Изобретение относится к способу изготовления сырьевой проволоки из первой металлической полосы и, по меньшей мере, еще одной другой металлической полосы путем профилирования в валках, при этом, путем профилирования в валках с несколькими прокатными клетями за несколько проходов из первой металлической полосы формируют оболочку, которая в конечной форме охватывает по периферии, по меньшей мере, одну другую металлическую полосу, предпочтительно, охватывает полностью.
Предпочтительно, предусматривается, что первая и, по меньшей мере, одна другая металлическая полоса изготовлены из разных металлов. Также, предпочтительно, под разными металлами понимаются металлы, которые отличаются пределом текучести. Предпочтительно, пределы текучести разных металлов отличаются с коэффициентом, по меньшей мере, 2, более предпочтительно, с коэффициентом, по меньшей мере, 3, еще более предпочтительно, с коэффициентом, по меньшей мере, 4.
Предпочтительно, такая сырьевая проволока предназначена для применения в качестве сварочной проволоки или проволоки для термического напыления. Предпочтительно, металлические полосы разматывают с бухты. Сырьевую проволоку изготавливают путем профилирования в валках из полос. Профилирование в валках также называют роликовым формованием. При этом металлические полосы проводят между профилирующими роликами, благодаря чему происходит профилирование металлических полос. Металлические полосы с отличающимся пределом текучести согласно изобретению подают в процесс роликового формования отдельно. Металлическая полоса, применяемая в качестве оболочки, шире, чем, по меньшей мере, одна другая металлическая полоса, и перед формованием, по меньшей мере, одной другой полосы, предпочтительно, с меньшим, как правило, пределом текучести, ее предварительно формуют отдельно, в частности, приблизительно, придают готовую форму. Согласно изобретению, изготовленная сырьевая проволока может быть приведена к конечному размеру, например, путем проковки, прокатки, протяжки с обжатием и/или волочения.
В качестве полосы с большим пределом текучести может быть применена никелевая полоса, в качестве полосы с меньшим пределом текучести - предпочтительно, алюминиевая полоса. Предпочтительно, в этом случае для никелевой полосы выбирают чистый сорт с уменьшенным содержанием углерода, что при рекристаллизационном отжиге обеспечивает NiAl-соединение. NiAl-проволоку для напыления применяют, например, для нанесения высокотемпературостойких покрытий, в том числе, Bond Coat (промежуточного (соединительного) слоя) при производстве турбинных лопаток.
Благодаря замедленной подаче полосы с меньшим пределом текучести в процесс роликового формования, предотвращается удлинение этой полосы относительно другой и, тем самым, риск ее выталкивания из образующейся проволоки и образование в ней складок. Предпочтительное использование свернутых в бухты материалов позволяет производить проволоку с большей полезной длиной. Благодаря этому предотвращается выдавливание полосы с меньшим пределом текучести из сырьевой проволоки при калибровке и последующем формовании. Чтобы были возможны более сильные деформации материала с меньшим пределом текучести, путем, в частности, ограничения ширины этой полосы обеспечивают свободное пространство, заполняемое поперечным течением.
УРОВЕНЬ ТЕХНИКИ
Профилирование в валках представляет собой простой способ гибки одиночной металлической полосы. Если же нужно подвергнуть обработке сразу несколько металлических полос, то, согласно существующему уровню техники, используют плакированные металлические полосы, которые в значительной мере ведут себя как одиночная полоса.
Существенные проблемы возникают, когда нужно профилировать совместно несвязанные наслоенные металлические полосы, в частности, когда эти металлические полосы имеют разную ширину. Суть проблемы заключается в различии предела текучести разных металлов, из-за чего совместно обрабатываемые несвязанные металлические полосы движутся друг относительно друга, в частности, по-разному удлиняются.
Под пределом текучести понимается характеристика материала, отражающая величину напряжения, до которой материал при одноосном безмоментном растяжении не обнаруживает длительной пластической деформации, то есть, до предела текучести после снятия нагрузки материал эластично возвращается в первоначальную форму, а при превышении предела текучести остается в деформированном состоянии, следовательно, при испытании на растяжение - удлиненным.
Проблема удлинения до сих пор не имеет решения. Еще сложнее путем профилирования в валках получить из металлических полос сплошное проволокообразное поперечное сечение, в котором наружная оболочка состоит исключительно из одного из соединяемых элементов.
В публикации US 3940964 описано применение плакированной полосы из слоев одинаковой ширины для изготовления стержнеобразного тела. Из этого исходного материала нельзя изготовить сплошной профиль и, одновременно, покрытую со всех сторон оболочкой проволоку. Однако техническое решение данного документа на это явным образом не нацелено.
Кроме того, в документе US 2010/0047416 A1 описано производство комбинированной проволоки из двух наслоенных полос, при этом, в получаемой конечной форме одна металлическая полоса образует оболочку, которая полностью охватывает другую металлическую полосу. В этом документе предложено накладывать алюминиевую полосу на более широкую никелевую полосу, обеим полосам вместе сначала придавать приблизительно U-образную форму, а затем выступающую в направлении ширины (перпендикулярно к продольному направлению) часть никелевой полосы заворачивать за концы алюминиевой полосы и закруглять. После этого получаемую таким образом сырьевую проволоку дополнительно вытягивают, получая проволоку с меньшим поперечным сечением.
Описанному в документе US 2010/0047416 A1 способу свойственны следующие недостатки:
1. Количественное соотношение алюминия и никеля
Согласно US 2010/0047416 A1, [0014], никелевая и алюминиевая части должны быть распределены в поперечном сечении, приблизительно, равномерно и занимать одинаковый объем. Однако, алюминий и никель должны присутствовать в поперечном сечении в соотношении, требуемом для легирования, происходящего при термическом напылении/сварке/плавлении.
Стандартом для NiAl-сплава является состав Ni 80 мас.% /Al 20 мас.% Это весовое соотношение пересчитывают на поверхностные размеры полосы. Однако в данной публикации это не описано.
2. Разное удлинение обрабатываемых вместе различных металлов из-за разного предела текучести
а. Введение полосы
В US 2010/0047416 A1 предложено формовать алюминий и никель с самого начала вместе - как наслоенный ([0015] и [0016]) или плакированный ([0022]) материал. Однако металлы имеют разную прочность: предел текучести мягкоотожженного никеля стандартного сорта UNS N02200 составляет около 100 МПа, а мягкоотожженного алюминия ENAW 1050 - около 20 МПа.
Правда, при профилировании в валках в первую очередь поперечное сечение определенно деформируется; однако, чтобы подача полосы была стабильной, необходимо оказывать на металлическую полосу минимальное поперечное давление в направлении толщины. Требуемое давление валков зависит от материала: давление, достаточное для стабильной подачи никеля, для более мягкого алюминия уже ведет к уменьшению толщины. При роликовом формовании энергия, необходимая для придания материалу заданной формы, передается от рабочих валков через рабочий инструмент (ролики) в форме давления на металлическую полосу. Это означает, что давление между верхним и нижним рабочим инструментом и металлической полосой должно быть настолько большим, чтобы материал металлической полосы вытягивался в рабочем инструменте и мог быть деформирован до заданных параметров выше его предела текучести.
Если же нужно осуществить формование двух или более наслоенных металлических полос с разным пределом текучести, то прикладываемая энергия деформации может быть настолько большой, насколько позволяет прочность материала металлической полосы с наименьшим пределом текучести.
В переходной зоне между еще возможным давлением рабочего инструмента на более мягкий материал и одновременным достижением давления, необходимого для деформации более жесткого материала, толщина более мягкого материала уменьшается, перед рабочим инструментом он непрерывно удлиняется или высаживается.
Однако если бы более мягкий материал мог передавать более не требуемую энергию деформации более жесткому материалу, его толщина бы сильно уменьшалась, и он бы исчезал, трение между рабочим инструментом и металлической полосой пропадало, и процесс обработки становился бы невозможным. Рабочий инструмент (ролики) проскальзывал бы в «стоячем» зацеплении.
Уменьшение толщины проявляется при прокатке металлических полос скорее не как изменение ширины, вытесненный материал является причиной изменения длины металлической полосы. Изменение длины одновременно подвергаемых обработке наслоенных металлов с разной прочностью ведет к выдавливанию более мягкой металлической полосы или к образованию складок (дублированию) в более мягкой полосе. Образование складок делает предусмотренное формование в последующей прокатной клети невозможным. Оба эти явления препятствуют соблюдению требуемого количественного соотношения, поскольку в результате перераспределения материала в поперечном сечении оно неизбежно изменяется.
Для предотвращения последствий разного изменения длины алюминиевая полоса на входе в профилирующий стан может быть замедлена или подана с растягивающим напряжением. Однако обратное тянущее действие возможно только на входе в первую прокатную клеть. Хотя таким образом исключается дублирование в первой прокатной клети, но на последующих ступенях разное изменение длины компенсировать нельзя. Поэтому появляется опасность, что возникающее разное изменение длины двух полос при профилировании в валках приведет к нахлестке более мягкого материала. Как разное изменение длины, так и нахлестка являются причиной изменения соотношения алюминия и никеля в поперечном сечении; проволока с непредсказуемо изменяющимся соотношением материалов непригодна для установленной цели.
