Настоящее изобретение относится к системе приема, транспортировки и выдачи продукта, а также способу управления такой системой. Система содержит транспортировочное устройство и захватное приспособление, в частности, размещенное на манипуляторе захватное приспособление, для обработки продуктов питания.
В рамках настоящего изобретения система служит, с одной стороны, для приема, транспортировки и выдачи продукта и, с другой стороны, для сжатия продукта к заранее определенной форме. При этом продукт принимают предпочтительно из опорной поверхности продукта или устройства для транспортировки продукта и захватывают захватным устройством. После этого продукт с помощью манипулятора, на котором размещено захватное устройство, транспортируют в заданную позицию и там выгружают. Кроме того, производят целенаправленное сжатие продукта по периметру захватным устройством, предпочтительно сверху или сбоку.
Для того, чтобы, например, с помощью порционирующей машины нарезать продукт, например, мясной штранг, на куски приблизительно одинаковой толщины и веса, сначала для облегчения процесса нарезания в порционирующей машине необходимо сжать мясной штранг до заданной формы. В соответствии с документом DE 10 2010 035 657 А1 для этого мясной штранг загружают в формовочную трубу, а также прессуют с помощью расположенного в конце формовочной трубы поворотного промежуточного листа и подвижного пуансона. При этом форму мясного штранга определяет формовочная труба.
Поскольку, в частности, длинные мясные штранги могут иметь существенный вес, прием и загрузка этих мясных штрангов оператором весьма утомительны и затруднительны.
Задача настоящего изобретения заключается в создании системы для приема, транспортировки и выдачи продукта, а также способа управления такой системой, который позволяет снизить нагрузку на обслуживающий персонал, сжимать продукт, предпочтительно сжимать сбоку, и уменьшить длительности тактов.
Задачу решена посредством создания системы для приема, транспортировки и выдачи продукта, а также способа управления такой системой в соответствии с настоящим изобретением, которые охарактеризованы признаками независимых пунктов 1 и 15 формулы изобретения. Другие усовершенствованные варианты раскрыты в зависимых пунктах формулы изобретения.
Соответствующая система для приема, транспортировки и выдачи продукта в машину для обработки, содержащую предпочтительно, по меньшей мере, одну вертикальную трубу магазина, содержит: манипулятор, расположенное на манипуляторе с возможностью отсоединения захватное устройство, транспортировочное устройство и блок управления, причем транспортировочное устройство содержит транспортировочный участок, на котором принимаемый захватным устройством продукт можно позиционировать в позиции приема для приема продукта захватным устройством, а блок управления соединен, по меньшей мере, с манипулятором, захватным устройством и транспортировочным устройством, причем блок управления выполнен для регистрации достижения принимаемым продуктом позиции приема.
Эта система способна захватывать продукт, например, продукт питания в форме мясного штранга или выполненный с подобной консистенцией продукт, например, рыбу или хлеб, и транспортировать его, например, к обрабатывающей секции и предпочтительно одновременно осуществлять подготовку к следующему этапу обработки. При этом с помощью одного единственного манипулятора можно загружать несколько обрабатывающих секций, в результате чего возможна экономия денег и времени. К тому же за счет большей загрузки манипулятора повышают эффективность.
В некоторых формах исполнения система содержит первое регистрирующее устройство, которое расположено выше транспортировочного устройства, причем первое регистрирующее устройство выполнено для регистрации достижения принимаемым продуктом позиции приема на транспортировочном устройстве. С помощью первого регистрирующего устройства, например, фотоэлектрического датчика, емкостного датчика, механического датчика или датчика изображения, можно осуществлять регистрацию продукта, находящегося в позиции приема, в которой принимаемый продукт захватывают захватным устройством.
В некоторых формах исполнения система содержит второе регистрирующее устройство, причем захватное устройство можно позиционировать над, по меньшей мере, одной трубой магазина в позиции выдачи для выдачи принятого захватным устройством продукта в трубу магазина, и второе регистрирующее устройство выполнено для регистрации продукта, позиционированного захватным устройством выше трубы магазина. Второе регистрирующее устройство может представлять собой, например, фотоэлектрический датчик, емкостной датчик, механический датчик или датчик изображения.
