Настоящее изобретение относится к захватывающему устройству для приёма, транспортировки и выдачи продукта, в частности, к захватывающему устройству, которое размещено на грузоподъёмном механизме, для работы с продовольственными товарами.
Захватывающее устройство, которое размещено, к примеру, на грузоподъёмном механизме, служит в рамках предложенного на рассмотрение изобретения, во-первых, для приёма, транспортировки и выдачи продукта, а, во-вторых, для уплотнения продукта до заданной формы. При этом продукт принимается в предпочтительном варианте с подложки для продукта и захватывается захватывающим устройством. Затем продукт посредством грузоподъёмного механизма транспортируется в заданное положение и там выгружается. К тому же, продукт целенаправленно спрессовывается захватывающим устройством по периметру, в предпочтительном варианте спрессовывается сверху и сбоку.
Чтобы иметь возможность нарезать продукт, такой как мясная паковка, посредством фасовочной машины, на примерно одинаковые по толщине и весу ломтики, необходимо сначала спрессовать мясную паковку до заданной формы, для облегчения процесса нарезания в фасовочной машине. Для этого, в соответствии с уровнем техники, мясная паковка помещается в формовочную или накопительную трубу, а также спрессовывается посредством упорной пластины на конце формовочной трубы и выполненного с возможностью перемещения пресс-штампа. Форма мясной паковки определяется при этом формой формовочной трубы.
Так как, в частности, мясные паковки могут иметь значительный вес, то приём и укладка этих мясных паковок является для обслуживающего персонала сильно затруднительными и обременительными.
Задача изобретения состоит в том, чтобы создать захватывающее устройство, выполненное с возможностью размещения на грузоподъёмном механизме, а также способ управления таким захватывающим устройством, которое/который в состоянии разгрузить обслуживающий персонал, уплотнить продукт, в предпочтительном варианте уплотнить его сбоку, и сократить время цикла.
Задача решается за счёт того, что предоставляются сведения о захватывающем устройстве, а также о способе управления захватывающим устройством в соответствии с предложенным на рассмотрение изобретением, которые определены независимыми пп. 1 и 10 формулы изобретения. Другие варианты осуществления изобретения определены в зависимых пунктах формулы изобретения.
Захватывающее устройство в соответствии с изобретением для приёма, транспортировки и выдачи продукта содержит основную структуру, которая выполнена с возможностью размещения на грузоподъёмном механизме предпочтительно с возможностью разъёма без повреждения посредством присоединительного элемента, по меньшей мере, два захватывающих элемента, которые имеют, соответственно, по меньшей мере, одну поверхность нижней стороны и, по меньшей мере, одну поверхность верхней стороны, причём поверхности верхней стороны захватывающих элементов в направлении присоединительного элемента и поверхности нижней стороны захватывающих элементов обращены от присоединительного элемента, по меньшей мере, одно приводное средство, чтобы реверсивно перемещать захватывающие элементы между первым положением, в котором захватывающие элементы выполнены с возможностью позиционирования на противоположных сторонах принимаемого продукта, и вторым положением, в котором захватывающие элементы захватывают принимаемый продукт и упорную пластину, которая, по меньшей мере, почти лежит на поверхностях верхней стороны захватывающих элементов.
Это захватывающее устройство в состоянии ухватить или захватить продукт, к примеру, продовольственный продукт в форме мясной паковки или продовольственный продукт аналогичной консистенции, к примеру, рыбу или хлеб, и транспортировать, к примеру, до станции дальнейшей переработки. При этом захватывающее устройство разгружает, во-первых, обслуживающий персонал, который осуществляет эту работу в соответствии с уровнем техники вручную. Во-вторых, процесс ускоряется, что приводит к увеличению частоты циклов, производственных норм и эффективности, так как при помощи грузоподъёмного механизма могут загружаться несколько станций переработки. К тому же, в ходе этого также имеет место экономия средств.
Упорная пластина может быть осуществлена, по меньшей мере, на одной обращённой к захватывающим элементам стороне, в частности, на нижней стороне, в основном ровно и/или по плоскости. Упорная пластина может служить для того, чтобы принимаемый захватывающими элементами продукт во время захвата продукта захватывающими элементами не мог отклониться сбоку вверх. Далее упорная пластина может быть рассчитана на то, чтобы как в первом положении, так и во втором положении располагаться на поверхностях верхней стороны захватывающих элементов. При этом упорная пластина может быть рассчитана таким образом и/или габариты упорной пластины могут быть таким образом определены относительно зазора захватывающих элементов по отношению друг к другу, и/или относительно амплитуды перемещения захватывающих элементов, что упорная пластина в первом положении и во втором положении располагается на поверхностях верхней стороны захватывающих элементов.
В представленном в качестве примера варианте осуществления двигатель, к примеру, серводвигатель, шаговый двигатель, асинхронный двигатель и/или двигатель постоянного тока, может быть соединён с захватывающими элементами, для управления их движением, для регулировки подаваемого на спрессовываемый продукт усилия прижима и/или для подачи принятого захватами и, в случае необходимости, спрессованного продукта к заданной станции дальнейшей переработки, к примеру, к мясной фасовочной машине. Двигатель может быть осуществлён при этом таким образом, чтобы генерировать усилие прижима, по меньшей мере, 100 Н, по меньшей мере, 500 Н, по меньшей мере, 1000 Н, по меньшей мере, 1500 Н, по меньшей мере, 2000 Н, по меньшей мере, 2500 Н, по меньшей мере, 3000 Н.
Посредством двигателя можно гибко реагировать на различные габариты продукта, так что при помощи захватывающего устройства в соответствии с изобретением могут быть захвачены и обработаны продукты различных габаритов и/или консистенции. Прежде всего, в плане обработки сырых продуктов, которые должны быть захвачены и подвергнуты дальнейшей обработке в замороженном или, по меньшей мере, в подмороженном состоянии, использование двигателя выявило себя в качестве предпочтительного. Во-первых, подвергаемые обработке продукты имеют большой вес, а во-вторых, для формообразующего сжатия замороженного/подмороженного продукта необходимо значительное усилие, которое простым способом может быть обеспечено или отрегулировано двигателем. В принципе, сырые продукты могут обрабатываться далее и в незамороженном/подмороженном состоянии.
В соответствии со следующим представленным в качестве примера вариантом осуществления захват и последующее уплотнение продукта осуществляется следующим образом: линейный вертикальный наезд сверху накладных пластин на принимаемый и уплотняемый продукт, линейное горизонтальное перемещение захватывающих элементов друг к другу для образования закрытого приёмного пространства между боковыми захватывающими элементами, расположенной вертикально сверху упорной пластиной и, в случае необходимости, расположенной вертикально снизу подложки для продукта, к примеру, подача, которая может быть реализована, к примеру, посредством подающей/транспортирующей ленты, подача заданного давления / заданного нажимного усилия на принимаемый продукт при помощи захватывающих элементов, причём подача удерживающего усилия может осуществляться и/или регулироваться посредством двигателя, к примеру, серводвигателя. При этом упорная пластина может оставаться неподвижной и служить для того, чтобы предотвращать отклонение продукт вверх.
В представленном в качестве примера варианте осуществления упорная пластина в каждом рабочем положении захватывающих элементов лежит на поверхностях верхней стороны захватывающих элементов. Иными словами, горизонтальная линейная амплитуда движения захватывающих элементов отрегулирована таким образом, что упорная пластина всегда лежит на поверхностях верхней стороны захватывающих элементов.
В некоторых вариантах осуществления захватывающие элементы захватывающего устройства имеют вогнутые вовнутрь захватывающие поверхности, которые в состоянии, по меньшей мере, частично захватывать снизу принимаемый продукт. За счёт такого формообразования захватывающих элементов гарантируется то, что продукт не отклониться вниз. К тому же, при помощи захватывающих поверхностей оказывается воздействие на форму продукта.
Захватывающие элементы могу иметь, к примеру, чашевидную форму и/или могут быть вогнуты. Далее поверхность верхней стороны и поверхность нижней стороны захватывающих элементов могут быть изготовлены из одного элемента. Захватывающие элементы могут быть осуществлены таким образом и/или могут быть рассчитаны таким образом, что захватывают продукт снизу лишь частично, так что всегда имеет место контакт между продуктом и подложкой для продукта. К примеру, захватывающие элементы захватывают снизу в сумме менее 90%, менее 80%, менее 70%, менее 60% или менее 50% продукта.
В некоторых вариантах осуществления, по меньшей мере, один из захватывающих элементов выполнен с возможностью линейного и/или вращательного движения относительно основной структуры. За счёт наличия выполненных с возможностью осуществления линейного и/или вращательного движения захватывающих элементов продукты могут быть приняты также в труднодоступных местах, так как ширина захватывающего устройства может быть уменьшена. Это может быть реализовано, к примеру, за счёт установленных с возможностью вращения захватывающих элементов, которые могут попеременно открываться и закрываться по типу ножниц, вследствие чего требуется меньшая ширина раствора для захвата продукта.
