Изобретение относится к способу и устройству охлаждения черновой полосы или полосы металлической заготовки в стане горячей прокатки, оснащенном рабочими валками, при котором охлаждающее средство наносится на черновую полосу или полосу разбрызгиванием.
В стане горячей прокатки известны или описаны несколько охлаждающих приспособлений на участке черновой линии прокатного стана или чистовой линии прокатного стана, например:
- охлаждение черновой полосы (установка между черновой клетью и чистовой клетью);
- охлаждение между клетями (установка между двумя чистовыми клетями);
- охлаждение нижней поверхности полосы (расположено перед боковой направляющей или позади поднимающего петлеобразователя);
- охлаждение зазора между валками (двустороннее или одностороннее охлаждение полосы перед зазором между валками).
С помощью различных охлаждающих приспособлений оказывается воздействие на температурный режим поверхности, рост окалины, механические свойства, выход готовой продукции и прочее. Охлаждающее воздействие происходит равномерно по ширине полосы. Как правило, температура черновой полосы, как и температура полосы, холоднее по краям полосы. Благодаря названным выше охлаждающим приспособлениям этот эффект еще более усиливается. Благодаря предложенным в изобретении способу и устройствам этот недостаток предотвращается и равномерность температуры повышается. На приведенном примере охлаждения зазора между валками новый способ охлаждения и охлаждающие приспособления описаны более подробно.
Устройство такого типа известно из DE 4134599 C1. В этой публикации говорится о способе горячей прокатки металлической полосы за один или несколько проходов, причем охлаждение черновой полосы или полосы происходит главным образом на подводящей стороне прокатной клети или прокатных клетей.
Известный способ характеризуется тем, что разбрызгивание охлаждающего средства осуществляют на металлическую полосу и на оболочку рабочих валков на подводящей стороне на участке, проходящем по всей ширине металлической полосы в наибольшей близи от зазора между валками, таким образом, что поверхность полосы охлаждается и благодаря этому в рабочем валке создается меньший тепловой поток.
В основе этого метода лежат сведения о том, что благодаря охлаждению поверхности стальной полосы непосредственно перед входом в зазор, образованный между двумя валками, срок службы поверхности валков в передних клетях линии горячей прокатки прокатного стана значительно увеличивается. Благодаря этой мере «зачистка» рабочих валков, то есть отделение оксидного слоя от поверхности кожуха рабочих валков, в значительной мере предотвращается или существенно отодвигается. Это также опосредованно положительно влияет на качество поверхности полосы.
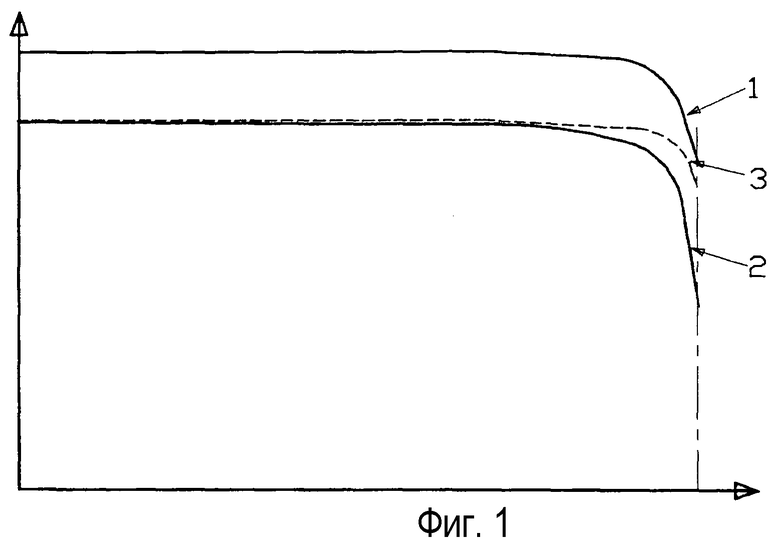
Температура черновой полосы или полосы прокатываемого металла в ее краевой зоне обычно ниже, чем в середине черновой полосы или полосы. На фиг.1 представлена температура металлической полосы в виде функции ширины металлической полосы, проходящей через прокатные клети прокатного стана. При этом левый край диаграммы представляет середину по ширине металлической полосы. Кривая 1 показывает температурную характеристику перед входом металлической полосы в прокатную клеть. Кривая 2 показывает температурную характеристику после выхода из прокатной клети. На обеих кривых заметно сильное падение температуры в краевой зоне металлической полосы. Вследствие того, что температура металлической полосы, то есть также и черновой полосы, в краевой зоне ниже, чем в середине, возникает различное локальное напряжение в металлической полосе, оказывающее отрицательное воздействие как на рабочие валки, так и на саму металлическую полосу. Используемые участки рабочих валков изнашиваются при этих обстоятельствах сильнее, вследствие чего образуются профильные отклонения и/или возникают проблемы, связанные с плоскостностью полосы. Холодные края полосы также могут негативно воздействовать на металлургические свойства на краю полосы.
