Изобретение относится к машине для обработки полотна (ткани), в частности к машине для нанесения покрытий, предназначенной для нанесения покрытий на непрерывное полотно, с признаками ограничительной части пункта 1 формулы изобретения.
Известно множество разных машин данного вида (см., например, WO 99/50472, ЕР 1306888 А2). Они используются для обработки, в частности для нанесения покрытия, гибких основ полотен, например на пластиковый листовой материал, магнитные ленты, пленки и т.д., под вакуумом (например, посредством напыления на заданные объекты, возможно, с помощью магнитных полей или химического, или физического осаждения из паровой фазы), а также для других видов обработки, таких как предварительные обработки очистка/сушка/активация поверхности/полимеризация и т.д.
Может возникнуть необходимость в разрезании полностью обработанного непрерывного полотна в продольном направлении, например, чтобы обрезать края и получить заданную ширину полотна, или намотать несколько полос одинаковой или различной ширины независимо друг от друга, или подать их на дальнейшие стадии обработки.
До настоящего времени соответствующие станции или системы разрезания были расположены снаружи машин для обработки полотна, ниже по потоку от участка фактической обработки или нанесения покрытия (в данном случае "ниже по потоку" означает направление, в котором полотно перемещается через машину, в то время как "выше по потоку" означает направление, противоположное направлению перемещения полотна). Примеры таких машин известны, например, из ЕР 1334936 А1 или из выложенного напечатанного документа Германии DE-OS 1932341. В последней публикации описаны обрезное устройство барабанного типа и наматывающее устройство, в котором полотно бумаги направляется посредством первого разгонного валика в зону устройства для продольного разрезания, которое содержит верхний и нижний нож, и затем после его разрезания направляется посредством второго разгонного валика на намоточное устройство.
Термин "разгонный валик" относится к валику, на котором полотно, направляемое через него, растягивается в поперечном направлении за счет контакта с особой поверхностью валика, так что совершенно предотвращается образование продольных морщин, или происходит их разглаживание. Валики данного типа сами по себе также известны (см. DE 3890004 C1 в качестве примера).
Цель изобретения состоит в предоставлении машины для обработки полотна, по меньшей мере, с одной дополнительной функцией, которая позволяет уменьшить общую длину обрабатывающей машины.
Данная цель достигается в соответствии с изобретением посредством признаков пункта 1 формулы изобретения. Признаки зависимых пунктов формулы изобретения характеризуют полезные варианты осуществления изобретения.
В соответствии с изобретением модуль для продольного разрезания, то есть соответствующим образом оснащенный модуль, предусмотрен непосредственно внутри выполненной с возможностью вакуумирования рабочей зоны в машине для обработки полотна, так что данный модуль представляет собой встроенный компонент действующей обрабатывающей машины. Это означает, что существует возможность разрезания непрерывного полотна в продольном направлении непосредственно после процесса обработки, например нанесения покрытия, и последующего направления его дальше в виде, по меньшей мере, двух отдельных полос. Предпочтительно, если данные полосы затем сразу же свертываются в рулон, по-прежнему находясь в машине и, возможно, по-прежнему находясь под действием вакуума, так, что сводится к минимуму риск загрязнения между выходом из вакуумированной зоны и процессом разрезания, с одной стороны, и процессом намотки, с другой стороны. Частицы, которые могут образоваться во время процесса разрезания, значительно легче удалить с непрерывного полотна под действием силы тяжести, пока полотно находится под действием вакуума, чем в вентилируемой среде, в которой более вероятно сохранение таких малых частиц во взвешенном состоянии, что создает возможность нежелательного оседания их на полотне.
Само собой разумеется, существует возможность, во-первых, предусмотреть несколько параллельных ножей или лезвий, чтобы разрезать непрерывное полотно в продольном направлении на более чем две полосы, и, во-вторых, установить нож или ножи с возможностью перемещения, тем самым обеспечивая возможность вывода их из плоскости перемещения полотна; эти меры позволяют получить или неразрезанные полотна, или произвольное число полос, имеющих одинаковую или разную ширину.