В некоторых вариантах осуществления захватывающие элементы посредством выполненного с возможностью разъёма без использования инструмента крепёжного средства размещены на захватывающем устройстве. Это позволяет осуществлять быструю замену захватывающих элементов, вследствие чего может быть осуществлено приведение в соответствие захватывающих элементов, в зависимости от типа продукта и его формы.
В некоторых вариантах осуществления на упорной пластине расположен, по меньшей мере, один всасывающий элемент, который во время процесса всасывания, по меньшей мере, частично приподнимает принимаемый продукт. Всасывающий элемент служит при этом для того, чтобы приподнять продукт от поверхности прилегания продукта, под которой понимается, к примеру, лента транспортёра, посредством которой продукт подаётся к захватывающему устройству. За счёт этого захватывающие элементы не должны быть насажены на подложку для продукта для целенаправленного захвата продукта.
В некоторых вариантах осуществления всасывающий элемент таким образом вставлен или интегрирован в упорную пластину, что во время процесса всасывания образует, по меньшей мере, почти ровную поверхность с упорной пластиной. За счёт такого особого расположения всасывающего элемента обеспечивается то, что продукт посредством всасывающего элемента не деформируется нежелательным образом.
В некоторых вариантах осуществления каждый из захватывающих элементов проводится посредством, по меньшей мере, двух направляющих штанг. За счёт этого повышается стабильность захватывающих элементов и предотвращается вращательное движение вокруг одной из направляющих штанг или же усилия для того, чтобы предотвратить такое вращение, уменьшаются.
В некоторых вариантах осуществления захватывающие элементы захватывающего устройства в состоянии спрессовывать продукт до заданной формы. Сжатие продукта зачастую обязательно для того, чтобы ввести его, к примеру, в так называемую формовочную или накопительную трубу. Так как подача и сжатие происходят на одном этапе обработки, то имеется возможность экономии времени и дополнительных конструктивных элементов на станции последующей обработки. Продукт, к примеру, таким образом спрессовывается до заданного поперечного сечения, что может затем подаваться в накопительную трубу фасовочной машины. Поэтому, заданное поперечное сечение в предпочтительном варианте меньше, чем поперечное сечение формовочной или накопительной трубы фасовочной машины. Грузоподъёмный механизм может перевести захватывающее устройство в состояние, когда продовольственный продукт во время транспортировки от транспортировочного устройства к накопительной трубе таким образом поворачивается, что устанавливается в соответствующее положение, в котором продовольственный продукт может подаваться к накопительной трубе. К примеру, продовольственный продукт во время транспортировки от транспортировочного устройства может быть таким образом повёрнут к накопительной трубе, что позиционируется перпендикулярно накопительной трубе и может быть подан или сброшен в накопительную трубу.
