Объектом изобретения является способ и устройство для изготовления стержней из непрерывной полосы материала.
Решение касается машин для изготовления стержней из непрерывной полосы материала, используемых в табачной промышленности, в которых во время формования непрерывного стержня объекты с особыми свойствами, например шарики с ароматическими веществами, помещаются между волокнами полосы. Такие объекты должны быть размещены в определенных положениях относительно оси стержней и концов стержней, в противном случае стержень определяется как дефектный и забракованный, что приводит к производственным потерям.
Из уровня техники известны устройства для вставки отдельных объектов в непрерывные полосы материала. В публикации WO2011024105A1 описана машина для изготовления стержней из ацетатной полосы, в которые помещаются шарики с ароматическим веществом, причем шарики помещаются в ацетатную полосу с помощью подающего колеса, край которого обеспечивает вставку шариков между сжатыми волокнами полосы.
Аналогичное решение раскрыто в документе EP2636322B1. В обоих раскрытых решениях в частично сжатой полосе материала выполнена канавка, в которую вставляются шарики, причем при выполнении канавки некоторые волокна раздавливаются, а некоторые другие волокна отодвигаются. Недостатком этих решений является то, что раздавленные волокна после уменьшения сжатия могут вызвать изменение положения шарика из-за того, что сила, исходящая от раздавленных волокон в направлении, противоположном направлению вставки шарика, в данном случае вверх, больше, чем в других направлениях.
Стержнеобразные изделия табачной промышленности часто снабжены шариками, пластинами или другими объектами, которые вставляются внутрь непрерывного стержня и выполняют соответствующие технологические функции в готовых табачных изделиях.
В документе US 20200107571 раскрыто устройство для формирования непрерывного стержня с использованием двух независимых полос материала, которые сжимаются вокруг вставляемой по центру металлической ленты. Устройство согласно US 20200107571 сжимает полосы вокруг металлической ленты с помощью формовочной воронки известной конструкции.
В уровне техники выявленная проблема состоит в том, чтобы получить контроль над положением шарика или другого объекта, вставленного внутрь полосы материала, образующей непрерывный стержень. Типичное решение - отрегулировать положение подающего колеса в зависимости от предполагаемого положения вставленного шарика.
Известные в настоящее время способы формирования непрерывного стержня, содержащего объекты, не позволяют производить регулировку в реальном времени в процессе производства. Существует потребность в решении, которое позволит осуществлять регулировку без остановки машины, чтобы сохранить повторяемость положения поперечно оси, а именно в вертикальном и горизонтальном направлениях.
Задача, которую решает настоящее изобретение, состоит в обеспечении возможности регулировать положение объекта (шарика, пластины) в процессе производства без необходимости остановки машины и в то же время в обеспечении повторяемости положения объекта в полосе волокон как в вертикальном, так и в горизонтальном направлении. В соответствии с изобретением устройство и способ регулировки положения шарика основаны на регулировке элементов, окружающих шарик в формируемом пучке материала и в сформированном непрерывном стержне, посредством адаптивного формирования полос пучка таким образом, чтобы обеспечить регулировку положения кармана, в который вставляется объект внутри непрерывного стержня. Представлен новый способ регулировки положения объекта, заменяющий или дополняющий известный способ, заключающийся в регулировке положения вставляющего колеса.
Объектом изобретения является устройство для изготовления стержней из непрерывной полосы материала, содержащее подающий модуль для подачи полосы материала, направляющий модуль для направления полосы материала, сжимающий модуль для сжатия полосы и формирования непрерывного стержня из полосы материала, и модуль подачи объекта для подачи объекта в сжимающий модуль. Устройство отличается тем, что снабжено режущим модулем для продольного разрезания полосы материала по меньшей мере на две отдельные полосы, причем отдельные полосы подаются через направляющий модуль на сжимающий модуль. Устройство дополнительно отличается тем, что снабжено регулировочной системой для регулировки положения по меньшей мере одного режущего элемента в режущем модуле так, чтобы регулировать ширину отдельных полос с заданием таким образом точки вставки вставляемого объекта.
Предпочтительно, устройство отличается тем, что в сжимающем модуле, по меньшей мере на части длины сжимающего модуля, расположен по меньшей мере один разделяющий элемент для разделения по меньшей мере двух отдельных полос.
Предпочтительно, устройство отличается тем, что в направляющем модуле расположен по меньшей мере один разделяющий элемент для разделения по меньшей мере двух отдельных полос.
Предпочтительно, устройство отличается тем, что разделяющий элемент в направляющем модуле и/или в сжимающем модуле прикреплен с возможностью угловой или линейной регулировки.
Предпочтительно, устройство отличается тем, что разделяющий элемент прикреплен посредством пружинного элемента.
Предпочтительно, устройство отличается тем, что модуль подачи объекта выполнен с возможностью подачи отдельных объектов в область сжимающего модуля посредством подающего колеса, снабженного карманами для объектов.
Предпочтительно, устройство отличается тем, что модуль подачи объекта выполнен с возможностью подачи непрерывного объекта в область действия сжимающего модуля посредством подающего колеса, снабженного направляющей канавкой.
Предпочтительно, устройство отличается тем, что режущий модуль снабжен по меньшей мере одной парой ножей.
Предпочтительно, устройство отличается тем, что снабжено по меньшей мере одним датчиком для проверки положения объекта, размещенного внутри непрерывного стержня, поперечно оси непрерывного стержня, причем система для регулировки положения по меньшей мере одного ножа в режущем модуле выполнена с возможностью регулировки ширины отдельных полос в зависимости от сигнала от указанного по меньшей мере одного датчика так, чтобы получить положение объекта, ближайшего к оси непрерывного стержня.
Предпочтительно, устройство отличается тем, что датчик выполнен с возможностью проверки положения объекта в поперечном сечении непрерывного стержня в вертикальном или горизонтальном направлении.
Предпочтительно, устройство отличается тем, что режущий модуль выполнен с возможностью продольного разрезания полосы материала по меньшей мере на три отдельные полосы так, чтобы задавать положение вставляемого объекта.
Предпочтительно, устройство отличается тем, что режущий модуль выполнен с возможностью регулировки положения режущих элементов независимо от других элементов.
Предпочтительно, устройство отличается тем, что подающий модуль, предназначенный для подачи полосы материала, выполнен с возможностью подачи материала, выбранного из группы, включающей: ацетатные волокна, гофрированную бумагу и гофрированную табачную фольгу.
Объектом изобретения также является способ изготовления стержней из непрерывной полосы материала, в котором подают полосу материала, разрезают полосу материала продольно по меньшей мере на две отдельные полосы, соединяют вместе отрезанные отдельные полосы и подготавливают соединенные вместе отдельные полосы для сжатия, сжимают отдельные полосы, формируя непрерывный стержень из продольно отрезанных отдельных полос, и вставляют объект во внутреннюю часть непрерывного стержня между отдельными полосами. Способ отличается тем, что проверяют положение объекта, вставленного внутрь непрерывного стержня поперечно оси непрерывного стержня, и регулируют положение по меньшей мере одного режущего элемента в режущем модуле так, чтобы изменять ширину отдельных полос.
Предпочтительно, способ отличается тем, что положение объекта проверяют посредством датчика, а положение по меньшей мере одного режущего элемента в режущем модуле регулируют в зависимости от сигнала датчика.
Представленное решение обеспечивает повышение эффективности производственной машины. Решение обеспечивает возможность формирования разделительной линии между отдельными полосами материала, из которых формируется непрерывный стержень. За счет баланса сил, действующих на вставленный объект и оказываемых окружающими полосами, было достигнуто центральное положение объекта с большей повторяемостью.
Преимущество решения заключается в возможности регулировки положения точки вставки объекта в непрерывном стержне без необходимости изменения положения вставляющего модуля. Использование геометрии полос, соединяемых вместе и образующих непрерывный стержень, позволяет задать точку вставки объекта в пространстве, соответствующим образом выбирая ширину полос, то есть уже на этапе разрезания полосы материала на индивидуальные отдельные полосы.
Кроме того, преимуществом решения является ограничение сил, действующих на вставляемый объект, из-за вставки объекта на разделительной линии полос или на стыке нескольких полос, образующих непрерывный стержень. Это ограничивает возникновение сил, выталкивающих объект, которые возникают в известных из уровня техники решениях при использовании плуга, разделяющего соединенные волокна, например полос из сжатого ацетата или гофрированной бумаги. Это является следствием того факта, что в отличие от известных из уровня техники решений, в раскрытом изобретении нет необходимости формировать/открывать зазор в соединенных между собой волокнах полосы, образующей непрерывный стержень, однако существует потребность в поддержании границы между разделенными полосами, между которыми будет вставлен объект. Разделение отдельных полос облегчает вставку объекта и обеспечивает защиту от их неконтролируемого перемещения.
Кроме того, преимуществом изобретения является возможность корректировки положения объекта внутри продукта, который, несмотря на запланированное положение внутри продукта, не был помещен в заданное положение в результате действия технологических факторов. Предлагаемое изобретение дает гибкие возможности определения положения вставляемого объекта с использованием измерительных и эвристических методов.
