Изобретение относится к области металлургии, в частности к термообработке жаропрочных никелевых сплавов, и может быть использовано в производстве изделий из сплава марки ЭП741НП предназначенных для тяжелонагруженных деталей, работающих при повышенных температурах в газотурбинных двигателях. Способ термообработки изделий из жаропрочного никелевого сплава ЭП741НП, включает нагрев до температуры не более 40°С выше температуры полного растворения γ'-фазы, с выдержкой в течение 4-10 часов, скорость охлаждения при закалке поддерживают не ниже 10°С/мин и старение проводят в три стадии при температурах 890-920°С, 740-770°С и 690-710°С. Технический результат заключается в получение высоких характеристик прочности и жаропрочности при рабочих температурах, а также увеличение ресурса и надежности деталей, работающих в условиях жесткого нагружения.
Изобретение относится к области металлургии, в частности к термообработке жаропрочных никелевых сплавов, и может быть использовано в производстве изделий из сплава марки ЭП741НП предназначенных для тяжелонагруженных деталей, работающих при повышенных температурах в газотурбинных двигателях.
Известен «Способ получения изделий из сложнолегированных жаропрочных никелевых сплавов» (Патент RU 2457924 (B22F 3/15, C22F 1/10, 2011). Способ включает горячее изостатическое прессование и термическую обработку путем закалки и последующего старения. Горячее изостатическое прессование (ГИП) и закалку проводят в течение 2-8 часов при температуре на 2-20°С выше температуры сольвуса, скорость охлаждения при закалке поддерживают выше 20°С/мин и старение проводят в две стадии при температурах 850-890°С и 740-780°С. Недостатком известного способа является то, что проведение ГИП и закалки в однофазной области на 2-20°С выше температуры сольвуса сплава не обеспечивает в полной мере высокий уровень механических свойств, особенно длительной прочности (жаропрочности).
Известен «Способ получения изделия из сплава типа ВВ751П с высокой прочностью и жаропрочностью» (Патент RU №2 453 398 (B22F 3/15, C22F 1/10), 2011), включающий горячее изостатическое прессование и термическую обработку с закалкой и старением. Горячее изостатическое прессование и закалку проводят в течение 2-6 часов при температуре на 5-20°С выше температуры сольвуса. Скорость охлаждения при закалке поддерживают выше 25 град/мин и старение проводят в две стадии при температурах 780-800°С и 700-720°С. Недостатком известного способа является то, что применение ГИП и закалки в однофазной области на 5-20°С выше температуры сольвуса сплава и старения в две стадии не позволяет реализовать возможности сплавов по получению высокого уровня прочности и жаропрочности.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ термообработки деталей из жаропрочных никелевых сплавов для повышения сопротивления малоцикловой усталости» (Патент RU №2455383 (C22F 1/10), 2007), включающий нагрев при температуре на 5-25°С выше температуры сольвуса с выдержкой в течение 3-4 часов, охлаждение после нагрева со скоростью выше 20°С/мин и последующее старение в три ступени: 1 ступень - 910°С, выдержка 3 часа; 2 ступень - 750°С, выдержка 8 часов, и 3 ступень - 700°С, выдержка 17 часов. Недостатком способа-прототипа является низкий уровень характеристик прочности и жаропрочности.
С целью устранения перечисленных недостатков предлагается способ термообработки изделий из жаропрочного никелевого сплава ЭП741НП, включающий нагрев до температуры не более 40°С выше температуры полного растворения γ'-фазы, с выдержкой в течение 4-10 часов, скоростью охлаждения при закалке не ниже 10°С/мин и трех старений при температурах 890-920°С, 740-770°С и 690-710°С.
Предлагаемый способ отличается от известного тем, что нагрев осуществляют до температуры не более 40°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре 4-10 часов и охлаждают со скоростью не ниже 10°С/мин, далее проводят первое старение при температуре 890÷920°С с выдержкой 2-5 часов, воздух; второе старение - 740÷770°С с выдержкой 7-10 часов, воздух, и третье старение - 690÷710°С с выдержкой 16-19 часов, воздух.
Технический результат - более высокие характеристики прочности и жаропрочности при рабочих температурах, и как следствие, увеличение ресурса и надежности деталей, работающих в условиях жесткого нагружения.
Это достигается тем, что закалка в однофазной области при температуре не более 40°С выше температуры полного растворения γ'-фазы, в течение 4-10 часов и охлаждение со скоростью не ниже 10°С/мин, способствует формированию мелкого однородного рекристаллизованного зерна размером до 0,2 мкм. А последующие три ступени старения при понижающихся температурах формируют на основе выделившихся частиц равномерно распределенные частицы оптимального для жаропрочности размера 0,20-0,4 мкм и вторичные карбидные выделения по границам зерен.
Предлагаемым способом, а также по способу-прототипу, были термообработаны аналогичные заготовки изделия, изготовленные из жаропрочного никелевого сплава ЭП741НП.
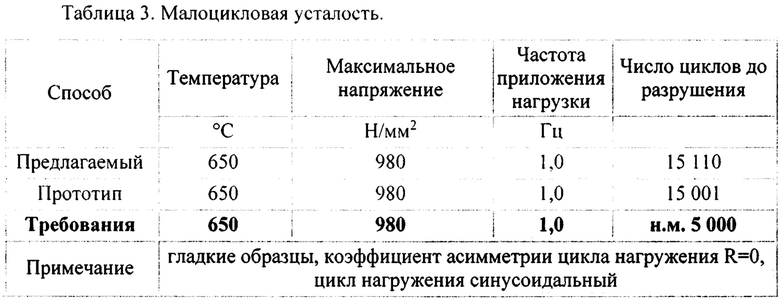
Результаты испытаний механических свойств, длительной прочности и малоцикловой усталости заготовок, термообработанных предлагаемым способом и способом-прототипом, при температуре 20°С и рабочей температуре 650°С, проведенных по стандартным методикам испытания, представлены в таблицах 1-3.