Применение известного из уровня техники способа охлаждения полосы перед зазором между валками может еще больше увеличить изменение температуры полосы к ее краям и тем самым усилить отрицательные эффекты. Подобные эффекты возникают также и при использовании других названных выше охлаждающих установок.
В американском патенте 5235840 раскрыты устройство для обработки стальной полосы в установке горячей прокатки и способ минимизации роста окалины на стальной полосе, а также уменьшения износа рабочих валков в чистовой линии прокатного стана. Для того, чтобы уменьшить рост окалины и окисление стальной полосы, стальную полосу в пределах чистовой линии прокатного стана опрыскивают охлаждающим средством в выбранных местах полосы, при этом температуру поверхности полосы контролируют или регулируют таким образом, чтобы она лежала в пределах температурного диапазона, внутри которого рост окалины или окисление сведены к минимуму. Благодаря этому автоматически сводится к минимуму износ рабочих валков.
В европейской заявке на патент EP 1 634 657 A1 раскрыта система управления или регулирования нанесения охлаждающего средства на стальную пластину после того, как она была прокатана горячим и холодным способами. Для этого распределение температуры на стальной полосе, соответственно, на стальной пластине, выравнивают по ширине перед началом процесса охлаждения и затем стальную пластину охлаждают с одинаковой по ширине скоростью охлаждения с помощью регулирования системы охлаждения.
В немецкой заявке DE 32 30 866 описано устройство охлаждения поверхности стального листа непосредственно после горячей прокатки. В зоне боковых краев стального листа установлены экранирующие элементы, которые посредством устройства сдвига способны перемещаться в направлении друг к другу и друг от друга по ширине стального листа, лежащего на рольганге.
В японской заявке на патент JP 59078710 раскрыт способ управления и регулирования температуры прокатанной начисто стальной полосы, при этом на противоположных краях стальной полосы предусмотрены экранирующие приспособления, которые препятствуют попаданию охлаждающего средства на края стальной полосы. Экранирующие приспособления могут сводиться друг к другу или отводиться друг от друга и таким образом могут устанавливаться с подгонкой по ширине стальной полосы. Кроме того, таким образом определяется участок в середине стальной полосы, который должен быть опрыскан охлаждающим средством.
Исходя из этого уровня техники, задача изобретения заключается в предоставлении альтернативного способа и прокатного стана с альтернативным устройством охлаждения для нанесения охлаждающего средства на черновую полосу или полосу. Эта задача решается посредством способа, заявленного в п. 1 формулы изобретения.
Благодаря предложенному активному охлаждению зазора между валками, устанавливается гомогенный равномерный температурный режим по поперечному профилю согласно кривой 3 на фиг.1 и тем самым улучшаются свойства полосы и износ валков.
Предпочтительные улучшенные варианты изобретения следуют из зависимых пунктов формулы изобретения.
Предпочтительно используется способ, согласно которому охлаждающее средство отклоняют в зоне краев черновой полосы или полосы, в результате чего оно не попадает на черновую полосу или полосу в краевых участках. Охлаждающее средство в зоне краев полосы предпочтительно отклоняется на участки вне черновой полосы или полосы, хотя в принципе можно также отклонять охлаждающее средство к середине полосы. Предложенные действия предпочтительно применяются в зоне входной направляющей рабочих валков.
Названная выше задача изобретения решается, кроме того, с помощью стана горячей прокатки согласно п. 3 формулы изобретения.
Каждая из боковых направляющих установлена, в частности, перед входным зазором, образованным соответственно двумя рабочими валками. При этом каждое приспособление для экранирования краев полосы закреплено на боковых направляющих, в частности в виде отдельных конструктивных элементов. Они перемещаются предпочтительно вместе с боковыми направляющими поперек направления движения черновой полосы или полосы. Экранирующие приспособления предпочтительно способствуют также тому, чтобы охлаждающее средство отклонялось с черновой полосы или полосы к периферии.