Объект настоящего изобретения подробно показан в предпочтительном варианте осуществления на чертежах, на которых:
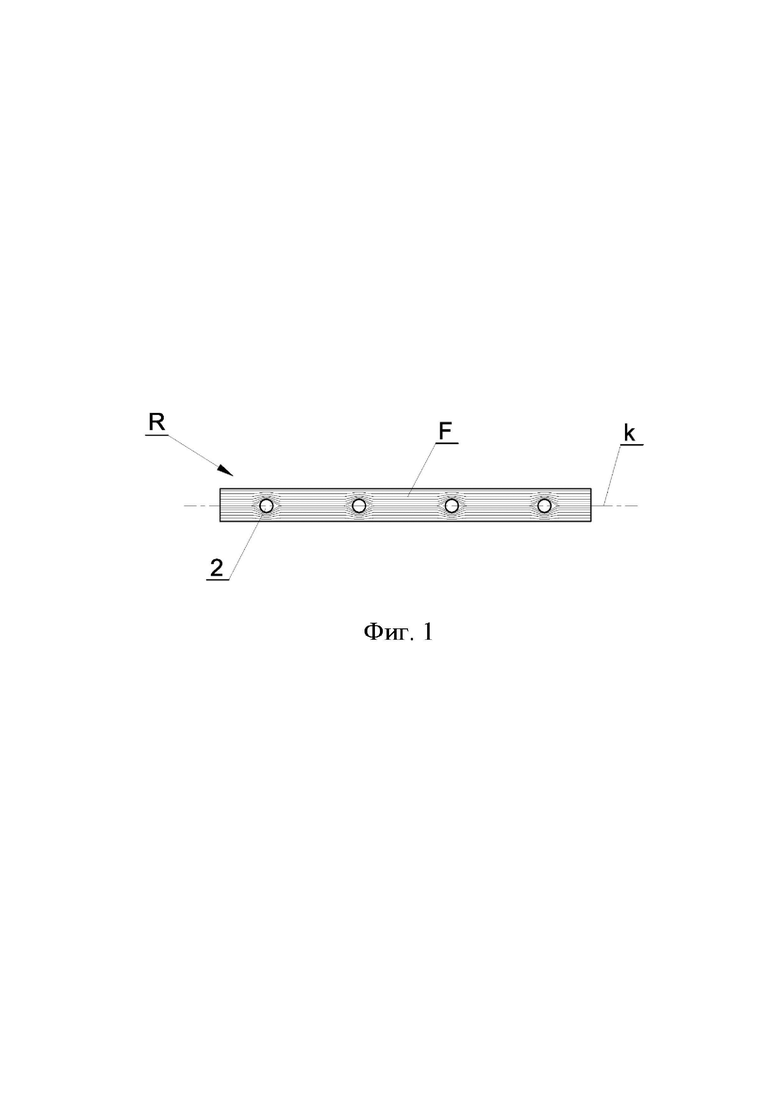
- на фиг. 1 показано поперечное сечение фильтрующего стержня R, содержащего четыре шарика;
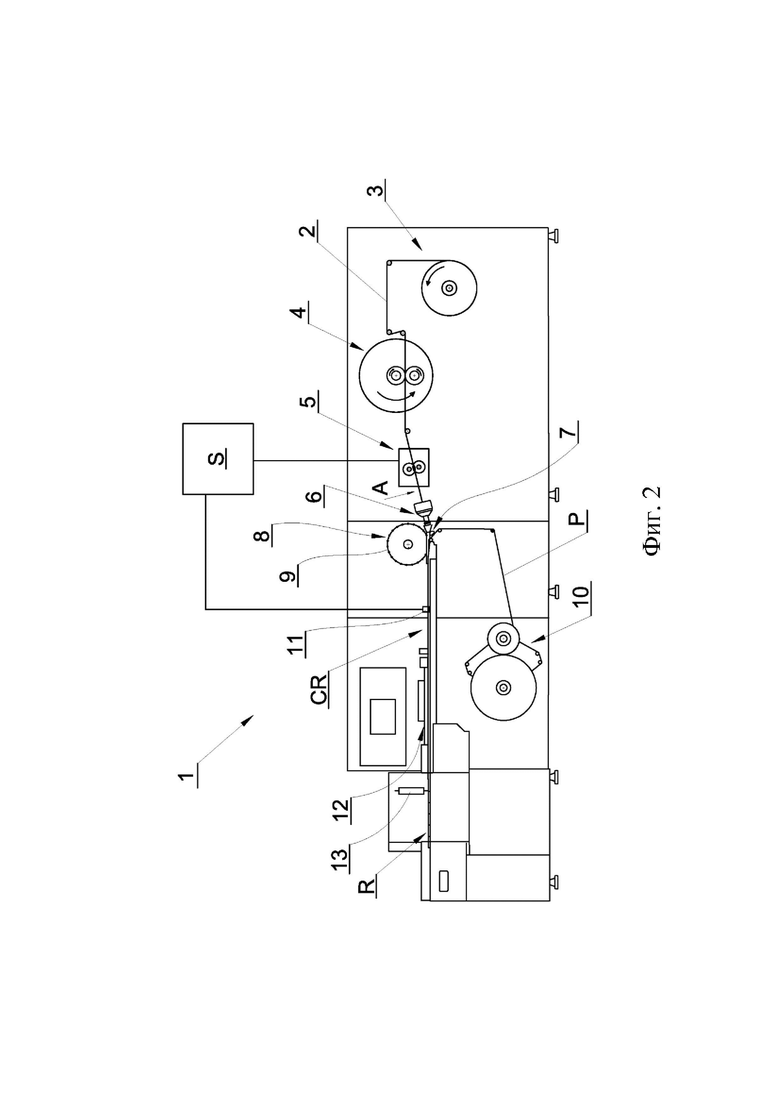
- на фиг. 2 показано устройство для изготовления стержней из непрерывной полосы материала в первом варианте осуществления;
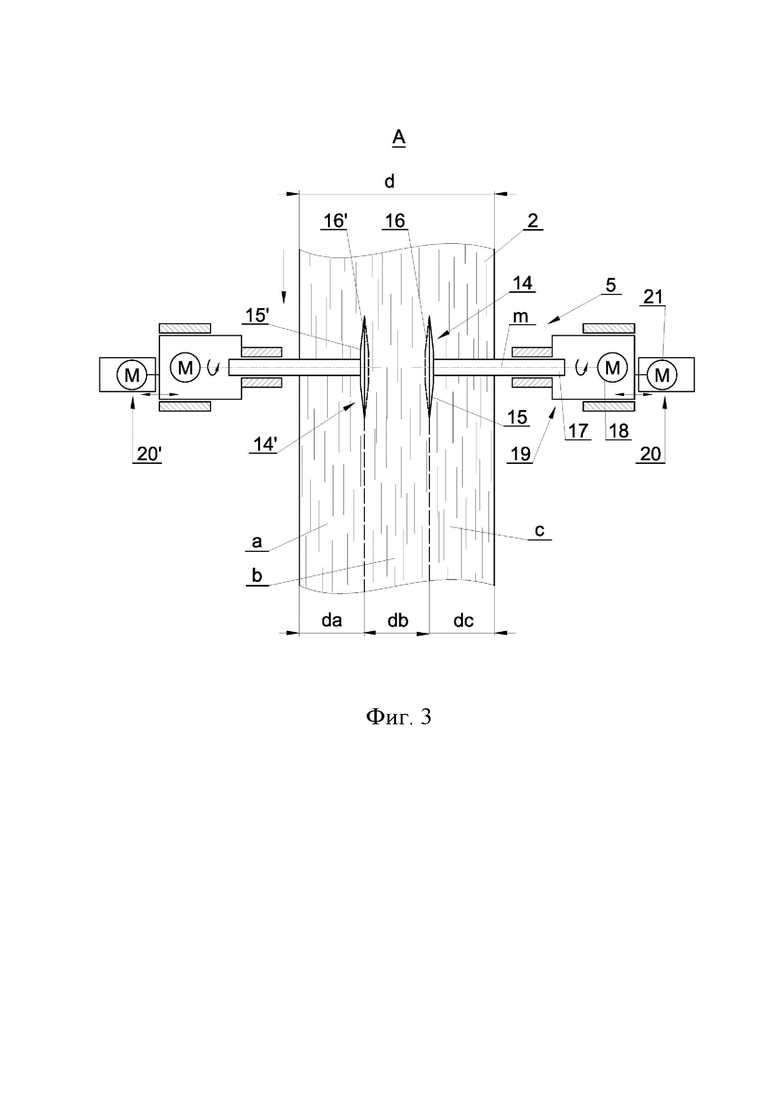
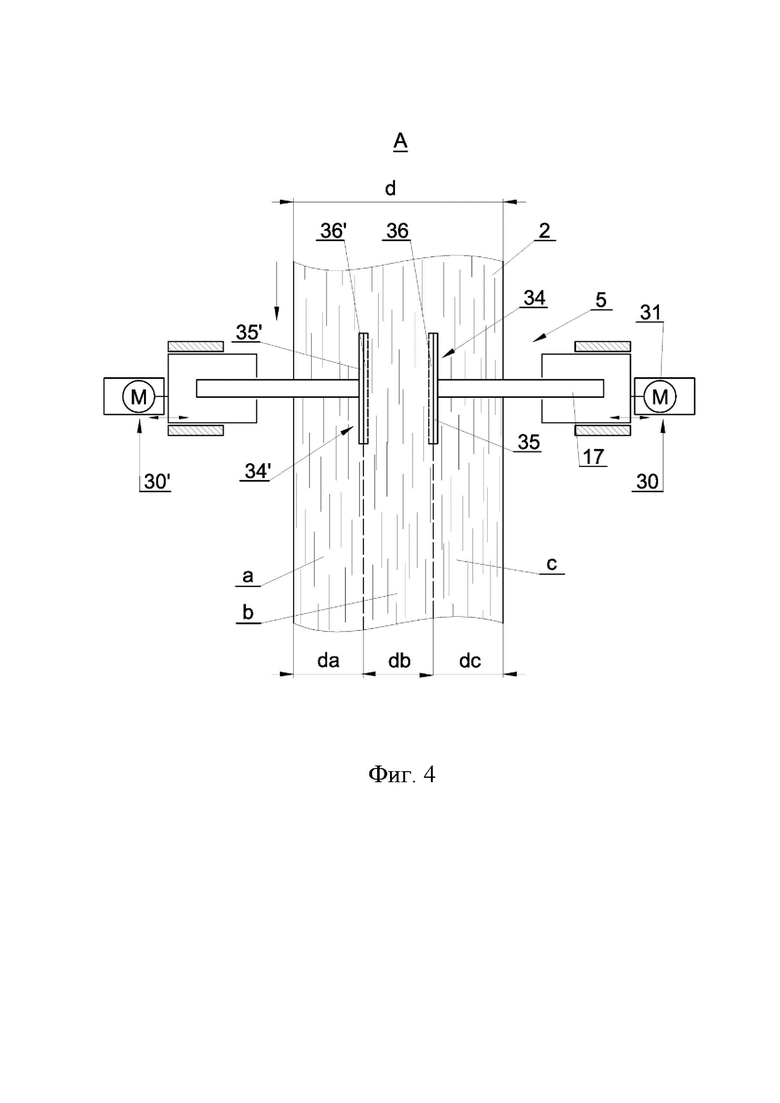
- на фиг. 3 и 4 показан вид сверху на гофрированную полосу материала, разрезанную на отдельные полосы режущим модулем;
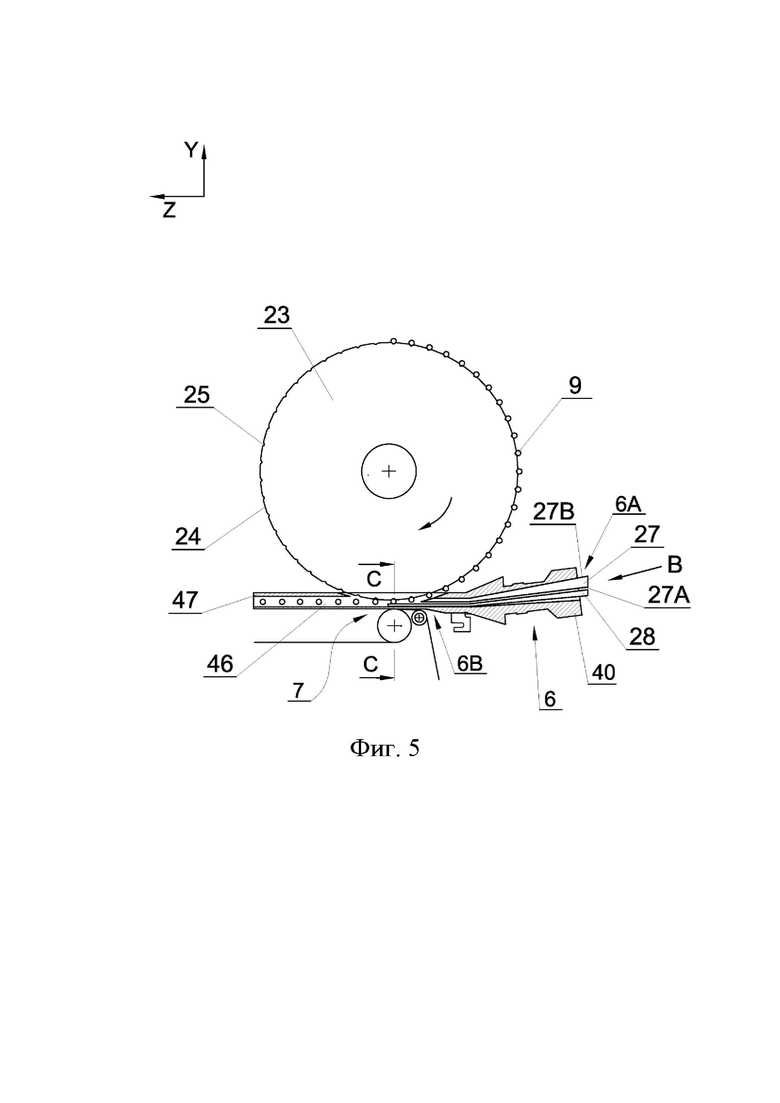
- на фиг. 5 показан увеличенный вид подающего колеса с фиг. 2;
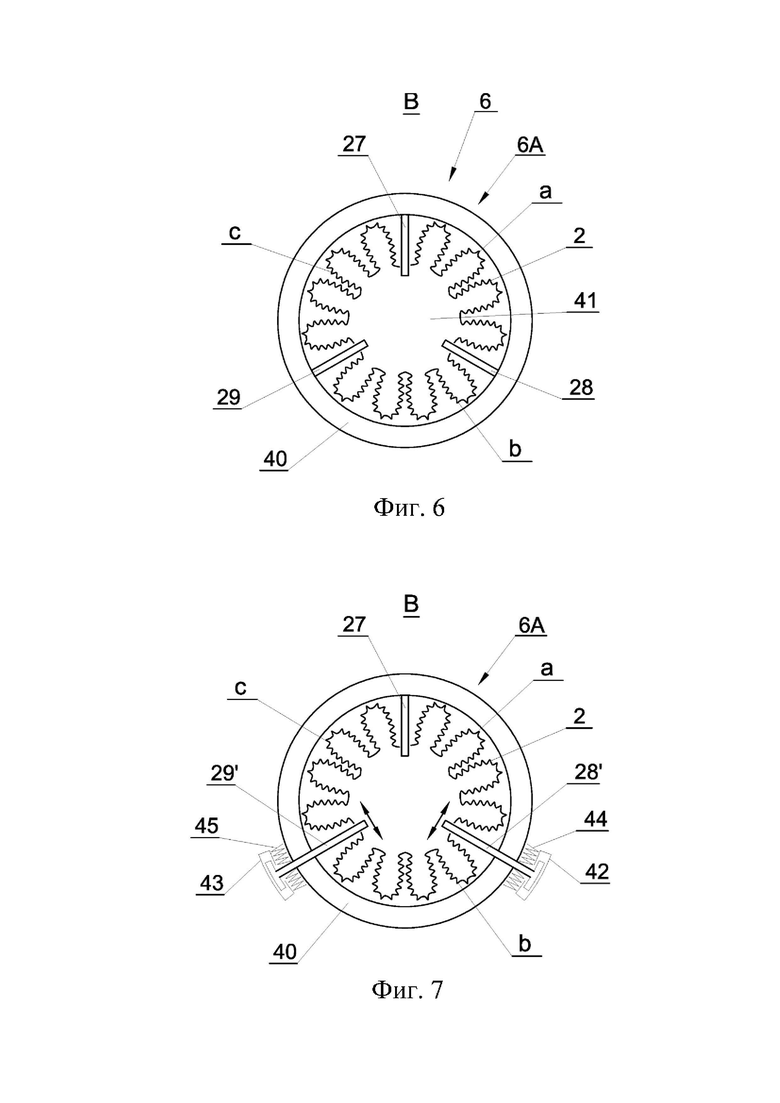
- на фиг.6 показан вид входа в направляющий модуль в первом варианте осуществления;
- на фиг. 7 показан вид входа в направляющий модуль во втором варианте осуществления;
