Область техники, к которой относится изобретение
Изобретение относится к устройству и способу проточного охлаждения для охлаждения металлической полосы из легкого металла, например алюминиевой полосы, включающей, по меньшей мере, (первую) флотационную установку охлаждения с несколькими распределенными вдоль направления движения полосы верхними (воздушными) форсунками и несколькими распределенными вдоль направления движения полосы нижними (воздушными) форсунками, причем металлическую полосу транспортируют в режиме флотации (т.е. без соприкосновения) между верхними и нижними форсунками и при этом с возможностью обдува холодным воздухом, как верхней стороны, так и нижней стороны металлической полосы и с возможностью обработки металлической полосы несколькими модулями водяного охлаждения. Направление движения полосы соответствует продольному направлению печи. Оно ориентировано (главным образом) горизонтально. Изобретение также относится к линии термообработки металлической полосы и к способу термообработки металлической полосы.
Под металлической полосой в рамках изобретения понимают предпочтительно металлическую полосу из легкого металла, в частности, особенно предпочтительно из алюминия или алюминиевого сплава. Металлическую полосу в процессе изготовления подвергают металлургической тепловой обработке. Так, например, принято подвергать металлическую полосу из алюминиевого сплава после холодной вальцовки тепловой обработке для оптимизирования свойств полосы или материала, в частности прочности и деформируемости/пластичности. Так для алюминиевых сплавов принято обеспечивать повышение прочности путем термического упрочнения методом диффузионного отжига. Для этого металлическую полосу (например, алюминиевую полосу) пропускают через печь, например флотационную печь для термообработки полосы. Температура процесса диффузионного отжига алюминиевых сплавов составляет в зависимости от типа сплава, как правило, от 400°C до 600°C. Компоненты сплава равномерно растворяют в алюминиевой матрице до образования гомогенного смешанного кристалла. Поэтому изобретение относится особенно предпочтительно к обработке полос из алюминиевого сплава с возможностью дисперсионного твердения, в частности для автомобильной промышленности, т.е. для производства автомобильного листового металла. После подобной термообработки необходимо охлаждение, называемое также «закалкой», так распределение компонентов сплава необходимо как бы «заморозить».
При этом принципиально известно осуществление охлаждения воздухом во флотационной установке охлаждения. Однако, так как скорость охлаждения воздухом, как правило, недостаточна для быстрого охлаждения/закалки, на практике применяют предпочтительно охлаждение водой («водная закалка»). Это обеспечивает значительно более высокую скорость охлаждения. В основу положена идея, что на кривой Время-Температура при закалке необходимо «обойти» критичный диапазон температур. При этом на практике до настоящего времени исходили из того, что охлаждение в рамках закалки должно быть как можно быстрым. Проблемой быстрого охлаждения является, однако, тот факт, что в процессе охлаждения происходит усадка полосы, вызывающая коробление. До настоящего времени на практике с этим мирились, так как было принято рихтовать полосу после термообработки и охлаждения, например, методом деформационной рихтовки.
Уровень техники
В DE 100 46 273 С2 описана проблематика усадки при охлаждении в процессе резкого охлаждения после термообработки. При этом для снижения деформации полосы в направлении движения полосы после резкого охлаждения полосе принудительно придают полукруглую форму поперечного сечения.
В DE 31 29 254 C1 описано устройство охлаждения металлической полосы с установленной под углом к поверхности щелевой форсункой, направляющей на поверхность струю газожидкостной смеси.
В EP 0 343 103 B1 также описан способ охлаждения металлических полос путем напыления газожидкостной смеси в виде аэрозоли на поверхность полосы.
Аналогично в EP 0 695 590 B1 описан способ охлаждения горячекатаных плит или даже полос из алюминия или алюминиевого сплава, причем дополнительно к водяным форсункам установлены воздушные форсунки, придающие водяным струям периодическое промывочное движение.
Из ЕР 1 485 509 известен способ резкого охлаждения полос или плит из металла, при котором водяными струями обрабатывают предпочтительно нижнюю сторону полос или плит.
В описанном по ЕР 0 949 348 А1 способе предложено применение хладагента в виде газа или газовой смеси с точкой кипения максимально -150°C в жидком форме, например применение жидкого азота. Полосу или профиль непосредственно после охлаждения жидким газом на следующем этапе продолжают охлаждать водой или воздухом.
Для обработки прессованных панелей известна установка в устройстве охлаждения попеременно воздушных форсунок, с одной стороны, и водяных форсунок, с другой стороны (ср. ЕР 0 942 792 В1 и ЕР 0 541 630 В1). На обработку металлических полос в непрерывном проточном процессе и, в частности, алюминиевых лент эти идеи никак не повлияли.
Раскрытие изобретения
В изобретении поставлена задача создания устройства непрерывного охлаждения, обеспечивающего при простой компоновке возможность оптимального охлаждения металлических полос, в частности из алюминиевых сплавов, и за счет этого отличных характеристик полосы.
Для решения этой задачи в рамках устройства непрерывного охлаждения описанного выше типа в изобретении предложено техническое решение встроить блоки водяного охлаждения во флотационную установку охлаждения полос.
