содержит внешний элемент нижнего обвязочного бруса и внутренний элемент нижнего обвязочного бруса, внешнюю профилированную деталь, первую и вторую профилированные детали. Конструкция низа кузова автомобильного транспортного средства содержит поперечную балку, изготовленную из жесткого материала и проходящую в поперечном направлении между упомянутыми двумя боковыми нижними обвязочными брусьями кузова. Способ изготовления упомянутого бокового нижнего обвязочного бруса кузова включает этапы обеспечение наличия внешнего элемента нижнего обвязочного бруса и внутреннего элемента нижнего обвязочного бруса, обеспечение наличия профилированных деталей и внешней профилированной детали, сборка внешнего элемента нижнего обвязочного бруса, внутреннего элемента нижнего обвязочного бруса и профилированных деталей. Достигается поглощение энергии бокового удара. 3 н. и 30 з.п. ф-лы, 5 ил.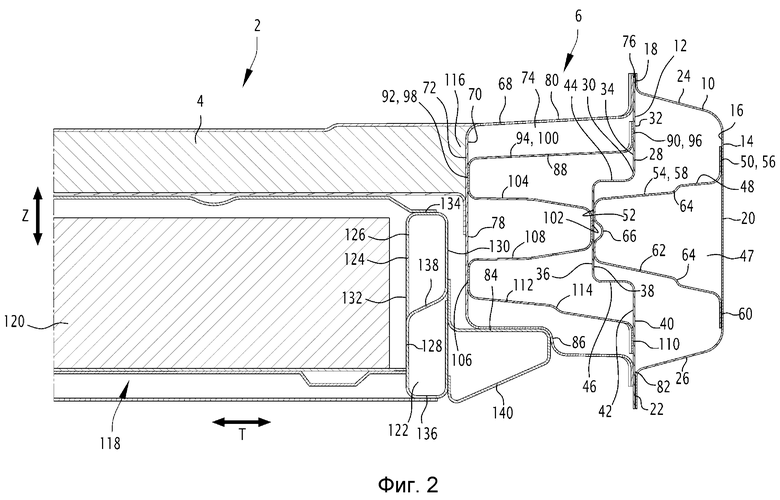
1. Боковой нижний обвязочный брус (6) кузова автомобильного транспортного средства (1), проходящий по существу в продольном направлении (L) и содержащий по меньшей мере:
внешний элемент (10) нижнего обвязочного бруса и внутренний элемент (12) нижнего обвязочного бруса, изготовленные из по существу жесткого материала и образующие между собой внешний объем (47), причем внешний элемент (10) нижнего обвязочного бруса имеет по меньшей мере одну внутреннюю контактную поверхность (16), а внутренний элемент (12) нижнего обвязочного бруса имеет по меньшей мере одну внешнюю контактную поверхность (28), при этом по меньшей мере часть внешней контактной поверхности (28) внутреннего элемента (12) нижнего обвязочного бруса находится на расстоянии от по меньшей мере части внутренней контактной поверхности (16) внешнего элемента (10) нижнего обвязочного бруса в поперечным направлением (T), по существу перпендикулярном продольному направлению (L),
внешнюю профилированную деталь (68), определяющую вместе с внутренним элементом (12) нижнего обвязочного бруса внутренний объем (74), при этом внешняя профилированная деталь (68) имеет внешнюю контактную поверхность (70), по меньшей мере частично находящуюся на расстоянии от внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса в поперечном направлении (T),
первую профилированную деталь (48), проходящую во внешнем объеме (47), при этом первая профилированная деталь (48) содержит по меньшей мере один внешний контактный участок (50), примыкающий к внутренней контактной поверхности (16) внешнего элемента (10) нижнего обвязочного бруса, по меньшей мере один внутренний контактный участок (52), проходящий напротив внешней контактной поверхности (28) внутреннего элемента (12) нижнего обвязочного бруса, и по меньшей мере одну соединительную стенку (54), соединяющую внешний контактный участок (50) и внутренний контактный участок (52) в поперечном направлении (T), причем первая профилированная деталь (48) характеризуется первой сминаемостью в поперечном направлении (T),
вторую профилированную деталь (88), проходящую во внутреннем объеме (74), при этом вторая профилированная деталь (88) содержит по меньшей мере один внешний контактный участок (90), примыкающий к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса, по меньшей мере один внутренний контактный участок (92), проходящий напротив внешней контактной поверхности (70) внешней профилированной детали (68), и по меньшей мере одну соединительную стенку (94), соединяющую внешний контактный участок (90) и внутренний контактный участок (92) в поперечном направлении (T), причем вторая профилированная деталь (88) характеризуется второй сминаемостью в поперечном направлении (T), меньшей, чем первая сминаемость,
при этом внешняя профилированная деталь (68) имеет третью сминаемость в поперечном направлении (Т), меньшую, чем вторая сминаемость.