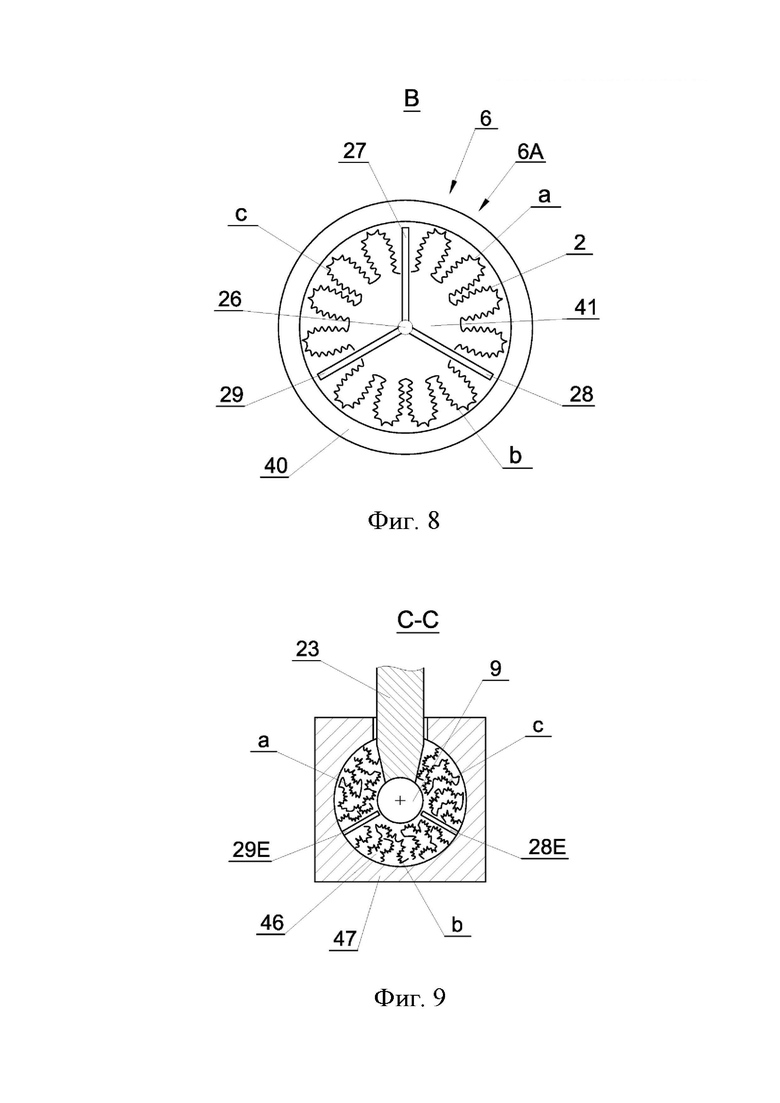
- на фиг. 8 показан вид входа в направляющий модуль в третьем варианте осуществления;
- на фиг. 9 показано поперечное сечение C-C с фиг. 5 через подающее колесо и направляющий элемент;
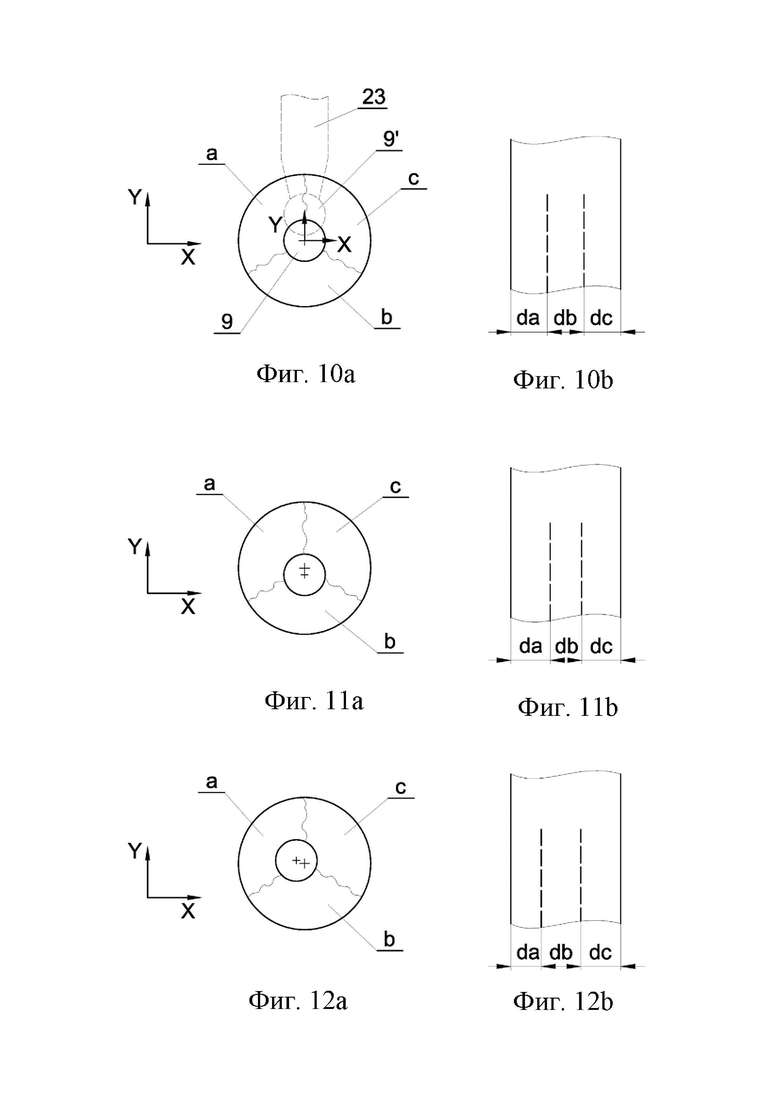
- на фиг. 10а схематично показано положение объекта по центру в поперечном сечении непрерывного стержня;
- на фиг. 10b схематически показано разрезание полосы материала на три отдельные полосы;
- на фиг. 11а схематично показано положение объекта в поперечном сечении непрерывного стержня, смещенного в направлении Y относительно центрального положения;
- на фиг. 11b схематично показано разрезание полосы материала на неравные отдельные полосы;
- на фиг. 12а схематично показано положение объекта в поперечном сечении непрерывного стержня, смещенного в направлениях Y и X относительно центрального положения;
