Изобретение относится к области черной металлургии, конкретнее к обработке стали, а именно к способу внепечной обработки жидкой стали в ковше.
Известен способ электроплавки стали в дуговой печи, содержащий подачу металлизованных окатышей, порошкообразных углеродсодержащих материалов и инертных газов через осевые отверстия в графитовых электродах в шлаковый расплав подэлектродной зоны ванны печи (Патент РФ № 2483119, МПК С21С 5/52, опубл. 27.05.2013).
В предложенном способе инертные газы (аргон и др.) используются в качестве носителя углеродсодержащих материалов и совместной подачи с металлизованными окатышами в ванну печи и не акцентируется внимание на увеличение стойкости электрода путем охлаждения его изнутри инертным газом.
Наиболее близким по своей по технической сущности и достигаемому результату является способ рафинирования для предотвращения карбюрации расплавленной стали в печи-ковше путем использования аргоновой плазмы, характеризуется тем, что твердый графитовый электрод заменен полым графитовым электродом, центральное отверстие полого графитового электрода с диаметром 9-20 мм используется для доступа к аргону с образованием аргоновой плазменной дуги. (Патент Китая CN102732677, МПК С21С 7/00, опубл. 17.10.2012).
Недостатком известного способа является то, что для снижения расхода полого графитового электрода исключается прямой контакт электрода с воздухом и расплавленной сталью за счет генерируемой плазменной дуги, при этом центральное отверстие полого графитового электрода ограничено диаметром 9-20 мм.
Таким образом, в уровне технике существует проблема увеличения стойкости электродов за счет их эффективного охлаждения.
Технический результат, на достижение которого направлено изобретение, заключается в снижении расхода электродов за счет эффективного охлаждения электродов изнутри, обеспечиваемого путем определения оптимального диаметра внутреннего отверстия электрода.
Указанный технический результат достигается тем, что в способе внепечной обработки стали в ковше, включающем нагрев металла дугой переменного тока, обработку металла инертным газом, подаваемым в днище ковша, и продувку металла через осевое отверстие в графитовом электроде, согласно изобретению, внутренний диаметр электрода определяют по следующей формуле:

где D - внешний диаметр электрода; λ - коэффициент теплопроводности материала электрода;  - температура внешней поверхности электрода; t - температура газа при выходе с электрода;
- температура внешней поверхности электрода; t - температура газа при выходе с электрода;  - температура газа в подводящем трубопроводе; c - удельная теплоемкость газа;
- температура газа в подводящем трубопроводе; c - удельная теплоемкость газа;  - скорость движения газа;
- скорость движения газа;  - плотность газа.
- плотность газа.
Температура инертного газа при выходе из электрода составляет 1200-1300°С и его подают через по меньшей мере три графитовых электрода.
Сущность изобретения.
Температура газа при выходе с электрода должна составлять 1200-1300°С. Более высокая температура газа не будет приводить к значимому охлаждению электрода. Более низкая температура будет приводить к чрезмерному охлаждению расплава металла.
Для расчетов могут быть приняты граничные условия, а именно, что температура внешней поверхности электрода равна температуре стали в ковше, а температура газа при выходе с электрода равна температуре внутренней поверхности электрода.
Более конкретно, в способе в результате продувки инертным газом через полые электроды происходит взаимодействие аргона с материалом электрода, обеспечивается отвод тепла от электрода, создается защита от окисления за счет образования среды из инертного газа. При этом требуемый расход аргона рассчитывается по диаметру внутреннего отверстия электрода, которое определяется из соотношений:
• уравнения Гюгонио, при М<1 (дозвуковые течения)
где  ,
,  ,
,  - скорость движения газа, площадь и диаметр подводящего трубопровода; ,
- скорость движения газа, площадь и диаметр подводящего трубопровода; ,  ,
,  - скорость движения газа, площадь и диаметр внутреннего отверстия электрода;
- скорость движения газа, площадь и диаметр внутреннего отверстия электрода;
• уравнения теплопроводности для цилиндрической стенки
где d - внутренний диаметр электрода; D - внешний диаметр; l - длина электрода; λ - коэффициент теплопроводности материала электрода; t - температура газа при выходе с электрода (приняты граничные условия, при которой она равна внутренней поверхности электрода); - температура газа в подводящем трубопроводе; - температура внешней поверхности электрода (приняты граничные условия, при которой она равна температуре стали в ковше);
• количества теплоты необходимого для нагрева газа