В соответствии с одним вариантом осуществления непрерывное полотно направляют, по меньшей мере, ниже по потоку от модуля для продольного разрезания на разгонный валик. Особое преимущество в данном случае состоит в том, что полосы, созданные за счет разрезания полотна, могут быть направлены, по меньшей мере, слегка дистанцированно друг от друга так, что их можно будет намотать по отдельности без перекрытия их краев.
Реальный процесс разрезания может быть выполнен в соответствии, по меньшей мере, с двумя способами. В первом способе непрерывное полотно направляют в состоянии, при котором оно не имеет морщин, к модулю для разрезания посредством первого разгонного валика и, возможно, отклоняющего ролика. Отклоняющий ролик придает устойчивость основе.
Модуль для продольного разрезания включает в себя, по меньшей мере, один нож и расположен непосредственно после отклоняющего ролика. Во время разрезания нож опускается в плоскость перемещения полотна сразу за отклоняющим роликом, тем самым разрезая свободно перемещающееся полотно на расположенной ниже по потоку стороне ролика.
Расположенный ниже по потоку разгонный валик обеспечивает разглаживание и отделение нарезанных полос.
В соответствии со вторым способом место опускания ножа или ножей модуля для разрезания находится в зоне отклоняющего ролика, расположенного ниже по потоку от первого разгонного валика. В этом случае отклоняющий ролик выполнен, по меньшей мере, с одним окружным периферийным пазом или канавкой, в которую может опускаться нож после прохода через плоскость основы полотна. При данной конструкции основа полотна разрезается непосредственно на отклоняющем ролике.
Также существует возможность разрезания основы после того, как она была направлена через (первый) разгонный валик, непосредственного после прохода через (второй) разгонный валик, в результате чего возможно обеспечение еще большей компактности всей машины. При такой конструкции основа сразу же после ее разрезания может уже быть разделена в продольном направлении, то есть нарезанные полосы могут быть направлены дистанцированно друг от друга на один и тот же валик.