- на фиг. 12b схематично показано разрезание полосы материала на неравные отдельные полосы;
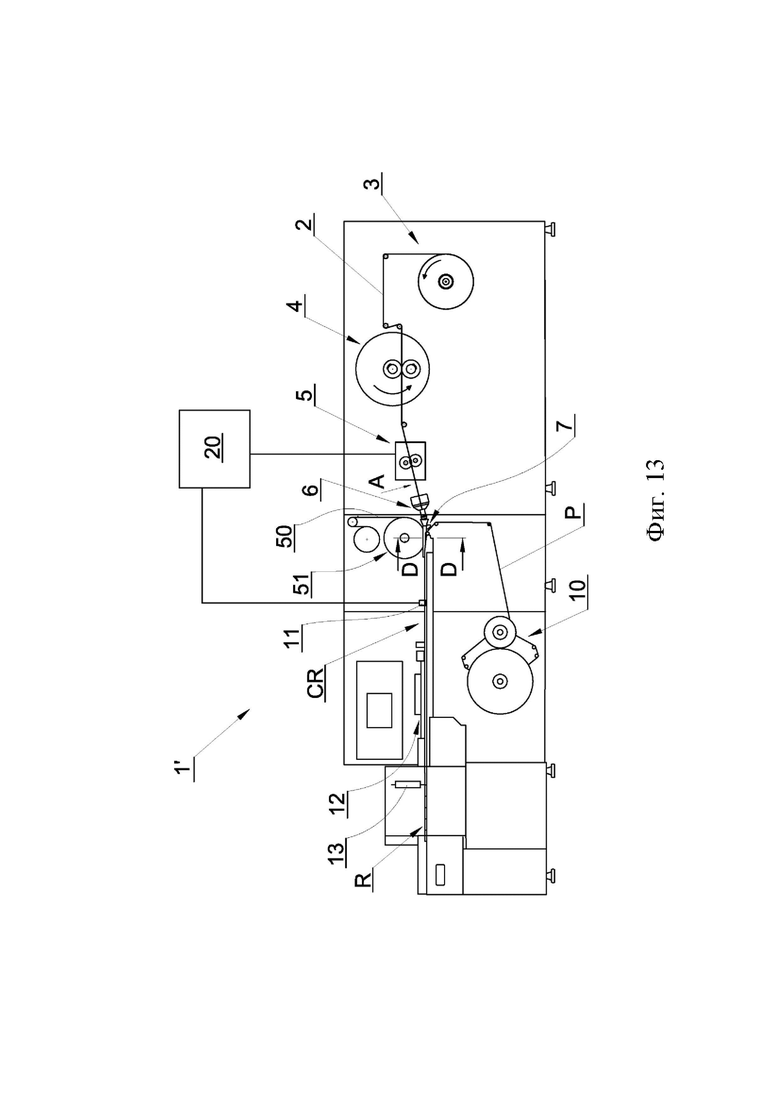
- на фиг. 13 показано устройство для изготовления стержней из непрерывной полосы материала во втором варианте осуществления;
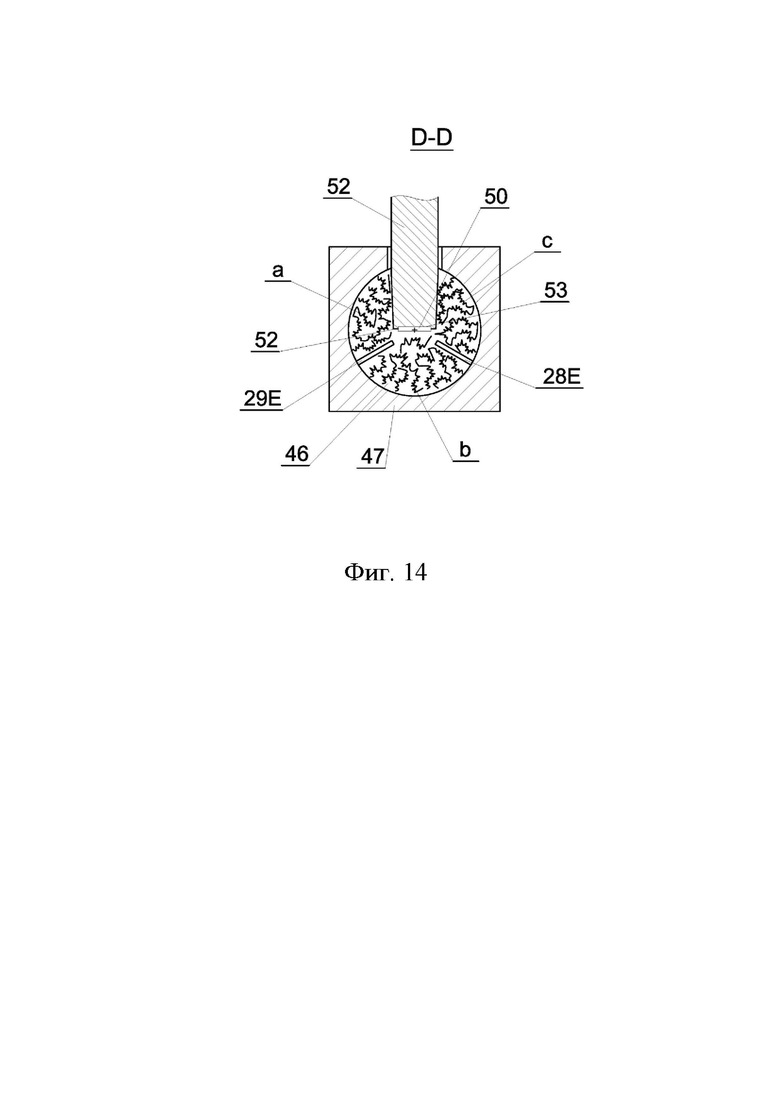
- на фиг. 14 показано поперечное сечение D-D с фиг. 13 подающего колеса и направляющего элемента;
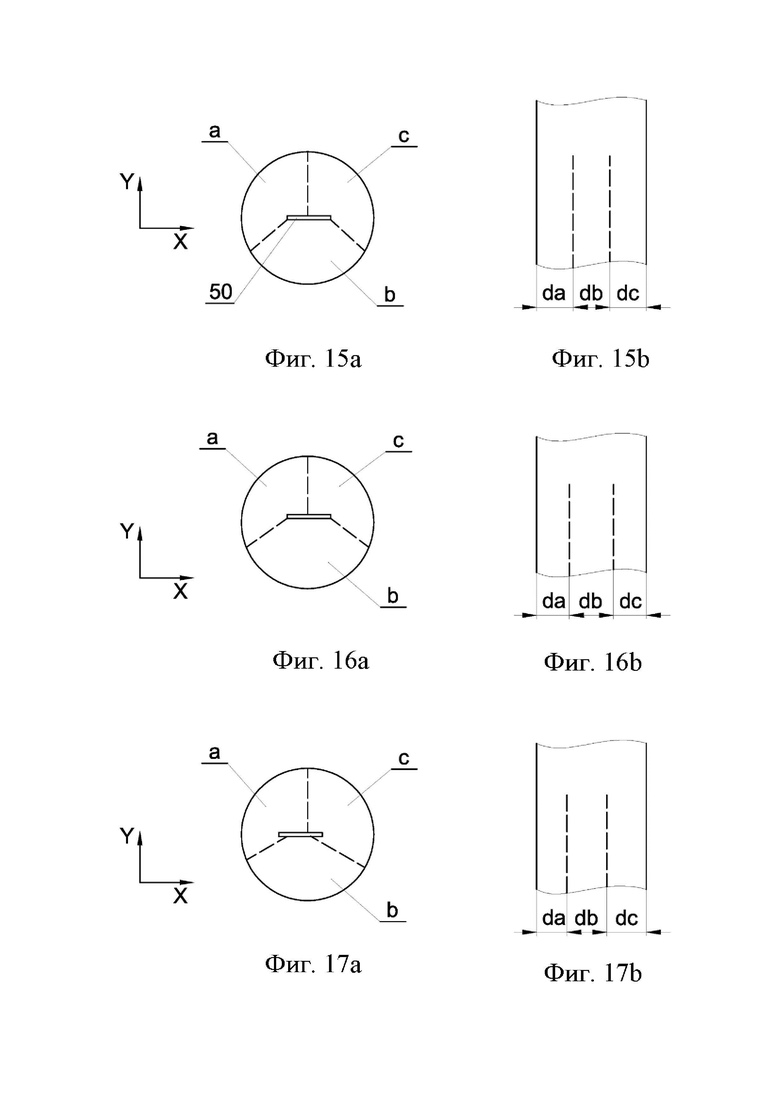
- на фиг. 15а схематично показано положение объекта по центру поперечного сечения непрерывного стержня;
- на фиг. 15b схематически показано разрезание полосы материала на три отдельные полосы;
- на фиг. 16а схематично показано положение объекта в поперечном сечении непрерывного стержня, смещенного в направлении Y относительно центрального положения;
- на фиг. 16b схематично показано разрезание полосы материала на неравные отдельные полосы;