В некоторых вариантах осуществления на упорной пластине размещено регистрирующее средство, которое в состоянии определять продукт. Определение продукта служит для регистрации продукта между захватывающими элементами, что позволяет осуществлять целенаправленный и отрегулированный по времени захват.
Согласно способу в соответствии с изобретением для управления грузоподъёмным механизмом с захватывающим устройством, в предпочтительном варианте захватывающим устройством, которое было описано ранее, это способ содержит следующие этапы: регистрация принимаемого продукта на подложке для продукта, позиционирование захватывающих элементов захватывающего устройства в первое положение, в котором захватывающие элементы позиционированы на противоположных сторонах принимаемого продукта, захват принимаемого продукта за счёт того, что, по меньшей мере, один из захватывающих элементов реверсивно перемещается в направлении продукта, до достижения второго положения, уплотнение продукта, причём продукт посредством захватывающих элементов и упорной пластины, а также, в случае необходимости, подложки для продукта, может спрессовываться до заданной формы, и перемещение захватывающего устройства с продуктом в заданное положение.
В соответствии со следующим способом управления грузоподъёмным механизмом с захватывающим устройством продукт на подложке для продукта посредством захватывающих элементов, упорной пластины и подложки для продукта спрессовывается до заданной формы.
В соответствии со следующим способом управления грузоподъёмным механизмом с захватывающим устройством продукт во время перемещения посредством захватывающих элементов и упорной пластины спрессовывается до заданной формы.
В следующем варианте осуществления ниже подложки для продукта и/или транспортирующей ленты может располагаться съёмник, причём съёмник в состоянии приподнимать принимаемый продукт и подложку для продукта, и/или транспортирующую ленту. При этом подъём подложки для продукта и/или транспортирующей ленты служит для того, чтобы они при захвате продукта посредством захватывающего устройств не были повреждены или не были случайно захвачены. Таким образом, съёмник повышает, к тому же, срок эксплуатации подложки для продукта и/или транспортирующей ленты, так как захватывающее устройство, в основном, не имеет с ними контакта. Такой вариант осуществления может быть использован также вне зависимости от описанного ранее захватывающего устройства.
Изобретение поясняется чертежами, на которых представлено следующее:
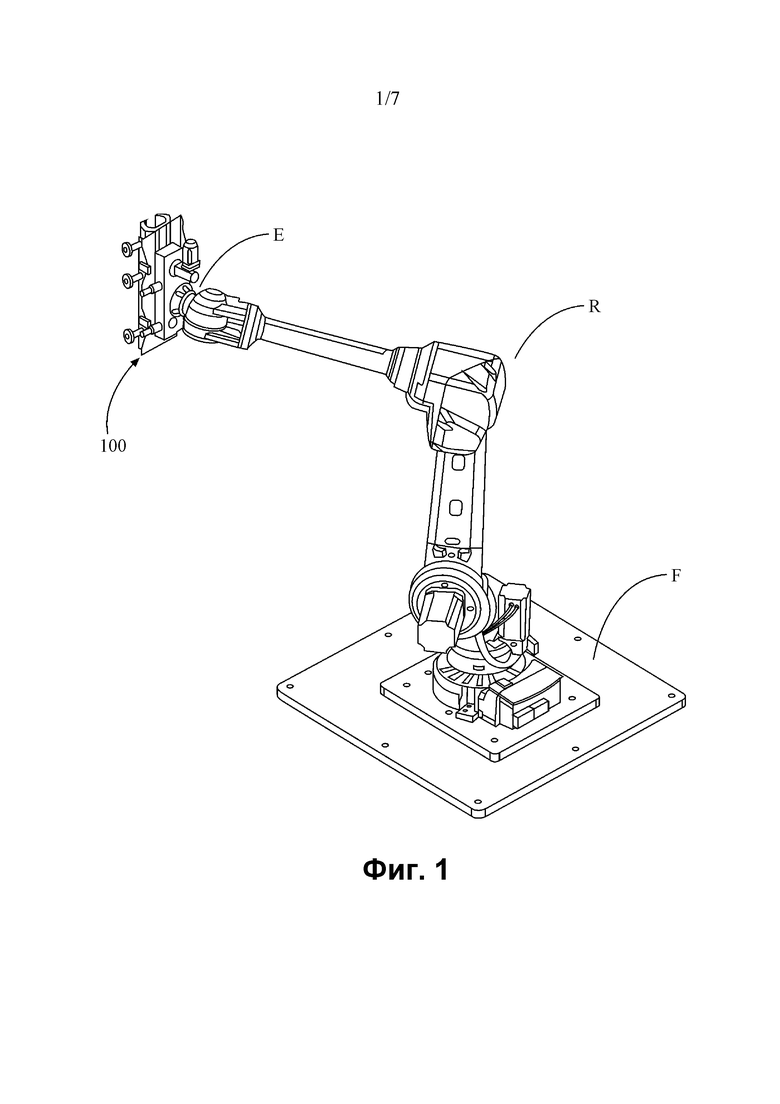
фиг. 1 демонстрирует перспективный вид захватывающего устройства, которое размещено на грузоподъёмном механизме, в соответствии с вариантом осуществления предложенного на рассмотрение изобретения,
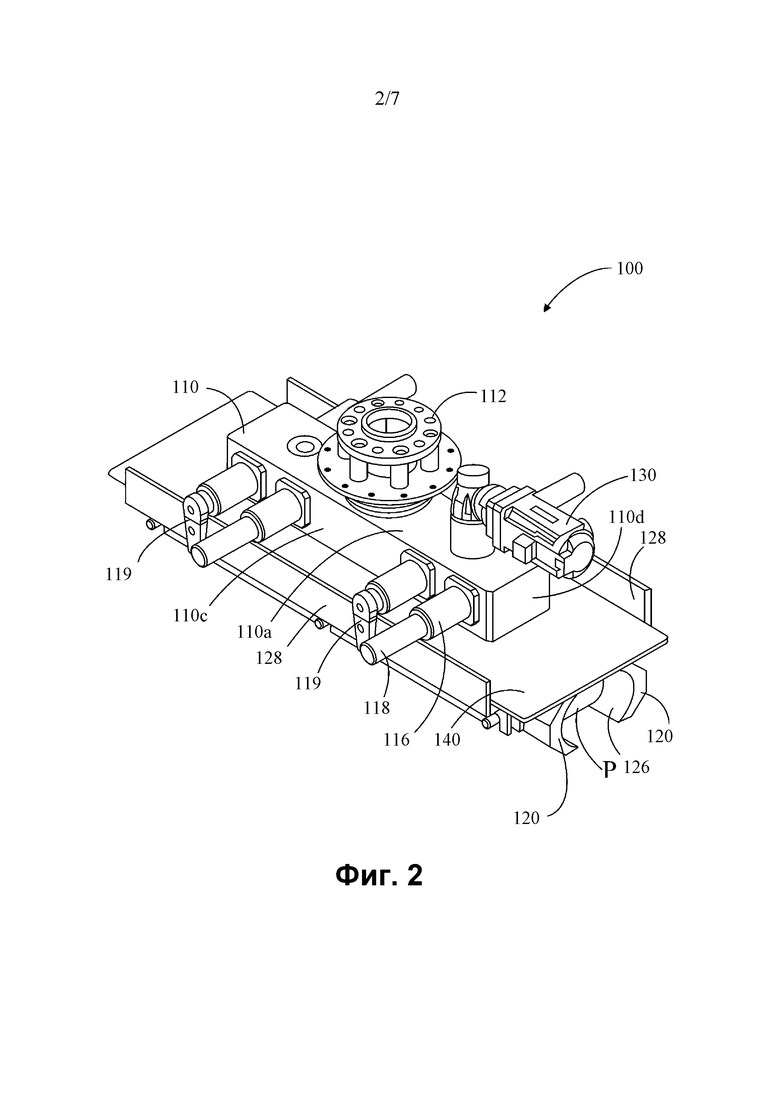
фиг. 2 демонстрирует перспективный вид представленного на фиг. 1 захватывающего устройства,
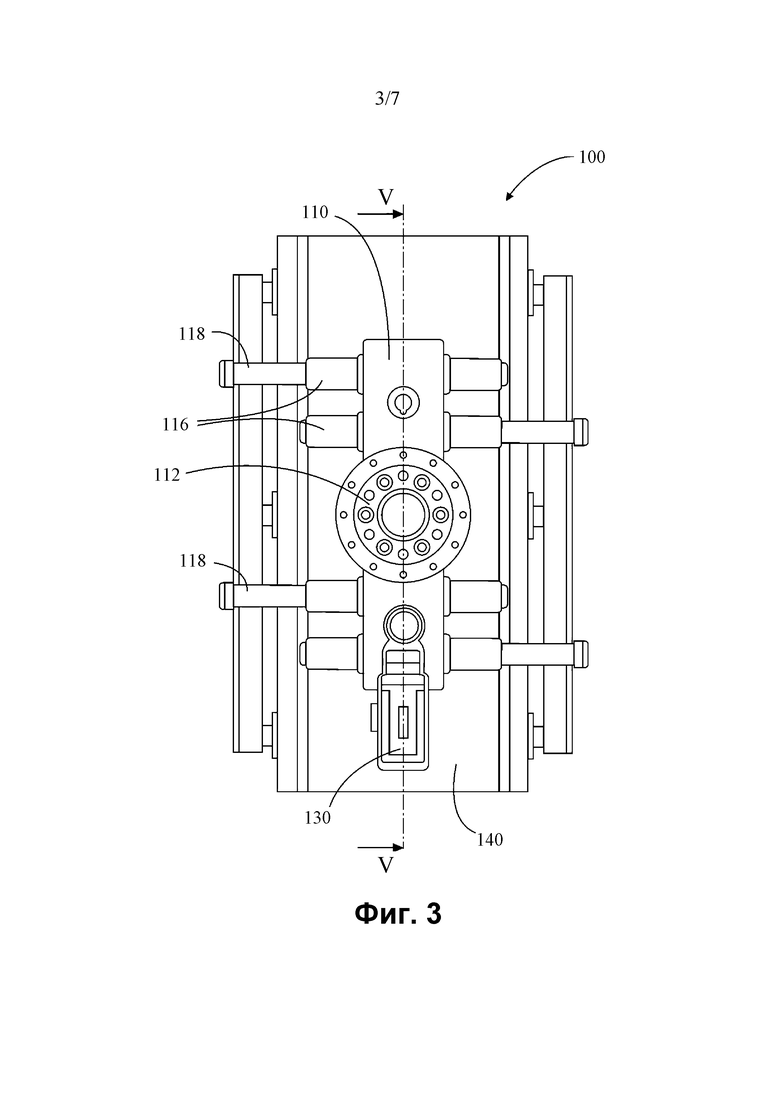
фиг. 3 демонстрирует вид сверху представленного на фиг. 1 захватывающего устройства,