2. Боковой нижний обвязочный брус кузова по п.1, в котором первая профилированная деталь (48) содержит:
по меньшей мере один верхний внешний контактный участок (56), примыкающий к внутренней контактной поверхности (16) внешнего элемента (10) нижнего обвязочного бруса,
по меньшей мере одну верхнюю соединительную стенку (58), соединяющую верхний внешний контактный участок (56) с внутренним контактным участком (52),
по меньшей мере один нижний внешний контактный участок (60), примыкающий к внутренней контактной поверхности (16) внешнего элемента (10) нижнего обвязочного бруса, и
по меньшей мере одну нижнюю соединительную стенку (62), соединяющую нижний внешний контактный участок (60) с внутренним контактным участком (52).
3. Боковой нижний обвязочный брус кузова по п.2, в котором верхний внешний контактный участок (56) и нижний внешний контактный участок (60) первой профилированной детали (48) прикреплены к внутренней контактной поверхности (16) внешнего элемента (10) нижнего обвязочного бруса.
4. Боковой нижний обвязочный брус кузова по любому из пп.1-3, в которой вторая профилированная деталь (88) содержит:
по меньшей мере один верхний внешний контактный участок (96), примыкающий к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса,
по меньшей мере один верхний внутренний контактный участок (98), проходящий напротив внешней контактной поверхности (70) внешней профилированной детали (68),
по меньшей мере одну верхнюю соединительную стенку (100), соединяющую верхний внешний контактный участок (96) с верхним внутренним контактным участком (98),
по меньшей мере один внешний центральный контактный участок (102), примыкающий к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса,
по меньшей мере одну первую промежуточную соединительную стенку (104), соединяющую верхний внутренний контактный участок (98) с внешним центральным контактным участком (102),
по меньшей мере один внутренний нижний контактный участок (106), проходящий напротив внешней контактной поверхности (70) внешней профилированной детали (68),
по меньшей мере одну вторую промежуточную соединительную стенку (108), соединяющую внешний центральный контактный участок (102) с внутренним нижним контактным участком (106),
по меньшей мере один нижний внешний контактный участок (110), примыкающий к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса, и
по меньшей мере одну нижнюю соединительную стенку (112), соединяющую внутренний нижний контактный участок (106) с внешним нижним контактным участком (110).
5. Боковой нижний обвязочный брус кузова по п.4, в котором верхний внешний контактный участок (96) и нижний внешний контактный участок (110) второй профилированной детали (88) прикреплены к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса.
6. Боковой нижний обвязочный брус кузова по любому из пп.4 или 5, в котором внешний центральный контактный участок (102) второй профилированной детали (88) прикреплен к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса.
7. Боковой нижний обвязочный брус кузова по любому из пп.1-6, в котором внешний элемент (10) нижнего обвязочного бруса содержит:
по меньшей мере одну верхнюю внутреннюю контактную поверхность (18), примыкающую к внешней контактной поверхности (28) внутреннего элемента (12) нижнего обвязочного бруса,
по меньшей мере одну центральную внутреннюю контактную поверхность (20), расположенную на расстоянии от внешней контактной поверхности (18) внутреннего элемента (12) нижнего обвязочного бруса,
по меньшей мере одну верхнюю соединительную стенку (24), соединяющую верхнюю внутреннюю контактную поверхность (18) с центральной внутренней контактной поверхностью (20) внешнего элемента (10) нижнего обвязочного бруса,
по меньшей мере одну нижнюю внутреннюю контактную поверхность (22), примыкающую к внешней контактной поверхности (28) внутреннего элемента (12) нижнего обвязочного бруса, и
по меньшей мере одну нижнюю соединительную стенку (26), соединяющую нижнюю внутреннюю контактную поверхность (22) с центральной внутренней контактной поверхностью (20) внешнего элемента (10) нижнего обвязочного бруса,
при этом внешний объем (47) ограничен центральной внутренней контактной поверхностью (20) внешнего элемента (10) нижнего обвязочного бруса, внешней контактной поверхностью (28) внутреннего элемента (12) нижнего обвязочного бруса и верхней соединительной стенкой (24) и нижней соединительной стенкой (26) внешнего элемента нижнего обвязочного бруса (10).