Кроме того, существует возможность размещения точки разрезания в месте, находящемся непосредственно перед тем местом, где полотно набегает на валик, так что в этом случае нож или ножи разрезают полотно на расположенной выше по потоку стороне ролика.
Какой бы из этих вариантов ни использовался, важно, чтобы было обеспечено хорошее поддерживание непрерывного полотна, подлежащего разрезанию в продольном направлении, вблизи ножа для разрезания, другими словами, чтобы полотно разрезалось непосредственно ниже по потоку от ролика, непосредственно выше по потоку от ролика или с обеих сторон от зоны разрезания и по-прежнему опиралось на ролик, при этом в данном случае нож опускается в окружную периферийную выемку на ролике. В противном случае существует опасность того, что при высоких скоростях полотна будет получен прерывистый разрез, поскольку нож может вдавливать непрерывное полотно, не разрезая его.
Другие подробности и преимущества изобретения следуют из упрощенных чертежей двух вариантов осуществления и их последующего подробного описания. На чертежах показано:
фиг.1 - блок-схема машины для обработки полотна с встроенным модулем для разрезания;
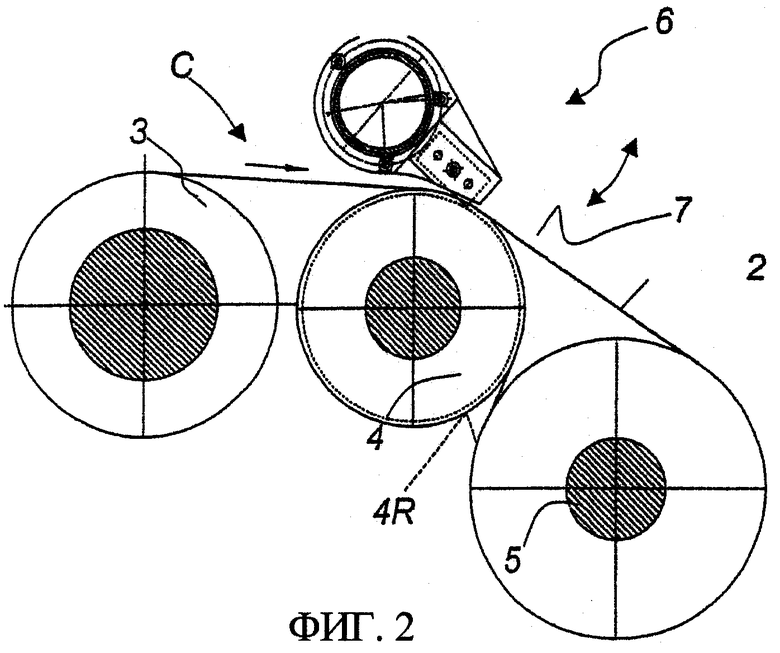
фиг.2 - первый вариант осуществления встроенного модуля для разрезания; в данном варианте осуществления нож опускается в периферию отклоняющего ролика, по которому направляется непрерывное полотно;
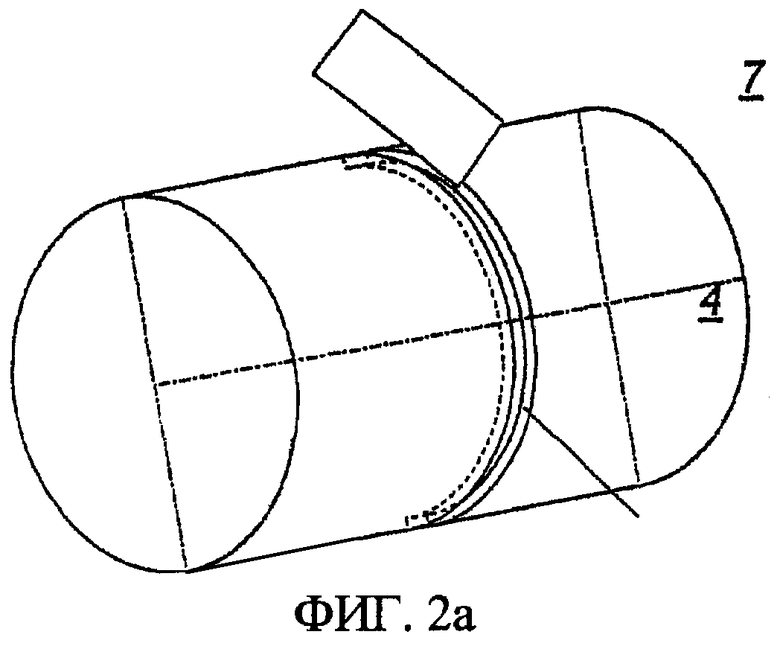
фиг.2а - фрагмент фиг.2, отклоняющий ролик с окружной периферийной канавкой такой, что нож может опускаться в периферию ролика;
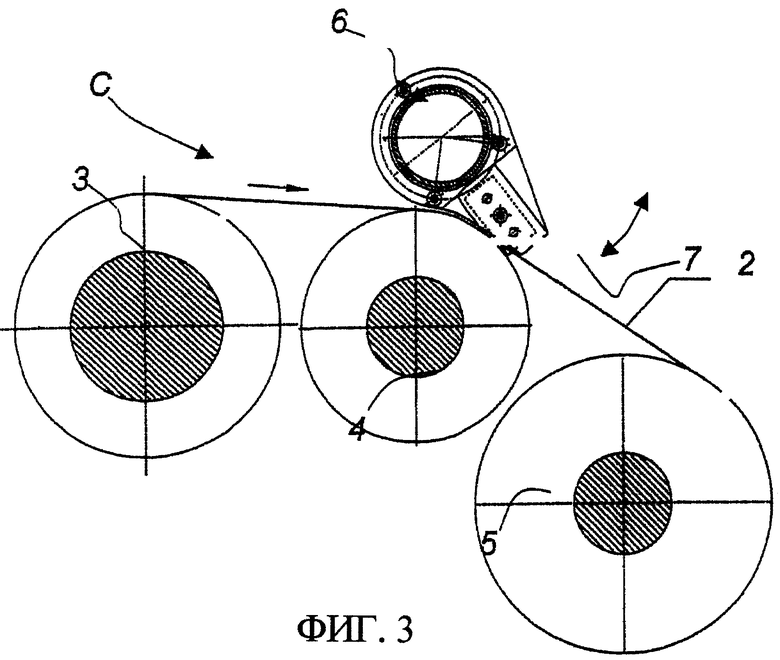
фиг.3 - второй вариант осуществления встроенного модуля для разрезания, в котором нож разрезает полотно в продольном направлении сразу после того, как оно прошло через отклоняющий ролик.