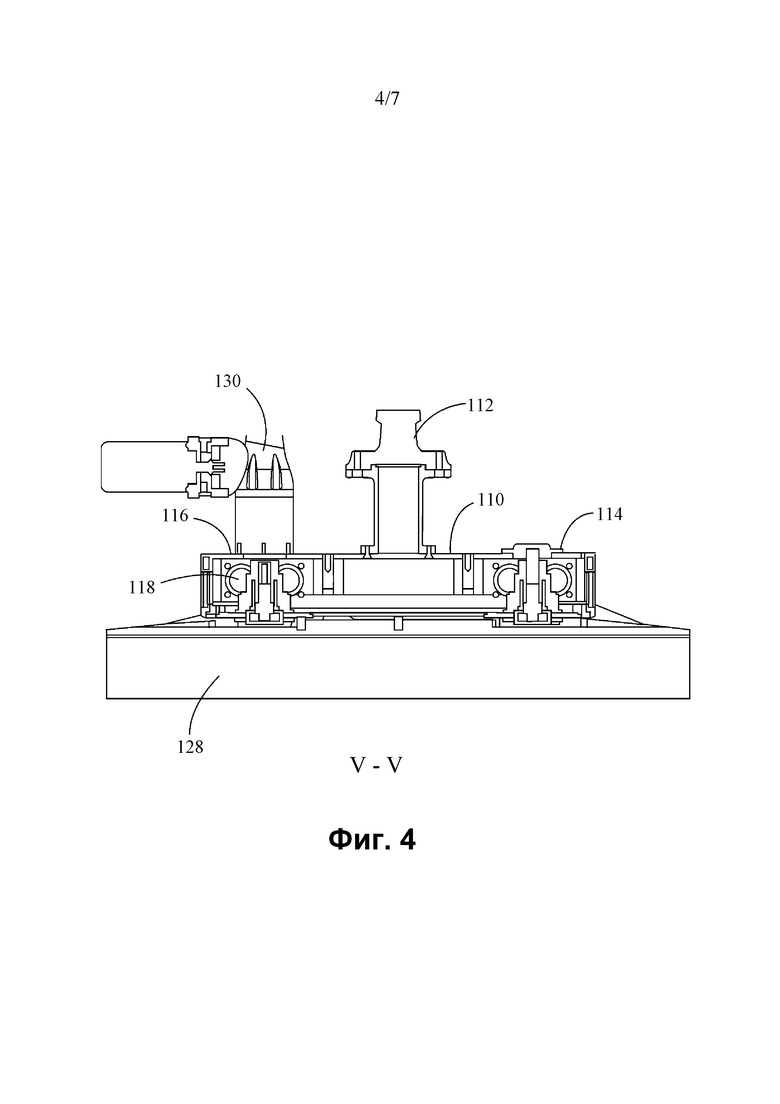
фиг. 4 демонстрирует вид в разрезе по линии V-V на фиг. 3 представленного на фиг. 1 захватывающего устройства,
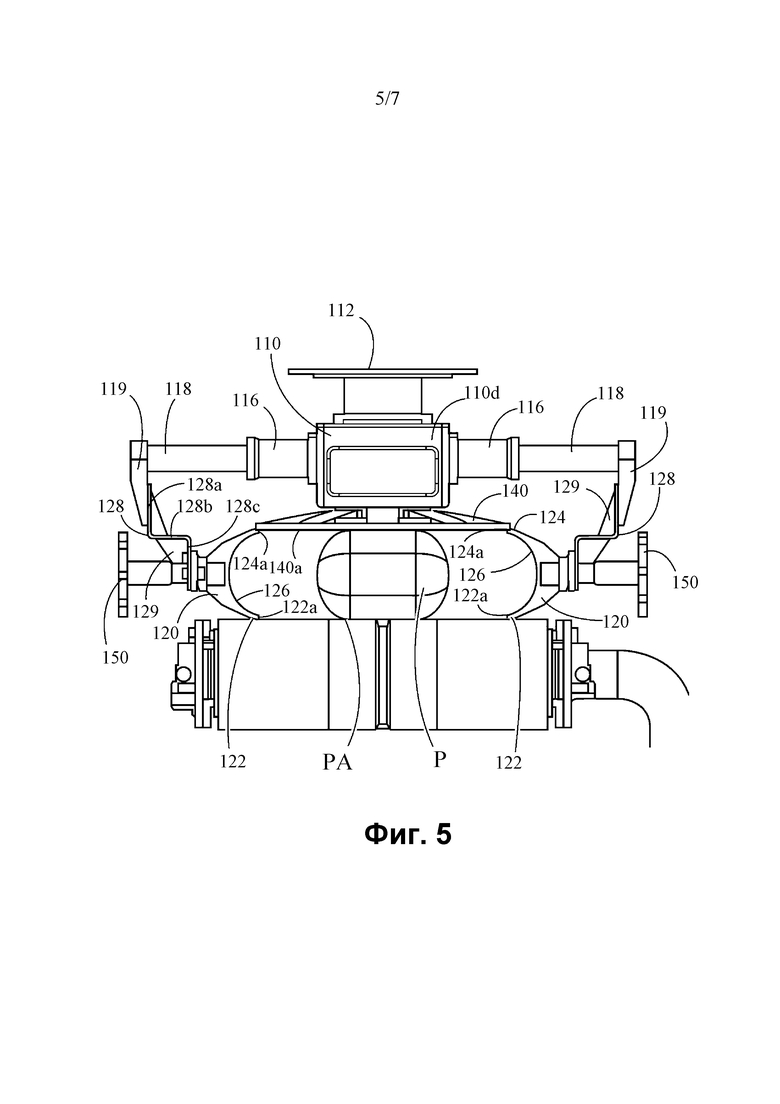
фиг. 5 демонстрирует вид спереди представленного на фиг. 1 захватывающего устройства в открытом состоянии,
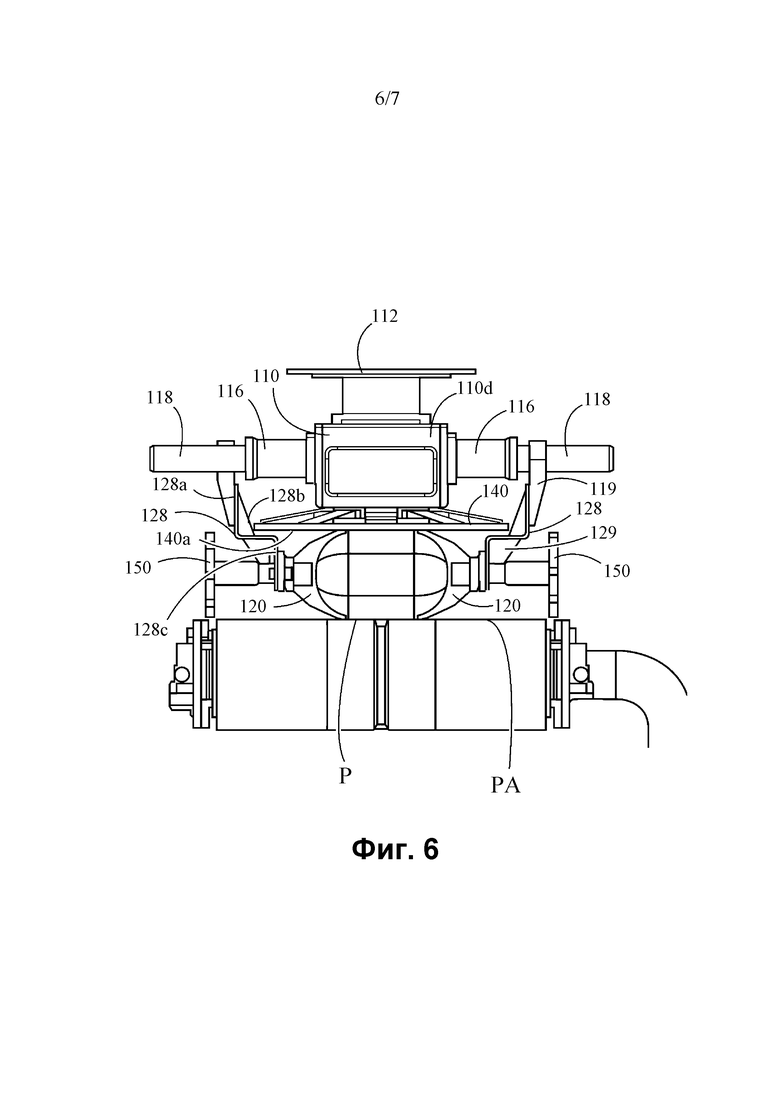
фиг. 6 демонстрирует вид спереди представленного на фиг. 1 захватывающего устройства в закрытом состоянии, и
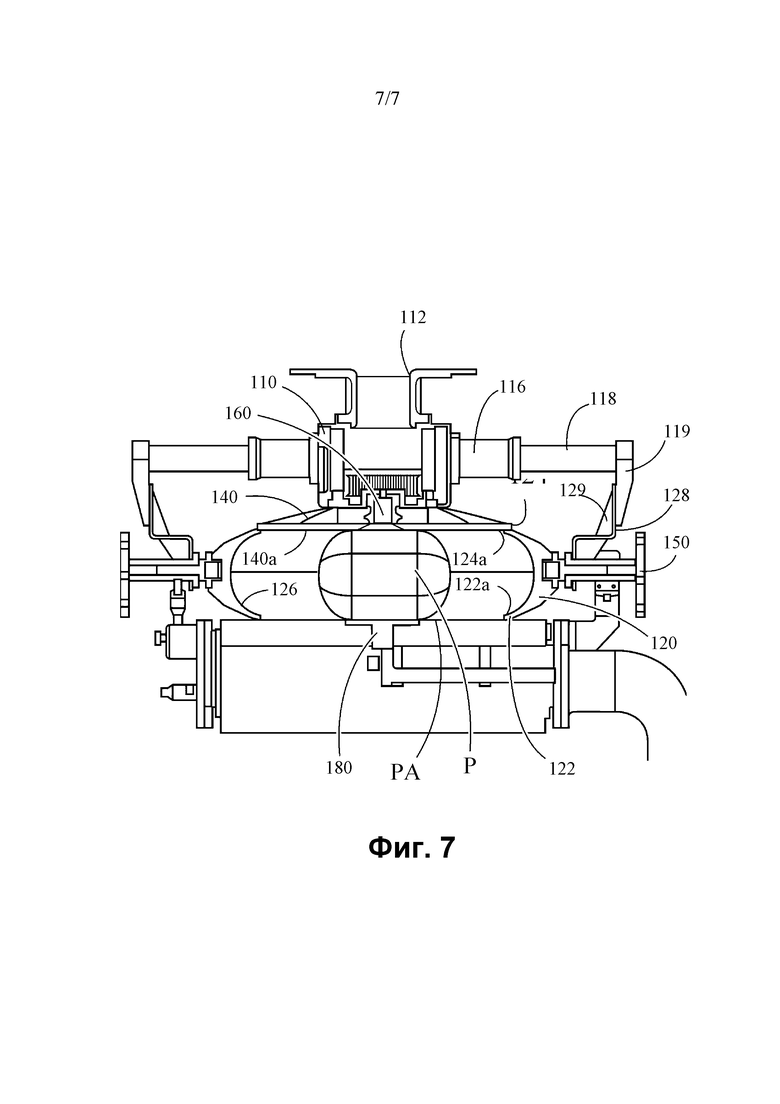
фиг. 7 демонстрирует вид спереди захватывающего устройства в открытом состоянии в соответствии со следующим вариантом осуществления предложенного на рассмотрение изобретения.
Фиг. 1 демонстрирует перспективное изображение грузоподъёмного механизма R, под которым понимается робот с сочленённой рукой или робот с шестью осями. Робот является манипулятором, который опять же является универсальной, программируемой машиной для манипуляций с изделиями, их монтажа или обработки и проч. Грузоподъёмным механизмом R может быть, однако, также любое другое устройство, которое в состоянии осуществлять захват, транспортировку и выдачу продукта. Возможен, к примеру, портальный робот, робот типа Scara, параллельный робот или кран.
Робот R располагается на одной или нескольких фундаментных плитах F, причём робот R и фундаментные плиты F, в предпочтительном варианте посредством крепёжных средств, к примеру, винтов, закреплены в основании. При этом фундаментные плиты F во время работы робота R отводят возникающие усилия в основание по всей поверхности. Под термином «основание» следует понимать при этом соответствующий фундамент, который воспринимает усилия робота R, в максимально возможной степени демпфирует их и отводит по всей поверхности в конечную зону.
На свободном конце не обозначенной более детально руки робота предусмотрен торцевой фланец E, который предназначен для размещения с возможностью разъёма захватывающего устройства 100 в соответствии с изобретением, которое описывается далее в связи с фиг. 2-7.
Управление роботом R и захватывающим устройством 100 реализуется в предпочтительном варианте посредством отдельного, не изображённого блока управления, соединённого с роботом R. К тому же, захватывающее устройство 100, так же, как и робот R, управляются непосредственно от находящегося в блоке управления устройства управления.
В предпочтительном варианте как захватывающее устройство 100, робот R, так и устройство управления питаются от, по меньшей мере, одного внешнего источника энергоснабжения.
Робот R с сочленённой рукой в состоянии осуществлять как линейные, так и вращательные движения и, таким образом, свободно перемещается в пространстве. К тому же, закреплённое на роботе R захватывающее устройство 100 может управляться отдельно от робота R, что делает возможным одновременное управление роботом R и захватывающим устройством 100. Это означает, что захватывающее устройство 100 во время перемещения робота R может открываться и закрываться и, соответственно, продукт может спрессовывается до заданной формы.