- на фиг. 17а схематично показано положение объекта в поперечном сечении непрерывного стержня, смещенного в направлениях Y и X относительно центрального положения;
- на фиг. 17b схематично показано разрезание полосы материала на неравные отдельные полосы;
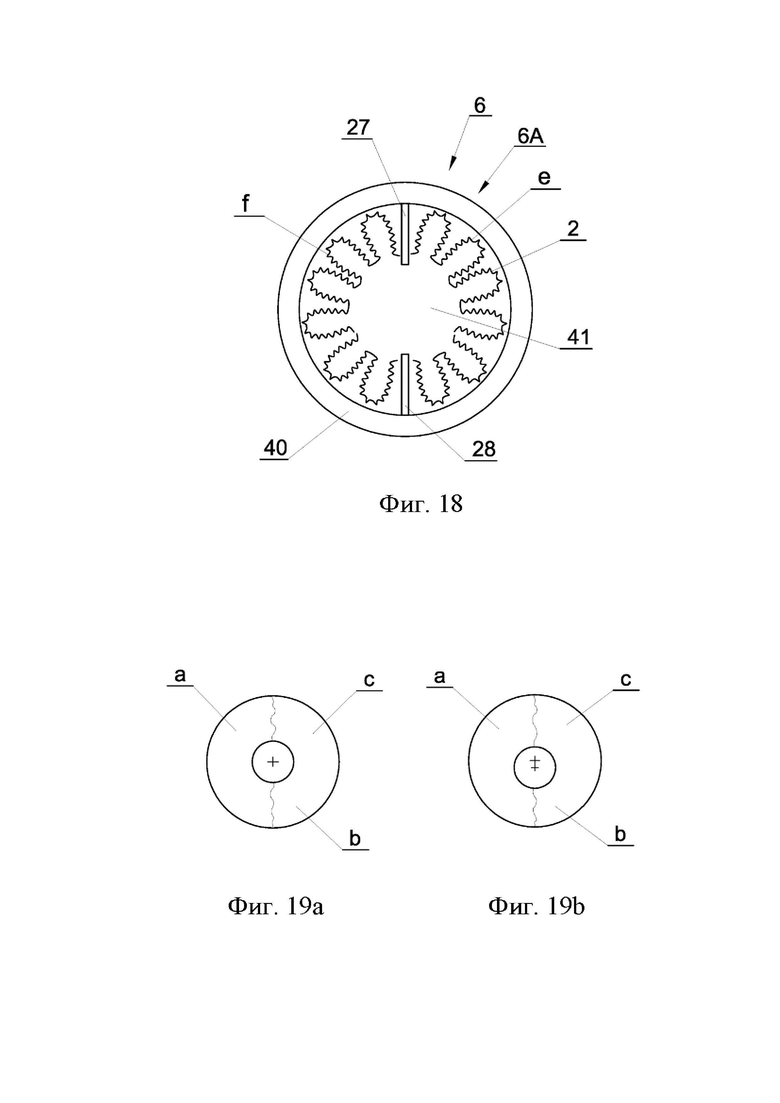
- на фиг. 18 показан вид направляющего модуля в четвертом варианте осуществления;
- на фиг. 19а схематически показано центральное расположение объекта в поперечном сечении непрерывного стержня;
- на фиг. 19b схематически показано нецентральное расположение объекта в поперечном сечении непрерывного стержня;
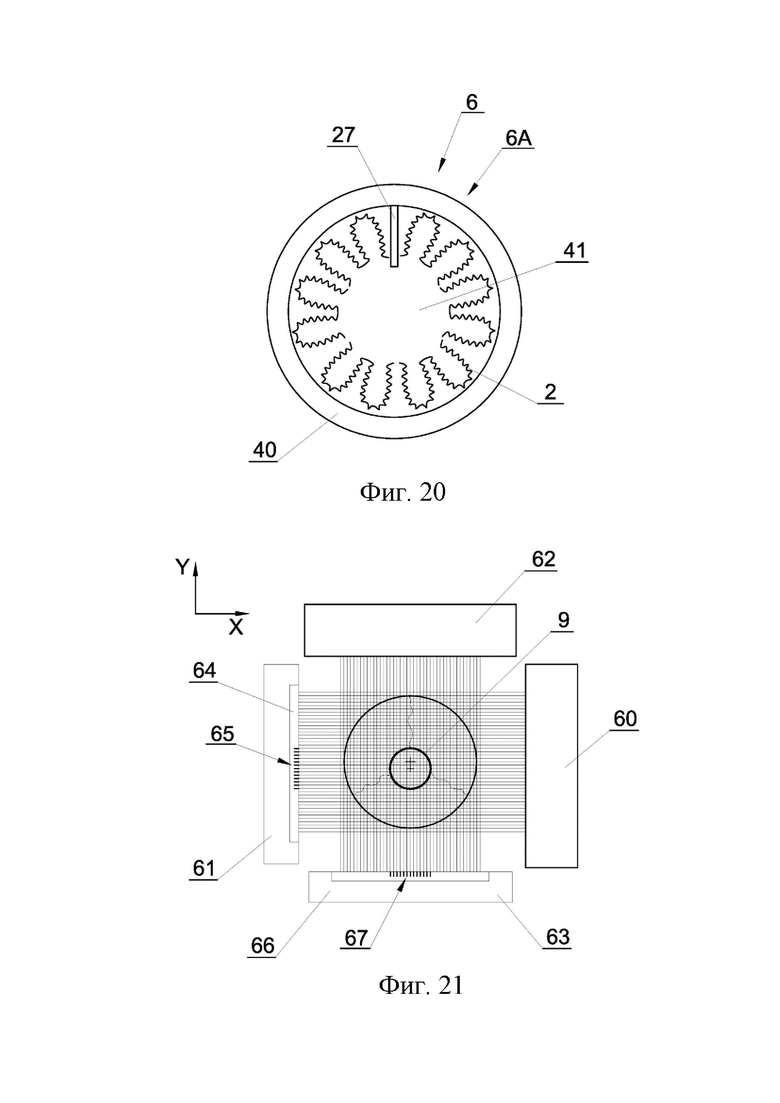
- на фиг. 20 показан вид входа в направляющий модуль в пятом варианте осуществления;
- на фиг. 21 показан датчик определения местоположения объекта; и
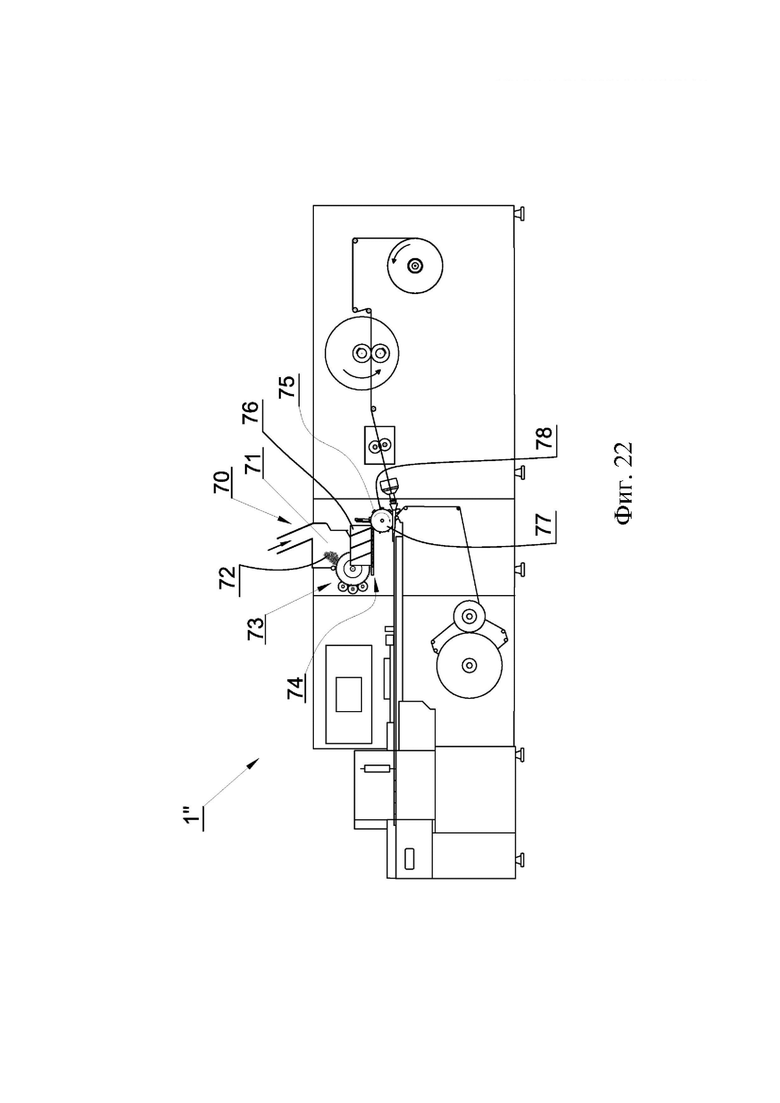
- на фиг. 22 показано устройство для изготовления стержней из непрерывной полосы материала в третьем варианте осуществления.