Экранирующие приспособления могут быть установлены точно так же в зоне позади петлевого устройства (петледержателя) на нижней стороне черновой полосы или полосы.
Изобретение подробно поясняется ниже на примерах осуществления, при этом показано:
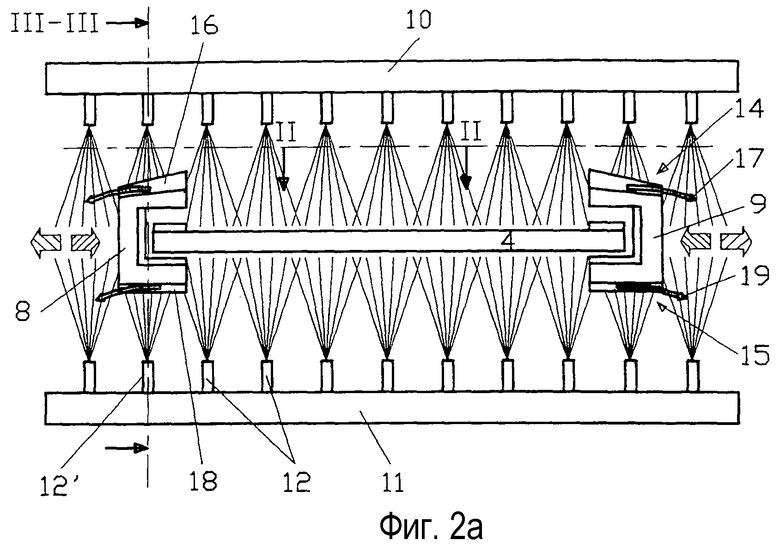
Фиг.2а - вид в разрезе металлической полосы, проходящей прокатную клеть, на участке между двумя охладительными балками, проходящими поперек направления движения, с боковыми направляющими и приспособлениями в боковой зоне металлической полосы для экранирования охлаждающего средства от краевых участков металлической полосы перед входным зазором двух рабочих валков,
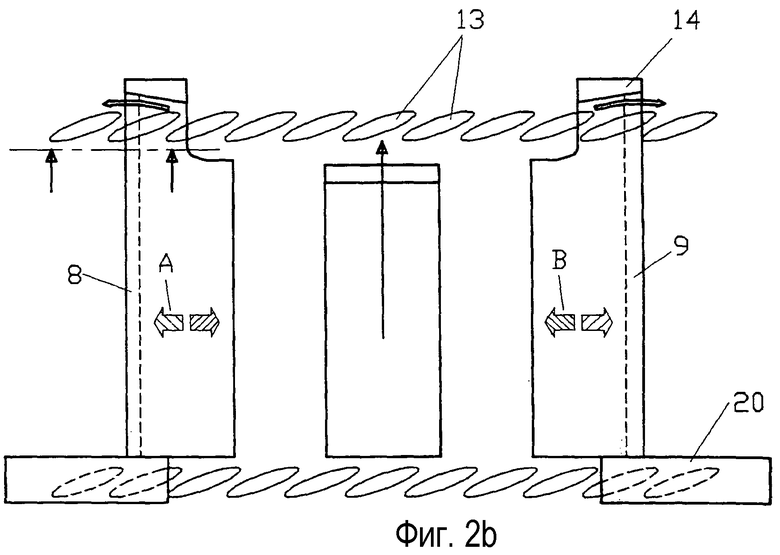
Фиг.2b - вид сверху на металлическую полосу по линии II - II из Фиг.2а и дополнительно экранирующее устройство для экранирования охлаждающего средства, установленное перед входной боковой направляющей,
Фиг.3 - вид в разрезе металлической полосы и боковой направляющей по линии III-III из Фиг.2а, а также дополнительно поперечное сечение экранирующего устройства, размещенного перед боковой направляющей.
В прокатном стане, содержащем большое число прокатных клетей, черновая полоса и полоса 4 (Фиг. 2а, 3) прокатываемого металлического профиля проходят зазор 5 между, соответственно, двумя рабочими валками 6, 7. В зоне перед рабочими валками 6, 7 на боковых краях полосы 4 размещены боковые направляющие 8, 9, которые имеют в поперечном сечении U-образную форму и захватывают полосу 4 в ее краевых зонах по верхней и нижней сторонам.