В некоторых формах исполнения система содержит третье регистрирующее устройство, которое расположено выше, по меньшей мере, одной трубы магазина обрабатывающей секции, причем третье регистрирующее устройство предназначено для регистрации продукта, падающего в трубу магазина. Третье регистрирующее устройство может представлять собой, например, фотоэлектрический датчик, емкостной датчик, механический датчик или датчик изображения.
В некоторых формах исполнения захватное устройство содержит структуру основания, которая может быть размещена на манипуляторе с помощью соединительного элемента, предпочтительно с возможностью неразрушающего отсоединения, по меньшей мере, два захватных элемента, которые содержат соответственно, по меньшей мере, одну поверхность нижней стороны и, по меньшей мере, одну поверхность верхней стороны, причем поверхности верхней стороны захватных элементов указывают в направлении соединительного элемента, а поверхности нижней стороны захватных элементов указывают в направлении от соединительного элемента; по меньшей мере, одно приводное устройство для реверсивного перемещения захватных элементов между первой позицией, в которой захватные элементы можно позиционировать на противоположных сторонах принимаемого продукта, и второй позицией, в которой захватные элементы захватывают принимаемый продукт, и упорную плиту, которая, по меньшей мере, приблизительно прилегает к поверхностям верхней стороны захватных элементов.
В некоторых формах исполнения захватные элементы захватного устройства имеют вогнутые захватные поверхности, которые позволяют, по меньшей мере, частично захватывать принимаемый продукт. За счет этой формы захватных элементов предотвращают сползание продукта вниз. К тому же с помощью захватных поверхностей влияют на форму продукта.
Упорная плита может быть выполнена, по меньшей мере, на обращенной к захватным элементам стороне, в частности, нижней стороне, главным образом плоской и/или ровной. Упорная плита должна предотвращать отклонение захватываемого захватными элементами продукта в сторону и вверх во время его захватывания захватными элементами. Упорная плита может прилегать к поверхностям верхней стороны захватных элементов как в первой позиции, так и во второй позиции. При этом упорная плита может иметь такие размеры и/или размеры упорной плиты согласованы с расстоянием между захватными элементами и/или амплитудой движений захватных элементов таким образом, что в первой позиции и во второй позиции упорная плита лежит на поверхностях верхней стороны захватных элементов.
Захватные элементы могут иметь, например, форму чаши и/или быть вогнуто искривленными. Кроме того, поверхность верхней стороны и поверхность нижней стороны захватных элементов могут быть изготовлены из одного куска. Захватные элементы могут быть изготовлены таким образом и/или иметь такие размеры, что они охватывают принятый продукт лишь частично, так что существует контакт между продуктом и опорной поверхностью продукта. Например, захватные элементы захватывают в сумме менее 90%, менее 80%, менее 70%, менее 60% или менее 50% продукта.
В примерном исполнении с захватными элементами может быть соединен электродвигатель, например, серводвигатель, шаговый электродвигатель, асинхронный электродвигатель и/или электродвигатель постоянно тока, чтобы управлять их движением, регулировать передаваемое на прессуемый продукт усилие прессования и/или передавать принятый захватными элементами и при обстоятельствах спрессованный продукт к желаемой секции последующей обработки, например, машине для порционирования мяса. Электродвигатель может быть выполнен для выработки усилия прессования, по меньшей мере, 100 Н, по меньшей мере, 500 Н, по меньшей мере 1000 Н, по меньшей мере 1500 Н, по меньшей мере 2000 Н, по меньшей мере, 2500 Н или, по меньшей мере, 3000 Н.
С помощью электродвигателя можно гибко реагировать на различные размеры продукта, так что с помощью соответствующего изобретению захватного устройства можно захватывать продукты с различными размерами и/или консистенцией и манипулировать ими. Выгода от использования электродвигателя проявляется, прежде всего, при манипуляциях полуфабрикатами, которые должны быть захвачены в замороженном или, по меньшей мере, подмороженном состоянии и подвергнуты последующей обработки. С одной стороны, манипулируемые продукты имеют большой вес, с другой стороны, для формообразующего прессования замороженного (подмороженного) продукта необходимо существенное усилие, которое можно без труда выработать или отрегулировать с помощью электродвигателя. Принципиально возможна также последующая обработка полуфабрикатов в не замороженном (не подмороженном) состоянии.