Фиг. 2-4 демонстрируют различные виды захватывающего устройства 100 в соответствии с изобретением. Захватывающее устройство 100 имеет, в основном, прямоугольную основную структуру 110, два захватывающих элемента 120, приводные средства 130 для линейного перемещения захватывающих элементов 120 и упорную пластину 140.
Фиг. 2 демонстрирует перспективное изображение захватывающего устройства 100. Захватывающее устройство 100 состоит при этом из, в основном, прямоугольной продолговатой основной структуры 110, которая изготовлена в предпочтительном варианте из нержавеющей стали или другого материала, пригодного для использования с продовольственными товарами, и в соответствии с возникающими нагрузками состоит из сплошного материала или же из изогнутого по форме прямоугольника материала или листа. Далее основная структура 110 может иметь покрытие, которое обеспечивает защиту материала и/или пригодность основной структуры 110 для работы с продовольственными товарами.
Имеющая форму прямоугольника основная структура 110 имеет обращённую к торцевому фланцу E робота R поверхность 110а, параллельно противоположную, обращённую от торцевого фланца E робота R поверхность 110b, две противолежащие друг другу боковые поверхности 110с, а также переднюю и заднюю поверхности 110d, причём обе боковые поверхности 110с, а также передняя и задняя поверхности 110d соединяют обе поверхности 110а, 110b друг с другом. При этом передняя поверхность 110d и, соответственно, противолежащая задняя поверхность 110d осуществлены в форме прямоугольника, причём их длина и ширина, по меньшей мере, почти геометрически идентичны. Напротив, обе боковые поверхности 110с, обращённая к торцевому фланцу Е поверхность 110а и обращённая от торцевого фланца Е поверхность 110b основной структуры 110 имеют длину, которая многократно больше, чем длина или ширина передней или задней поверхности 110d основной структуры 110. При этом длина расположенных перпендикулярно передней или задней поверхности 110d поверхностей 110а, 110b, 100с основной структуры 110 зависит, в основном, от длины принимаемого продукта Р.
Основная структура 110 на своей стороне, которая в смонтированном на роботе R состоянии обращена к роботу R, посредством закреплённого на основной структуре 110 присоединительного элемента 112 установлена на торцевом фланце Е робота R с возможностью разъёма. Присоединительный элемент 112 установлен при этом по середине на обращённой к торцевому фланцу Е робота R поверхности 110а основной структуры 110, причём присоединительный элемент 112 позволяет осуществлять установку на роботе R с возможностью разъёма. Присоединительный элемент 112 при этом жёстко соединён с основной структурой 110 и имеет на своём свободном конце, в основном, дискообразный, не обозначенный более детально, соединительный участок, который может быть разъёмным образом соединён с торцевым фланцем Е робота R, к примеру, посредством винтов.
В боковых поверхностях 110с основной структуры 110 утоплено или пробито, соответственно, четыре, в основном, круговых или круглых отверстия 114. Как представлено на виде в разрезе с фиг. 4, отверстия 114 расположены в продольном направлении по середине относительно боковых поверхностей 110с основной структуры 110.
К тому же, в предпочтительном варианте сбоку на соответствующих торцевых участках отверстий 114 с обеих сторон размещены цилиндрические удлиняющие штуцера 116 или направляющие втулки, которые расположены таким образом, что они ориентированы перпендикулярно боковым поверхностям 110с основной структуры 110 и сбоку увеличивают соответствующие аксиальные длины основной структуры 110. Цилиндрические удлиняющие штуцера 116 ориентированы таким образом, что располагаются параллельно передней и задней стороне 110d, а также обращённой к торцевому фланцу Е поверхности 110а и обращённой от торцевого фланца Е поверхности 110b.
Фиг. 3 демонстрирует вид сверху захватывающего устройства 100. При этом цилиндрические удлиняющие штуцера 116 расположены таким образом, что на торцевом участке боковых поверхностей 110с основной структуры 110 имеется, соответственно, четыре цилиндрических удлиняющих штуцера 116. При этом, соответственно, попеременно два цилиндрических удлиняющих штуцера 116 относятся к одному из захватывающих элементов 120, а последующие цилиндрические удлиняющие штуцера 116 к другому захватывающему элементу 120.
В частности, на основании фиг. 4 очевидно, что цилиндрические удлиняющие штуцера 116 встроены, в основном, параллельно обращённой к торцевому фланцу Е поверхности 110а и обращённой от торцевого фланца Е поверхности 110b основной структуры 110.
Соответственно, в два цилиндрических удлиняющих штуцера 116 помещены, соответственно, цилиндрический, попеременно смещаемый в аксиальном направлении поршень 118 или направляющая штанга 118, которые имеют в предпочтительном варианте аксиальную длину, которая больше, чем аксиальная длина между двумя противоположными цилиндрическими удлиняющими штуцерами 116. В предложенном на рассмотрение варианте осуществления, соответственно, две направляющие штанги 118 или четыре цилиндрических удлиняющих штуцера 116 назначены одному захватывающему элементу 120.
Направляющие штанги 118 служат при этом для реверсивной подачи и отведения захватывающих элементов 120 захватывающего устройства 100, как показано на фиг. 5 и 6 и будет пояснено далее более детально. При этом направляющие штанги 118 внутри цилиндрических удлиняющих штуцеров 116 посредством также поясняемого далее более детально приводного средства 130 приводятся в возвратно-поступательное движение.
Привод четырёх направляющих штанг 118 осуществляется при помощи серводвигателя через зубчатое зацепление, в предпочтительном варианте через зубчатую штангу или винтовой привод. При этом две ближе всего расположенные к передней стороне 110d основной структуры 110 направляющие штанги 118 приводятся в действие посредством приводного средства 130, а две ближе всего расположенные к задней стороне 110d основной структуры 110 направляющие штанги 118, которые через ременной привод соединены с приводным средством 130, также приводятся в действие за счёт того, что направляющие штанги 118 осуществляют синхронное движение.
Как очевидно на основании фиг. 5 и 6, цилиндрические удлиняющие штуцера 116 служат, с одной стороны, для проведения направляющих штанг 118, а, с другой стороны, позволяют обеспечить бóльшую ширину раствора захвата, чтобы, в зависимости от обстоятельств, захватывать продукты Р большего или меньшего размера. Одновременно могут сохраняться небольшие пространственные габариты основной структуры 110. Приведение максимальной ширины раствора захвата захватывающего устройства 100 в соответствие с шириной продукта Р приводит, с одной стороны, к максимально компактной конструкции захватывающего устройства 100, а с другой стороны, к укорочению длительности цикла, так как при закрывании или открывании захватывающего устройства 100 захватывающие элементы 120 должны пройти меньшее расстояние.
Если ширина раствора захвата захватывающего устройства 100 должна быть увеличена, то для этого необходимы направляющие штанги 118 большей длины. При открытом положении захватывающих элементов 120 захватывающего устройства 100, за счёт выдвинутых направляющих штанг 118, это приводит к увеличению усилия рычага в точке выхода направляющей штанги 118 (в данном случае: боковые поверхности 110с основной структуры 110). За счёт использования цилиндрических удлиняющих штуцеров 116, которые смещают точку приложения усилия рычага, они могут быть уменьшены или ослаблены.
К тому же, на свободных концах, соответственно, двух принадлежащих захватывающему элементу 120 направляющих штанг 118 при помощи, соответственно, двух соединительных элементов 119 помещён боковой лист 128, в основном, перпендикулярно направляющим штангам 118, причём соответствующий свободный конец бокового листа 128 обращён от торцевого фланца Е робота R.
Соединительные элементы 119 имеют на конце цилиндрическое углубление, которое, соответственно, может быть посажено, к примеру, напрессовано или навинчено, на направляющие штанги 118. Чтобы соединить направляющие штанги 118 с соединительным элементом 119 могут быть использованы, к тому же, различные средства, к примеру, склеивание, сварка или пайка.
Соединительный элемент 119 состоит, к примеру, из нержавеющей стали или из другого материала, пригодного для использования с продовольственными товарами. Далее соединительный элемент 119 может иметь покрытие, которое обеспечивает защиту материала и/или пригодность соединительного элемента 119 для работы с продовольственными товарами.
Соединительный элемент 119 служит для передачи линейного движения направляющих штанг 118 на помещённые на свободных концах соединительных элементов 119 боковые листы 128. При этом боковые листы 128 в предпочтительном варианте свариваются, склеиваются или свинчиваются с соединительными элементами 119.
Боковые листы 128 образованы посредством многократно окантованного уголка, причём первый участок 128а, который жёстко соединён с соединительным элементом 119, в основном, со ссылкой на фиг. 5, располагается вертикально, второй участок 128b, в основном, горизонтально, а третий участок 128с, в основном, вертикально, так что выявляется конструкция бокового листа 128 по типу лестничной ступени. Первый и третий участки 128а, 128с имеют бóльшую ширину, чем второй участок 128b. Первая линия окантовки располагается на примерно трети ширины бокового листа 128, а вторая линия окантовки примерно на две трети ширины бокового листа 128.