При этом изобретение исходит из того, что принципиально целесообразно максимально быстро охлаждать металлическую полосу, например алюминиевую, чтобы оптимально «заморозить» полученные путем термообработки характеристики. Однако при этом необходимо одновременно избегать слишком быстрого охлаждения, чтобы снизить коробление от усадки полосы. Даже если существует возможность выровнять такое коробление в процессе дальнейшей рихтовки, изобретение все равно пришло к выводу о необходимости максимально низкого уровня коробления для обеспечения оптимальных характеристик ленты, чтобы максимально минимизировать воздействие на полосу в процессе дальнейшего процесса рихтовки. Исходя из этого, в рамках изобретения обеспечивают охлаждение, осуществляемое не максимально быстро, а только с так быстро и одновременно так медленно, как это необходимо для закрепления результатов термообработки и, в частности, для сокращения образования дефектов диффузии.
Для этого согласно изобретению на практике избегают часто встречающуюся сильно нисходящую кривую охлаждения (диаграмма Время-Температура) и реализуют либо прогрессивную, либо также линейную кривую охлаждения. Аппаратно-технически это обеспечено реализацией комбинированного водно-воздушного охлаждения путем встраивания во флотационную установку охлаждения блоков водяного охлаждения. Такую компоновку довольно просто реализовать аппаратно-технически, так как она основана на принципиальном устройстве флотационной установки охлаждения. В эту принципиально известную флотационную установку охлаждения встраивают блоки водяного охлаждения с также простым устройством. На них основана «мягкая закалка», причем с дополнительной возможностью настройки, обеспечивающей возможность эффективной адаптации к соответствующему процессу и, в частности, к обработке разных полос.
При этом конструктивно все основано на флотационной печи или флотационной установке охлаждения известной конструкции. Они включают большое количество верхних форсунок, установленных вдоль направления движения полосы с промежутками между собой. Таким же образом выполнено большое количество нижних форсунок, установленных с отстоянием друг от друга в направлении движения полосы с образованием промежутков также и между нижними форсунками. Согласно изобретению существует возможность встраивания большого количества блоков водяного охлаждения во флотационную установку охлаждения с расположением блоков водяного охлаждения в нижних промежутках и/или в верхних промежутках. Следовательно, во флотационную установку охлаждения встраивают большое количество блоков водяного охлаждения, причем в промежутках между расположенными соответственно в направлении движения полосы непосредственно друг за другом и, следовательно, соседними нижними форсунками (или альтернативно верхними форсунками) устанавливают соответственно, по меньшей мере, один блок водяного охлаждения.
Следовательно, согласно изобретению реализуют очень компактную конструкцию благодаря тому, что обеспечена возможность встроить блоки водяного охлаждения с оптимальным использованием имеющихся промежутков между форсунками. Таким образом, избегают слишком быстрого охлаждения металлической полосы, так как охлаждение посредством холодной воды происходит, как бы поэтапно и соответственно наложено на охлаждение холодным воздухом. При этом обеспечены оптимальные возможности регулировки.
Одновременно обеспечена безукоризненная проводка полосы, так как множество форсунок флотационной установки охлаждения предназначено не только для воздушного охлаждения, но и для безупречной проводки полосы.
При этом обработку воздухом осуществляют принципиально как сверху, так и снизу, как это принципиально принято во флотационных установках охлаждения или флотационных печах. Однако водяное охлаждение в предпочтительном варианте осуществления изобретения осуществляют только «снизу», т.е. блоки водяного охлаждения установлены для обработки только нижней стороны ленты только в зоне нижних форсунок и, следовательно, в нижних промежутках под полосой. Преимуществом такого выполнения является беспрепятственный сток воды и предотвращение образования водяных луж на верхней поверхности полосы. Однако принципиально в рамках изобретения возможна альтернативная или дополнительная обработка водой верхней стороны, для чего блоки водяного охлаждения устанавливают альтернативно или дополнительно ив верхних промежутках.
Как было указано ранее, выполнение флотационной установки охлаждения относительно воздушных форсунок основано на принципиально известной конструкции. Так, например, верхние форсунки устанавливают вдоль направления движения полосы со смещением относительно нижних форсунок, чтобы металлическая полоса флотировала по синусоиде или волнообразно. В этом случае блоки водяного охлаждения устанавливают, если смотреть на боковую проекцию печи, например, соосно с противолежащими воздушными форсунками. Так как блоки водяного охлаждения расположены под лентой между нижними воздушными форсунками, то в боковой проекции блоки водяного охлаждения расположены соосно с противолежащими (верхними) форсунками. Преимуществом такого выполнения с синусоидной проводкой ленты является оптимальная проводка и поддержка полосы. Смещенное расположение верхних и нижних воздушных форсунок и, тем самым, соосное расположение верхних форсунок относительно блоков водяного охлаждения также предпочтительно тем, что обработка воздухом предотвращает попадание подаваемой снизу воды на верхнюю сторону полосы через ее края.