Однако решение проблемы предотвращения разности удлинения никеля и алюминия заключается не в том, чтобы, как предложено в [0016] и на фиг. 4, загибать выступающие стороны никелевой полосы на алюминиевую полосу и закреплять ее таким образом. Когда алюминиевую полосу в процессе профилирования заблаговременно зажимают, разное изменение длины никеля и алюминия приводит к появлению растягивающего напряжения, которое может быть настолько большим, что в алюминиевой полосе сначала появляются трещины, и в конце концов она рвется. При оценке риска нужно учитывать, что при изготовлении сырьевой проволоки требуется около 20 технологических позиций деформирования.
b. Сырьевая проволока
При заданном, оказываемом на комплекс из двух металлических полос давлении, превышающем предел текучести более мягкого металла, более мягкий и более жесткий металл деформируются по-разному. Различие деформации не предотвращается вследствие того, что изготавливают замкнутую сырьевую проволоку. Согласно US 2010/0047616 A1, [0015], два обрабатываемых металла должны быть наслоены друг на друга. Когда перед началом совместной обработки металлы наслаивают, доступная для обработки длина ограничена. Эксперименты, посвященные изготовлению сырьевой проволоки длиной 6 м, показали, что алюминиевый вкладыш выдвигается из конца проволоки на 7,5-11,5 см. Поэтому соотношение Ni и Al в сырьевой проволоке существенно и непредсказуемо изменяется.
В отличие от описанного в документе US 2010/0047616 A1, [0018], алюминий заполняет не только пустоты, напротив, прежде всего он удлиняется в направлении обработки.
3. Толщина исходного материала и необходимость промежуточного отжига
а. Размеры сырьевой проволоки согласно US 2010/0047616 A1
Диаметр изготовленной путем профилированная сырьевой проволоки составлял от 6,35 до 7,63 мм (US 2010/0047616 A1 [0017]). Ее поперечное сечение не было сплошным (см. фиг. 5 в US 2010/0047616 A1), требовалась проковка, прокатка или волочение, чтобы уменьшить диаметр до 2,381-3,175 мм и, тем самым, уплотнить материал (US 2010/0047616 A1 [0018]). Однако уменьшение диаметра примерно на 50% уже ведет к уменьшению поверхности более, чем на 80%.
При таком уменьшении диаметра проволока становится жестче. При сокращении более чем на 80%, возможность изменения формы комбинированной проволоки исчерпывается. Такая комбинированная проволока настолько жесткая, что, во всяком случае, в обычных устройствах, из-за недостаточной гибкости не может быть подана через кабель-пакет сварочного аппарата.
Даже если бы способом по US 2010/0047616 A1 изготавливали состоящую из никелевой и алюминиевой полос проволоку для термического напыления - что не имеет места - ее нельзя было бы вставить в распылитель.
При уплотнении и вытягивании до конечного размера сырьевая проволока становится жестче. Чтобы сделать ее пригодной, то есть мягкой, требуется отжиг. Однако в US 2010/0047616 A1 отжиг по веским причинам не предусмотрен:
Температура рекристаллизации никеля (от 690°С до 720°С) превышает температуру плавления алюминия (650°С). Как только расплавленный алюминий вступает в контакт с никелем, начинается экзотермическая реакция, которая приводит к такому нагреванию состава, что расплавляется и никель. Таким образом, комбинированная проволока, соответствующая US 2010/0047616 A1, не поддается умягчающему обжигу.
b. Сырьевая проволока меньшей толщины
Согласно исследованиям автора, поперечное сечение сырьевой проволоки должно быть только на 20% больше размера уплотненной и сплошной проволоки, получаемой после калибровки и уменьшения размера. Большая процентная величина уменьшения, явствующая из US 2010/0047616 A1 [0017] и [0018], не требуется, если используют более тонкие исходные полосы, предпочтительно, позволяющие исключить рекристаллизационный отжиг.
Горизонтальное поперечное сечение представленной на фиг. 1 документа US 2010/0047616 A1 проволоки состоит из 10 слоев, примерно, одинаковой толщины, расположенных складчато-симметрично: 6 из Ni и 4 из Al.
Если допустить, что все слои имеют одинаковую толщину, то толщина исходного материала:
Однако и применение более тонких металлических полос не решает проблему:
Металлические полосы не должны быть слишком тонкими: для стабильной подачи полос в прокатную клеть требуется некоторая минимальная толщина металлической полосы. Минимальная толщина зависит от материала и составляет около 0,2 мм для стали, а для более мягких материалов - больше. Наслоенные металлические полосы вводят в процесс не при их совместной толщине, а индивидуально, поскольку наслоенные полосы ведут себя как отдельные полосы, из которых состоит комплект слоев. Дело в том, что комплект слоев ведет себя как отдельные полосы, пока полосы могут смещаться друг относительно друга.
Применение более тонкой полосы, однако, не только технически проблематично, но и нерентабельно, поскольку сначала тонкую исходную полосу нужно подвергнуть прокатке, а затем, при большей длине, профилированию. Утоньшение состоящей из более толстых металлических полос комбинированной проволоки путем прокатки или волочения по сравнению с этим значительно дешевле; такие операции и так уже требуются для уплотнения.
Таким образом, путем профилирования в валках проволоку диаметром 1,6 мм изготовить нельзя. Проволока с большим диаметром может быть изготовлена путем профилирования в валках, примерно, 56%-ное сокращение толщины (обжатие), однако делает ее слишком жесткой для подачи через кабель-пакет в предпочтительном варианте применения. Нужно учитывать, что при загибании выступающих частей никелевой полосы внутри проволоки появляются ребра, из-за чего комбинированная проволока значительно хуже гнется, чем сплошная проволока такой же толщины.
4. Поскольку в состоящей из никеля крючкообразно свернутой полосе находится алюминий, центр проволоки состоит не исключительно из никеля.
Согласно US 2010/0047616 A1, фиг. 1, выступающие в направлении ширины части никелевой полосы загнуты на вложенную алюминиевую полосу и плотно ее зажимают. Из-за предварительного зажатия, перед завершением обработки оболочки, алюминиевая полоса испытывает срезающее напряжение и может разорваться. Поэтому состав в поперечном сечении изменяется.
5. Представленное в US 2010/0047616 A1, фиг. 1, поперечное сечение не может быть получено путем профилирования в валках, как описано
На фиг. 5 документа US 2010/0047616 A1 показан уже замкнутый профиль, который путем профилирования в валках не может быть преобразован в профиль, показанный на фиг. 1, поскольку профилирующие валки при последующей деформации могут воздействовать только снаружи. Чтобы изготовить поперечное сечение, показанное на фиг. 1, нужно, исходя из фиг. 5, дополнительно загнуть наружные края никелевой полосы на 90° в уже замкнутый профиль. Достичь этого путем профилирования в валках невозможно. Напротив, под давлением снаружи наружные края никелевой полосы вонзаются в алюминиевый слой и срезают алюминий.
Производимый путем профилирования в валках профиль сырьевой проволоки согласно фиг. 1 не может быть получен исходя из фиг. 4, поскольку наружная полоса не может быть деформирована на 90°, не говоря уже, как требуется, на 180°: для такой деформации недостает опоры изнутри.
Следовательно, описанным в US 2010/0047616 A1 способом поставленная задача решена быть не может; однако, основная идея изготовления сырьевой проволоки из полос представляет собой попытку, усовершенствуемую благодаря настоящему изобретению.
Постановка задачи
Если полосы, ширина которых многократно больше их толщины, в частности, по меньшей мере, в 5 раз, более предпочтительно 10-кратна их толщине, деформируют действующим перпендикулярно давлением, эта деформация приводит почти исключительно к изменению длины, а не к изменению ширины. Чтобы изготовить проволоку определенного состава из двух или более металлических полос, в частности, полос с разным пределом текучести, необходимо предотвратить относительно большее удлинение металлической полосы с меньшим пределом текучести.
Таким образом, одной из задач изобретения является сокращение удлинения одной из металлических полос относительно другой, предпочтительно, его предотвращение. Также, предпочтительно, обеспечить способ изготовления сырьевой проволоки, позволяющий получить сырьевую проволоку, центральная часть которой, по меньшей мере, преобладающим образом, образована из материала, который образует также оболочку сырьевой проволоки.
Кроме этого, в одном из предпочтительных вариантов применения изготовленная из никелевой и алюминиевой полос проволока для термического напыления, предпочтительно, должна отвечать еще и следующим требованиям:
- Металлы должны присутствовать не в порошкообразной форме, а в форме полос.
Для изготовления NiAl-проволоки для термического напыления часто заполняют алюминиевым порошком оболочку из никеля. Поскольку поверхность порошка больше, чем поверхность полосы, с порошком вносится больше оксида, чем с полосой. Поэтому применение порошка невыгодно.
Кроме этого, алюминиевый порошок является пирофорным, если размер его частиц менее 500 мкм.
Порошку свойственен еще один недостаток, заключающийся в его текучести, из-за чего точный состав поперечного сечения, образованного оболочкой и заполняющим его порошком, трудно контролировать.
- Полосы должны присутствовать не в форме сплава, а в форме легирующих компонентов.
Сплав 80 мас.% никеля и 20 мас.% алюминия плавится уже при 1362°С. Температура плавления никеля составляет 1455°С. На первый взгляд, кажется выгодным использовать сплав в качестве проволоки для термического напыления. В частности, преимуществом нанесения напыления посредством комбинированной проволоки является то, что экзотермическая реакция Al с Ni происходит только при плавлении непосредственно во время термического напыления. При этом увеличение температуры обеспечивает хорошее сцепление напыляемого покрытия с субстратом. Предварительную подготовку субстрата для улучшения сцепления при определенных условиях можно не проводить.