Чтобы иметь возможность обеспечить достаточную жёсткость боковых листов 128 под нагрузкой имеющие форму лестничной ступени боковые листы 128, в зависимости от требования и нагрузки, усилены поперечинами или поперечно установленными листами. Поперечины 129 или поперечно установленные листы расположены при этом таким образом, что усиливают, в основном, перпендикулярно изогнутые участки боковых листов 128.
Два боковых листа 128 расположены, в основном, напротив друг друга, причём между боковыми листами 128 частично находится основная структура 110. При этом на боковых листах 128, опять же на их свободных концах, в продольном направлении помещён, соответственно, захватывающий элемент 120, который закреплён в предпочтительно варианте посредством, по меньшей мере, одного осуществлённого с возможностью разъёма без использования инструмента крепёжного средства 150, к примеру, запирающего замка или управляемого вручную винтового замка. Естественно, для соединения бокового листа 128 с захватывающим элементом 120 могут использоваться также и не осуществлённые с возможностью разъёма без использования инструмента крепёжные средства, к примеру, свинчивание или сварка.
В предложенном на рассмотрение варианте осуществления в продольном направлении в ряд размещено несколько крепёжных средств 150 или винтовых замков, которые закрепляют захватывающие элементы 120 на концах боковых листов 128, обращённых от торцевого фланца Е робота R.
Разумеется, может быть предусмотрено также, соответственно, лишь одно крепёжное средство 150 на каждый захватывающий элемент 120.
Захватывающие поверхности 126 захватывающих элементов 120 имеют, в основном, расположенную в продольном направлении С-образную форму, причём захватывающие элементы 120 расположены таким образом, что их С-образные или вогнутые захватывающие поверхности 126 обращены друг к другу. Захватывающие поверхности 126 могут иметь гладкие, а также волнообразные или рифлёные структуры поверхности, или же структуры поверхности с продольными или поперечными шлицами.
Захватывающие элементы 120 состоят, к примеру, из нержавеющей стали, полимерного материала или другого материала, пригодного для использования с продовольственными товарами. Далее захватывающие элементы 120 могут иметь покрытие, которое обеспечивает защиту материала и/или пригодность захватывающих элементов 120 для работы с продовольственными товарами.
Аксиальная длина захватывающих элементов 120 ориентирована в предпочтительном варианте по длине захватываемого продукта Р. В предложенном на рассмотрение варианте осуществления длина захватывающих элементов 120 немного больше, чем длина захватываемого продукта Р, как показано, к примеру, на фиг. 2.
Для реверсивного линейного перемещения захватывающих элементов 120 в направлении противоположного захватывающего элемента 120 каждому захватывающему элементу 120 назначена, по меньшей мере, одна направляющая штанга 118, в предпочтительном варианте две направляющие штанги 118, которые выполнены с возможностью приведения в действие, к примеру, пневматическим, сервопневматическим или гидравлическим способом, или же при помощи электрического привода.
Как уже упоминалось, в принципе, может быть предусмотрена, соответственно, лишь одна направляющая штанга 118 и/или один привод 130 для перемещения захватывающих элементов 120. На основании длины захватывающих элементов 120 предпочтительными являются, соответственно, по меньшей мере, четыре цилиндрических удлиняющих штуцера 116 и две направляющие штанги 118 на каждый захватывающий элемент 120, так как они могут служить в качестве направляющей и, таким образом, предотвращается нежелательный поворот захватывающих элементов 120.
При помощи приводных средств 130, которые приводят в действие направляющие штанги 118 в цилиндрических удлиняющих штуцерах 116, захватывающие элементы 120 могут быть реверсивно и линейно перемещены из первого открытого положения, в котором захватывающие элементы 120 могут быть позиционированы на противоположных сторонах принимаемого продукта Р и, тем самым, в предпочтительном варианте иметь максимальный зазор относительно друг друга (фиг. 5), во второе закрытое положение, в котором захватывающие элементы 120 захватывают или забирают принимаемый продукт Р (фиг. 6). Фиг. 5 и 6 демонстрируют при этом захватывающее устройство 100 в открытом или в закрытом положении. Открытое или закрытое положение могут попеременно регулироваться при помощи приводного средства 120 или серводвигателя 130. В принципе возможно, чтобы вместо или в дополнение к серводвигателю использовался шаговый двигатель, асинхронный электродвигатель или двигатель постоянного тока.
Осуществлённый, к примеру, в виде серводвигателя 130 двигатель может быть соединён с захватывающими элементами 120 для того, чтобы осуществлять управление их движением, регулировать оказываемое на захватываемый продукт усилие прижима и/или перемещать захваченный захватывающими элементами 120 и, в случае необходимости, спрессованный продукт на заданную станцию дальнейшей обработки, к примеру, установку для порционной фасовки мяса. Серводвигатель 130 может быть настроен так, чтобы обеспечивать усилие прижима, по меньшей мере, 100 Н, по меньшей мере, 500 Н, по меньшей мере, 1000 Н, по меньшей мере, 1500 Н, по меньшей мере, 2000 Н, по меньшей мере, 2500 Н или, по меньшей мере, 3000 Н.
Посредством серводвигателя 130 возможно гибко реагировать на различные габариты продукта, так что при помощи захватывающего устройства в соответствии с изобретением может захватываться и обслуживаться продукция различных габаритов и/или консистенции. Прежде всего, в плане обслуживания сырых продуктов, которые должны захватываться и обрабатываться далее в замороженном или, по меньшей мере, подмороженном состоянии, использование серводвигателя 130 выявило себя в качестве предпочтительного. Во-первых, обслуживаемые продукты имеют большой вес, а во-вторых, для формовочного прессования замороженных или подмороженных продуктов необходимо значительное усилие, которое может быть простым способом обеспечено или отрегулировано посредством двигателя. Естественно, дальнейшей обработке могут подвергаться и сырые продукты в незамороженном или в неподмороженном состоянии.
При этом перемещаемые в цилиндрических удлиняющих штуцерах 116 направляющие штанги 118 передают своё линейное движение на соединительные элементы 119, на боковые листы 128 и, тем самым, также на размещённые на них захватывающие элементы 120. В предпочтительном варианте захватывающие элементы 120 работают с параллельным захватом, то есть захватывающие элементы 120 перемещаются при закрывании и открывании синхронно друг другу, навстречу друг другу или в направлении друг от друга. Разумеется, захватывающие элементы 120 могут приводиться в действие и последовательно или лишь один захватывающий элемент 120 реверсивно перемещается к другому, в данном случае предпочтительно стационарному захватывающему элементу 120.
Захватывающие элементы 120 имеют, соответственно, поверхность 122 нижней стороны и поверхность 124 верхней стороны, причём поверхности 124 верхней стороны захватывающих элементов 120 обращены в направлении основной структуры 110 захватывающего устройства 100, а поверхности 122 нижней стороны захватывающих элементов 120 обращены от основной структуры 110 захватывающего устройства 100.
Захватывающие элементы 120 могут иметь, к примеру, чашевидную форму и/или могут быть вогнуты. Далее поверхность 124 верхней стороны и поверхность 122 нижней стороны захватывающих элементов 120 могут быть изготовлены из одного элемента. Захватывающие элементы 120 подхватывают, в соответствии с обозначенным на фигурах в качестве примера вариантом осуществления, принимаемый продукт лишь частично, так что всегда имеет место контакт между продуктом и подложкой РА для продукта. В следующем представленном в качестве примера варианте осуществления захватывающие элементы 120 имеют в поперечном сечении L-образную структуру. При этом поверхности 124 верхней стороны могут располагаться прямолинейно. Также и поверхности 122 нижней стороны частично могут быть осуществлен прямолинейными, причём примыкающая к соответствующей поверхности 124 верхней стороны боковая поверхность располагается параллельно поверхностям верхней стороны и/или располагающаяся на подложке РА для продукта боковая сторона днища ориентирована, в основном, перпендикулярно относительно другой боковой стороны. При этом размеры боковой стороны днища могут быть больше, чем размеры другой боковой стороны и, в случае необходимости, дополнительно поверхности 124 верхней стороны.
Упорная пластина 140 осуществлена, по меньшей мере, на обращённой к захватывающим элементам 120 стороне, в частности, нижней стороне, в основном, плоско и/или поверхностно (см. фиг. 5 и фиг. 6). Упорная пластина 140 может служить для того, чтобы принимаемый захватывающими элемента 120 продукт во время захвата продукта захватывающими элементами 120 не мог отклоняться сбоку вверх. Как следует на основании совместного обзора фиг. 5 и фиг. 6, упорная пластина 140 рассчитана на то, чтобы как в открытом положении захватывающих элементов 120 (фиг. 5), так и в закрытом положении (фиг. 6) прилегать к поверхностям 124 верхней стороны захватывающих элементов. Упорная пластина 140 имеет такие габариты, и/или размеры упорной пластины 140 таким образом согласованы относительно максимального горизонтального зазора захватывающих элементов 120 относительно друг друга и/или с амплитудой перемещения захватывающих элементов 120, что упорная пластина 140 в первом положении и во втором положении прилегает к поверхности 124 верхней стороны захватывающих элементов 120.