Однако, в рамках изобретения также альтернативно размещение верхних форсунок, в боковой проекции, соответственно парами по одной линии друг над другом, чтобы полоса флотировала не по синусоиде. В таком варианте исполнения опционально предпочтительно устанавливать дополнительно к соосным верхним форсункам воздушные форсунки между ними, которые расположены, в свою очередь, со смещением относительно нижних воздушных форсунок и, тем самым, соосно блокам водяного охлаждения. При принципиально синусоидной проводке полосы это предотвращает за счет дополнительной обработки воздухом сверху блоков водяного охлаждения попадание воды на верхнюю поверхность полосы снизу через края.
Сами блоки водяного охлаждения устроены и выполнены принципиально известным образом. Они включают соответственно один или несколько рядов водяных форсунок или блоков форсунок, размещенные друг за другом и проходящие перпендикулярно направлению движения полосы.
Даже если основным замыслом изобретения является сочетание водяных и воздушных форсунок внутри флотационной установки охлаждения, изобретение предлагает опционно установить перед флотационной установкой охлаждения, по меньшей мере, установку водяного охлаждения. Следовательно, обеспечена возможность прохождения металлической полосы после термообработки, например, после выхода из флотационной печи сначала через обычную установку водяного охлаждения и, тем самым, обычную водную закалку и только после этого через флотационную установку охлаждения по данному изобретению со встроенными блоками водяного охлаждения. Таким образом, обеспечена возможность многосторонней эксплуатации линии. Так, например, обеспечена возможность очень быстрого охлаждения металлической полосы обычным методом посредством водяного охлаждения после термообработки. Однако, альтернативно предложенное водяное охлаждение опционно отключают, чтобы использовать «мягкую закалку» по данному изобретению с сочетанием водно-воздушного охлаждения.
Изобретение относится также к способу охлаждения металлической полосы, в частности алюминиевой полосы, в устройстве проточного охлаждения описанного типа. При этом металлическая полоса проходит флотационную установку охлаждения с натяжением вдоль (главным образом) горизонтального направления движения полосы, соответствующего продольной ориентации печи. При этом обеспечена непрерывная обработка в процессе непрерывного прохождения. Металлическую полосу транспортируют флотационно и, следовательно, бесконтактным способом между верхними форсунками и нижними форсунками и при этом подвергают обработке холодным воздухом как верхнюю сторону, так и нижнюю сторону полосы. Кроме этого металлическую полосу обрабатывают холодной водой. Согласно изобретению предложена обработка металлической полосы холодной водой внутри флотационной установки охлаждения посредством множества встроенных во флотационную установку охлаждения блоков водяного охлаждения.
В предпочтительном варианте модернизации предложена обработка металлической полосы внутри флотационной установки охлаждения посредством блоков водяного охлаждения, расположенных во множестве промежутков между соответственно двумя верхними форсунками или нижними форсунками, расположенными в направлении движения полосы непосредственно друг за другом (следовательно, соседними). Согласно изобретению обеспечена регулировка оптимальной скорости охлаждения, с одной стороны, с относительно быстрым охлаждением для «заморозки» обеспеченных термообработкой характеристик полосы. С другой стороны, это препятствует слишком быстрому охлаждению, чтобы ограничить коробление в процессе усадки полосы при охлаждении. Предпочтительно изобретение предлагает охлаждение металлической полосы между двумя соседними нижними или верхними форсунками посредством расположенных в соответствующих промежутках блоков водяного охлаждения температурным коэффициентом максимум 100 К, например максимально 75 К, предпочтительно максимально 50 К.
Объектом изобретения является также линия термообработки металлической полосы, в частности алюминиевой, по меньшей мере, с устройством обработки, например с процессорной печью, в частности с флотационной печью, и, по меньшей мере, с устройством проточного охлаждения описанного типа. Устройство проточного охлаждения по данному изобретению установлено в технологическом процессе и, следовательно, в направлении движения полосы после процессорной печи для термообработки. Устройство проточного охлаждения по данному изобретению в сочетании с флотационной печью претендует, следовательно, на правовую защиту в рамках линии термообработки. При этом после описанного устройства проточного охлаждения, работающего, с одной стороны, с воздушным, а, с другой стороны, с водяным охлаждением, предпочтительна установка дополнительной флотационной установки охлаждения, работающей предпочтительно без водяного охлаждения и выполненной, следовательно, обычным образом. Процессорная установка, в состав которой входит устройство проточного охлаждения, является, как указано, процессорной печью для нагревания полосы. Однако, изобретение включает также сочленение устройства проточного охлаждения с другими процессорными установками. Так, например, устройство проточного охлаждения по данному изобретению технологически устанавливают также, например, после стана (горячей) прокатки или после клети стана (горячей) прокатки или также после другой процессорной установки, через которую пропускают нагретую металлическую полосу или в которой металлическую полосу нагревают.
Изобретение относится также к способу термообработки металлической полосы в линии описанного типа. Этот способ отличается тем, что металлическую полосу сначала нагревают в процессорной печи и затем охлаждают в устройстве проточного охлаждения и, при необходимости, в дополнительной флотационной установке охлаждения. Технологически обеспечена также возможность прохождения металлической полосы не через процессорную печь, а через другую процессорную установку, например через прокатный стан/клеть прокатного стана.
