Известны устройства для установки вилок (фиксаторов) при их заливке в стаканах балок сборочных станелей агрегатов самолетов с использованием для этого натянутой струны или теодолита.
Отличительной особенностью иредлагаемого устройства является выполнение его переносным в виде устанавливаемого иа балке визирами в одну линию со струной скобообразного корпуса, несущего линейку, входящую в паз вилки, заливаемой цементом с таким расчетом, чтобы период застывания последнего использовать для установки второго такого же скобообразного корпуса с другой линейкой на заданную дистанцию. Такое выполнение предлагаемого устройства позволяет использовать его непосредственно па лгесте монтажа стапеля, в результате чего отпадает необходимость применения такого сложного, дорогостоящего сооружения как инструментальный стенд с подъемно-транспортными мащинами и обслуживающим персоналом.
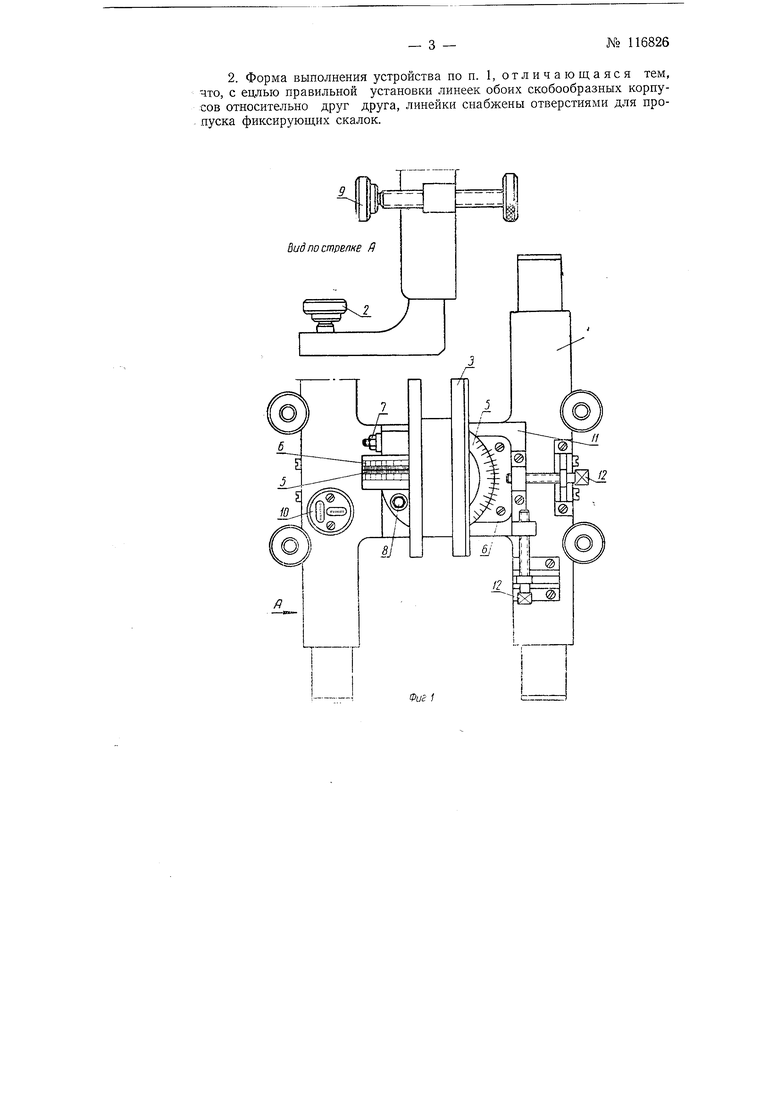
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 и фиг. 3 - устройство в рабочих положениях, вид сбоку и с торца.
Устройство состоит из скобообразного корпуса 1, усиленного с нижней стороны ребрами жесткости. В пазах ребер жесткости смонтированы на винтах боковые зажимы 2, при помоп;и которых корпус устапавливается и крепится на балке. В державке 3, имеющей ряд отверстий, З-станавливается и крепится штырями линейка 4.
Монтаж вилок (фиксаторов) па наклонных (в пространстве) балках осуществляется поворотом державкн 3 в горизонтальной и вертикальной плоскостях относительно оси балки. Отсчет поворота производится по градуированным шкалам 5. Точность установки определяется по шкалам нониуса 6.