В соответствии со следующим примерным исполнением захватывание и последующее прессование продукта осуществляют следующим образом: поступательное вертикальное движение упорных плит вниз к принимаемому и подлежащему прессованию продукту; поступательное горизонтальное движение захватных элементов друг к другу для создания области приема между латеральными захватными элементами, расположенной вертикально вверху упорной плитой и при необходимости расположенной вертикально внизу опорой продукта, например, подающим транспортером, который может быть реализован, например, в форме конвейерной ленты/транспортировочной ленты; прикладывать желаемое давление/желаемое усилие прессования к принятому продукту можно с помощью захватных элементов, причем прикладывать удерживающее усилие и/или управлять им можно с помощью электродвигателя, например, серводвигателя, шагового электродвигателя, асинхронного электродвигателя и/или электродвигателя постоянного тока. При этом упорная плита может оставаться неподвижной и служить для предотвращения смещения продукта вверх.
Упорная плита в каждой эксплуатационной позиции захватных элементов лежит на поверхностях верхней стороны захватных элементов. Другими словами, горизонтальная поступательная амплитуда перемещения захватных элементов настроена таким образом, что упорная плита постоянно прилегает к поверхностям верхней стороны захватных элементов.
В некоторых формах исполнения, по меньшей мере, один из захватных элементов может выполнять поступательное и/или вращательное движение относительно структуры основания. За счет поступательно и/или вращательно перемещаемых захватных элементов возможен прием продуктов также в труднодоступных местах, поскольку может быть уменьшена ширина захватного устройства. Это можно реализовать, например, при помощи укрепленных с возможностью поворота захватных элементов, которые можно клешневидно открывать и закрывать, в результате чего для захватывания продукта требуется малая захватная ширина раскрывания.
В некоторых формах исполнения захватные элементы укреплены на захватном устройстве с помощью крепежных средств, которые могут быть отсоединены без использования инструмента. Это позволяет обеспечить быструю замену захватных элементов, за счет чего возможно согласование со стороны захватных элементов в зависимости от вида продукта и его формы.
В некоторых формах исполнения на упорной плите расположен, по меньшей мере, один всасывающий элемент, который во время процесса всасывания, по меньшей мере, частично поднимает принимаемый продукт. При этом всасывающий элемент служит для присасывания продукта с опорной поверхности продукта, при которой речь может идти, например, о транспортировочной ленте, с помощью которой продукт транспортируют к захватному устройству. За счет этого нет необходимости в установке захватных элементов на опорную поверхность продукта для целенаправленного захватывания продукта.
В некоторых формах исполнения всасывающий элемент выполнен или встроен в упорную плиту таким образом, что во время процесса всасывания он образует с упорной плитой, по меньшей мере, приблизительно прямую поверхность. За счет этого специфического расположения всасывающего элемента предотвращают нежелательную деформацию продукта всасывающим элементом.
В некоторых формах исполнения каждый захватный элемент направляют с помощью, по меньшей мере, двух направляющих штанг. За счет этого повышают стабильность захватных элементов и препятствуют вращательному движению вокруг одной из направляющих штанг или уменьшают силы для того, чтобы предотвратить такое вращение.
В некоторых форма исполнения захватные элемент захватного устройства способны прессовать продукт к заранее определенной форме. Прессование продукта часто необходимо для его загрузки, например, в так называемую формовочную трубу или трубу магазина. Поскольку транспортировку и прессование осуществляют в ходе одного этапа обработки, можно сэкономить время и дополнительные конструктивные элементы секции для последующей обработки.
В некоторых формах исполнения на упорной плите расположено регистрирующее устройство, которое может регистрировать продукт. Обнаружение продукта служит для регистрации продукта между захватными элементами, что позволяет осуществлять целенаправленное и синхронное захватывание.