С верхней и нижней сторон полосы 4 размещены в качестве охладительных балок 10, 11 охлаждающие устройства, из форсунок 12 которых под давлением на поверхность полосы 4 для ее охлаждения распрыскивается охлаждающее средство, в частности вода. Форсунки 12 образуют при этом на поверхности полосы 4 участки 13 подачи охлаждающего средства. Согласно изобретению имеются экранирующие устройства 14, 15, которые препятствуют тому, чтобы охлаждающая среда из форсунок 12 в краевой зоне полосы 4 струилась непосредственно на краевую зону полосы 4. Экранирующие устройства 14, 15 отклоняют поток охлаждающего средства всегда предпочтительно в боковую зону вне полосы 4.
Поэтому экранирующее устройство 14, размещенное с верхней стороны, содержит на обеих сторонах полосы 4 щитки 16 и 17, наклоненные вниз к наружной стороне полосы 4. На нижней стороне полосы 4 щитки 18, 19 экранирующего устройства 15 могут проходить также полого относительно поверхности, образованной полосой 4, поскольку охлаждающее средство под действием силы тяжести всегда отклоняется вниз.
Экранирующие устройства 14, 15 или 16, 18 закрепляются на направляющих 8, 9 предпочтительно как отдельные конструктивные элементы, или экранирующие устройства 14, 15 или 16, 18 являются неподвижными составляющими направляющих 8, 9. Если направляющие 8, 9 способны перемещаться соответственно ширине прокатываемой полосы 4 поперек направления движения полосы 4 в направлении двойных стрелок А, B, то тогда, соответственно, вместе с ними перемещаются экранирующие устройства 14, 15 или 16, 18. Предусматривается также, что щитки 18, 19 выполнены с возможностью опрокидывания или под наклоном, чтобы устанавливать участок подачи экранированной струи охлаждающего средства.
Дополнительно к размещению экранирующих устройств 14, 15 и 16, 18 в зоне перед зазорами 5 между рабочими валками 6, 7 экранирующее устройство 20 может быть также установлено перед боковой направляющей 8, 9 на нижней стороне полосы 4, что дополнительно показано на Фиг.2b, 3. Экранирующее устройство 20 сконструировано в принципе так же, как экранирующие устройства 14, 15 и 16, 18 и точно так же, как и они, содержит щитки 21 для отклонения охлаждающего средства, вытекающего из форсунок 22 охладительной балки 23.
Разумеется, изобретение может использоваться независимо от того, течет ли охлаждающее средство на полосу 4 из отдельных форсунок или падает на нее в виде завесы, которая имеет прямоугольное отверстие распылителя, перекрывающее ширину полосы 4. Кроме воды в качестве охлаждающего средства могут применяться также другие среды, такие, как жидкий азот или водовоздушные смеси.
Представленное на чертежах приспособление для экранирования краев полосы 4 может применяться внутри чистовой линии прокатного стана в различных местах, в частности в охладительной системе охлаждения черновой полосы или охладительной системе промежуточной клети прокатного стана. При этом могут использоваться различные регулировочные механизмы для перемещения и подгонки экранирующих элементов к ширине полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ, ИМЕЮЩАЯ УСТРОЙСТВО ОХЛАЖДЕНИЯ КЛЕТИ ДЛЯ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2018 |
|
RU2766925C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2014 |
|
RU2673267C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЭНЕРГЕТИЧЕСКИ ЭФФЕКТИВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579723C2 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| ОПТИМИЗИРОВАННЫЙ ПО ЭНЕРГОПОТРЕБЛЕНИЮ И ВЫХОДУ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579721C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ СТАЛИ | 2008 |
|
RU2434696C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