Краткое описание чертежей
Изобретение более подробно раскрыто на чертежах, представляющих только пример варианта осуществления изобретения. На чертежах изображено:
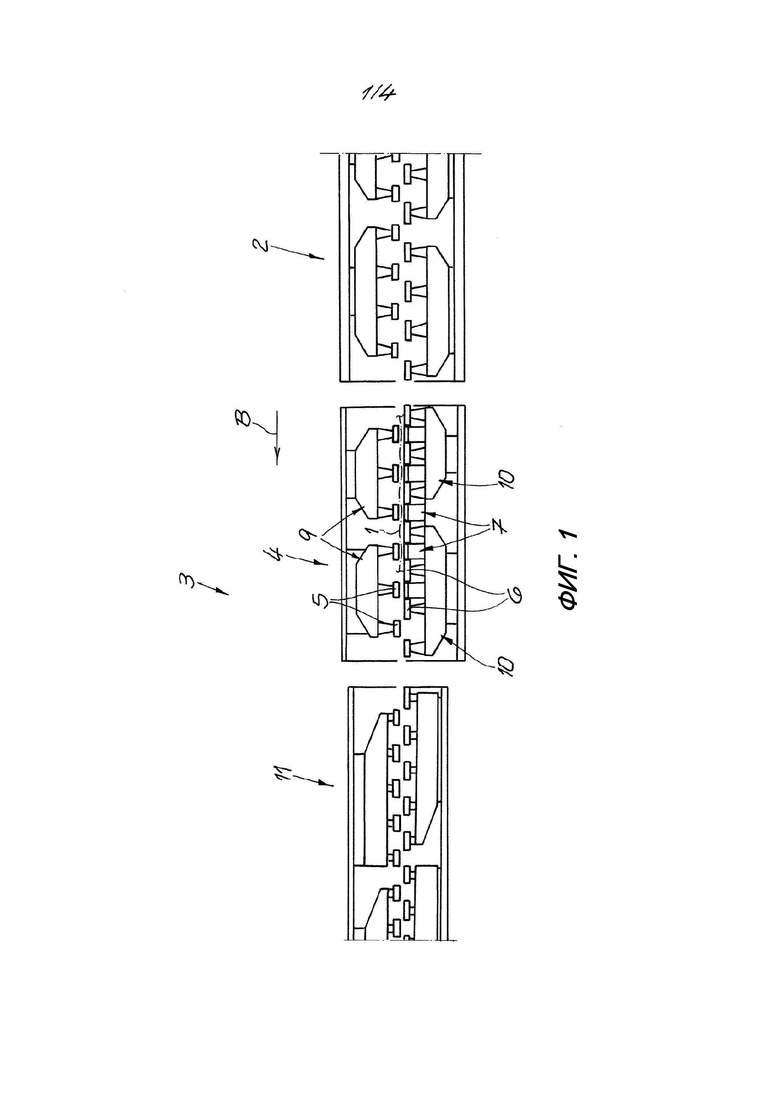
фиг. 1 – линия по данному изобретению для термообработки алюминиевой полосы с устройством проточного охлаждения по данному изобретению;
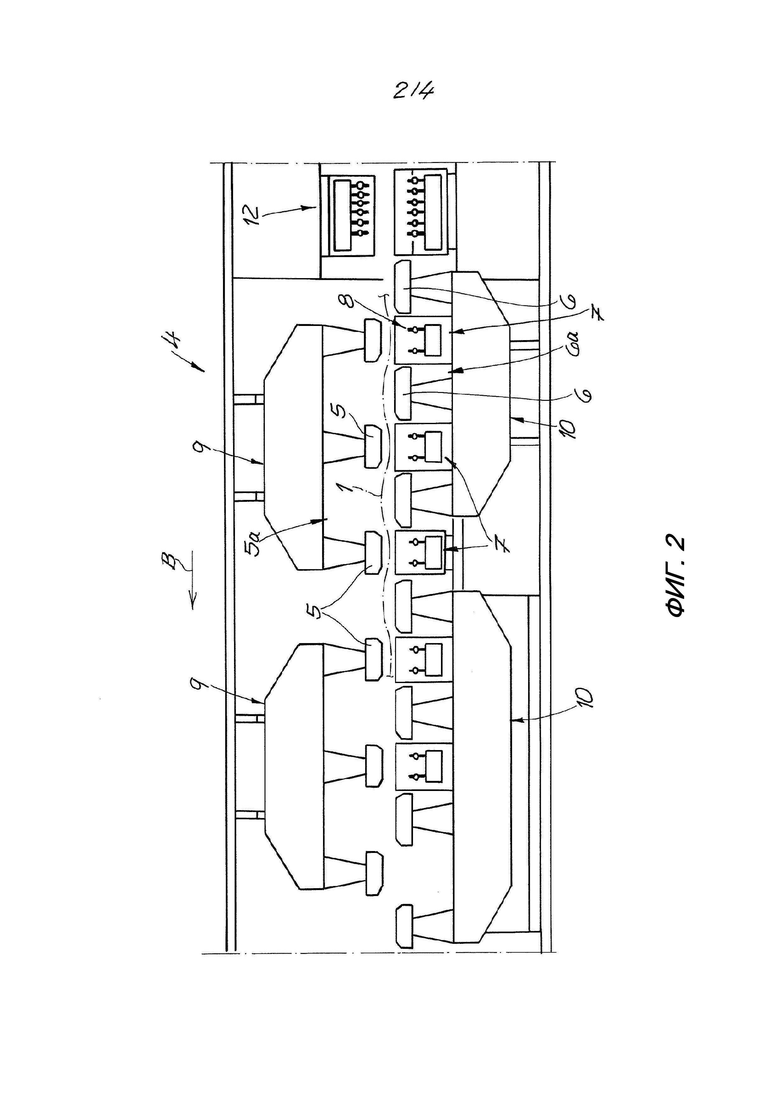
фиг. 2 – фрагмент фиг. 1 в зоне устройства проточного охлаждения;
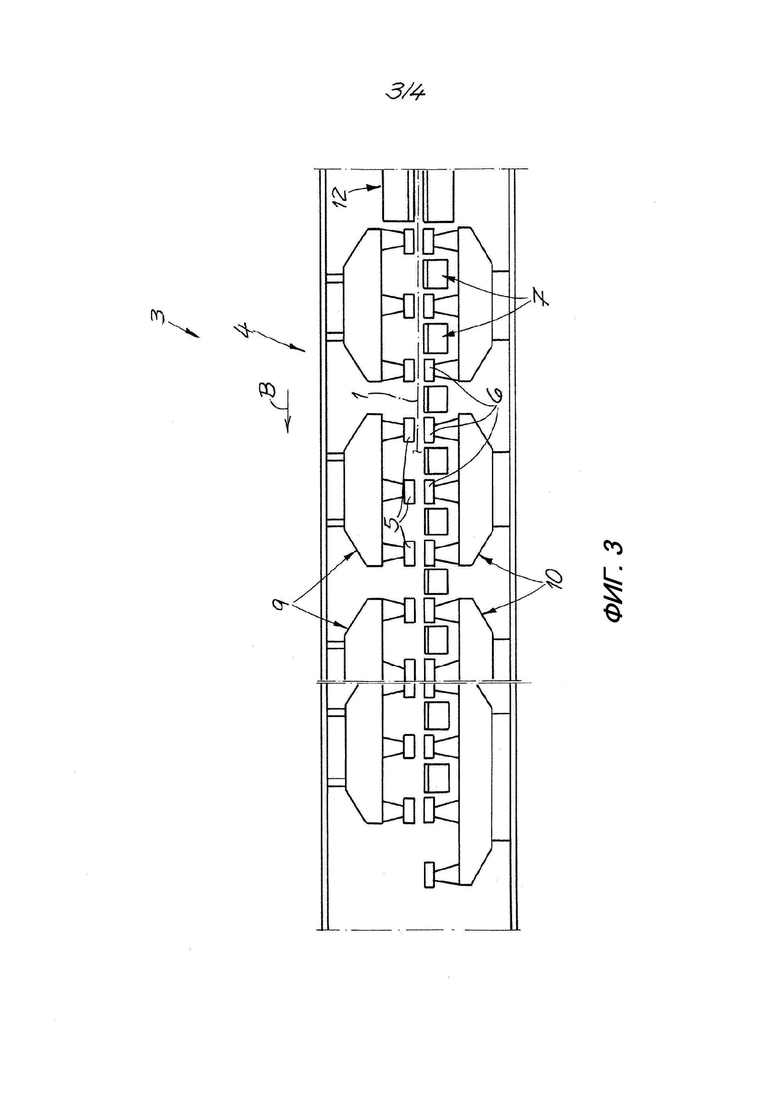
фиг. 3 – модифицированный вариант осуществления устройства проточного охлаждения по данному изобретению;
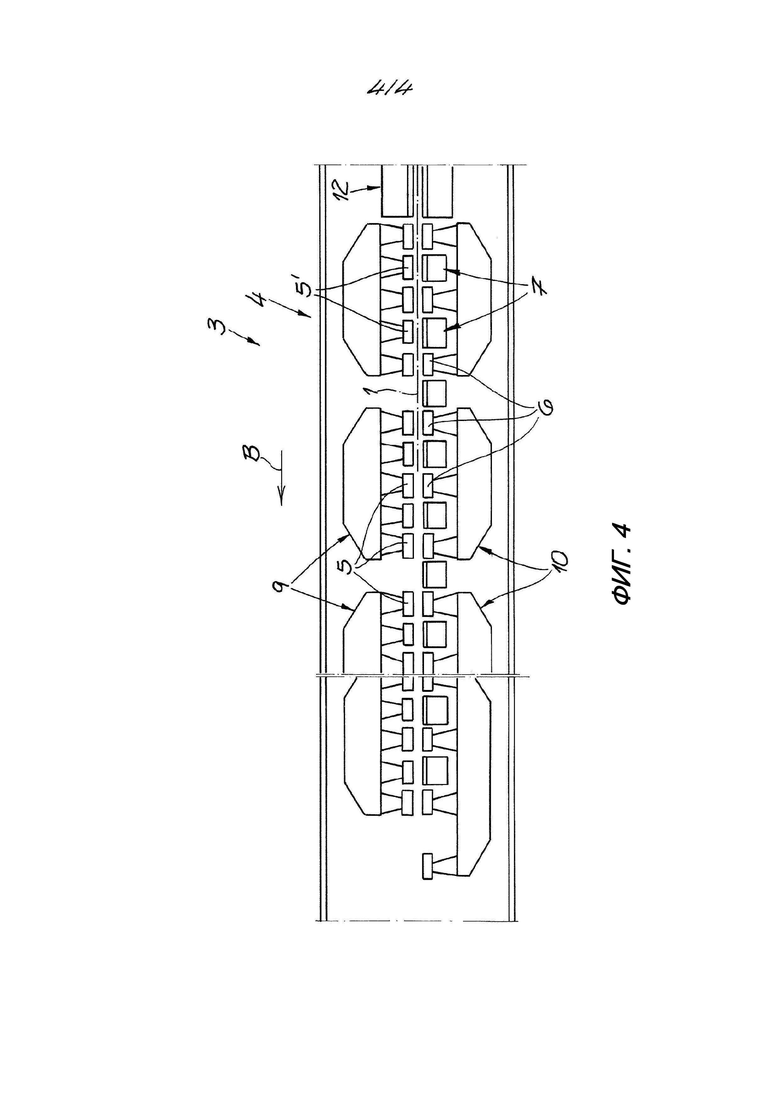
фиг. 4 – модифицированный вариант осуществления объекта изобретения по фиг. 3.
На фигурах показана линия термообработки металлической полосы 1, выполненной предпочтительно в виде алюминиевой полосы. Линия включает процессорную печь 2, выполненную в виде флотационной печи и в которой металлическую полосу подвергают термообработке. При этом речь идет, например, о диффузионном отжиге или аналогичном процессе. Линия включает также устройство 3 проточного охлаждения, технологически установленное в направлении В движения полосы после флотационной печи 2. Устройство 3 проточного охлаждения по данному изобретению включает флотационную установку 4 охлаждения с множеством распределенных вдоль направления движения полосы верхних форсунок 5 и множеством распределенных вдоль направления движения полосы