В некоторых формах исполнения транспортировочное устройство содержит транспортер с бесконечной лентой, который содержит, по меньшей мере, два направляющих ролика и бесконечную транспортировочную ленту, причем на участке транспортировочной ленты для транспортировки продукта принимаемый захватным устройством продукт транспортируют в направлении движения. Транспортировочная лента служит для транспортировки принимаемого продукта в рабочую зону манипулятора.
В соответствии с соответствующим изобретению способом управления системой последний включает в себя следующие этапы: регистрация принимаемого продукта на опорной поверхности продукта, позиционирование захватных элементов захватного устройства в первой позиции, в которой захватные элементы позиционированы на противоположных сторонах принимаемого продукта, захватывание принимаемого продукта с реверсивным движением, по меньшей мере, одного из захватных элементов в направлении продукта до достижения второй позиции, прессование продукта, причем продукт прессуют с помощью захватных элементов и упорной плиты, а также, при обстоятельствах, опорной поверхности продукта к заранее определенной форме, перемещение захватного устройства с продуктов в заданную позицию и выдача продукта в трубу магазина обрабатывающей машины. В заданном позиции продукт расположен предпочтительно перпендикулярно трубе магазина обрабатывающей машины, так что его можно легко загрузить в трубу магазина.
В соответствии со следующим способом продукт сжимают на опорной поверхности продукта с помощью захватных элементов, упорной плиты и опорной поверхности продукта к заданной форме.
В соответствии со следующим способом продукт во время осуществления способа прессуют с помощью захватных элементов и упорной плиты к заданной форме.
В соответствии со следующим способом предусмотрено второе регистрирующее устройство, которое регистрирует продукт в захватном устройстве во время его нахождения в заданной позиции выше трубы магазина.
В соответствии со следующим способом предусмотрено третье регистрирующее устройство, которое регистрирует время сбрасывания, причем время сбрасывания представляет собой временной интервал, который начинается главным образом в момент выдачи продукта захватным устройством в трубу магазина и завершается после того, как продукт главным образом полностью окажется внутри трубы магазина.
В следующей форме исполнения ниже опорной поверхности продукта и/или транспортировочной ленты может быть расположен съемник, причем съемник способен приподнимать принимаемый продукт и опорную поверхность продукта и/или транспортировочную ленту. При этом приподнимание опорной поверхности продукта и/или транспортировочной ленты служит для предотвращения их повреждения при захватывании продукта захватным устройством или их ошибочного захватывания. Тем самым съемник к тому же увеличивает срок службы опорной поверхности продукта и/или транспортировочной ленты, поскольку захватное устройство с ней главным образом не контактирует. Такое исполнение можно использовать также независимо от описанного выше захватного устройства.
В соответствии со следующим аспектом настоящего изобретения создана система, которая предназначена для загрузки машины для обработки продуктов питания, например, порционирующей машины, содержащей, по меньшей мере, одну трубу магазина.
Система содержит порционирующую машину для продуктов питания, которая содержит, по меньшей мере, одну трубу магазина. При этом труба магазина может быть расположена предпочтительно вертикально. Порционирующие машины используют, как правило, для нарезания имеющих форму штранга продуктов питания, например, мясных, рыбных, колбасных продуктов, продуктов из птицы или выпечки на куски одинаковой толщины или одинакового веса, которые затем упаковывают в качестве отдельных порций или порций с несколькими кусками. Порционирующие машины можно использовать для разделения продукта в форме штранга на отдельные порции.
Кроме того, система содержит транспортировочное устройство для транспортировки продукта питания. Транспортировочное устройство может представлять собой, например, бесконечный ленточный транспортер. С помощью транспортировочного устройства подвод продуктов питания осуществляют главным образом горизонтально. При этом направление транспортировки транспортировочного устройства соответствует главным образом ориентации имеющего форму штранга продукта питания на транспортировочном устройстве.