- Различие прочности никеля и алюминия в ходе изготовления проволоки не должно вызывать разность длин и, таким образом, изменение соотношения компонентов.
- Состав, предпочтительно, должен поддаваться рекристаллизационному отжигу.
Проволока, предпочтительно, должна обладать устойчивостью формы, то есть она не должна быть настолько мягкой, чтобы сминаться при подаче. С другой стороны, она также не должна быть настолько жесткой, чтобы это препятствовало подаче. Поэтому, предпочтительно иметь возможность регулировать жесткость комбинированной проволоки при деформации и отжиге. Во время отжига не должна иметь место экзотермическая реакция.
- Структура поперечного сечения из слоев никеля и алюминия.
Значительная шероховатость поверхности, например, как у алюминия из-за наличия оксидного слоя, вызывает слишком быстрый износ кабель-пакета. Поэтому наружный слой комбинированной проволоки должен, предпочтительно, состоять из никеля. Центр проволоки также должен состоять из никеля, чтобы исключить преждевременное зажатие алюминиевой полосы.
- Поперечное сечение профиля должны быть, предпочтительно, полностью заполненным.
В этом предпочтительном варианте осуществления не должно оставаться полого пространства, так как при нагревании воздух будет окислять соединенные металлы.
Термины
Термин «сырьевая проволока» означает комбинированную проволоку, образованную, по меньшей мере, из двух металлических полос, изготовленную путем профилирования в валках.
Термин «никель» в предпочтительном толковании означает сорт никеля со степенью чистоты, по меньшей мере, 99,6 мас.% и содержанием углерода, максимум, 0,02 мас.%
Термин «алюминий» должен включать также алюминиевые сплавы, в частности, с добавками редкоземельных элементов, обеспечивающих термозащиту.
Под W-профилированием понимается форма поперечного сечения металлический полосы, перпендикулярного направлению длины, напоминающая букву W. В частности, она образуется, на виде сверху, при выгибании, в частности, выпуклой деформации, металлической полосы между двумя поднимающимися по бокам плечами металлической полосы.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно изобретению, поставленная задача решена посредством того, что в описанном выше способе изготовления в первой группе прокатных клетей за несколько проходов сначала только первой металлической полосе придают черновую форму, после чего на второй группе прокатных клетей первую и, по меньшей мере, еще одну металлическую полосу совместно формуют в конечную форму.
Изобретение исходит из того, что придание формы, по меньшей мере, двум металлическим полосам, следовательно, первой и, по меньшей мере, еще одной металлической полосе, осуществляют за множество проходов, которые выполняют при помощи множества прокатных клетей, в частности, по одной прокатной клети на проход.
Общее число всех участвующих в соответствующей изобретению деформации прокатных клетей согласно изобретению разделено на две группы. Первая группа предназначена для деформации только одной первой металлической полосы, которая в дальнейшем образует оболочку сырьевой проволоки, вторая группа прокатных клетей предназначена для совместной деформации всех металлических полос, образующих сырьевую проволоку. Между первой и второй группами к первой металлической полосе добавляют, по меньшей мере, одну другую металлическую полосу. Технологически, по меньшей мере, одна другая металлическая полоса может быть подана с бухты/разматывателя над первой группой прокатных клетей без обработки, затем направлена вниз и вместе с первой металлической полосой подана на вторую группу прокатных клетей. Разматыватель для другой металлической полосы также может быть установлен над первой группой прокатных клетей так, чтобы другая металлическая полоса могла быть подана непосредственно в первую клеть второй группы прокатных клетей. В обоих случаях эта полоса может быть надлежащим образом подана через S-образную клеть.
Благодаря разделению становится возможным на первой группе прокатных клетей только на первую металлическую полосу оказывать такое давление, которое, будучи приложенным, по меньшей мере, к одной другой металлической полосе привело бы к удлинению этой, по меньшей мере, одной другой металлической полосы относительно первой. Путем частичного разделения стадий формования такое удлинение предотвращается, что обнаруживается, в частности, когда в сырьевой проволоке соединяют металлические полосы с разным пределом прочности.
Частичное разделение процесса деформации на отдельную деформацию первой металлической полосы и последующую совместную деформацию также выгодно, когда металлы имеют одинаковый или близкий предел текучести, так как и при одинаковом или близком пределе текучести обрабатываемые совместно полосы смещаются друг относительно друга. К тому же, профиль оболочки проще формировать отдельно.
Разность удлинения полос появляется, когда совместно обрабатывают полосы с разной прочностью. Различия в удлинении разных металлических полос, например, из никеля и алюминия из-за разной прочности материалов, согласно изобретению, можно избежать благодаря тому, что совместная обработка отсрочена, предпочтительно, осуществляется только на второй половине стадий обработки, в частности, на всех проходах прокатных клетей второй группы. С этой целью, по меньшей мере, одну другую металлическую полосу, в частности, алюминиевую полосу, в отличие от решения по документу US 2010/0047616 A1, укладывают на первую металлическую полосу, в частности, никелевую полосу не сразу в первом проходе, а только через несколько проходов, в частности, через, по возможности, значительное число проходов укладывают в уже имеющую черновую форму поперечного сечения, предпочтительно, корытообразную форму, первую металлическую полосу, предпочтительно, никелевую полосу. Таким образом, предпочтительно, прочную первую металлическую полосу сначала деформируют отдельно от второй металлической полосы.
То, что металлы с меньшим пределом текучести при одинаковом давлении деформируются сильнее, чем металлы с большим пределом текучести, или деформируются уже при меньшем давлении, обусловлено физическими причинами и при совместной обработке не может быть исключено. Поэтому изобретением предусматривается разделение стадий обработки разных материалов металлических полос.
Перед совместно обработкой разных материалов металлическую полосу, образующую оболочку, в частности, более прочную металлическую полосу, предпочтительно, никелевую металлическую полосу согласно изобретению деформируют отдельно, а именно, при помощи первой группы прокатных клетей.
В предпочтительном варианте осуществления изобретением предусматривается, что при помощи прокатных клетей первой группы, предназначенной для придания первой металлической полосе черновой формы, первой металлической полосе, при рассмотрении в поперечном сечении, перпендикулярном направлению длины металлической полосы, придают корытообразную форму, в частности, с боковыми стенками и соединяющим их дном. При этом, корытообразная форма наблюдается в поперечном сечении, перпендикулярном направлению длины металлической полосы. Корытообразную форму также, по существу, можно представить, в частности, как модифицированную U-форму.
Затем в данном варианте осуществления изобретения предусматривается, что внутрь корытообразной формы, обеспечивая контакт с дном корытообразной формы, вводят, по меньшей мере, одну другую металлическую полосу, после чего первую и, по меньшей мере, одну другую металлическую полосу совместно формуют при помощи второй группы прокатных клетей, сжимая друг с другом.
При этом зажатие может быть осуществлено, например, так, чтобы введенная, по меньшей мере, одна другая металлическая полоса при помощи, по меньшей мере, одного ролика соответствующей прокатной клети прижималась к дну корытообразной формы. Зажатие также может быть осуществлено, в частности, впоследствии, посредством того, что, по меньшей мере, одна другая металлическая полоса зажата и удерживается первой металлической полосой.
Корытообразная форма представляет собой открытую черновую форму позднее замыкаемой оболочки сырьевой проволоки, поэтому очевидно, что в таком варианте осуществления формирование оболочки уже в значительной степени выполнено до того, как, по меньшей мере, одна другая металлическая полоса подана в процесс деформации.
При этом изобретением, предпочтительно, предусматривается, что корытообразную форму получают путем деформации, предпочтительно, сначала плоской первой металлической полосы путем загибания двух противолежащих (в направлении ширины металлической полосы) краев полосы первой металлической полосы на 180 градусов, каждый, на поверхность металлической полосы, в частности, путем отбортовки. При этом, края, фактически, оказываются загнутыми сами на себя. Предпочтительно, при этом, между отогнутыми и находящимися в контакте с собой краевыми областями нет промежутка/пустот. При этом, отогнутые края имеют, предпочтительно, вдвое большую толщину, чем исходная толщина металлической полосы.
Далее создание корытообразной формы осуществляют путем формирования двух поднятых плеч посредством отгибания противолежащих (в направлении ширины) боковых областей первой металлической полосы, в частности, на 90 градусов плюс/минус 15 градусов, каждая, относительно исходной плоскости металлической полосы, при этом, два плеча образуют боковые наружные стенки корытообразной формы, а соединяющая плечи область образует дно корытообразной формы.
Эти две стадии деформации могут осуществляться в любом порядке, однако, является предпочтительным, чтобы сначала было выполнено «отгибание-на-самих-себя».
Ширина двухсторонней отбортовки краев на 180° на самих себя уже определяет требуемый в дальнейшем объем сердцевины сырьевой проволоки, образуемой из материала оболочки.
Последующее поднятие краев полосы до поднятых боковых плеч, в частности, предпочтительно, еще на 90° образует в поперечном сечении, перпендикулярном направлению длины, указанную корытообразную форму, в которую может быть уложена вторая металлическая полоса. В частности, учитывая последующее формирование стенок/плеч корытообразной формы, она уже приблизительно соответствует конечной геометрии сырьевой проволоки.
До отгибания плеч корытообразной формы вовнутрь, вторую металлическую полосу, предпочтительно, алюминиевую полосу вкладывают в имеющую корытообразную форму, более предпочтительно, при этом, имеющую W-образную форму, первую металлическую полосу.