нижних форсунок 6, причем металлическую полосу 1 транспортируют флотационно и, следовательно, бесконтактно между верхними форсунками 5 и нижними форсунками 6. При этом обработке холодным воздухом подвергают как верхнюю сторону, так и нижнюю сторону полосы. Устройство 3 проточного охлаждения включает также множество блоков 7 водяного охлаждения, подвергающих металлическую полосу 1 воздействию холодной воды.
Согласно изобретению блоки 7 водяного охлаждения встроены во флотационную установку 4 охлаждения. При этом внутри флотационной установки 4 охлаждения между отдельными верхними форсунками 5 и между отдельными нижними форсунками 6 образованы верхние промежутки 5а и нижние промежутки 6а, причем видно, что эти промежутки 5а, 6а выполнены между соответственно двумя расположенными в направлении В движения полосы непосредственно друг за другом и, следовательно, соседними верхними или нижними форсунками 5 или 6. В показанном примере осуществления изобретения в нескольких нижних промежутках 6а, предпочтительно во всех промежутках 6а, образованных внутри флотационной установки 4 охлаждения, установлено соответственно по одному блоку 7 водяного охлаждения. Эти блоки 7 водяного охлаждения включают соответственно по одной водяной форсунке или по одному или по несколько рядов 8 водяных форсунок 8, расположенных друг за другом и проходящих по ширине полосы перпендикулярно направлению В движения полосы.