Примерный фильтрующий стержень R, показанный в поперечном сечении на фиг. 1, содержит четыре объекта в форме шариков 2, расположенных внутри волокон F фильтрующего материала. Шарики 2 расположены вдоль оси k фильтрующего стержня R и по центру оси k.
На фиг. 2 показано устройство 1 для изготовления стержней R из непрерывной полосы 2 материала в первом варианте осуществления. Полоса 2 материала содержит ацетатные волокна, в альтернативных вариантах полоса материала изготовлена из табака, целлюлозной фольги, бумаги или волокон, обладающих фильтрующими свойствами, как в гладкой, так и в гофрированной форме. В процессе изготовления внутри полосы 2 материала помещаются такие объекты, как шарики, трубки, отрезки ленты и т. д., которые после формирования непрерывного стержня CR будут расположены внутри такого непрерывного стержня, а после разрезания такого непрерывного стержня они будут расположены внутри отдельных стержней R. Устройство 1 содержит подающий модуль 3 для подачи полосы 2 материала, обжимающий модуль 4 для продольного обжимания полосы 2 материала, режущий модуль 5 для продольного разрезания полосы 2 материала по меньшей мере на две отдельные полосы, предпочтительно на три отдельные полосы a, b, c, направляющий модуль 6 для направления отрезанных отдельных полос a, b, c и подачи отдельных полос для сжатия, сжимающий модуль 7 для сжатия полосы и формирования непрерывного стержня CR из продольно разрезанных отдельных полос a, b, c. Перед режущим модулем 5 или перед направляющим модулем 6 расположен модуль (на чертеже не показан) для изменения плоской конфигурации полосы материала на волнистую конфигурацию, то есть такую конфигурацию, в которой в поперечном сечении полоса материала или отдельные полосы имеют волнистую форму. Волнистая форма отдельных полос облегчает сжатие материала. Устройство 1 дополнительно содержит подающий модуль 8 для подачи объекта 9 и вставки объекта 9 внутрь формируемого непрерывного стержня CR. Сформированный непрерывный стержень CR оборачивается лентой оберточного материала P, подаваемой подающим модулем 10 для подачи оберточного материала P. Устройство 1, показанное на фиг.2, снабжено датчиком 11, расположенным рядом с траекторией движения непрерывного стержня CR, предназначенным для проверки положения объекта 9 в непрерывном стержне CR поперчено оси k этого непрерывного стержня как по вертикальной, так и по горизонтальной оси поперечного сечения сформированного таким образом непрерывного стержня CR. Датчик 11 представляет собой датчик, работающий на основе электромагнитного излучения в диапазоне видимого, невидимого, рентгеновского или микроволнового излучения. Устройство 1 снабжено формирующим модулем 12 для окончательного формирования и запайки непрерывного стержня CR в продольном направлении. Направляющий модуль 6, сжимающий модуль 7 и формирующий модуль 12 вместе образуют формирующее устройство, предназначенное для формирования непрерывного стержня CR. Устройство 1 снабжено вращающейся режущей головкой 13, с помощью которой непрерывный стержень CR разрезается на отдельные стержни R.
На фиг. 3 показан вид A сверху полосы гофрированного материала 2, которая разрезается продольно на отдельные полосы a, b, c посредством режущего модуля 5. Режущий модуль 5 снабжен по меньшей мере одной парой 14 дисковых ножей 15, 16, установленных с возможностью вращения. Пара 14 ножей содержит верхний дисковый нож 15, расположенный над полосой материала (перед плоскостью волочения), и нижний дисковый нож 16 (за плоскостью волочения), прикрепленный под полосой материала. Нож 15 прикреплен к валу 17, снабженному подшипником, и приводится в движение двигателем 18. Вал 17 и двигатель 18 составляют элементы механизма 19 вращательного движения ножей. Механизм 19 вращательного движения ножей установлен с возможностью скольжения в направлении оси m вращения дисковых ножей и перемещается посредством механизма 20 линейного перемещения, снабженного двигателем 21. Например, может использоваться механизм, содержащий направляющий винт, вращаемый двигателем, для изменения положения механизма 19 вращательного движения дисковых ножей 15, 16. Существует множество известных механизмов линейного перемещения, которые могут быть применены здесь, при этом механизм линейного перемещения может быть установлен стационарно, а вал, к которому прикреплен дисковый нож, может быть установлен с возможностью скольжения. Полоса 2 материала шириной d разрезается на три отдельные полосы a, b и c, имеющие ширину da, db и dc соответственно. Целью изменения положения пары 14 дисковых ножей 15, 16 является изменение ширины отдельных полос da, db, dc соответственно. В показанном варианте осуществления полоса 2 материала разрезается на отдельные полосы a, b, c, из которых формируется непрерывный стержень CR, тогда как можно использовать отдельные подающие модули для подачи индивидуальных отдельных полос. Предпочтительно, устройство снабжено системой для регулировки положения по меньшей мере одного режущего элемента 15, 16, 35, 36 в режущем модуле 5, чтобы регулировать ширину отдельных полос a, b, c для задания точки вставки вставляемого объекта 9, 50, 75 (фиг. 2, 13, 22).
Для отрезания полосы материала могут использоваться ножи в конфигурации ножничного типа. На фиг. 4 показаны пары 34, 34' ножей, снабженные режущими кромками 35, 35' и 36, 36' соответственно. Кроме того, режущий модуль 5 снабжен по меньшей мере одной парой 34 ножей. Режущие кромки могут быть прямолинейными, причем режущая кромка 35, 35' расположена над полосой 2 материала, тогда как режущая кромка 36, 36' расположена под полосой 2 материала. При соответствующем натяжении полосы материала можно разрезать материал с помощью одинарных режущих кромок. Положение пар 34, 34' ножей регулируется с помощью механизмов 30, 30' линейного перемещения, снабженных двигателями 31, 31'. Для резки полос материала также могут использоваться модули лазерной резки. Предпочтительно, положение пары дисковых ножей, одиночного режущего ножа или в целом режущих элементов может регулироваться в режущем модуле независимо друг от друга.
В первом варианте осуществления устройства 1, показанном на фиг. 2, подающий модуль 8 для подачи объекта 9, например, шарика, имеет форму подающего колеса 23 (показанного в увеличенном масштабе на фиг. 5), которое имеет карманы 25 для объектов 9, расположенных по его окружности 24. Вышеупомянутые гофрированные отдельные полосы a, b, c изгибаются поперечно направлению движения с помощью известных устройств и входят в направляющий модуль 6 и сжимающий модуль 7, тогда как объекты 9 вставляются в сжимающий модуль 7 посредством подающего колеса 23, снабженного карманами 25 для отдельных объектов 9. Отдельные полосы a, b, c, расположенные рядом друг с другом, изменяют волнистую плоскую конфигурацию на волнистую круглую конфигурацию. На фиг. 6 показан вид B входа 6A направляющего модуля 6. Корпус направляющего модуля 6 имеет форму, напоминающую воронку. Внутри кольца 40 в сужающемся канале 41 расположены разделяющие элементы 27, 28 и 29, а по длине направляющего модуля 6 расположен по меньшей мере один разделяющий элемент 27, 28, 29, предназначенный для разделения по меньшей мере двух отдельных полос а, b, c. Верхний разделяющий элемент 27 проходит от входа 6A к выходу 6B внутри сжимающего модуля 7 и имеет форму продолговатой пластины, края 27A и 27B которой сходятся. Нижние разделяющие элементы 28 и 29 имеют форму, аналогичную верхнему разделяющему элементу, т.е. они имеют продолговатую форму и сходящиеся края. Как показано на фиг. 6, разделяющие элементы также могут быть неподвижными. На фиг. 7 показаны разделяющие элементы 28' и 29', прикрепленные так, что их положение можно регулировать, причем механизм регулировки не показан. Разделяющий элемент 28' установлен с возможностью скольжения в направляющей 42, тогда как разделяющий элемент 29' установлен с возможностью скольжения в направляющей 43. Разделяющие элементы 28', 29' выполнены с возможностью угловой или линейной регулировки их положения, как показано стрелками. Разделяющие элементы могут удерживаться и стабилизироваться с помощью упругих элементов, предпочтительно пружин 44 и 45, которые могут компенсировать давления, оказываемые движущимися отдельными полосами a, b, c. Предпочтительно, в сжимающем модуле 7, по меньшей мере над частью сжимающего модуля 7, расположен по меньшей мере один разделяющий элемент 27, 28, 29, предназначенный для разделения по меньшей мере двух отдельных полос a, b, c. Альтернативно или дополнительно, в направляющем модуле 6 расположен по меньшей мере один разделяющий элемент 27, 28, 29, предназначенный для разделения по меньшей мере двух отдельных полос a, b, c.