где c - удельная теплоемкость газа; m - масса газа, проходящего через электрод; - плотность газа.
Совместное решение уравнений (1) - (3) позволяет найти требуемый диаметр внутреннего отверстия электрода.
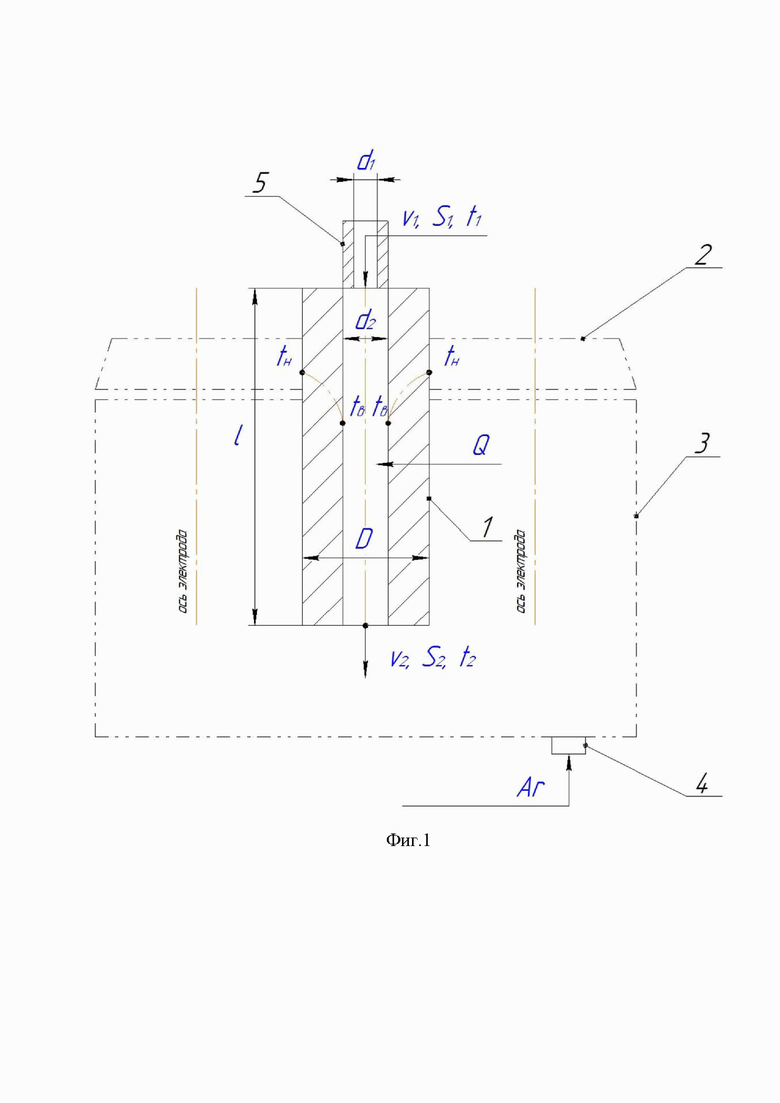
Сущность настоящего изобретения дополнительно проиллюстрирована графическими материалами. На фиг. 1 изображена схема осуществления способа.
Способ внепечной обработки жидкой стали в ковше, включает нагрев металла дугой переменного тока через полые электроды 1, установленные в своде 2 ковша 3, обработку металла инертным газом, подаваемым через устройство 4 в днище ковша, а также продувку металла инертным газом, подаваемым по трубопроводам 5 через полые электроды.
Пример осуществления способа.
Внепечной обработке подвергались плавки массой 300-375 т. Технологический процесс включал продувку металла аргоном, подаваемым по трубопроводам через три полых электрода. Подача аргона осуществлялась с расходом 700 литров/мин на 1 электрод при давлении 15 атм., температуре аргона на входе в электрод 20°С и 1200-1300°С на выходе. Внутренний диаметр электрода, определенный согласно заявленного технического решения, составил 50 мм. Проведенные эксперименты показали, что эффект от снижения расхода электродов на тонну производимой стали составил 17%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для внепечной обработки металла в ковше | 2015 |
|
RU2614862C2 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| СПОСОБ КОМПЛЕКСНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА В АГРЕГАТЕ КОВШ-ПЕЧЬ | 2013 |
|
RU2532584C1 |
| АГРЕГАТ КОМПЛЕКСНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ (АКОС) | 2013 |
|
RU2532243C1 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| Способ производства стали для изготовления труб | 2018 |
|
RU2686510C1 |
| Устройство для внепечной обработки металла в ковше | 2022 |
|
RU2786734C1 |
| Устройство для рафинирования жидкого металла | 1984 |
|
SU1243899A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2121513C1 |
Изобретение относится к области черной металлургии, в частности к внепечной обработке жидкой стали в ковше. Осуществляют нагрев металла дугой переменного тока, обработку металла инертным газом, подаваемым в днище ковша, и продувку металла через осевое отверстие в графитовом электроде. Внутренний диаметр электрода определяют по формуле, используя при расчетах внешний диаметр электрода, коэффициент теплопроводности материала электрода, температуру внешней поверхности электрода, температуру газа при выходе с электрода, температуру газа в подводящем трубопроводе, удельную теплоемкость газа, скорость движения газа и плотность газа. Изобретение позволяет снизить расход электродов на тонну стали на 17% за счет эффективного охлаждения электродов изнутри, обеспечиваемого путем определения оптимального диаметра внутреннего отверстия электрода. 2 з.п. ф-лы, 1 ил., 1 пр.
1. Способ внепечной обработки стали в ковше, включающий нагрев металла дугой переменного тока, обработку металла инертным газом, подаваемым в днище ковша, и продувку металла через осевое отверстие в графитовом электроде, отличающийся тем, что внутренний диаметр электрода определяют по следующей формуле:

где D - внешний диаметр электрода; λ - коэффициент теплопроводности материала электрода;  - температура внешней поверхности электрода; t - температура газа при выходе с электрода;
- температура внешней поверхности электрода; t - температура газа при выходе с электрода;  - температура газа в подводящем трубопроводе; c - удельная теплоемкость газа;
- температура газа в подводящем трубопроводе; c - удельная теплоемкость газа;  - скорость движения газа;
- скорость движения газа;  - плотность газа; K - коэффициент, характеризующий влияние химического состава стали на условия теплообмена, численно равный 0,87-1,1.
- плотность газа; K - коэффициент, характеризующий влияние химического состава стали на условия теплообмена, численно равный 0,87-1,1.
2. Способ по п.1, отличающийся тем, что температура инертного газа при выходе из электрода составляет 1200-1300°С.
3. Способ по п.1, отличающийся тем, что газ подают через по меньшей мере три графитовых электрода.
| CN 102732677 B, 22.01.2014 | |||
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2483119C2 |
| DE 3621323 A1, 08.01.1987 | |||
| US 4852120 A1, 25.07.1989. | |||