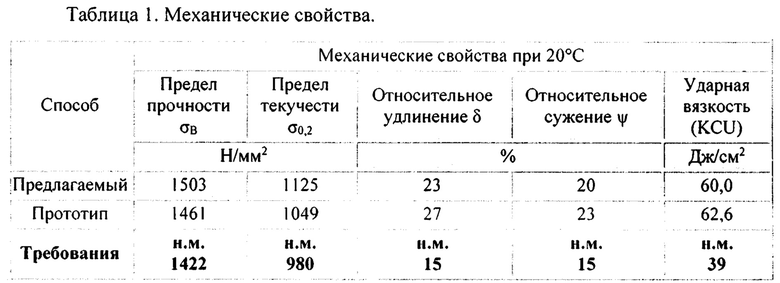
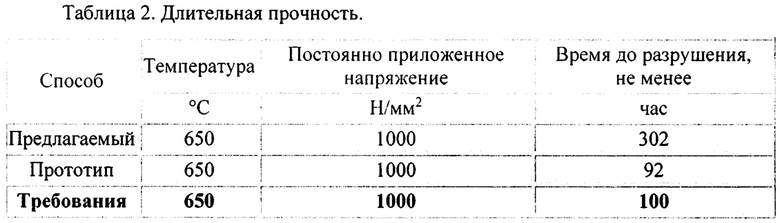
Таким образом, предлагаемый способ обеспечивает повышение предела прочности на 3-5%, предела текучести 7-10% и жаропрочности почти в три раза при сохранении высокого уровня пластичности.
Как следствие, применения предлагаемого способа, увеличивается ресурс и надежность изделий из жаропрочного никелевого сплава ЭП741НП, работающих в условиях жесткого нагружения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2457924C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ ПОВЫШЕНИЯ СОПРОТИВЛЕНИЯ МАЛОЦИКЛОВОЙ УСТАЛОСТИ | 2011 |
|
RU2455383C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ПОРОШКОВЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2012 |
|
RU2516267C1 |
| Способ поэтапной закалки заготовок из гранулируемых жаропрочных никелевых сплавов | 2018 |
|
RU2697684C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕМЕННОЙ СТРУКТУРЫ ПО СЕЧЕНИЮ ПОРОШКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2455115C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СПЛАВА ТИПА ВВ751П С ВЫСОКОЙ ПРОЧНОСТЬЮ И ЖАРОПРОЧНОСТЬЮ | 2011 |
|
RU2453398C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ, ПОРОШКОВЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2433202C1 |
| ЛИТАЯ РАБОЧАЯ ЛОПАТКА С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ, ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКОВОЙ ЧАСТИ РАБОЧЕЙ ЛОПАТКИ И СПОСОБ ТЕРМООБРАБОТКИ ЛИТОЙ ЛОПАТКИ | 2014 |
|
RU2567078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ПОРОШКОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2433205C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ДИСКОВ ИЗ ГРАНУЛИРОВАННЫХ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ С ИСХОДНОЙ МИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ МИКРОДУПЛЕКС | 2010 |
|
RU2419675C1 |
Изобретение относится к области металлургии, в частности к термообработке жаропрочных никелевых сплавов, и может быть использовано в производстве изделий из сплава марки ЭП741НП, предназначенных для тяжелонагруженных деталей, работающих при повышенных температурах в газотурбинных двигателях. Способ термообработки деталей из жаропрочного никелевого сплава ЭП741НП, включающий нагрев до температуры однофазной области, выдержку при этой температуре, охлаждение и старение. Нагрев осуществляют до температуры не более чем на 40°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре в течение от более 4 до 10 часов и охлаждают со скоростью не ниже 10°С/мин, далее проводят три ступени старения на воздухе, при этом на первой ступени старение проводят при температуре 890-920°С с выдержкой в течение 2-5 часов, на второй ступени – при температуре 740-770°С с выдержкой в течение 7-10 часов, а на третьей ступени – при температуре 690-710°С с выдержкой в течение 16-19 часов. Обеспечивается получение высоких характеристик прочности и жаропрочности при рабочих температурах, а также увеличение ресурса и надежности деталей, работающих в условиях жесткого нагружения. 3 табл.
Способ термообработки деталей из жаропрочного никелевого сплава ЭП741НП, включающий нагрев до температуры однофазной области, выдержку при этой температуре, охлаждение и старение, отличающийся тем, что нагрев осуществляют до температуры не более чем на 40°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре в течение от более 4 до 10 часов и охлаждают со скоростью не ниже 10°С/мин, далее проводят три ступени старения на воздухе, при этом на первой ступени старение проводят при температуре 890-920°С с выдержкой в течение 2-5 часов, на второй ступени – при температуре 740-770°С с выдержкой в течение 7-10 часов, а на третьей ступени – при температуре 690-710°С с выдержкой в течение 16-19 часов.
| СПОСОБ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ ПОВЫШЕНИЯ СОПРОТИВЛЕНИЯ МАЛОЦИКЛОВОЙ УСТАЛОСТИ | 2011 |
|
RU2455383C1 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ, ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО, И СПОСОБ ТЕРМООБРАБОТКИ СПЛАВА И ИЗДЕЛИЯ ИЗ НЕГО | 2002 |
|
RU2220220C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСКОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1986 |
|
RU1360232C |
| Устройство для сборки модуля средней части корпуса судна | 1980 |
|
SU944978A1 |
| Способ поэтапной закалки заготовок из гранулируемых жаропрочных никелевых сплавов | 2018 |
|
RU2697684C1 |