8. Боковой нижний обвязочный брус кузова по п.7, в котором верхняя внутренняя контактная поверхность (18) и нижняя внутренняя контактная поверхность (22) внешнего элемента (10) нижнего обвязочного бруса прикреплены к внешней контактной поверхности (28) внутреннего элемента (12) нижнего обвязочного бруса.
9. Боковой нижний обвязочный брус кузова по любому из пп.1-8, в котором внешняя профилированная деталь (68) содержит:
по меньшей мере одну верхнюю внешнюю контактную поверхность (76), примыкающую к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса,
по меньшей мере одну центральную внешнюю контактную поверхность (78), расположенную на расстоянии от внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса,
по меньшей мере одну верхнюю соединительную стенку (80), соединяющую верхнюю внешнюю контактную поверхность (76) с центральной внешней контактной поверхностью (78) внешней профилированной детали (68),
по меньшей мере одну нижнюю внешнюю контактную поверхность (82), примыкающую к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса, и
по меньшей мере одну нижнюю соединительную стенку (84), соединяющую нижнюю внешнюю контактную поверхность (82) с центральной внешней контактной поверхностью (78) внешней профилированной детали (68),
при этом внутренний объем (74) ограничен центральной внешней контактной поверхностью (78) внешней профилированной детали (68), внутренней контактной поверхностью (30) внутреннего элемента (12) нижнего обвязочного бруса и верхней соединительной стенкой (80) и нижней соединительной стенкой (84) внешней профилированной детали (68).
10. Боковой нижний обвязочный брус кузова по п.9, в котором верхняя внешняя контактная поверхность (76) и нижняя внешняя контактная поверхность (82) внешней профилированной детали (68) прикреплены к внутренней контактной поверхности (30) внутреннего элемента (12) нижнего обвязочного бруса.
11. Боковой нижний обвязочный брус кузова по любому из пп.1-10, в которой внутренний элемент (12) нижнего обвязочного бруса содержит по меньшей мере один центральный участок (36), один верхний участок (32) и один нижний участок (34), проходящие с обеих сторон от центрального участка (36), при этом расстояние между внешней контактной поверхностью (28) внутреннего элемента (12) нижнего обвязочного бруса на центральном участке (36) и внутренней контактной поверхностью (16) внешнего элемента (10) нижнего обвязочного бруса больше, чем расстояние между внешней контактной поверхностью (28) внутреннего элемента (12) нижнего обвязочного бруса на верхнем и нижнем участках (32, 34) и внутренней контактной поверхностью (16) внешнего элемента (10) нижнего обвязочного бруса.
12. Боковой нижний обвязочный брус кузова по любому из пп.1-11, в котором внешний элемент (10) нижнего обвязочного бруса и внутренний элемент (12) нижнего обвязочного бруса изготовлены из закаленной под прессом стальной детали, имеющей предел прочности на разрыв более 1200 МПа.
13. Боковой нижний обвязочный брус кузова по п.12, в котором в состав закаленной под прессом стали входят в мас.%:
0,15% ≤ C ≤ 0,5%, 0,5% ≤ Mn ≤ 3%, 0,1% ≤ Si ≤ 1%, 0,005% ≤ Cr ≤ 1%, Ti ≤ 0,2%, Al ≤ 0,1%, S ≤ 0,05%, P ≤ 0,1%, B ≤ 0,010%, остальное - железо и неизбежные примеси, возникающие в процессе обработки или
0,20% ≤C ≤0,25%, 1,1% ≤ Mn ≤ 1,4%, 0,15% ≤ Si ≤ 0,35%, ≤ Cr ≤ 0,30%, 0,020% ≤ Ti ≤ 0,060%, 0,020% ≤ Al ≤ 0,060%, S ≤ 0,005%, P ≤ 0,025%, 0,002% ≤ B ≤ 0,004%, остальное - железо и неизбежные примеси, возникающие в процессе обработки; или
0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,10, Nb ≤ 0,060%, 0,0005% ≤ B ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, S ≤ 0,005%, P ≤ 0,025%, остальное - железо и неизбежные примеси, возникающие в процессе обработки.