Что касается представленного на фигурах примера осуществления изобретения, как показано на фиг. 1, по меньшей мере, одну другую металлическую полосу, предпочтительно, алюминиевую полосу соединяют с уже имеющей корытообразную форму первой металлической полосой, предпочтительно, профилированной никелевой полосой только на рабочей позиции 11. Поскольку первая металлическая полоса, в частности, никелевый профиль в значительной мере уже прокатан и, предпочтительно, уже является W-образным, для прокладки полосы не требуются приложения большого усилия, по меньшей мере, к одной другой металлической полосе/алюминиевой полосе, которая из-за этого могла бы утончаться и непропорционально удлиняться.
Технически более позднюю подачу, по меньшей мере, одной другой/второй металлической полосы, в частности, алюминиевой полосы осуществляют посредством того, что сбегающий конец алюминиевой полосы находится над профилирующим станом (см. фиг. 1). Эту поступающую с разматывателя полосу вводят в процесс профилирования, предпочтительно, по S-образной траектории над валками сверху. Этот разматыватель также может быть установлен перед разматывателем, с которого подают первую металлическую полосу, в частности, никелевую полосу.
Изобретением также может предусматриваться ограничение необходимого для подачи полосы давления валков при введении, по меньшей мере, одной другой/второй металлической полосы, предпочтительно, алюминиевой полосы.
Могут предусматриваться меры по предотвращению отклонения, по меньшей мере, одной другой/второй металлической полосы, в частности, алюминиевой полосы поперечно движению полосы.
Для этого изобретением может предусматриваться центрирование, по меньшей мере, одной другой, в частности, второй металлической/алюминиевой полосы при ее подаче в корытообразную форму при помощи расположенного над ней рабочего валка, при этом, по меньшей мере, одну другую металлическую полосу, вводят, по существу, только сбоку, т.е., центрируют на первой металлической полосе/никелевой полосе только с таким давлением, которое не вызывает удлинения, по меньшей мере, одной другой металлической полосы.
При этом посредством первой металлической/никелевой полосы ей может быть сообщена выпуклая форма, если имеет место предпочтительная, описываемая далее, но не обязательная W-образная форма первой металлической полосы.
Таким образом, удлинение, по меньшей мере, одной другой металлической полосы, в частности, алюминиевой полосы при ее подаче и центрировании полностью исключается.
Полосы отличаются высоким отношением ширины к толщине. Если к полосам прикладывают давление, перпендикулярно действующая сила вызывает удлинение. Ширина изменяется только незначительно. Если совместно обрабатывают две полосы с разным пределом текучести, более мягкая полоса удлиняется больше, чем более жесткая. Из-за этого, в отличие от фиг. 4 документа US 2010/0047616 A1, изобретением предусматривается, что, по меньшей мере, одну другую металлическую полосу, предпочтительно, алюминиевую полосу зажимают только после создания черновой формы первой металлической полосы, в частности, следовательно, не заблаговременно в начале процесса профилирования; благодаря этому исключаются возникающие в противном случае слишком большие усилия в направлении длины, которые могли бы вызывать срез, по меньшей мере, одной другой металлической полосы, предпочтительно, более мягкой алюминиевой полосы.
Для достижения заданной конечной формы изобретением предусматривается, что первую металлическую полосу, предпочтительно, никелевую полосу прижимают ко второй металлической полосе, предпочтительно, алюминиевой полосе. Для этого плечи образованной из первой металлической полосы корытообразной формы загибают внутрь и затем приводят в контакт с отогнутыми на самих себя краями наружные области, по меньшей мере, одной другой металлической полосы. По меньшей мере, одну другую металлическую полосу, в частности, алюминиевую полосу зажимают при помощи сложенных краев первой металлической полосы, в частности, никелевой полосы и, таким образом, фиксируют в центрированной ориентации. Предпочтительно, изобретением также может обеспечиваться, что при зажимании первая металлическая полоса также принимает на себя подачу, по меньшей мере, одной другой, в частности, второй металлической полосы, и оказываемое рабочим валком давление, по меньшей мере, только по существу или, по меньшей мере, преимущественно воздействует на первую металлическую полосу.
Благодаря изобретению может быть предотвращено выдавливание материала, по меньшей мере, одной другой металлической полосы, предпочтительно, алюминиевой полосы из сырьевой проволоки.
Описываемые до сих пор технические приемы, направленные на исключение непропорционального удлинения, по меньшей мере, одной другой металлической полосы, в частности, алюминиевой полосы по сравнению с первой металлической полосой, в частности, никелевой полосой, уже неэффективны, когда получен замкнутый профиль проволоки, в частности, когда с целью, предпочтительно, последующей калибровки сырьевой проволоки на изготовленную согласно изобретению сырьевую проволоку со всех сторон оказывают одинаковое давление. При некотором заданном действующем на полученный комплекс давлении, превосходящем предел текучести более мягкого металла, металлы обоих полос, в частности, Ni и Al деформируются по-разному. Различие деформации при имеющихся размерах полос проявляется почти исключительно как разное удлинение. Такое различие удлинения нельзя исключить вследствие того, что сырьевая проволока уже имеет замкнутый профиль. Несмотря на зажатие, по меньшей мере, одной другой металлической полосы, в частности, алюминиевой полосы первой металлической полосой, при деформации комбинированной проволоки она выдавливается из конца проволоки. В случае алюминия и никеля, в прутках длиной, приблизительно, 6 м более мягкий алюминий при деформации комбинированной проволоки выступает из конца проволоки на 7,5-11,5 см.
Изобретением может предусматриваться формирование на дне корытообразной формы направленной в ее внутреннее пространство выступающей выпуклости, в частности, для создания корытообразной W-образной формы. По меньшей мере, одна другая металлическая полоса, которую центрировано приводят в контакт с дном корытообразной формы, в этом варианте осуществления может быть согнута над выпуклостью. Таким образом, гарантируется центрирование, по меньшей мере, одной другой металлической полосы в корытообразной форме первой металлической полосы.
Придание такой выпуклой форму обеим полосам, в частности, никелевой и алюминиевой полосам, на первый взгляд кажется спорным, поскольку для того, чтобы получить поперечное сечение проволоки, комбинированная полоса должна быть вогнутой. Поэтому в документе US 2010/0047616 A1 профиль естественным образом делают вогнутым (см. [0016] и фиг. 3).
W-образную форму, предпочтительно, получают при помощи временной выпуклой деформации/создания выпуклости дна корытообразной формы образующей оболочку металлической полосы в области между боковыми плечами.
Применение W-образной формы для изготовления сырьевой проволоки выглядит неудачным, прежде всего, по двум причинам:
Для создания W-образной формы дополнительно требуются, по меньшей мере, две прокатных клети, в частности, обжимные клети. Стоимость дополнительных клетей и рабочих инструментов удорожает процесс профилирования.
Из-за переменного изгиба усиливается холодное упрочнение металлической полосы. Поэтому потенциал совместного изменения формы исчерпывается раньше и, при известных обстоятельствах, требуется предварительный или даже дополнительный отжиг.
Для изготовления комбинированной проволоки создание W-образной формы посредством необходимых поперечных сил, в сущности, необязательно; на основании приведенных выше причин от этого можно было бы отказаться. В принципе, комбинированная проволока может быть изготовлена и с плоским дном корытообразной формы образующей оболочку металлической полосы.
Создание W-образной формы при изготовлении комбинированной проволоки предпочтительно, но не обязательно. Также предпочтительным является придание выпуклой формы и второй металлической полосе, в частности, алюминиевой полосе над имеющей выпуклую форму первой металлической полосой (образующей оболочку). Для этого вторая металлическая полоса может быть уложена на создающую W-образную форму выпуклость в корытообразной первой металлической полосе, и стороны второй металлической полосы прижаты вниз, вследствие чего и вторая полоса приобретает выпуклую форму. Выпуклую форму создают, предпочтительно, при помощи воздействующего сверху валка, см. фиг. 3, проход 11. Это ведет не только к центрированию второй металлической полосы, в частности, алюминиевой полосы, таким образом предотвращается также боковое смещение полосы на следующих стадиях деформации. Поскольку требуются лишь небольшие изгибающие усилия, относительно большое удлинение, по меньшей мере, одной другой/второй металлической полосы, в частности алюминиевой полосы исключается.
В принципе, соответствующие изобретению способы также могут быть осуществлены без W-образной деформации.
Изобретением, предпочтительно, предусматривается, что плечи корытообразной формы первой металлической полосы отгибают внутрь на поверхность, по меньшей мере, одной другой металлической полосы, в частности, по меньшей мере, одна другая металлическая полоса в своих боковых областях контактирует с загнутыми краями первой металлической полосы и зажата ими.
После этого, для создания, по меньшей мере, по существу, замкнутой оболочки предусматривается, что за несколько проходов наружные поверхности плеч корытообразной формы приводят в контакт друг с другом, в частности, путем выгибания относительно внутреннего пространства корытообразной формы /огибания вокруг дна корытообразной формы и зажатой между ним и плечами корытообразной формы, по меньшей мере, одной другой металлической полосы.
В особенно предпочтительном варианте осуществления изобретением предусматривается предотвращение смещения/выталкивания материала второй металлической полосы, в частности, алюминиевой полосы путем дополнительного предпочтительного усовершенствования, предпочтительно, чтобы не изменялся состав поперечного сечения. Изготовленная таким образом сырьевая проволока, особенно предпочтительно, может быть использована в критически важном варианте применения - для термического напыления или сварки.