По меньшей мере, одно приводное средство 130 помещено на обращённой к торцевому фланцу Е стороне основной структуры 110 по середине между двумя расположенными рядом друг с другом направляющими штангами 118, которые располагаются, соответственно, между присоединительным элементом 112, как представлено на фиг. 3. Посредством отверстия в обращённой к торцевому фланцу Е стороне основной структуры 110 приводное средством 130 проводится к приводимым в действие направляющим штангам 118.
При этом направляющие штанги 118 в предпочтительном варианте приводятся в действие посредством серводвигателя и зубчатых штанг. Также направляющая штанга 118 может быть осуществлена в виде зубчатой штанги. Далее направляющие штанги 118 могут дополнительно приводиться в действие также, к примеру, при помощи шпинделя с винтовой резьбой, шарового планетарного шпинделя или метрического шпинделя с винтовой резьбой, вместо зубчатой штанги. К тому же, вместо зубчатой штанги может использоваться также так называемый кривошипно-шатунный механизм для приведения в действие захватывающих элементов 120.
В предложенном на рассмотрение варианте осуществления достаточно привода 130 для перемещения захватывающих элементов 120, причём две направляющие штанги 118 приводятся в действие посредством привода 130, а две другие направляющие штанги 118 через зубчатый ременной привод соединены с приведёнными в действие направляющими штангами 118 и, таким образом, также приводятся в действие. В некоторых вариантах осуществления может быть предусмотрено, однако, два приводных средства 130, причём, соответственно, одно приводное средство 130 приводит в действие две направляющие штанги 118. Как можно видеть на основании фиг. 3, для второго приводного средства 130 уже предусмотрено соответствующее отверстие в обращённой к торцевому фланцу Е робота R поверхности 110а основной структуры 110.
К тому же, в следующем варианте осуществления может быть предусмотрен присоединительный элемент (не изображён), который соединяет, соответственно, две относящиеся в захватывающему элементу 120 направляющие штанги 118. Благодаря этому, может быть реализовано управление двумя сопряжёнными направляющими штангами 118 посредством приводного средства 130.
На обращённой от торцевого фланца Е стороне 110b основной структуры 110 размещена, в основном, прямоугольная упорная пластина 140. При этом упорная пластина 140 имеет ширину, которая соответствует, по меньшей мере, максимальной ширине раскрытия захватывающих элементов 120, и длина, которая соответствует в предпочтительном варианте аксиальной длине захватывающих элементов 120. Упорная пластина 140 расположена при этом таким образом, что она, по меньшей мере, почти по всей поверхности располагается на поверхностях 124 верхней стороны захватывающих элементов 120.
При этом захватывающие элементы 120, как и упорная пластина 140 изготовлены из пригодного для продовольственных товаров полиоксиметилена, нержавеющей стали или полимерного материала, причём возможны и другие пригодные для работы с продовольственными товарами материалы, которые, к тому же, выдерживают нагрузки во время процесса захвата. Захватывающие элементы 120 и упорная пластин 140 могут иметь далее покрытие, которое обеспечивает защиту материала и/или пригодность основной структуры 110 для работы с продовольственными товарами.
При этом кромки 122а, 124а и/или поверхности 122, 124 верхней и нижней сторон захватывающих элементов 120 в предпочтительном варианте закруглены, для уменьшения трения между подложкой РА для продукта и упорной плитой 140. Дополнительно захватывающие элементы 120 либо полностью, либо частично на своих кромках 122а, 124а на поверхностях 122, 124 верхней и нижней сторон могут быть снабжены покрытием, причём покрытие работает на уменьшение трения.
В предпочтительном варианте боковые листы 128, на которых размещены захватывающие элементы 120, изогнуты таким образом, что они во время захвата, с одной стороны, не сталкиваются с упорной пластиной 140, а, с другой стороны, делают возможным надёжный захват продукта Р.
Как уже было пояснено, боковые листы 128 имеют конструкцию лестничной ступени, причём боковые листы 128 могут быть изготовлены экономично и просто, к примеру, посредством гибочной машины.
К тому же, приводное средство 130 направляющих штанг 118 в состоянии спрессовывать принимаемый посредством захватывающих элементов 120 продукт Р. При этом прессование осуществляется, в основном, сбоку, причём продукт Р спрессовывается до заданной формы. К тому же, термин «прессование» следует понимать таким образом, что сжатие продукта Р осуществляется посредством удерживающего усилия. При этом продукт Р сжимается до заданной формы, так что он затем может быть помещён, к примеру, в расположенную, в основном, горизонтально нишу или же в формовочную или накопительную трубу.
Продукт Р может быть, таким образом, во-первых, во время подачи продукта Р спрессован посредством грузоподъёмного механизма R. При этом упорная пластина 140 служит для того, чтобы спрессовываемый продукт Р во время процесса прессования не мог отклониться сбоку вверх.
Во-вторых, спрессовываемый продукт Р может быть спрессован на подложке РА для продукта. При этом подложкой РА для продукта является, к примеру, подающее устройства, такое как лента транспортёра, или другое транспортировочное устройство. Преимуществом этого является тот факт, что подложка РА для продукта обеспечивает, к тому же, невозможность отклонения спрессовываемого продукта Р сбоку вниз. Процесс прессования может осуществляться непосредственно при захвате продукта Р, а также во время перемещения грузоподъёмного механизма R.
В следующем варианте осуществления захватывающие элементы 120 выполнены с возможностью линейного и/или вращательного перемещения. Возможными местами поворота для вращательного движения захватывающего элемента 120 являются, к примеру, соединительные элементы 119, которые расположены между направляющими штангами 118 и боковыми листами 128, за счёт чего возможно линейное или вращательное движение захватывающих элементов 120. Выполненное с возможностью осуществления чисто вращательного движения захватывающее устройство 100 может быть реализовано, к примеру, посредством клешневидной конструкции захватывающих элементов 120.
Фиг. 7 демонстрирует следующий вариант осуществления захватывающего устройства 100 предложенного на рассмотрение изобретения, при этом на обращённой от торцевого фланца Е робота R стороне 140а упорной пластины 140 расположен, по меньшей мере, один всасывающий элемент 160. В предпочтительном варианте, по меньшей мере, один всасывающий элемент 160 расположен по центру или сбоку на упорной пластине 140 или встроен в неё. В зависимости от длины продукта Р, может понадобиться несколько всасывающих элементов 160, которые расположены в аксиальном направлении друг за другом, по центру в продольном направлении, на упорной пластине 140.
Всасывающие элементы 160 осуществлены при этом таким образом, что они в состоянии приподнимать принимаемый продукт Р, по меньшей мере, частично с подложки РА для продукта, к примеру, с ленты транспортёра. При этом всасывающие элементы 160 в предпочтительном варианте таким образом встроены в упорную пластину 140, что они во время процесса всасывания образуют, по меньшей мере, примерно ровную поверхность с обращённой от торцевого фланца Е робота R стороной 140а упорной пластины 140.
Фиг. 7 демонстрирует, к тому же, продолговатый съёмник 180, который расположен внутри подложки РА для продукта. При этом в дальнейшем съёмник 180 может пониматься в качестве системы, причём съёмник 180 может использоваться или регулироваться все зависимости от наличия всасывающего элемента 160 и робота R.
Съёмник 180 имеет при этом в продольном направлении предпочтительно Т-образную конструкцию, причём съёмник 180 имеет в предпочтительном варианте примерно длину принимаемого продукта Р.
При этом продолговатый съёмник 180 таким образом расположен под подложкой РА для продукта, которая в предпочтительном варианте является лентой транспортёра, что находится, по меньшей мере, частично, в основном, полностью ниже продукта Р.
Съёмник 180 в состоянии приподнимать продукт Р и подложку РА для продукта, это служит для того, чтобы захватывающие элементы 120 могли быть легче подведены под продукт Р и, таким образом, снизу захватить его. Кроме того, подложка Р для продукта при захвате не повреждается, так как захватывающие элементы 120 не лежат на подложке РА для продукта. При этом съёмник 180 может управляться, к примеру, пневматически, электрически или гидравлически.
Далее съёмник 180 может управляться вне зависимости от робота R и/или может быть запущён посредством механизма отпуска, к примеру, фотоэлектрического датчика. При этом механизм отпуска позиционирован таким образом, что продукт Р запускает его в том месте, в котором продукт Р должен быть захвачен, или сразу после этого.
В дополнение на упорной пластине 140 может быть размещено, по меньшей мере, одно регистрирующее средство 170, которое определяет прилегает ли продукт Р к упорной пластине 140 и/или захватил ли всасывающий элемент 160 продукт Р, или же приподнял ли съёмник 180 продукт Р. При этом регистрирующим средством 170 может быть, к примеру, реле давления или датчик (не изображён), который, по меньшей мере, частично встроен в упорную пластину 140.