14. Боковой нижний обвязочный брус кузова по любому из пп.1-13, в котором толщина внешнего элемента (10) нижнего обвязочного бруса по существу составляет от 1,2 мм до 1,6 мм.
15. Боковой нижний обвязочный брус кузова по любому из пп.1-14, в котором толщина внутреннего элемента (12) нижнего обвязочного бруса по существу составляет от 0,8 мм до 1,2 мм.
16. Боковой нижний обвязочный брус кузова по любому из пп.1-15, в котором внешняя профилированная деталь (68), первая профилированная деталь (48) и вторая профилированная деталь (88) изготовлены из полностью мартенситной стали, имеющей предел текучести от 1200 до 1700 МПа, и предел прочности на разрыв от 1500 до 1900 МПа.
17. Боковой нижний обвязочный брус кузова по п.16, в котором в состав полностью мартенситной стали входит в мас.%: 0,15% ≤ C ≤ 0,5%.
18. Боковой нижний обвязочный брус кузова по любому из пп.1-17, в котором произведение предела текучести на толщину внешней профилированной детали (68) больше, чем произведение предела текучести на толщину второй профилированной детали (88), а произведение предела текучести на толщину второй профилированной детали (88) больше, чем произведение предела текучести на толщину первой профилированной детали (48).
19. Боковой нижний обвязочный брус кузова по любому из пп.1-18, в котором толщина внешней профилированной детали (68) больше, чем толщина второй профилированной детали (88), причем толщина второй профилированной детали (88) больше, чем толщина первой профилированной детали (48).
20. Боковой нижний обвязочный брус кузова по любому из пп.1-19, в котором толщина первой профилированной детали (48) по существу составляет от 0,8 мм до 1,2 мм.
21. Боковой нижний обвязочный брус кузова по любому из пп.1-20, в котором толщина второй профилированной детали (88) по существу составляет от 1,2 мм до 1,6 мм.
22. Боковой нижний обвязочный брус кузова по любому из пп.1-21, в котором толщина внешней профилированной детали (68) по существу составляет от 1,6 до 2 мм.
23. Боковой нижний обвязочный брус кузова по любому из пп.1-22, в котором по меньшей мере одна из соединительных стенок (54, 58, 62, 94, 100, 104, 108, 112) первой профилированной детали (48) и/или второй профилированной детали (88) проходит по меньшей мере в двух разных плоскостях.
24. Конструкция (2) низа кузова автомобильного транспортного средства (1), содержащая по меньшей мере одну поперечную балку (4), изготовленную из по существу жесткого материала, проходящую в поперечном направлении (T) между двумя боковыми нижними обвязочными брусьями (6) кузова по любому из пп.1-23, часть внутренней контактной поверхности (72) внешней профилированной детали (68) одного из боковых нижних обвязочных брусьев (6) кузова, примыкающую к одному из поперечных концов (116) поперечной балки (4), и часть внутренней контактной поверхности (72) внешней профилированной детали (68) другого бокового нижнего обвязочного бруса (6) кузова, примыкающую к другому поперечному концу (116) поперечной балки (4).
25. Конструкция низа кузова транспортного средства по п.24, дополнительно содержащая по меньшей мере одну защитную раму (122) аккумуляторной батареи, проходящую под поперечной балкой (4) между двумя боковыми нижними обвязочными брусьями (6) кузова, причем указанная защитная рама (122) содержит по меньшей мере два продольных усиливающих профиля (124), при этом один из упомянутых усиливающих профилей (124) проходит напротив части внутренней контактной поверхности (72) внешней профилированной детали (68) одного из боковых нижних обвязочных брусьев (6) кузова, а другой усиливающий профиль (124) проходит напротив части внутренней контактной поверхности (72) внешней профилированной детали (68) другого бокового нижнего обвязочного бруса (6) кузова.
26. Конструкция низа кузова транспортного средства по п.25, в которой каждый из усиливающих профилей (124) прикреплен к внешней профилированной детали (68) соответствующего бокового нижнего обвязочного бруса (6) кузова посредством соединительной детали (140), проходящей между указанным усиливающим профилем (124) и указанной внешней профилированной деталью (68) соответствующего бокового нижнего обвязочного бруса (6) кузова.