Для этого изобретением может предусматриваться, что металлические полосы, каждую, отматывают с бухты, а сырьевую проволоку сматывают в бухту. При использовании материала в бухтах может быть получена большая полезная длина. Особенно выгодно при обработке материала с бухты на бухту то, что исключается смещение материала в продольном направлении.
В описании исходного материала в заявке на патент US 2010/0047616 A1, [0015], указано, что следует применять стержневой материал, и подлежащие соединению материалы не должны сматываться с бухты: «плоские полосы…, обе одинаковой длины, сводят друг с другом с получением ламината».
Согласно предпочтительному усовершенствованию, изобретением предусматривается предотвращение смещения материала, по меньшей мере, одной другой, в частности, второй металлической полосы, в частности, алюминиевой полосы в комплексе путем ограничения продольного движения этого материала. Вместо малометражных отрезков полосы согласно изобретению, по меньшей мере, в отношении, по меньшей мере, одной другой металлической полосы, предпочтительно, обеих металлических полос применяют бухты материала, подлежащего обработке с получением сырьевой проволоки, следовательно, сопротивление трения, по меньшей мере, одной другой металлической полосы, в частности, алюминиевой полосы на слоях первой металлической полосы, в частности, никелевых слоях в последующей проволоке настолько большое, что материал, по меньшей мере, одной другой металлической полосы не может удлиняться больше, чем материал первой металлической полосы.
Поэтому целесообразно производить комбинированную проволоку не в форме прутков, а в форме бухт, предпочтительно, из двух бухт исходных полос или соответствующего числа бухт всех исходных полос с получением бухты изготовленной сырьевой проволоки. При этом изобретением также может предусматриваться, что металлические полосы применяемых друг за другом бухт соединяют, в частности, сваривают, благодаря чему возможно непрерывное бесконечное производство сырьевой проволоки.
Изобретением также может предусматриваться, что ширина, по меньшей мере, одной другой металлической полосы выбрана так, что между наружными краями, по меньшей мере, одной другой металлической полосы и нижним концом плеча корытообразной формы образуется закрываемое/замыкающееся течением материала свободное пространство. Таким образом, согласно изобретению, обеспечивается известное пустое/свободное пространство, допускающее течение материала внутрь него.
Если профиль в поперечном сечении сильно деформируют, при этом, продольное движение материала, по меньшей мере, одной другой металлической полосы ограничено, он все-таки растягивается сильнее, чем материал первой металлической полосы. Поэтому изобретением в предпочтительном варианте усовершенствования предусматривается, что для материала, по меньшей мере, одной другой/второй металлической полосы должно быть обеспечено свободное пространство, в которое он, несмотря на зажатие, может расширяться перпендикулярно направлению выполнения операций или продольному направлению. Перпендикулярное и, предпочтительно, горизонтальное расширение некритично, поскольку не изменяет соотношение материалов в поперечном сечении.
В US 2010/0047616 A1, [0018], указано, что благодаря течению алюминия заполняются имеющиеся пустоты. Однако чтобы поперечное течение вообще было возможно, изобретением, предпочтительно, предусматривается создание пустот или свободного пространства. Создание пустот поначалу кажется сомнительным, поскольку на последующих стадиях обработки их снова нужно заполнять.
Однако, согласно изобретению, пустоты оказались полезными для обеспечения течения материала перпендикулярно направлению выполнения операций. Таким образом, посредством управляемого допустимого поперечного течения может быть создана возможность перевода расширения материала, по меньшей мере, одной другой металлической полосы из продольного течения в поперечное течение, посредством чего, предпочтительно, предотвращается разрыв профиля.
Предпочтительно, обеспечивают свободное пространство, общая поверхность которого в отожженной проволоке составляет от 5% до 20%, предпочтительно, от 9% до 14% поперечного сечения, по меньшей мере, одной другой, в частности, второй металлической полосы.
Например, для Ni/Al также возможны другие сочетания нижней границы, вычисленной на основании поверхности Ni и Al и поверхности отожженной проволоки, и верхней границы, установленной путем измерений.
Для обеспечения пустот ширину, по меньшей мере, одной другой металлической полосы выбирают так, чтобы она не доходила до углов/нижних концов плеч отогнутой внутрь первой металлической полосы, то есть, не заполняла профиль полностью. Кроме этого, отгибание краев первой металлической полосы на саму себя приводит к тому, что создаваемое таким образом удвоение металлического слоя первой металлической полосы выполняет роль фиксатора, который обеспечивает свободное пространство для металла второй металлической полосы, в частности, пространство в верхней части толщины первой металлической полосы.
Теперь металл, по меньшей мере, одной другой/второй металлической полосы, несмотря на зажатие первой металлической полосой, может расширяться, так как удлинение блокировано. Благодаря этому поперечное сечение заполняется полностью. Посредством допустимого расширения второй металлической полосы свободное пространство в поперечном сечении, предпочтительно, заполняется полностью.
Благодаря изобретению, несмотря на различие предела текучести двух разных металлических полос, соотношение металлов в поперечном сечении не изменяется.
Изобретением может предусматриваться создание интерметаллического соединения между металлическими полосами при отжиге.
Интерметаллическое соединение, как правило, наблюдается при отжиге плакированных полос. При первом рекристаллизационном отжиге в комбинированной проволоке, ввиду отсутствия металлического соединения слоев, слой смешанных кристаллов не образуется. И при втором рекристаллизационном отжиге, несмотря на сокращение и уплотнение комплекса при вытягивании, металлическое соединение не образуется. В частности, это может объясняться небольшой температуре отжига около 400°С и коротким времени выдержки около 1 часа. При более высокой температуре и большем времени выдержки при втором отжиге может образовываться интерметаллическая фаза из двух металлов, например, интерметаллическая фаза толщиной около 4 мкм из никеля и алюминия, которая при образовании сплава растворяет слои на границе раздела. При этом слои «склеиваются». Благодаря этому дополнительно затрудняется выдавливание металла, по меньшей мере, одной другой/второй металлической полосы при последующей обработке. Правда, образование слоя смешанных кристаллов может быть нежелательным. Потребитель на основании ассортимента режимов отжига может решать, возникнет ли слой смешанных кристаллов, или его образование нужно исключить.
Изобретением также может предусматриваться, что материал с большим пределом текучести упакован в материал с меньшим пределом текучести, таким образом, последний образует оболочку.
В предшествующем описании, предпочтительно, исходили из того, что материал с меньшим пределом текучести образует не оболочку, а внутреннюю часть комбинированной проволоки. Обратный случай, в котором материал с большим пределом текучести заключен в материале с меньшим пределом текучести, является некритическим, поскольку тогда проявляется, так называемый, сандвич-эффект. В результате, жесткий материал, заключенный в мягком материале, поддается прокатке с меньшими затратами энергии, и без промежуточного отжига может быть сильнее утончен путем прокатки, чем материал сердцевины такой же толщины. Таким образом, соответствующий изобретению способ также может быть осуществлен при такой конфигурации материалов.
В предпочтительном варианте осуществления изобретением предусматривается полное заполнение поперечного сечения изготавливаемой сырьевой проволоки.
Из полос может быть изготовлено трубчатое, а не проволочное поперечное сечение. Однако, в документе US 201010047616 A1, фиг. 1, показано полностью заполненное поперечное сечение, хотя такое поперечное сечение, как было показано выше, не может быть изготовлено путем профилирования в валках. Для полного заполнения поперечного сечения изобретением предусматривается загибание краев полосы более широкого материала, который выполняет роль оболочки, на 180°С, следовательно, загибания на самих себя так, что по окончании профилирования в центре проволоки образуется утолщение, предпочтительно, по возможности, округлое утолщение из материала, который образует оболочку. Размер нахлестки переменный; по длине отбортовки на 180° последующий объем сердцевины материала оболочки, в частности, никеля может быть точно отрегулирован.
На этом основании изобретением также предусматривается, что применяемые для соединения полосы имеют разную ширину.
Формирование поперечного сечения проволоки, отвечающего требованиям предпочтительного варианта применения для термического напыления
Является целесообразным, что и центр, и оболочка комбинированной проволоки состоит из никеля:
Когда никелевую полосу сначала деформируют отдельно, а не вместе с алюминиевой полосой, после преобразования полос в проволоку общий центр заполнен материалом оболочки.
Чтобы жесткий оксид алюминия не повреждал кабель-пакет, является целесообразным, чтобы и оболочка состояла из никеля, а не из алюминия.
Возможность изменения формы комбинированной проволоки исчерпывается после, примерно, 80% сокращения поверхности. Это для слегка овальной сырьевой проволоки шириной 14 мм и высотой 13 мм соответствует уменьшению поперечного сечения на 57,5%.
Если изготовленную путем профилирования в валках и затем уплотненную и вытянутую проволоку в усовершенствованном варианте изобретения нужно сделать еще тоньше, предпочтительно, предусматривается осуществление промежуточного отжига.
Но в предпочтительном описанном варианте применения никеля и алюминия в качестве материала полос, температура рекристаллизации никеля стандартного качества превышает температуру плавления алюминия. Поэтому комплекс не может быть подвергнут отжигу. Чтобы иметь возможность отжига комплекса никель-алюминий, необходимо либо легировать алюминий другими элементами, которые увеличивают температуру плавления алюминия. Это, например, кремний. Такое легирование технически возможно, однако, получаемая проволока из-за добавленных легирующих элементов больше не годится для целевого варианта применения. В качестве альтернативы, нужно снизить температуру рекристаллизации применяемого никеля таким образом, чтобы она, предпочтительно, была явно ниже температуры плавления алюминия.