Далее описывается способ управления грузоподъёмным механизмом R с захватывающим устройством 100. Сначала принимаемый продует Р регистрируется на подложке РА для продукта, это происходит, к примеру, посредством регистрирующего средства или, к примеру, посредством фотоэлектрического датчика. Регистрирующие средства передают сигнал на робот R, который затем с открытыми захватывающими элементами 120 захватывающего устройства 100 позиционируется в первое положение, в котором захватывающие элементы 120 позиционированы на противоположных сторонах принимаемого продукта Р. Когда первое положение достигнуто, робот R захватывает принимаемый продукт Р посредством захватывающего устройства за счёт того, что, по меньшей мере, один из захватывающих элементов 120 реверсивно перемещается в направлении продукта Р, пока не будет достигнуто второе положение, в котором продукт Р был захвачен захватывающим устройством 100. Затем продукт Р сжимается или уплотняется до заданной формы или при помощи заданного усилия уплотняется, это происходит при помощи захватывающих элементов 120 и упорной пластины 140, а также, в случае необходимости, подложки РА для продукта. Вслед за этим, робот R с захватывающим устройством 100 и принятым продуктов Р перемещается в заданное положение, в котором продукт Р выгружается.
Во-первых, продукт Р уже на подложке РА для продукта посредством захватывающих элементов 120, упорной пластины 140 и подложки РА для продукта может быть спрессован до заданной формы. Во-вторых, продукт Р во время перемещения посредством захватывающих элементов 120 и упорной пластины 140 может быть спрессован до заданной формы, вследствие чего, дополнительно за счёт одновременного перемещения и сжатия, продолжительность цикла могут быть сокращена.
Перечень ссылочных позиций
Изобретение относится к захватывающему устройству (100) для приёма, транспортировки и выдачи продукта, и это захватывающее устройство (100) содержит: основную структуру, которая выполнена с возможностью размещения на грузоподъёмном механизме (R) предпочтительно с возможностью разъёма без повреждения посредством присоединительного элемента, по меньшей мере, два захватывающих элемента, которые имеют, соответственно, по меньшей мере, одну поверхность нижней стороны и, по меньшей мере, одну поверхность верхней стороны, причём поверхности верхней стороны захватывающих элементов в направлении присоединительного элемента и поверхности нижней стороны захватывающих элементов обращены от присоединительного элемента, по меньшей мере, одно приводное средство, чтобы реверсивно перемещать захватывающие элементы между первым положением, в котором захватывающие элементы выполнены с возможностью позиционирования на противоположных сторонах принимаемого продукта, и вторым положением, в котором захватывающие элементы захватывают принимаемый продукт, и упорную пластину, которая, по меньшей мере, почти лежит на поверхностях верхней стороны захватывающих элементов. Технический результат заключается в том, чтобы создать захватывающее устройство, выполненное с возможностью уплотнить продукт, в предпочтительном варианте уплотнить его сбоку и сократить время цикла приёма, транспортировки и выдачи продукта. 2 н. и 10 з.п. ф-лы, 7 ил.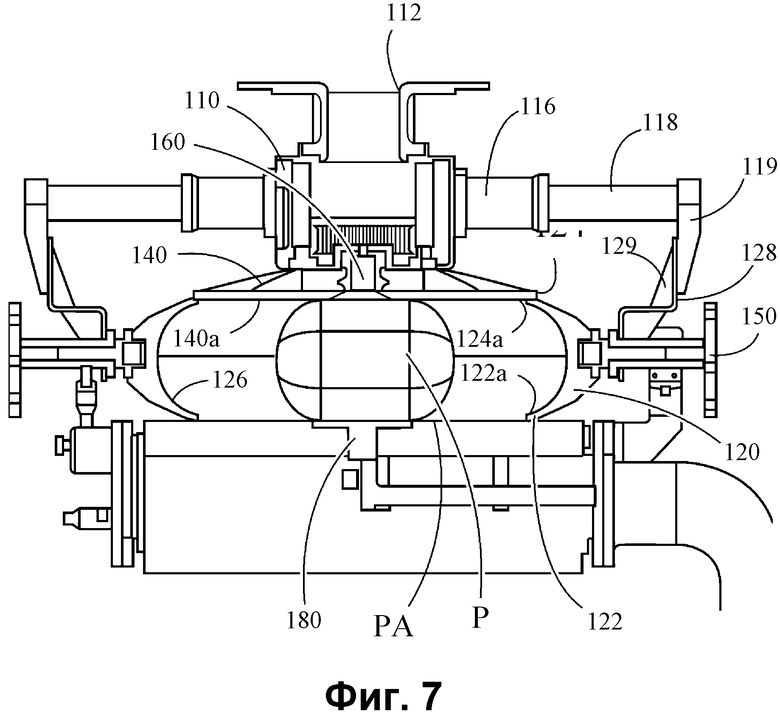
1. Захватывающее устройство (100) для приёма, транспортировки и выдачи продукта (Р), содержащее:
- основную структуру (110), которая выполнена с возможностью размещения на грузоподъёмном механизме (R) предпочтительно с возможностью разъёма без повреждения посредством присоединительного элемента (112),
- по меньшей мере, два захватывающих элемента (120), которые имеют, соответственно, по меньшей мере, одну поверхность (122) нижней стороны и, по меньшей мере, одну поверхность (124) верхней стороны,
- причём поверхности (124) верхней стороны захватывающих элементов (120) в направлении присоединительного элемента (112) и поверхности (122) нижней стороны захватывающих элементов (120) обращены от присоединительного элемента (112),
- по меньшей мере, одно приводное средство (130), предназначенное для реверсивного перемещения захватывающих элементов (120) между первым положением, в котором захватывающие элементы (120) выполнены с возможностью позиционирования на противоположных сторонах принимаемого продукта (Р), и вторым положением, в котором захватывающие элементы (120) захватывают принимаемый продукт (Р), и
- упорную пластину (140), которая, по меньшей мере, лежит на поверхностях (124) верхней стороны захватывающих элементов (120).
2. Захватывающее устройство (100) по п. 1, причём захватывающие элементы (120) захватывающего устройства (100) имеют вогнутые вовнутрь захватывающие поверхности (126), которые в состоянии, по меньшей мере, частично захватывать снизу принимаемый продукт (Р).
3. Захватывающее устройство (100) по п. 1 или 2, причём, по меньшей мере, один из захватывающих элементов (120) выполнен с возможностью линейного и/или вращательного движения относительно основной структуры (110).
4. Захватывающее устройство (100) по любому из пп. 1-3, причём захватывающие элементы (120) посредством выполненного с возможностью разъёма без использования инструмента крепёжного средства (150) размещены на захватывающем устройстве (100).
5. Захватывающее устройство (100) по любому из пп. 1-4, причём на упорной пластине (140) расположен, по меньшей мере, один всасывающий элемент (160), который во время процесса всасывания, по меньшей мере, частично приподнимает принимаемый продукт (Р).
6. Захватывающее устройство (100) по п. 5, причём всасывающий элемент (160) таким образом вставлен в упорную пластину (140), что во время процесса всасывания образует, по меньшей мере, почти ровную поверхность с упорной пластиной (140).
7. Захватывающее устройство (100) по любому из пп. 1-6, причём каждый из захватывающих элементов (120) проводится посредством, по меньшей мере, двух направляющих штанг (118).
8. Захватывающее устройство по любому из пп. 1-7, причём захватывающие элементы (120) захватывающего устройства (100) в состоянии спрессовывать продукт (Р) до заданной формы.
9. Захватывающее устройство (100) по любому из пп. 1-8, причём на упорной пластине (140) размещено регистрирующее средство (170), которое в состоянии определять продукт (Р).
10. Способ управления грузоподъёмным механизмом (R) с захватывающим устройством (100) по любому из пп. 1-9, при котором выполняют следующие этапы:
- регистрацию принимаемого продукта (Р) на подложке (РА) для продукта,
- позиционирование захватывающих элементов (120) захватывающего устройства (100) в первое положение, в котором захватывающие элементы (120) позиционированы на противоположных сторонах принимаемого продукта (Р),
- захват принимаемого продукта (Р) за счёт того, что, по меньшей мере, один из захватывающих элементов (120) реверсивно перемещается в направлении продукта (Р), до достижения второго положения,
- уплотнение продукта (Р), причём продукт (Р) посредством захватывающих элементов (120) и упорной пластины (140), а также, в случае необходимости, подложки (РА) для продукта, спрессовывается до заданной формы, и
- перемещение захватывающего устройства (100) с продуктом (Р) в заданное положение.
11. Способ по п. 10, причём продукт (Р) на подложке (РА) для продукта посредством захватывающих элементов (120), упорной пластины (140) и подложки (РА) для продукта спрессовывают до заданной формы.
12. Способ по п. 10, причём продукт (Р) во время перемещения посредством захватывающих элементов (120) и упорной пластины (140) спрессовывают до заданной формы.
| CN 107696047 A, 16.02.2018 | |||
| WO 2018122323 A1, 05.07.2018 | |||
| WO 2011152520 A8, 08.12.2011 | |||
| JP 5293784 A, 09.11.1993 | |||
| Манипулятор | 1988 |
|
SU1546249A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ И ИЗВЛЕЧЕНИЯ ПРЕДМЕТОВ ИЗ ТРАНСПОРТИРУЮЩЕГО УСТРОЙСТВА | 2006 |
|
RU2407633C2 |