В соответствии с фиг.1 модульная машина 1 для обработки полотна, например ткани, содержит модуль А размотки, в который вводят необработанное непрерывное полотно, намотанное на барабан, и затем направляют слева направо через машину в направлении стрелки. За модулем А следуют, по меньшей мере, один модуль В1 обработки (и, возможно, дополнительные модули В2, В3, Вх обработки), модуль С для разрезания и модуль D намотки.
Во время работы все данные модули А-D могут находиться под действием вакуума, если этого требует обработка полотна (например, процесс магнетронного нанесения покрытия, катодное распыление или химическое осаждение из паровой фазы).
В этом случае воздухозапорные клапаны могут быть предусмотрены между отдельными модулями при необходимости на каждом переходе от одного модуля к другому, что обеспечивает возможность вентилирования или вакуумирования модулей независимо друг от друга.
Это применяется, в частности, для переходов к модулям размотки и намотки, которые должны периодически так или иначе подвергаться воздействию воздуха при вставке или удалении барабанов с непрерывным полотном. На фиг.1 воздухозапорный клапан V, характеризующий любую возможную и целесообразную конструкцию воздухозапорных клапанов, показан между модулем А размотки и первым модулем В1 для нанесения покрытия и между модулем С для разрезания и модулем D намотки.
В то время как в модулях В1, В2 и т.д., например, осуществляется нанесение покрытий, дополнительно не описанных здесь, на непрерывное полотно или непрерывное полотно подвергается другим видам обработки, модуль для разрезания служит для разрезания полностью обработанного полотна в оперативном режиме, то есть пока полотно находится в машине, предпочтительно, под действием вакуума и перед его намоткой в модуле D в продольном направлении, по меньшей мере, на две параллельные полосы.
Само собой разумеется, также существует возможность временно не использовать модуль для разрезания, то есть не вводить ножи или лезвия, смонтированные в нем, в контакт с непрерывным полотном, так что, если необходимо, неразрезанное полностью обработанное полотно может быть перемещено к модулю D намотки.
По меньшей мере, один намоточный барабан всегда должен быть предусмотрен в модуле D намотки, при этом существует дополнительная возможность намотки полос (созданных за счет продольного разрезания полотна) на разные барабаны.
Очевидно, также существует возможность установки модуля С для разрезания в положении между двумя модулями Вх, By обработки (тем самым отходя от иллюстрации), так что после разделения полотна в продольном направлении созданные таким образом полосы могут быть подвергнуты дополнительным операциям обработки. В принципе также существует возможность впоследствие подвергнуть отдельные полосы различным видам обработки, так что при завершении обработки различные конечные продукты могут быть извлечены из машины, в которую подают однородный исходный материал.
Кроме того, существует возможность удаления полос, которые были отрезаны, например, обрезков краев, из машины через воздухозапорные клапаны и использования их для других целей или, возможно, их переработки.
Поскольку машины для обработки полотна можно рассматривать как известные сами по себе, нижеприведенное описание сфокусировано на модуле для разрезания.
В соответствии с фиг.2 модуль С для разрезания, через который проходит непрерывное полотно 2, включает в себя первый разгонный валик 3, отклоняющий ролик 4 и второй разгонный валик 5. Направление, в котором перемещается полотно, обозначено стрелкой над разгонным валиком 3. Над отклоняющим и опорным роликом 4 можно видеть режущее устройство 6, которое оснащено, по меньшей мере, одним лезвием или одним ножом 7. Двухсторонняя стрелка справа от режущего устройства 6 указывает, что оно является подвижным и может выводить нож 7 из контакта с полотном 2.
Однако в положении, проиллюстрированном здесь, нож 7 опущен в плоскость перемещения полотна 2. Из фрагмента, показанного на фиг.2а, очевидно, что отклоняющий ролик 4 в соответствующей зоне выполнен с окружной периферийной канавкой 4R; несмотря на то, что канавка закрыта полотном 2, нож 7 может опускаться в нее, тем самым пронизывая полотно 2 и разделяя его в продольном направлении.