Флотационная установка охлаждения включает в примере варианта осуществления изобретения несколько верхних форсуночных камер 9 соответственно с несколькими встроенными верхними форсунками 5 и несколько нижних форсуночных камер 10 соответственно с несколькими встроенными нижними форсунками 6. Следовательно, блоки водяного охлаждения по данному изобретению расположены в зоне нижних форсуночных камер 10, в частности, между отдельными нижними форсунками каждой камеры, а также между двумя расположенными друг за другом нижними форсуночными камерами 10.
При этом обеспечена возможность подвесить верхние форсуночные камеры 9 и/или нижние форсуночные камеры 10 с регулировкой по высоте, чтобы регулировкой по высоте одной или обеих форсуночных камер обеспечить возможность регулировать отстояние между верхними форсунками 5 и нижними форсунками 6 и, следовательно, вертикальное расстояние между ними. Для этого устанавливают не показанные подробно сервоприводы или аналогичные механизмы.
На фиг. 1 и 2 показано устройство 3 проточного охлаждения по данному изобретению в первом варианте осуществления, в котором верхние форсунки 5 расположены вдоль направления В движения полосы со смещением относительно нижних форсунок 6, чтобы металлическая полоса 1 флотировала по синусоиде или волнообразно. В этом примере осуществления, в боковой проекции блоки 7 водяного охлаждения расположены, следовательно, в одну линию под противолежащими верхними форсунками 5.