Вертикальный поворот державки фиксируется тапгеи11.иа.1ьным зажимом 7, а горизонтальный - коническим 8.
№ 116826
Регулирование корпуса / по высоте производится опорными винтами 9, а точность установки фиксируется уровнем 10.
Доводка каретки 11 державки 3 относительно продольной и поперечной осей корпуса производится винтами 12.
Для установки корпусов на заданную дистанцию по шагу фиксаторов (вилок) применяют дистанционный калибр 13, состоящий из двух пластин 14, связанных между собой скобкой и направляющими планками 15, смонтированными на лицевой стороне пластины.
Каждая из пластин снабжена двумя рядами отверстий .
Дистанционный калибр 13 может быть установлен на любую длину по дистанции между осями вилок при помощи микрометра 16 путем вращения гайки 17 до соприкосновения упорных площадок микрометра и кронштейна 18.
Балку 19 с приваренными стаканами 20 закрепляют в рабочем положении стапеля.
На балку 19 устанавливают корпус / в исходное положение, т. е. осью державки 5 на условную базовую дистанцию против стакана 20.
До балки подводят боковые зажимы 2. Затем устанавливают ось державки 3 под заданные чертежом углы относительно осей балки стапеля (корпуса 1) в горизонтальной и вертикальной плоскостях и фиксируют горизонтальный установ коническим зажимом 8, а вертикальный - тангенциальным 7.
Опорными винтами 9 регулируют положение осей отверстий державки 3 по высоте, следя за показанием уровня //. После этого корпус / зажимают окончательно боковыми зажимами 2.
На линейке 4, либо переходных фитингах 21, фиксируют вилки (фиксаторы) 22 штырями 23 на заданный чертежом размер от оси балки 19. Затем вводят вилку 22 в стакан 20, а линейку 4 в державку 3 и заштыривают их.
Заливку вилки 22 цементом производят с таким расчетом, чтобы период застывания цемента использовать для такой же установки на балку 19 второго корпуса / с зафиксированной линейкой 4 против стаканов 20.
В отверстия линеек 4 обоих корпусов / вводят две скалки 24. Устанавливают на заданную дистанцию линейку 4 винтом 12 продольного регулирования каретки 11. Устанавливают дистанционный калибр 13 на заданный чертежом размер по шагу между залитой и следующей для монтажа вилками 22, после чего его устанавливают на линейки 4 и фиксируют штырями.
Сняв дистанционный калибр 13, вынимают скалки 24 и освобождают линейку 4.
Нредмет изобретения
1. Устройство для установки вилок (фиксаторов) при их заливке в стаканах балок сборочных стапелей агрегатов самолетов с применением натянутой струны или теодолита, отличающееся тем, что, с целью использования его непосредственно па месте монтажа стапеля, оно выполнено переносным в виде устанавливаемого на балке визирами в одну линию со струной скобообразного корпуса, несущего линейку, входящую в паз вилки, заливаемой цементом с таким расчетом, чтобы период застывапия последнего использовать для установки второго такого же скобообразного корпуса с другой линейкой на заданную дистанцию.
2. Форма выполнения устройства но п. 1, отличающаяся тем, что, с ецлью правильной установки линеек обоих скобообразных корпусов относительно друг друга, линейки снабжены отверстиями для пропуска фиксирующих скалок.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный стенд для сборки балок самолетостроительных стапелей | 1949 |
|
SU82685A1 |
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| Устройство для контроля положения в пространстве фиксирующих элементов | 1990 |
|
SU1737266A1 |
| Устройство для измерения кривизны скважин большого диаметра | 1989 |
|
SU1714105A1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ ОБЪЕМНЫХ КОНСТРУКЦИЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1966 |
|
SU184138A1 |
| Универсальный стенд для изготовления эталонов поверхностей и других элементов сборочной оснастки | 1956 |
|
SU106602A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ СБОРКИ КОСМИЧЕСКИХ АППАРАТОВ | 2024 |
|
RU2824224C1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ КОСМИЧЕСКИХ АППАРАТОВ | 2024 |
|
RU2825164C1 |
| СПОСОБ МОНТАЖА СТАПЕЛЯ ДЛЯ СБОРКИ АГРЕГАТОВ | 1992 |
|
RU2103201C1 |

Вид пострепке и
оооооооооо оОоОРРРРРРР,
21
, in(:v 2ii:2io О О О
©00 oq-f© о ©оЪ о о о о о о оН о о
о о ©о о @о