27. Конструкция низа кузова транспортного средства по любому из пп.25 или 26, в которой каждый из усиливающих профилей (124), изготовленный из по меньшей мере одного образованного прокатом стального листа, содержит верхний участок (126) и нижний участок (128), проходящие в продольном направлении (L), причем указанный верхний участок(126) и указанный нижний участок (128), каждый, имеют замкнутое поперечное сечение, ограниченное передней стенкой (130), задней стенкой (132), верхней стенкой (134) и нижней стенкой (136), при этом верхняя стенка (134) и нижняя стенка (136), соединяют переднюю стенку (130) с задней стенкой (132), при этом центральная стенка (138), проходит между передними стенками (130) и задними стенками (132) верхнего участка (126) и нижнего участка (128) образует как нижнюю стенку верхнего участка (126), так и верхнюю стенку нижнего участка (128).
28. Конструкция низа кузова транспортного средства по любому из пп.24-27, в которой по меньшей мере один элемент (120) аккумуляторной батареи для электрического транспортного средства расположен в защитной раме (122) аккумуляторной батареи.
29. Способ изготовления бокового нижнего обвязочного бруса кузова по любому из пп.1-23, включающий в себя по меньшей мере следующие этапы:
обеспечение наличия внешнего элемента (10) нижнего обвязочного бруса и внутреннего элемента (12) нижнего обвязочного бруса, изготовленных из по существу жесткого материала,
обеспечение наличия первой профилированной детали (48), второй профилированной детали (88) и внешней профилированной детали (68), причем первая профилированная деталь (48) характеризуется первой сминаемостью в поперечном направлении (Т), большей, чем вторая сминаемость второй профилированной детали (88) в поперечном направлении (T), причем вторая сминаемость больше, чем третья сминаемость внешней профилированной детали (68) в поперечном направлении (T),
сборка внешнего элемента (10) нижнего обвязочного бруса, внутреннего элемента (12) нижнего обвязочного бруса, первой профилированной детали (48), второй профилированной детали (88) и внешней профилированной детали (68) таким образом, чтобы внешний элемент (10) нижнего обвязочного бруса и внутренний элемент (12) нижнего обвязочного бруса определяли внешний объем (47), первая профилированная деталь (48) проходила во внешнем объеме (47), и таким образом, чтобы внутренний элемент (12) нижнего обвязочного бруса и внешняя профилированная деталь (68) определяли внутренний объем (74), при этом вторая профилированная деталь (88) проходила во внутреннем объеме (74).
30. Способ по п.29, в котором внешний элемент (10) нижнего обвязочного бруса и внутренний элемент (12) нижнего обвязочного бруса изготавливают способом горячей штамповкой сваренной по выкройке стальной заготовки.
31. Способ по любому из пп.29 или 30, в котором первую профилированную деталь (48), вторую профилированная деталь (88) и внешнюю профилированная деталь (68) изготавливают путем прокатки стального листа или стального рулона.
32. Способ по любому из пп.29-31, в котором этап сборки включает в себя следующие этапы:
прикрепление первой профилированной детали (48) к внешнему элементу (10) нижнего обвязочного бруса,
прикрепление второй профилированной детали (88) к внутреннему элементу (12) нижнего обвязочного бруса,
прикрепление внешней профилированной детали (68) к внутреннему элементу (12) нижнего обвязочного бруса, к которому прикреплена вторая профилированная деталь (88),
прикрепление внешнего элемента (10) нижнего обвязочного бруса, к которому прикреплена первая профилированная деталь (48), к внутреннему элементу (12) нижнего обвязочного бруса, к которому прикреплены вторая профилированная деталь (88) и внешняя профилированная деталь (68).
33. Способ по п.32, в котором этапы прикрепления представляют собой этапы точечной сварки.
| US 2016229456 A1, 11.08.2016 | |||
| WO 2016146694 A1, 22.09.2016 | |||
| Способ гашения скорости движущегося листа на рольганге | 1958 |
|
SU116450A1 |
| Устройство для установки вилок (фиксаторов) при их заливке в стаканах балок сборочных стапелей агрегатов самолетов | 1956 |
|
SU116826A1 |