Это условие выполняется только в случае чистого никеля со степенью чистоты, по меньшей мере, 99,6% и содержанием С, максимум, 0,02 мас.% Чистый никель с еще большей степенью чистоты (>=99,8%) рекристаллизируется, в зависимости от предшествующей деформации, уже при 300°С - 350°С. При применении чистого никеля со степенью чистоты, по меньшей мере, 99,6%, в соответствии с изобретением также возможен рекристаллизационный отжиг комбинированной проволоки.
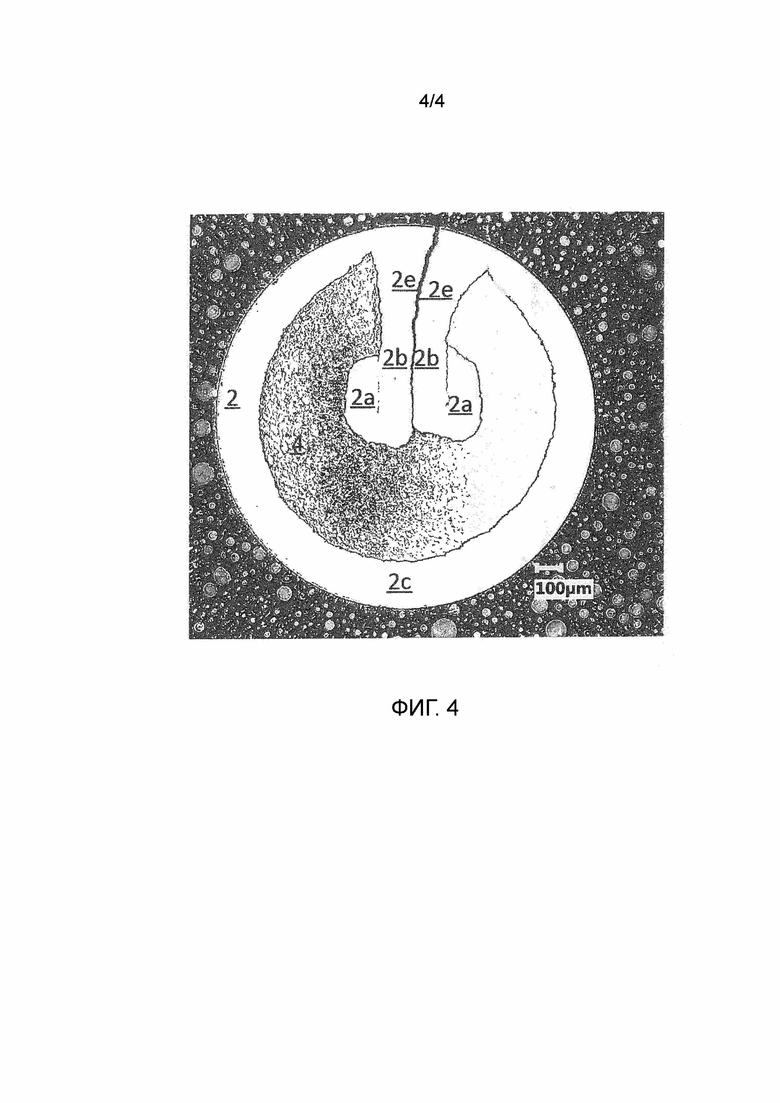
В получаемой путем закругления первой металлической полосы сырьевой проволоке может оставаться бороздка (см. фиг. 4), в частности, у подножия исходных плеч корытообразной формы. При дальнейшей обработке применяемое в ходе волочения масло может проникать в бороздку и коксоваться при отжиге. Это нежелательным образом изменяло бы состав комбинированной проволоки.
Поэтому изобретением предусматривается заделывание такой бороздки путем сварки.
Поэтому была проведена экспериментальная сварка, целью которой было замыкание стенок бороздки. Заваривание бороздки проводили при помощи волоконного лазера при энерговыделении в активной зоне 1000 Вт, энерговыделении в кольце 2000 Вт, положении фокуса 7,0 мм и подаче 2,0 м/мин. Сварной шов выдерживал последующую деформацию сырьевой проволоки.
Изобретением также может предусматриваться уменьшение бороздки путем деформации, направленной на уменьшение поперечного сечения.
Если проволоку подвергают деформации без заваривания бороздки, при уменьшении диаметра от 13/14 мм до 10 мм бороздка вытягивается так, что уже незаметна для невооруженного глаза. Поэтому от заваривания бороздки можно отказаться. Заваривание может иметь преимущества при длительном хранении при температуре окружающей среды и высокой влажности, когда нужно предотвратить проникновение влаги в комбинированную проволоку.
В предпочтительном варианте осуществления изобретением может предусматриваться пересчет требуемого для сырьевой проволоки соотношения атомных весов имеющихся металлов в относительную площадь металлов в поперечном сечении сырьевой проволоки и, затем, соединение металлических полос согласно полученной относительной площади способом, соответствующим изобретению. Например, предпочтительное применение Ni/Al более подробно описано далее.
Стандартом для термического напыления является состав из 80 мас.% Ni и 20 мас.% Al. Изобретением, предпочтительно, предусматривается пересчет этого весового соотношения в размер поверхности соединяемых полос.
Нижеследующая формула дает объемную долю. Поскольку объемное распределение по длине постоянно, это соотношение объемных долей также пригодно для вычисления поверхности. В данном случае справедливо следующее:
Формула:
G1 =% массовая доля компонента 1
G2 = % массовая доля компонента 2
R1=плотность компонента 1
R2=плотность компонента 2
V1 = % объемная доля компонента 1
V1=G1*R2/(G1*R2+G2*R1)
Данные:
Расчет:
VAl=20*8,91/(20*8,91+80*2,7) = 0,4521
Al=45,21%
Ni=54,79%
Такое соотношение поверхностей может быть получено множеством комбинаций ширины и толщины.
Вычисление размера полос на основании относительной площади
Исходя из заданного диаметра сырьевой проволоки и описанного выше соотношение поверхностей, можно рассчитать толщину полос:
Дано:
DVDraht=12,72 [мм] диаметр готовой сырьевой проволоки
pAl=2,70 [г/см³] плотность алюминия
pNi=8,91 [г/см³] плотность никеля
AAl% = 45,21 [%] относительная площадь алюминия в комбинированной проволоке
ANi% = 54,79 [%] относительная площадь никеля в комбинированной проволоке
sAL=2,40 [мм] толщина полосы алюминия (по выбору)
sNI=1,20 [мм] толщина полосы никеля (по выбору)
Нужно найти:
bAl = [мм]
bNi = [мм]
Расчет:
AVDraht = (DVDraht)²*π/4
= 12²*π/4
= 127,08 [мм²]
bAl=AVDraht*AAl%/100/sAl
= 127,08*45,21/100/2,40
= 23,94 [мм]
= 24,00 [мм] по выбору
bNi=AVDraht*ANi%/100/sNi
= 127,08*54,79/100/1,20
= 58,02 [мм]
= 58,00 [мм] по выбору
Область применения изобретения
Хотя в предпочтительном варианте применения изобретение было подробно описано на примере изготовление NiAl-проволоки, так как в этом случае проблема изготовления особенно сложная, изобретение не ограничивается этим сочетанием металлов. Оно также не ограничивается тем, что более мягкий материал находится внутри, а более жесткий материал образует оболочку и сердцевину. Расположением может также быть обратным. Решающей является по возможности значительная деформация материала оболочки с получением соответствующей изобретению черновой формы до введения в процесс профилирования в валках второй или, в известном случае, еще одной металлической полосы. Поскольку на вводимую позже металлическую полосу оказывается только такое давление, которое нужно для центрирования горизонтальными валками, то не только одна металлическая полоса, но и больше может быть уложено в имеющую корытообразную форму первую металлическую полосу, в частности даже полосы с разным пределом текучести.
Предпочтительным является применение изобретения, в частности
- когда некоторые сплавы нельзя или сложно изготовить пирометаллургически, например, так как компоненты сплава склонны к расслоению. Тогда введение определенных компонентов сплава ограничено;
- когда сплав трудно поддается обработке, например, так как становится хрупким или быстро становится твердым, и поэтому часто требуется промежуточный отжиг. В сравнении с этим обрабатывать компоненты сплава как слоистый материал может быть намного проще.
В этих случаях сплав может быть изготовлен путем диффузионной тепловой обработки по размеру, близкому к окончательному. Диффузию также можно применять для создания градиентов.
Согласно описанным принципам процесса могут быть подвергнуты обработке другие сочетания металлов, например:
- аустенитно-ферритные и, так называемые, дуплексные стали
Аустенитно-ферритные стали (например, материал № 1.4462) имеют двухфазную структуру. Аустенитно-ферритную структуру, в которой обе составных части структуры присутствуют в примерно равных долях, также называют дуплексной сталью (например, материалы №№ 1.4362, 1.4460, 1.4501). В них сочетается высокая прочность ферритной хромистой стали и коррозионная стойкость аустенитной CrNi-стали. Труднее изготовить сорта, в которых элементы структуры присутствуют не в равных долях, в частности, включающие <25 мас.% феррита и <25 мас.% аустенита. Изготовленная путем горячей прокатки заготовка с аустенитно-ферритной структурой такого состава склонна к образованию трещин на углах. Трещины также начинаются от зазубрин на поверхности.