В отличие от этого на фиг. 3 показан модификация варианта осуществления устройства проточного охлаждения по данному изобретению, в которой верхние форсунки 5, с одной стороны, и нижние форсунки 6, с другой стороны, расположены соответственно попарно в оду линию друг над другом, чтобы полоса не флотировала синусоидально или волнообразно. Однако, в этом варианте осуществления в промежутках также расположены блоки 7 водяного охлаждения по данному изобретению, встроенные, следовательно, также во флотационную установку 4 охлаждения.
На фиг. 4 показан альтернативный вариант осуществления устройства проточного охлаждения по данному изобретению. На основе варианта осуществления по фиг. 3 с расположенными со смещенными верхними форсунками 5 и нижними форсунками 6 здесь между верхними форсунками 5 установлены дополнительные верхние форсунки 5’. Эти дополнительные верхние форсунки 5’ расположены, следовательно, в одну линию над блоками 7 водяного охлаждения. Тем самым, вариант осуществления по фиг. 4 является как бы комбинацией варианта осуществления по фиг. 2 и 3. Воздушные форсунки 5’ над блоками 7 водяного охлаждения предотвращают, при необходимости, попадание воды, которой обрабатывают нижнюю сторону полосы, через края на верхнюю сторону полосы.
Дополнительные верхние форсунки 5’ подключают или встраивают ответственно в (верхние) форсуночные камеры 9. В альтернативном варианте дополнительные форсунки 5’ устанавливают также отдельно.
Флотационная установка 4 охлаждения по данному изобретению обеспечивает оптимальное охлаждение металлической полосы 1, предварительно подвергнутой термообработке во флотационной печи 2. Чтобы заморозить обеспеченные в процессе термообработки металлургические свойства, скорость охлаждения достаточно быстро регулируют посредством комбинированного воздушно-водяного охлаждения. При этом, однако, обеспечена возможность избежать слишком высокой скорости охлаждения, чтобы в процессе охлаждения удержать коробление полосы в допустимых границах. При этом особенно предпочтительно наличие оптимально вариабельной возможности регулировки, обеспечивающей оптимальную настройку процесса охлаждения под соответственно необходимые условия.
При этом работу осуществляют очень простыми конструктивными средствами, так как воздушные форсунки выполнены в виде обычных воздушных форсунок, а блоки водяного охлаждения выполнены с обычными гидрофорсунками, что обеспечивает возможность отказаться от используемых в уровне техники «комбинированных» водно-воздушных или аэрозольных форсунок. На фиг. 1 также видно, что линия термообработки алюминиевой полосы включает также дополнительную флотационную установку 11 охлаждения, работающую по обычному принципу без водяного охлаждения и установленную в технологической цепочке в направлении В движения полосы после флотационной установки 3 охлаждения. Следовательно, после комбинированного водно-воздушного охлаждения по данному изобретению следует дополнительное охлаждение посредством обычной флотационной установки 11 охлаждения.
На фиг. 2 также видно, что следующее по технологии за печью 2 устройство проточного охлаждения включает дополнительное устройство 12 водяного охлаждения, подключенное перед флотационной установкой 2 охлаждения со стороны входа. Это аппаратно-технически обеспечивает на входе т.н. «жесткую закалку», чтобы опционно, в случае необходимости, применить обычное очень быстрое водяное охлаждение. Показанная линия отличается, следовательно, высокой универсальностью и вариабельностью.
При условии, что фигуры показывают примеры вариантов осуществления изобретения, в которых устройство 3 проточного охлаждения стоит по технологии после флотационной печи 2 и, тем самым, после установки терморегулирования, изобретение включает также варианты его осуществления, в которых устройство 3 проточного охлаждения стоит после технологической установки другого типа, через которую полосу пропускают в нагретом состоянии или в которой полосу нагревают. В любом случае полоса в нагретом состоянии выходит из технологической установки и поступает в устройство 3 проточного охлаждения.
Изобретение относится к устройству проточного охлаждения металлической полосы, в частности металлической полосы из алюминия или из алюминиевого сплава. Устройство проточного охлаждения для охлаждения металлической полосы содержит по меньшей мере одну установку охлаждения, через которую проходит полоса в направлении движения полосы, множество верхних воздушных форсунок, распределенных в установке охлаждения вдоль направления движения полосы над полосой, множество нижних воздушных форсунок, распределенных в установке охлаждения вдоль направления движения полосы под полосой, средство для обработки холодным воздухом с помощью верхних и нижних воздушных форсунок как верхней стороны полосы, так и нижней стороны полосы с возможностью охлаждения и транспортировки полосы бесконтактным образом в установке охлаждения между верхними воздушными форсунками и нижними воздушными форсунками и множество блоков водяного охлаждения, встроенных в установку охлаждения для обработки металлической полосы холодной водой в установке охлаждения. Изобретение направлено на оптимизацию режима охлаждения с получением качественной полосы при максимальном снижении уровня коробления. 4 н. и 10 з.п. ф-лы, 4 ил.