Захватное устройство предназначено для приема или подъема продукта питания с транспортировочного устройства и выдачи в машину для обработки продуктов питания. В примерном исполнении труба магазина может быть выполнена главным образом колоннообразно и/или иметь цилиндрическое поперечное сечение и содержать проходные шахты для пропускания продукта питания. Труба магазина расположена, как правило, вертикально, так что проходные шахты ориентированы также вертикально. Однако принципиально возможно также, что труба магазина расположена под острым углом к вертикальному направлению или оси машины для обработки продуктов питания. В следующем примерном исполнении продукт питания сбрасывают в трубу магазина. Сбрасывание продукта питания в трубу магазина можно производить главным образом исключительно под действием силы тяжести и/или без дополнительных вспомогательных средств.
Кроме того, система содержит манипулятор, на котором может быть установлено с возможностью отсоединения захватное устройство. Манипулятор представляет собой, например, робот с сочлененной рукой или шестиосный робот, портальный робот с ЧПУ и четырьмя степенями подвижности, подвижный робот или кран, причем робот в общем представляет собой манипулятор, являющийся универсальной, программируемой машиной для манипуляций и обработки деталей или т.п. Манипулятор служит для обслуживания захватного устройства. В примерном исполнении с помощью манипулятора осуществляют транспортировку подведенного с помощью транспортировочного устройства продукта питания в трубу магазина порционирующей машины. Для этого манипулятор способен переводить захватное устройство в положение для захватывания и предварительного прессования продукта питания, который ориентирован главным образом горизонтально.
Продукт питания прессуют к заранее определенному поперечному сечению таким образом, что после этого его можно загрузить в трубу магазина порционирующей машины. Поэтому заданное поперечное сечение меньше поперечного сечения трубы магазина порционирующей машины. Для этого манипулятор должен быть в состоянии перевести захватное устройство в положение, в котором продукт питания во время транспортировки транспортировочным устройством поворачивают относительно трубы магазина так, что он переходит в пригодную позицию, в которой продукт питания может быть выдан в трубу магазина. Например, продукт питания можно во время транспортировки транспортировочным устройством повернуть к трубе магазина таким образом, что он позиционирован вертикально по отношению к трубе магазина и может быть выдан или сброшен в трубу магазина. Кроме того, предусмотрен блок управления. Блок управления может быть предусмотрен для управления работой системы.
Транспортировочное устройство содержит, кроме того, транспортировочный участок, на котором принимаемый от захватного устройства продукт питания может быть позиционирован в позиции приема для приема продукта питания захватным устройством.
В соответствии с настоящим изобретением блок управления соединен, по меньшей мере, с манипулятором, захватным устройством и транспортировочным устройством. Например, блок управления соединен для передачи сигналов или управления с манипулятором, захватным устройством и транспортировочным устройством. Это означает, что блок управления может управлять работой отдельных компонентов соответствующей изобретению системы. В соответствии с предпочтительным усовершенствованием управлять работой отдельных компонентов можно независимо друг от друга, в результате чего система может работать особенно эффективно. Кроме того, блок управления выполнен для регистрации достижения принимаемым продуктом питания позиции приема. Регистрацию позиции приема продукта питания можно использовать в качестве своего рода триггера или инициатора операций обработки.
В случае настоящего изобретения речь идет, среди прочего, о подводе продукта питания в форме штранга, который с помощью транспортировочного устройства транспортируют главным образом в горизонтальном направлении к порционирующей машине для последующей обработки, например, прессования и последующего порционирования. При этом продукт в форме штранга необходимо повернуть таким образом, чтобы его можно было сбросить в трубу магазина порционирующей машины. В соответствии с изобретением это осуществляют особенно эффективно, среди прочего, за счет того, что блок управления соединен со всеми компонентами для управления их работой независимо друг от друга.