Предел текучести ферритной стали, как правило, больше, чем аустенитной стали. Проволока может быть изготовлена как с аустенитной оболочкой и ферритной сердцевиной, так и с оболочкой из ферритной стали и сердцевиной из аустенитной стали.
Комбинированная проволока может быть изготовлена в форме сварочной проволоки.
- FeCrAI-сплавы
Содержание алюминия в изготовленных пирометаллургически сплавах ограничено, самое большее, 5-5,6%, так как сплавы с большим содержанием алюминия тем трудней поддаются обработке, чем больше в них содержание алюминия. При помощи нового способа также могут быть изготовлены проволоки с большим содержанием алюминия, например, 9%. Это является предпочтительным, так как при увеличении обогащенной алюминием фазы увеличивается срок службы получаемых путем сварки слоев. Если комбинированную проволоку изготавливают из полос нержавеющей стали и алюминия, в качестве стали могут быть применены сорта ферритной нержавеющей стали, например, UNS S43000, UNS S43400 и UNS S44600, предпочтительно, с ограниченным содержанием серы. Особое преимущество способа с введением легирующих элементов при помощи отдельных полос заключается в том, что трудно поддающийся обработке FeCrAl-сплав образуется только по окончании производственного процесса при диффузионном отжиге или даже только при использовании в качестве сварочной проволоки.
- FeNiCrAl и FeNiAl, например, Cr26 Ni14 Al10 ост. Fe или, например, Ni30 Al16 ост. Fe
Эти сочетания материалов применяют для нанесения покрытий на котлы электростанций, работающих на угле.
- Изготавливаемые в соответствии с изобретением проволоки могут быть применены не только в качестве сварочной проволоки или проволоки для термического напыления, например, газопламенного напыления, высокоскоростного газопламенного напыления, электродугового нанесения покрытий и лазерной наплавки, но и для обработки расплавленного металла путем введения проволоки. Проволока также может быть применена для выплавки с трудом поддающихся изготовлению сплавов, например, алюминидов никеля, в варианте расположения исходных материалов согласно разработанному в Oak Ridge National Laboratory способу Exo-Melt (экзотермическое плавление). Изготовление сплава в этом способе осуществляют путем реакционного синтеза. Комбинированную NiAl-проволоку особенно удобно изготавливать путем плавления литого тела.
Краткое описание фигур
На фиг. 1 показано устройство предназначенного для изготовления сырьевой проволоки профилирующего стана.
С бухты 1 первую, образующую затем оболочку, металлическую полосу 2 подают в первую группу G1 прокатных клетей, где только эту первую металлическую полосу 2 деформируют, придавая ей черновую форму, в частности, корытообразную форму. С бухты 3 вторую металлическую полосу 4 проводят мимо первой группы G1, в данном случае, над ней и при помощи S-образной клети 5 вводят в технологическую линию. При помощи второй группы G2 прокатных клетей деформируют затем совместно обе металлических полосы 2 и 4 с получением соответствующей изобретению конечной формы.
В этом варианте осуществления показана также необязательная группа G3 дополнительных рабочих позиций, на которых изготовленную сырьевую проволоку 7, например, калибруют и/или выпрямляют.
В конце технологической траектории изготовленную сырьевую проволоку 7 сматывают в бухту 6.
Порядок стадий деформации представлен на фиг. 2.
В первом проходе 1, то есть, проходе через первую прокатную клеть, осуществляют центрирование первой металлической полосы 2. На проходах 2-7 (включительно) противолежащие края 2а металлической полосы 2 отгибают на 180 градусов на себя самих, следовательно, на боковых краях полосы материал удваивается.
В проходах 8-10 путем поднятия краевых областей полосы образуют боковые плечи 2b корытообразной формы. В представленном варианте осуществления также предусмотрено выполнение на дне 2с внутри корытообразной формы выступающей выпуклости 2d, направленной вверх, благодаря чему образуется W-образная форма.
Начиная с прохода 11, в технологическую траекторию вводят вторую металлическую полосу 4, центрируют и сгибают над выпуклостью 2d.
В проходах 12-14 плечи 2b корытообразной формы загибают вовнутрь корытообразной формы и на боковые области второй металлической полосы 4, тем самым, зажимая, соединяют ее с первой металлической полосой.
В проходах 15-21 плечи 2b корытообразной формы прижимают друг к другу их прежними наружными сторонами 2е относительно прежней корытообразной формы на проходах 8-10 и, тем самым, закругляют сжатый комплекс из двух металлических полос, при этом, выпуклость 2d деформируется в обратную сторону, вплоть до прохода 21, когда наружные стороны вступают в контакт друг с другом с образованием готовой сырьевой проволоки 7, соответствующей изобретению.
На увеличенном изображении формы, достигаемой в проходах 16 и 18, также показано замыкаемое посредством течения материала свободное пространство 2f между краями второй металлической полосы 4 и прежде нижних областей плеч 2b корытообразной формы.
На фиг. 3 показаны применяемые для профилирования секции роликов. На фиг. 4 показан металлографический шлиф поперечного сечения комбинированной проволоки диаметром 1,6 мм.
Пример осуществления изобретения
Изготовление NiAl-проволоки из полос, в отличие от пирометаллургического изготовления сплава, имеет преимущество, заключающееся в том, что экзотермический эффект плавления алюминия способствует лучшему сцеплению наносимого напылением сплава. По сравнению с применением алюминия в порошкообразной форме, преимуществом является то, что вносится меньшее количество оксида.
- Качество материалов
Использовали никелевую полосу со степенью чистоты 99,98 мас.% и содержанием С 0,002 мас.%. В качестве алюминиевой полосы использовали сорт EN AW 1050A.
- Размеры полос
Возможно множество вариантов размеров; нужно учитывать, что изменение толщины также ведет к изменению ширины. На основании определяемой в данном примере разматыванием фиксированной ширины исходных Ni- и Al-полос, составляющей 58 мм или 24 мм, и заданного соотношения поверхностей Al/Ni=45,21%/54,79% для предпочтительного применения в качестве проволоки для термического напыления, толщина никелевой полосы составляет 1,2 мм, алюминиевой полосы - 2,40 мм.
Испытание:
- Профилирование в валках
При изготовлении сырьевой проволоки способом роликового формования на отдельных стадиях профилирования для исключения непропорционального удлинения металла с меньшим пределом текучести поступали следующим образом. Отдельные стадии см. на фиг. 2:
Согласно этим заданным параметрам, расчет поперечного сечения валков при помощи программного обеспечения «Copra RF2015 (Service Release 3)» был подтвержден данными компании M Sheet Metal Solutions, GmbH, Am Marschallfeld 17, D-83626 Oberlaindern/Valley. Профилирование проводили при помощи Dreistern P120 с 21 технологическими позициями.
На выходе траектории профилирования отожженную проволоку как готовый продукт сматывали в бухты.
Сначала при профилировании из-за недостаточной стабильности применяемых клетей получали комбинированную проволоку с немного овальным наружным диаметром шириной 14 мм и высотой 13 мм. При применении более стабильно расположенных клетей или путем дополнительного калибровочного прохода профиль может быть полностью закруглен, а диаметр уменьшен.
Путем поверочных измерений толщины никелевой полосы было установлено, что при профилировании в валках толщина теперь уже профилированной никелевой полосы не уменьшается; скорее имеет место небольшое утолщение.
Чтобы уменьшить сырьевую проволоку до стандартных для термического напыления размеров, при диаметре сырьевой проволоки 13/14 мм требуются дополнительные проходы. Сырьевая проволока может быть утонена в дополнительных проходах профилирования в валках, прокатки, волочения, вытягивания и проковки.
- Дополнительное профилирование в валках для уменьшения поперечного сечения
Поскольку после изготовления сырьевой проволоки промежуточный отжиг невозможен, может быть проведена технологическая операция дополнительного уменьшения поперечного сечения путем профилирования в валках (inline). Тогда требуются дополнительные, не показанные на фиг. 1 и 2 технологические позиции. С другой стороны, отдельная технологическая операция, как описано далее, тогда не нужна.
- Прокатка и намотка посредством операции вытяжки
Овальность сырьевой проволоки является преимуществом, когда поперечное сечение нужно уменьшать путем прокатки. Прокатные клети формируют из попеременно горизонтально и вертикально установленных прокатных клетей, обеспечивающих попеременную прокатку овального или круглого поперечного сечения. Путем прокатки овалов предотвращают выпрессовку.
Изготовленную в соответствии с изобретением сырьевую проволоку диаметром 13/14 мм сначала уменьшили до 10 мм при помощи прокатного стана с 6 клетями типа W10-3. После прокатных клетей был установлен Herborn Einzelziehblock EG IV, при помощи которого проволоку утончали до 8 мм и одновременно сматывали в бухту.
При уменьшении диаметра путем проковки уже при деформации (без промежуточного отжига) 70% (относительно поверхности) на внутренней стороне наружной оболочки появляются микротрещины.
- Рекристаллизационный отжиг
Хотя при профилировании в валках применяемые материалы становятся тверже, однако, не настолько, чтобы возможность изменения формы была полностью исчерпана. Рекристаллизационный отжиг сырьевой проволоки непосредственно после профилирования в валках, таким образом, не требуется. Напротив, как описано выше в пп. 4 и 5, после профилирования заготовочную проволоку дополнительно утончают только до 8 мм. Снимаемую с Herborn бухту проволоки диаметром 8 мм подвергают рекристаллизационному отжигу при 450°С в течении 1 часа в защитной атмосфере (аргон с 10% водорода).