1. Устройство проточного охлаждения для охлаждения металлической полосы, содержащее:
по меньшей мере одну установку охлаждения, через которую проходит полоса в направлении движения полосы,
множество верхних воздушных форсунок, распределенных в установке охлаждения вдоль направления движения полосы над полосой,
множество нижних воздушных форсунок, распределенных в установке охлаждения вдоль направления движения полосы под полосой,
средство для обработки холодным воздухом с помощью верхних и нижних воздушных форсунок как верхней стороны полосы, так и нижней стороны полосы с возможностью охлаждения и транспортировки полосы бесконтактным образом в установке охлаждения между верхними воздушными форсунками и нижними воздушными форсунками и
множество блоков водяного охлаждения, встроенных в установку охлаждения для обработки металлической полосы холодной водой в установке охлаждения.
2. Устройство по п. 1, отличающееся тем, что во множестве промежутков между соответственно двумя расположенными в направлении движения полосы непосредственно друг за другом нижними воздушными форсунками или верхними воздушными форсунками установлен по меньшей мере один блок водяного охлаждения.
3. Устройство по п. 2, отличающееся тем, что блоки водяного охлаждения установлены для обработки водой только нижней стороны полосы только между нижними воздушными форсунками под полосой.
4. Устройство по п. 1, отличающееся тем, что установка охлаждения содержит
одну или несколько верхних форсуночных камер соответственно с несколькими подключенными или встроенными верхними воздушными форсунками,
одну или несколько нижних форсуночных камер соответственно с несколькими подключенными или встроенными нижними воздушными форсунками и
в зоне двух нижних форсуночных камер и в зоне верхних форсуночных камер и/или между форсунками двух установленных друг за другом форсуночных камер установлены блоки водяного охлаждения.
5. Устройство по п. 1, отличающееся тем, что верхние воздушные форсунки установлены вдоль направления движения полосы со смещением относительно нижних воздушных форсунок, причем металлическая полоса выполнена с возможностью транспортировки в установке охлаждения по синусоиде или волнообразно бесконтактным образом.
6. Устройство по п. 1, отличающееся тем, что верхние воздушные форсунки и нижние воздушные в боковой проекции расположены соответственно попарно в одну линию друг над другом.
7. Устройство по п. 6, отличающееся тем, что дополнительно между расположенными в одну линию верхними воздушными форсунками установлены
дополнительные воздушные форсунки со смещением относительно нижних воздушных форсунок и в одну линию относительно блоков водяного охлаждения.
8. Устройство по п. 1, отличающееся тем, что блоки водяного охлаждения включают в себя соответственно одну или несколько водяных форсунок или один или несколько рядов водяных форсунок, расположенных друг за другом и проходящих по ширине полосы перпендикулярно направлению движения полосы.
9. Устройство по п. 1, отличающееся тем, что опционно перед установкой охлаждения установлена по меньшей мере одна дополнительная установка водяного охлаждения.
10. Способ охлаждения металлической полосы в устройстве (3) проточного охлаждения по п. 1, включающий в себя следующие этапы:
пропускание металлической полосы через установку охлаждения с продольным натяжением вдоль, главным образом, горизонтального направления движения полосы,
транспортирование металлической полосы бесконтактным образом между верхними воздушными форсунками и нижними воздушными форсунками,
обработку холодным воздухом как верхней стороны полосы, так и нижней стороны полосы,
обработку холодной водой металлической полосы в установке охлаждения посредством нескольких блоков водяного охлаждения, встроенных в установку охлаждения.
11. Способ по п. 10, отличающийся тем, что металлическую полосу внутри установки охлаждения подвергают обработке холодной водой с помощью блоков водяного охлаждения, расположенных во множестве промежутков между соответственно двумя верхними воздушными форсунками или нижними воздушными форсунками, установленными непосредственно друг за другом в направлении движения полосы.
12. Линия термообработки металлической полосы, содержащая:
по меньшей мере одно устройство термообработки, в котором металлическую полосу нагревают или через которое металлическую полосу пропускают в нагретом состоянии, и
по меньшей мере одно устройство проточного охлаждения по п. 1, установленное опционно после устройства термообработки.
13. Линия по п. 12, отличающаяся тем, что опционно после устройства проточного охлаждения установлена дополнительная установка охлаждения без водяного охлаждения.
14. Способ термообработки металлической полосы в линии по п. 12, отличающийся тем, что металлическую полосу сначала пропускают через установку термообработки, а затем охлаждают в устройстве проточного охлаждения.
| ТРЕХУРОВНЕВАЯ СИСТЕМА УПРАВЛЕНИЯ АККУМУЛЯТОРНОЙ БАТАРЕЕЙ | 2019 |
|
RU2722112C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕГО СТАЛЬНОГО ЛИСТА | 2007 |
|
RU2410177C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И ОБРАБОТКИ НАГРЕТЫХ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ, ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, ТАКИХ, КАК СТАЛЬ, И СПОСОБ ОХЛАЖДЕНИЯ И ОБРАБОТКИ НАГРЕТЫХ ДЕТАЛЕЙ | 2001 |
|
RU2277132C2 |
| МНОГОСТУПЕНЧАТЫЙ ЯЩИЧНЫЙ ЭКСТРАКТОР | 0 |
|
SU192169A1 |
| DE 10046273 C2, 30.01.2003. | |||