На чертежах представлено следующее:
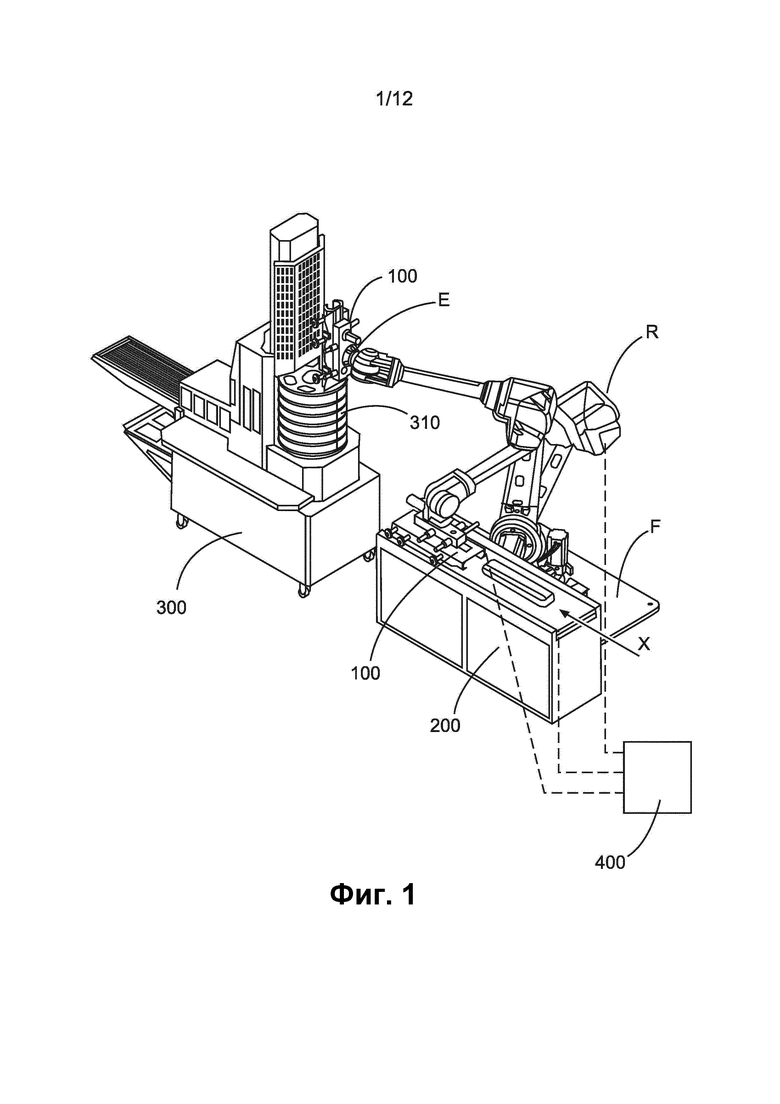
Фиг. 1 показывает перспективный вид системы, причем система состоит из манипулятора, располагаемого на манипуляторе с возможностью отсоединения захватного устройства и обрабатывающей машины, в соответствии с формой исполнения настоящего изобретения;