Рекристаллизационный отжиг не приводит к свариванию слоев. С одной стороны, при этом не начинается образование смешанных кристаллов, с другой стороны, слои не соединяются из-за образования смешанных кристаллов. Тем не менее, при дальнейшей обработке ранее возникавшую проблему разного удлинения соединяемых материалов в значительной мере можно игнорировать, поскольку сопротивление трения в проволоке, относительно поперечного сечения, тем больше, чем тоньше и длиннее проволока.
- Волочение и конечный отжиг
После отжига размер проволоки должен быть уменьшен до стандартного для термического напыления, 3,2 или 1,6 мм.
Эксперименты по волочению показали, что при деформации >85% поперечного сечения относительно поверхности превышается предел возможности изменения формы никеля и алюминия. Сначала на внутренней стороне никелевой оболочки появляются трещины. При превышении предела возможности изменения формы комбинированной проволоки отрываются сначала поддерживаемые только с одной стороны сложенные ранее вдвое края никелевой полосы; они разрываются раньше, чем оболочка. При дальнейшей деформации разрывается алюминиевый слой комбинированной проволоки. Это может быть установлено на сгибах проволоки. При разрыве никелевой стенки и алюминиевой вкладки неконтролируемым образом изменяется состав поперечного сечения.
В волочильном стане, состоящем из 8 технологических позиций, проволоку диаметром 8 мм утоньшали до 3,53 мм путем 18,5% сокращения за проход.
Общая деформация составляла 80,5%. При диаметре 3,53 мм проволоку отжигали при 450° в течение 1 часа.
И при втором отжиге с такими параметрами интерметаллическая фаза не образуется. Если требуется образование интерметаллической фазы, температуру отжига 450°С нужно поддерживать в течении, по меньшей мере, 3 часов.
Конечные размеры 3,2 и 1,6 мм получали за один или пять походов:
После одного прохода, из-за небольшой деформации, проволока относительно мягкая и хорошо подходит для подачи в кабель-пакет.
Общая деформация при сокращении диаметра до 1,6 мм (см. фиг. 4) составляет 79,5%. Эта проволока хотя и жесткая, но благодаря малому диаметру может быть подана в кабель-пакет.



Изобретение относится к способу изготовления сырьевой проволоки (7) из первой металлической полосы (2) и по меньшей мере одной другой металлической полосы (4) путем профилирования в валках. Первая (2) и по меньшей мере одна другая металлическая полоса (4) выполнены из разных металлов, предпочтительно из разных металлов с разным пределом текучести. Путем профилирования в валках с несколькими прокатными клетями (G1, G2) за несколько проходов из первой металлической полосы (2) формируют оболочку, которая в конечной форме полностью охватывает по периферии по меньшей мере одну другую металлическую полосу (4). B первой группе (G1) прокатных клетей за несколько проходов сначала только первой металлической полосе (2) придают черновую форму. Затем во второй группе (G2) прокатных клетей первую (2) и по меньшей мере одну другую металлическую полосу (4) совместно формуют в конечную форму. Предотвращается удлинение одной из металлических полос относительно другой. 16 з.п. ф-лы, 4 ил.
1. Способ изготовления сырьевой проволоки (7) из первой металлической полосы (2) и по меньшей мере одной другой металлической полосы (4) путем профилирования в валках, при этом первая (2) и по меньшей мере одна другая металлическая полоса (4) выполнены из разных металлов с разным пределом текучести, при этом путем профилирования в валках с несколькими прокатными клетями (G1, G2) за несколько проходов из первой металлической полосы (2) формируют оболочку, которая в конечной форме полностью охватывает по периферии по меньшей мерe одну другую металлическую полосу (4), отличающийся тем, что в первой группе (G1) прокатных клетей за несколько проходов сначала только первой металлической полосе (2) придают черновую форму, после чего во второй группе (G2) прокатных клетей первую (2) и по меньшей мере еще одну другую металлическую полосу (4) совместно формуют в конечную форму, при этом при помощи прокатных клетей первой группы (G1), предназначенной для придания первой металлической полосе (2) черновой формы, первой металлической полосе (2) при рассмотрении в поперечном сечении, перпендикулярном направлению длины металлической полосы (2), придают корытообразную форму, затем внутрь корытообразной формы с обеспечением контакта с дном корытообразной формы вводят по меньшей мере одну другую металлическую полосу (4), после чего первую (2) и по меньшей мере одну другую металлическую полосу (4) совместно деформируют при помощи второй группы (G2) прокатных клетей путем сжатия друг с другом.
2. Способ по п.1, отличающийся тем, что корытообразную форму формируют с боковыми плечами (2b) и соединяющим их дном (2с).
3. Способ по п.2, отличающийся тем, что корытообразную форму получают путем деформации первой металлической полосы (2), включающей следующие стадии, на которых:
а. загибают оба противолежащих края (2а) полосы первой металлической полосы (2) на 180 градусов каждый на поверхность металлической полосы (2), в частности путем отбортовки краев (2а) полосы,
b. формируют два поднятых плеча (2b) посредством отгибания противолежащих боковых областей первой металлической полосы (2), в частности на 90 градусов плюс/минус 15 градусов каждой, относительно исходной плоскости металлической полосы, при этом два плеча (2b) образуют боковые наружные стенки корытообразной формы, а соединяющая плечи область образует дно (2с) корытообразной формы.
4. Способ по п.3, отличающийся тем, что на дне (2с) корытообразной формы формируют направленную в ее внутреннее пространство выпуклость (2d), предпочтительно выгнутую выпуклость (2d), в частности для создания корытообразной W-образной формы.
5. Способ по одному из пп.2-4, отличающийся тем, что по меньшей мере одну другую металлическую полосу (4) приводят в контакт с дном (2с) корытообразной формы центрировано в корытообразной форме.
6. Способ по п.4 или 5, отличающийся тем, что по меньшей мере одна другая металлическая полоса (4) согнута над выгнутой выпуклостью (2d).
7. Способ по одному из пп.2-6, отличающийся тем, что плечи (2b) корытообразной формы, образованной из первой металлической полосы (2), загибают внутрь на поверхность по меньшей мере одной другой металлической полосы (4), в частности по меньшей мере одну другую металлическую полосу (4) в ее боковых областях зажимают отогнутыми краями (2а) полосы первой металлической полосы (2).
8. Способ по любому из пп.2-7, отличающийся тем, что за несколько проходов наружные поверхности (2е) плеч (2b) корытообразной формы приводят в контакт друг с другом, в частности путем выгибания относительно внутреннего пространства корытообразной формы или огибания вокруг дна корытообразной формы (2с) и зажатой между ним и плечами (2b) корытообразной формы по меньшей мере одной другой металлической полосы (4).
9. Способ по одному из пп.1-8, отличающийся тем, что каждую металлическую полосу (2, 4) отматывают с бухты (1, 3), а сырьевую проволоку (7) сматывают в бухту (6).
10. Способ по одному из пп.1-9, отличающийся тем, что первая металлическая полоса (2) образована из металла с большим пределом текучести, чем предел текучести металла по меньшей мере одной другой металлической полосы (4).
11. Способ по одному из пп.2-10, отличающийся тем, что ширина по меньшей мере одной другой металлической полосы (4) выбрана так, что между наружными краями полосы по меньшей мере одной другой металлической полосы (4) и нижним концом плеча (2b) корытообразной формы образуется закрываемое/замыкающееся течением материала свободное пространство (2f).
12. Способ по одному из пп.1-11, отличающийся тем, что сырьевую проволоку (7), в частности после калибровки и/или уменьшения диаметра подвергают рекристаллизационному отжигу.
13. Способ по одному из пп.1-12, отличающийся тем, что в качестве металла с большим пределом текучести, в частности для первой металлической полосы (2) выбран чистый никель со степенью чистоты Ni ≥ 99,6 мас.% и содержанием углерода ≤ 0,02 мас.%, в качестве металла с меньшим пределом текучести, в частности для единственной другой металлической полосы (4) выбран алюминий или алюминиевый сплав.
14. Способ по одному из пп.1-12, отличающийся тем, что для первой и по меньшей мере одной другой металлической полосы (2, 4) выбрано одно из следующих сочетаний материалов:
а. аустенитная и ферритная нержавеющая сталь, или
b. ферритная нержавеющая сталь и алюминий или алюминиевый сплав, или
с. железо, сталь или ферритные нержавеющие стали и никель и алюминий для изготовления комбинированной проволоки из FeNiCrAl и FeNiAl.
15. Способ по одному из пп.1-14, отличающийся тем, что получаемую сырьевую проволоку (7) подвергают уменьшению диаметра для использования в качестве сварочной проволоки или проволоки для термического напыления для нанесения покрытий, в частности температуростойких, предпочтительно путем газопламенного напыления, высокоскоростного газопламенного напыления, электродугового нанесения покрытий и лазерной наплавки.
16. Способ по одному из пп.1-15, отличающийся тем, что получаемая сырьевая проволока (7) предназначена для обработки расплавленного металла путем введения проволоки.
17. Способ по одному из пп.1-16, отличающийся тем, что получаемая сырьевая проволока (7) предназначена для выплавки сплавов, в частности алюминидов никеля.
| US 4203188 A1, 20.05.1980 | |||
| US 4048705 A1, 20.09.1977 | |||
| US 20100047616 A1, 25.02.2010 | |||
| FR 2974528 A1, 02.11.2012 | |||
| DE 19916234 C2, 08.03.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2014 |
|
RU2635500C2 |