Данная конструкция гарантирует то, что полотно 2 достаточно хорошо поддерживается с обеих сторон от места непрерывного разрезания, так что после того, как полотно 2 будет растянуто в поперечном направлении на разгонном валике 3, никакие деформации или смещения полотна невозможны. Данный вариант предпочтителен для непрерывных полотен, которые являются особенно тонкими и гибкими.
Вариант модуля С для разрезания, показанный на фиг.3, не имеет канавки на отклоняющем ролике 4. В данном случае нож 7 режущего устройства 6 опускается в плоскость перемещения полотна 2 ниже по потоку от отклоняющего ролика 4 в непосредственной близости от его (гладкой) поверхности. Лезвие ножа в данном случае проходит практически по касательной к поверхности ролика. При такой близости к ролику полотно не может отклоняться от заданной для него траектории. Этот вариант модуля для разрезания, который имеет более простую конфигурацию в особенности в отношении отклоняющего ролика, может быть использован, предпочтительно, для относительно жестких непрерывных полотен. Данное режущее устройство также, предпочтительно, является подвижным; его привод здесь не показан.
Не стоит говорить о том, что во время работы режущие устройства могут быть прочно зафиксированы в заданном положении так, чтобы предотвратить любое ухудшение результатов разрезания вследствие нежелательных перемещений ножа относительно отклоняющего ролика 4.
Само собой разумеется, ножи или лезвия режущего устройства выполнены так, что они имеют возможность замены; из чертежей очевидно, что ножи 7 установлены с возможностью отсоединения в держателях модулей для разрезания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯГИВАЕМОЙ ЯЧЕИСТОЙ СТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1991 |
|
RU2115557C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ГОФРИРОВАННОГО КАРТОНА | 2018 |
|
RU2738172C1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ПОЛОТЕН ИЗ ХОЛСТОВ, ОРИЕНТИРОВАННЫХ В РАЗЛИЧНЫХ НАПРАВЛЕНИЯХ | 1998 |
|
RU2200777C2 |
| СТОПКА СЛОЖЕННЫХ ГИГИЕНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2567023C1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| Устройство для разрезания рукавного материала | 1985 |
|
SU1318419A1 |
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
Изобретение относится к машине для нанесения покрытий на полотно и может найти применение при изготовлении гибких основ полотен с покрытием. Машина содержит, по меньшей мере, одну выполненную с возможностью вакуумирования рабочую зону, через которую проходит непрерывное полотно во время его обработки. Модуль для непрерывного продольного разрезания полотна предусмотрен непосредственно в выполненной с возможностью вакуумирования рабочей зоне. Это создает возможность продольного разрезания полностью или частично обработанного полотна перед его намоткой, так что отдельные полосы разрезанного полотна могут быть поданы на различные барабаны без контакта с окружающей средой. 15 з.п. ф-лы, 3 ил.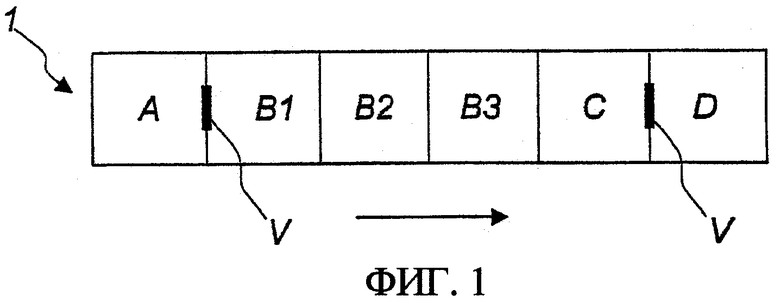
| JP 2000327186 A, 28.11.2000 | |||
| JP 61186475 A, 20.08.1986 | |||
| JP 59209727 A, 28.11.1984 | |||
| Бобинорезальная машина | 1978 |
|
SU971761A1 |
| Станок для абразивной резки | 1973 |
|
SU625910A1 |
| ЕР 1334936 А, 13.08.2003 | |||
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2023643C1 |
| Устройство для нанесения покрытий в вакууме на рулонные материалы | 1974 |
|
SU515834A1 |