Разделяющие элементы 27, 28, 29 в направляющем модуле 6 и/или в сжимающем модуле 7 закреплены таким образом, что обеспечена возможность их угловой или линейной регулировки.
На фиг. 8 показан пример крепления разделяющих элементов 27, 28, 29 с помощью расположенного в центре элемента 26, например, в виде цилиндрического стержня. Такое крепление разделяющих элементов имеет заданную систему регулировки, действующую поперечно направлению движения отдельных полос a, b, c. Благодаря такой регулировке можно изменить поперечное сечение канала для каждой из отдельных полос a, b, c. Регулировочная система снабжена упругими элементами, что обеспечивает динамическую адаптацию положения разделяющих элементов к мгновенным изменениям напряжений в подаваемых отдельных полосах.
В поперечном сечении C-C (фиг. 9) через подающее колесо 23 и канал 46 направляющего элемента 47, по которому перемещаются отдельные полосы a, b, c, видны концы 28E и 29E разделяющих элементов 28 и 29. Объект 9 вставлен между отдельными полосами а и с, прижат близко к отдельной полосе b и помещен по центру между отдельными полосами а, b, с, которые находятся на последней стадии сжатия. Как показано на фиг. 5, верхний разделяющий элемент 27 достигает подающего колеса 23, в то время как нижние разделяющие элементы 28 и 29 длиннее, в результате чего в момент, когда объект 9 занимает крайнее нижнее положение, его положение задается посредством разделяющих элементов 28 и 29, а также посредством колеса 23. Во время дальнейшего движения подающее колесо 23 теряет контакт с объектом, который удерживается между отдельными полосами а и с, в то время как пространство над объектом, которое занимало подающее колесо 23, будет занято отдельными полосами а и c.
При изменении конфигурации с плоской на круглую, средняя отдельная полоса b располагается в непрерывном стержне, формируемом внизу, в то время как отдельные полосы а и с поднимаются и наматываются так, чтобы сформировать непрерывный стержень CR круглой формы в поперечном сечении. Во время подачи объект 9 вставляется между отдельными полосами а и с и прижимается близко к отдельной полосе b. На фиг. 10a показано положение объекта 9' в процессе вставки между отдельными полосами a и c, удерживаемыми подающим колесом 23, и положение объекта 9, расположенного по центру в поперечном сечении непрерывного стержня после вставки объекта 9 на подходящую глубину, т. е. до оси k непрерывного стержня CR, причем оберточный материал P на чертеже не показан. Во время вставки объекта 9 происходит радиальное перемещение объекта 9 в подвижной системе координат, связанной с осью непрерывного стержня CR, т.е. в направлении оси Y. На фиг.10b в упрощенном виде показано разрезание полосы 2 материала на три равные отдельные полосы с предположением, что каждая из отдельных полос a, b, c имеет одинаковую плотность, и достигается центральное расположение объекта 9, как показано на фиг.10a. Индивидуальные отдельные полосы сжимаются таким же образом, поэтому силы, действующие на объект, уравновешивают друг друга, и объект остается расположенным в центре. Во время производства может случиться так, что, несмотря на правильную установку дисковых ножей 15, 16, одинаковая ширина da, db, dc не сохраняется, тогда положение объекта 9 будет отличаться от центрального положения, например, как показано на фиг.11а. Такое положение объекта 9, опущенного в вертикальном направлении (направление Y), возникает в результате неодинаковой ширины отдельных полос, а именно, отдельные полосы a и c шире, чем отдельная полоса b, т. е. da>db и dc>db (фиг. 11b). Такое нецентральное положение также является результатом неоднородности используемого материала, например, вследствие того факта, что плотность материала w отдельной полосы b ниже, чем плотность материала w в полосах а и с. Такое нецентральное положение объекта поперечно оси k непрерывного стержня CR будет обнаружено с помощью датчика 11, и сигнал, информирующий о нецентральном положении объекта, будет отправлен на контроллер S (фиг. 2), который будет управлять модулям 20, 20' линейного перемещения так, чтобы изменять положение ножей 15, 16 вправо и положение ножей 15', 16' влево. Контроллер S и модули 20, 20' линейного перемещения составляют систему для регулировки ножа для резки полосы материала. На фиг.12а показана ситуация, когда объект 9 смещен в обоих направлениях X и Y, что вызвано слишком малой шириной da отдельной полосы по сравнению с шириной db и dc отдельных полос b и c, как схематично показано на фиг.12b.
В предпочтительных вариантах осуществления изобретения модуль 8, обеспечивающий подачу объекта 9, выполнен с возможностью вставки объекта 9 в радиальном направлении сформированного непрерывного стержня CR между отдельными полосами a, b, c полосы 2 материала.
Вставка объекта в радиальном направлении означает вставку объекта со стороны внешнего края формируемого непрерывного стержня с движением, содержащим радиальную составляющую в системе координат, связанной с формируемым непрерывным стержнем. В системе координат, связанной с формируемым непрерывным стержнем, объект, вставляемый в зону сжатия, перемещается в направлении, определяемом радиусом непрерывного стержня, или в результирующем движении, содержащем радиальную составляющую.
Предпочтительно, вставка объекта осуществляется посредством подающего колеса, расположенного так, чтобы вставлять объект между отдельными полосами материала. Такая структура гарантирует, что объект вставляется без воздействия восстанавливающих сил, возникающих в результате действия вставляющего колеса на перепутанные внутри волокна полосы - как это происходит в известных из уровня техники решениях, где, например, шарики вставляются в ацетатную полосу, подвергаемую сжатию.
Радиальная вставка может также называться боковой вставкой от края, по отношению к направлению вставки, или пазовой вставкой, когда речь идет о структуре непрерывного стержня, состоящего из индивидуальных отдельных полос, которые во время сжатия сохраняют между собой пазы, которые постепенно закрываются в зоне сжатия.
Согласно изобретению, объект надежно вставлен между слоями, состоящими из сжатых отдельных полос материала, до целевого места в конфигурации согласно предпочтительному варианту осуществления изобретения, состоящей из трех сжатых полос, расположенных в центре формируемого непрерывного стержня. Отсутствие выталкивающих сил и симметричная фиксация положения объекта тремя отдельными полосами позволяет сохранять центральное положение объекта на дальнейшей стадии процесса сжатия вплоть до получения сформированного непрерывного стержня.
Во втором варианте осуществления устройство 1' для изготовления стержней из непрерывной полосы материала, показанное на фиг.13, предназначено для вставки непрерывного объекта 50 внутрь непрерывного стержня CR. Устройство 1' снабжено подающим модулем 51, предназначенным для подачи непрерывного объекта 50 в форме ленты, например металлической ленты. Подающий модуль 51 содержит подающее колесо 52 с канавкой 53 на окружности 54, предназначенной для подачи ленты 50 из подающего модуля 51. На фиг. 14 показано поперечное сечение D-D подающего колеса 52 и направляющего элемента 47 с фиг.5 во втором варианте осуществления. Отдельные полосы a, b, c перемещаются через направляющий элемент 47. На фиг. 14 видны концевые части 28E и 29E разделяющих элементов 28 и 29.
На фиг. 15а в упрощенном виде показано правильное положение объекта 50 в поперечном сечении непрерывного стержня CR, а на фиг. 15b показано разрезание полосы 2 материала на равные части. На фиг. 16a показано неправильное положение объекта 50, вызванное слишком большой плотностью отдельной полосы b или слишком большим количеством материала в отдельной полосе b, причем объект 50 смещен в направлении Y. На фиг.16b соответственно показано разрезание полосы 2 материала на неравные отдельные полосы a, b, c, где da = dc, db>da, db>dc. На фиг.17a объект 50 смещен как в направлении X, так и в направлении Y. На фиг.17b схематично показано разрезание полосы материала на неравные отдельные полосы a, b, c, где db>da и dc>da.
На фиг. 18 показан вход в направляющий модуль, в который вставлены части e и f полосы 2 материала. Части е и f отделены друг от друга двумя разделяющими элементами 27 и 28, выполненными аналогично первому варианту осуществления. На фиг. 19а упрощенно показано правильное положение объекта 9, а на фиг. 19b показано неправильное положение объекта 9 в вертикальном направлении.
На фиг. 20 показан вход в направляющий модуль, при этом полоса 2 материала не разделена на отдельные полосы. Направляющий модуль 7 и сжимающий модуль снабжены одним разделяющим элементом 27, который используется для отделения боковых краев полосы 2 материала друг от друга.