Способ предназначен для улучшения условий охлаждения черновой полосы или полосы (4) металлического профиля в содержащем рабочие валки (6, 7) стане горячей прокатки. Способ включает распрыскивание охлаждающего средства на черновую полосу или полосу (4). Гомогенный равномерный температурный режим по поперечному профилю полосы, улучшающий свойства полосы и уменьшающий износ валков, обеспечивается за счет того, что черновая полоса или полоса (4) экранирована в краевых зонах от подачи охлаждающего средства. Для этого служат экранирующие приспособления (14, 15). Таким же образом экранирующее приспособление (20) может быть установлено в зоне петлевого устройства или экранирующее приспособление может быть установлено в охлаждающем устройстве между черновой клетью и чистовой линией прокатного стана. 2 н. и 9 з.п. ф-лы, 3 ил.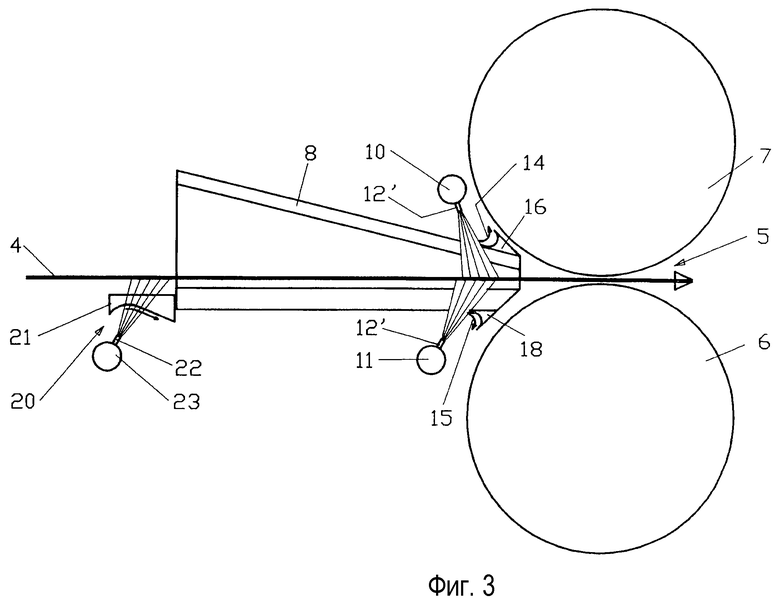
1. Способ охлаждения металлической полосы (4), в частности черновой полосы, в стане горячей прокатки, оснащенном рабочими валками (6, 7), включающий распрыскивание охлаждающего средства на полосу, которую в зоне краев экранируют от попадания охлаждающего средства, при этом охлаждающее средство отклоняют от зоны краев полосы, отличающийся тем, что охлаждающее средство отклоняют от зоны краев полосы в зоне входа в зазор между рабочими валками (6, 7).
2. Способ по п.1, отличающийся тем, что охлаждающее средство отклоняют от зоны краев полосы на участки вне полосы.
3. Стан горячей прокатки, содержащий черновую линию клетей прокатного стана и чистовую линию прокатного стана для прокатки металлической полосы (4), в частности черновой полосы, посредством рабочих валков (6, 7), и охлаждающее устройство (10, 11) для нанесения охлаждающего средства на полосу с предусмотренными приспособлениями (14, 15, 20) для экранирования краев полосы от воздействия охлаждающего средства, отличающийся тем, что приспособления (14, 15, 20) для экранирования расположены в зоне боковых направляющих (8, 9) полосы, при этом каждая боковая направляющая (8, 9) установлена перед входом в зазор (5), образованный соответственно двумя рабочими валками (6, 7).
4. Прокатный стан по п.3, отличающийся тем, что каждое приспособление (14, 15, 20) для экранирования закреплено на боковых направляющих (8, 9), в частности, в виде отдельных конструктивных элементов.
5. Прокатный стан по п.3, отличающийся тем, что приспособления (14, 15, 20) для экранирования выполнены с возможностью перемещения вместе с боковыми направляющими (8, 9) поперек направления движения полосы.
6. Прокатный стан по любому из пп.3-5, отличающийся тем, что приспособления (14, 15, 20) для экранирования выполнены с возможностью отклонения охлаждающего средства с полосы к периферии.
7. Прокатный стан по п.3, отличающийся тем, что приспособление (20) для экранирования установлено в зоне позади петледержателя на нижней стороне полосы.
8. Прокатный стан по любому из пп.3-5, отличающийся тем, что имеет приспособление для экранирования края полосы в зоне охладительной системы, размещенной между прокатными клетями.
9. Прокатный стан по п.8, отличающийся тем, что приспособление для экранирования края полосы в охлаждающем устройстве установлено в зоне между черновой клетью и первой чистовой клетью.
10. Прокатный стан по п.8, отличающийся тем, что экранирующее приспособление имеет собственное устройство регулирования по ширине.
11. Прокатный стан по п.10, отличающийся тем, что для охладительной системы для черновой полосы, для охладительной системы между прокатными клетями или для охладительной системы для зазора между валками ширина экранирования установлена различной.
| JP 59078710 А, 07.05.1984 | |||
| Устройство для заграждений с применением находящихся под напряжением проводов | 1933 |
|
SU38453A1 |
| Способ охлаждения горячекатаного листового проката | 1989 |
|
SU1761329A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| US 5235840 А, 17.08.1993. | |||