На фиг. 21 показан датчик 11, выполненный с возможностью проверки положения объекта 9 внутри непрерывного стержня CR. Датчик 11 снабжен источником 60 излучения и приемником 61, выполненным с возможностью проверки положения объекта в вертикальном направлении, то есть в направлении Y. Приемник 61 снабжен элементом 64, принимающим пучок излучения, на чертеже показан объект 9, смещенный вниз от оси в направлении Y, фрагмент 65 элемента 64 будет получать излучение, измененное присутствием объекта 9, сигнал, содержащий информацию от элемента 64, будет передан на контроллер, который подаст сигнал на корректировку положения ножей в режущем модуле 5. Датчик 11 дополнительно снабжен источником 62 излучения и приемником 63, выполненным с возможностью проверки положения объекта в вертикальном направлении, то есть в направлении X. Приемник 63 снабжен элементом 66, принимающим пучок излучения, на чертеже показан объект 9, смещенный в направлении X, фрагмент 67 элемента 66 будет получать излучение, измененное присутствием объекта 9, сигнал, содержащий информацию от элемента 66, будет передан на контроллер, причем по этому сигналу не будет корректировки положения ножей в режущем модуле 5. Датчик 11 может быть выполнен с возможностью проверки положения объекта только в одном направлении.
В третьем варианте осуществления устройство 1'' для изготовления стержней из непрерывной полосы материала, показанное на фиг. 22, выполнено с возможностью вставки объекта 75 в форме трубки внутрь непрерывного стержня CR. Устройство 1'' снабжено подающим модулем 70, содержащим контейнер 71 для хранения стержней 72, которые нарезаются на трубки режущим модулем 73, и дополнительно снабжен передающей системой 74, содержащей спиральный барабан 76 и подающее колесо 77, снабженное карманами 78. Отдельные объекты 75 помещаются между отдельными полосами a, b, c в сжимающем модуле 7, как описано в предыдущих вариантах осуществления, т. е. с помощью подающего колеса 77, снабженного карманами 78 для объектов 75.
Вышеописанные варианты осуществления устройства для изготовления стержней из непрерывной полосы материала также раскрывают способ изготовления стержней из непрерывной полосы материала 2, в котором подают полосу 2 материала, разрезают полосу 2 материала продольно по меньшей мере на две отдельные полосы, предпочтительно на три отдельные полосы a, b, c, соединяют вместе отрезанные отдельные полосы a, b, c, и подготавливают соединенные вместе отдельные полосы a, b, c для сжатия, затем сжимают отдельные полосы a, b, c, формируя непрерывный стержень CR из продольно отрезанных отдельных полос a, b, c, и после этого вставляют объект 9, 50, 75 во внутреннюю часть непрерывного стержня CR между отдельными полосами a, b, c. В способе согласно изобретению положение объекта 9, 50, 75, расположенного внутри непрерывного стержня CR, проверяют поперечно оси непрерывного стержня CR, и положение по меньшей мере одного режущего элемента 15, 16, 35, 36 в режущем модуле 5 регулируют так, чтобы изменять ширину отдельных полос a, b, c.
В способе согласно изобретению предпочтительно положение объекта 9, 50, 75 проверяют посредством датчика 11 и положение по меньшей мере одного режущего элемента 15, 16, 35, 36 в режущем модуле 5 регулируют в зависимости от сигнала датчика 11.
Объектом заявки является устройство для изготовления стержней из непрерывной полосы (2) материала, содержащее подающий модуль (3) для подачи полосы (2) материала, направляющий модуль (6) для направления полосы (2) материала, сжимающий модуль (7) для сжатия полосы и формирования непрерывного стержня (CR) полосы (2) материала и модуль (8, 51, 70) подачи объекта для подачи объекта (9, 50, 75) на сжимающий модуль (7). Устройство отличается тем, что снабжено режущим модулем (5) для продольного разрезания полосы (2) материала по меньшей мере на две отдельные полосы (a, b, c), причем отдельные полосы (a, b, c) подаются через направляющий модуль (6) на сжимающий модуль (7). Устройство дополнительно отличается тем, что снабжено системой для регулировки положения по меньшей мере одного режущего элемента (15, 16, 35, 36) в режущем модуле (5) так, чтобы регулировать ширину отдельных полос (a, b, c) с заданием таким образом точки вставки вставляемого объекта (9, 50, 75). 12 з.п. ф-лы, 22 ил.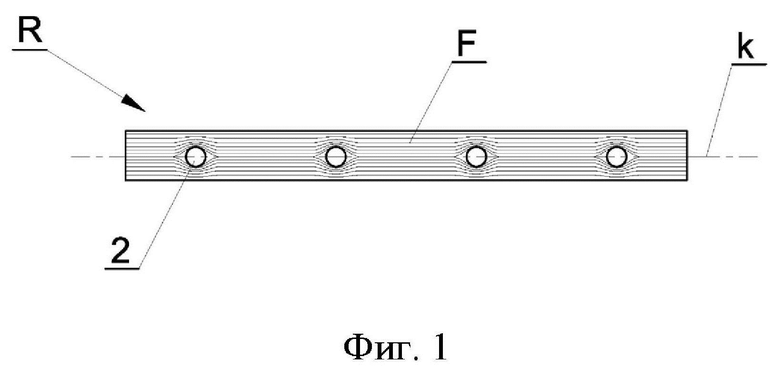
1. Устройство для изготовления стержней из непрерывной полосы (2) материала, содержащее подающий модуль (3) для подачи полосы (2) материала, направляющий модуль (6) для направления полосы (2) материала, сжимающий модуль (7) для сжатия полосы и формирования непрерывного стержня (CR) полосы (2) материала и модуль (8, 51, 70) подачи объекта для подачи объекта (9, 50, 75) на сжимающий модуль (7), отличающееся тем, что снабжено режущим модулем (5) для продольного разрезания полосы (2) материала по меньшей мере на две отдельные полосы, причем отдельные полосы подаются через направляющий модуль (6) на сжимающий модуль (7), и тем, что снабжено регулировочной системой для регулировки положения по меньшей мере одного режущего элемента (15, 16, 35, 36) в режущем модуле (5) так, чтобы регулировать ширину отдельных полос с заданием таким образом точки вставки вставляемого объекта (9, 50, 75).
2. Устройство по п. 1, отличающееся тем, что в сжимающем модуле (7), по меньшей мере на части длины сжимающего модуля (7), расположен по меньшей мере один разделяющий элемент (27, 28, 29) для разделения по меньшей мере двух отдельных полос.
3. Устройство по п. 1 или 2, отличающееся тем, что в направляющем модуле (6) расположен по меньшей мере один разделяющий элемент (27, 28, 29) для разделения по меньшей мере двух отдельных полос.
4. Устройство по п. 2 или 3, отличающееся тем, что разделяющий элемент (27, 28, 29) в направляющем модуле (6) и/или в сжимающем модуле (7) прикреплен с возможностью угловой или линейной регулировки.
5. Устройство по любому из пп. 2-4, отличающееся тем, что разделяющий элемент (27, 28, 29) прикреплен посредством пружинного элемента (44, 45).
6. Устройство по любому из пп. 1-5, отличающееся тем, что модуль (8, 70) подачи объекта выполнен с возможностью подачи отдельных объектов (9, 75) в область сжимающего модуля (7) посредством подающего колеса (23, 77), снабженного карманами (24, 78) для объектов (9, 75).
7. Устройство по любому из пп. 1-5, отличающееся тем, что модуль (51) подачи объекта выполнен с возможностью подачи непрерывного объекта (50) в область сжимающего модуля (7) посредством подающего колеса (52), снабженного направляющей канавкой (53).
8. Устройство по любому из пп. 1-7, отличающееся тем, что режущий модуль (5) снабжен по меньшей мере одной парой (14, 34, 34') ножей.
9. Устройство по любому из пп. 1-8, отличающееся тем, что снабжено по меньшей мере одним датчиком (11) для проверки положения объекта (9, 50, 75), размещенного внутри непрерывного стержня (CR), поперечно оси (k) непрерывного стержня (CR), причем система для регулировки положения по меньшей мере одного ножа (15, 16, 35, 36) в режущем модуле (5) выполнена с возможностью регулировки ширины отдельных полос в зависимости от сигнала от указанного по меньшей мере одного датчика (11) так, чтобы получить положение объекта (9, 50, 75), ближайшего к оси (k) непрерывного стержня (CR).
10. Устройство по любому из пп. 1-9, отличающееся тем, что датчик (11) выполнен с возможностью проверки положения объекта (9, 50, 75) в поперечном сечении непрерывного стержня (CR) в вертикальном или горизонтальном направлении.
11. Устройство по любому из пп. 1-10, отличающееся тем, что режущий модуль (5) выполнен с возможностью продольного разрезания полосы (2) материала по меньшей мере на три отдельные полосы так, чтобы задавать положение вставляемого объекта (9, 50, 75).
12. Устройство по п. 11, отличающееся тем, что режущий модуль (5) выполнен с возможностью регулировки положения режущих элементов (15, 16, 35, 36) независимо от других элементов.
13. Устройство по любому из пп. 1-12, отличающееся тем, что подающий модуль (3), предназначенный для подачи полосы материала, выполнен с возможностью подачи материала (2), выбранного из группы, включающей ацетатные волокна, гофрированную бумагу и гофрированную табачную фольгу.
| US 20200107571 A1, 09.04.2020 | |||
| CN 104302196 A, 21.01.2015 | |||
| DE 102010033871 A1, 17.02.2011 | |||
| Приспособление к прессу для приготовления соковых и жомовых проб | 1927 |
|
SU5979A1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2375935C2 |
| US 5234397 A1, 10.08.1993 | |||
| CN 108371344 A, 07.08.2018 | |||
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С КЕРАМИЧЕСКИМ АНОДОМ | 2003 |
|
RU2323506C2 |
| 0 |
|
SU303267A1 | |
| СТАНОК КАРУСЕЛЬНОГО ТИПА ДЛЯ ЭЛЕКТРИЧЕСКОЙ НАПАЙКИ КОНТАКТОВ | 1931 |
|
SU31518A1 |