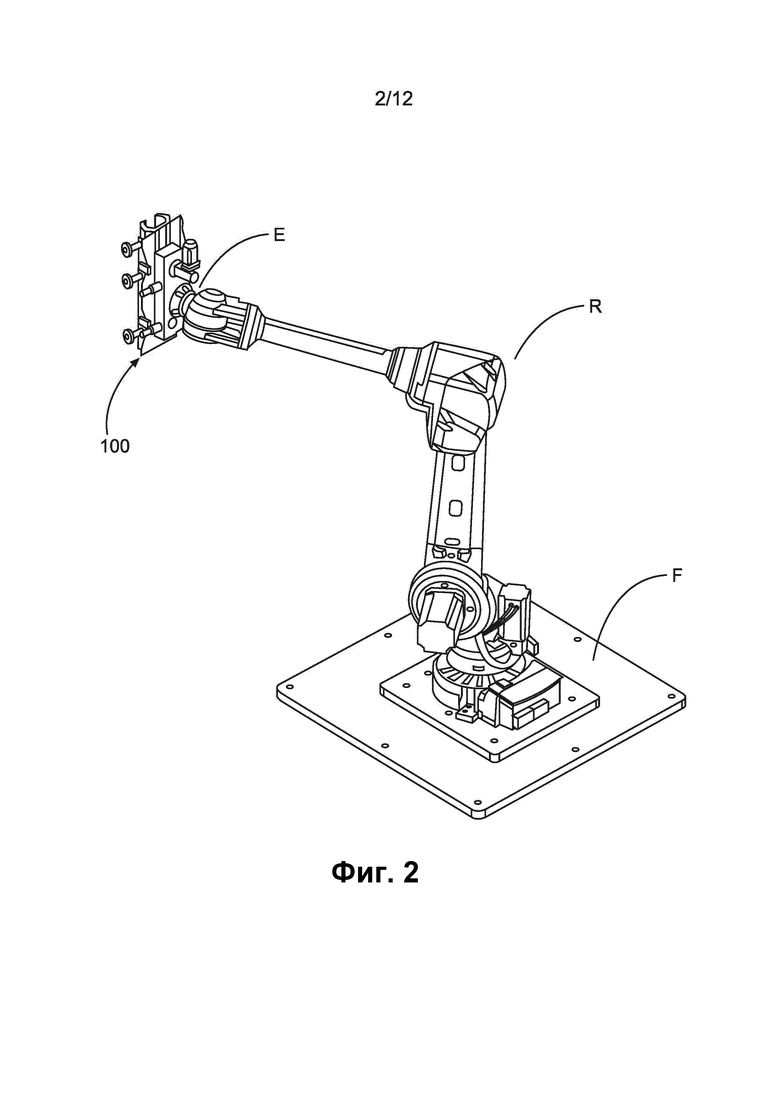
Фиг. 2 показывает перспективный вид показанного на фиг. 1 манипулятора, на котором размещено захватное устройство;
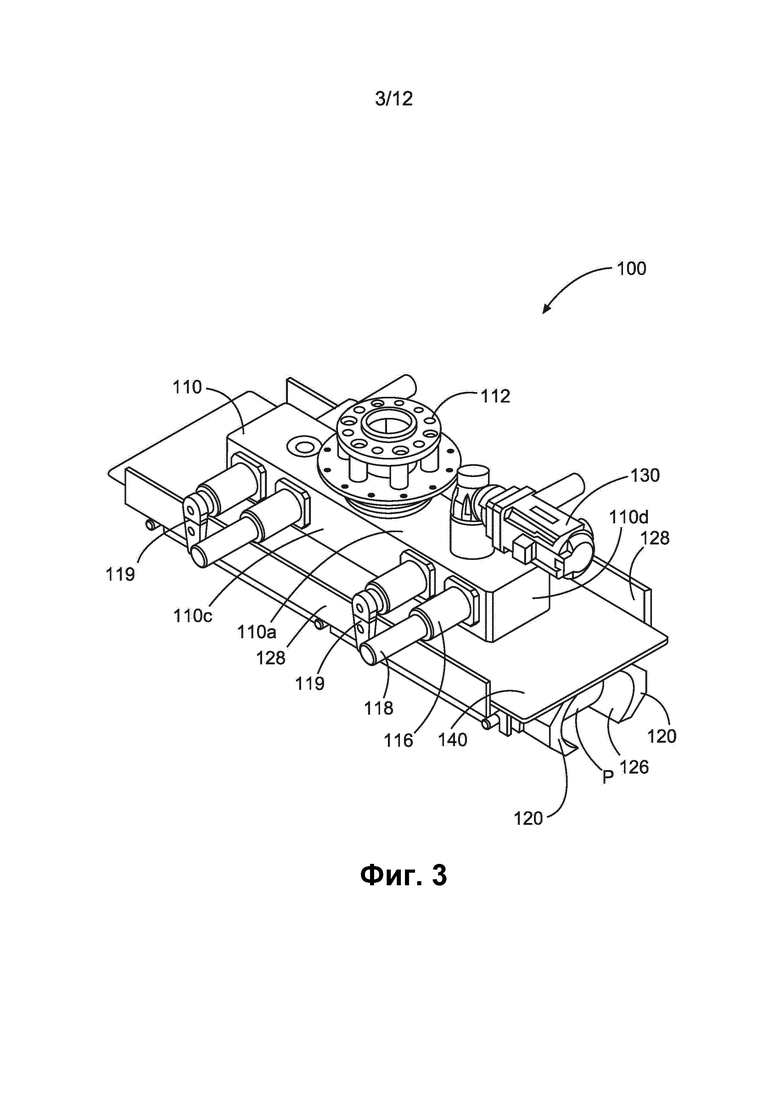
Фиг. 3 показывает перспективный вид показанного на фиг. 1 захватного устройства;
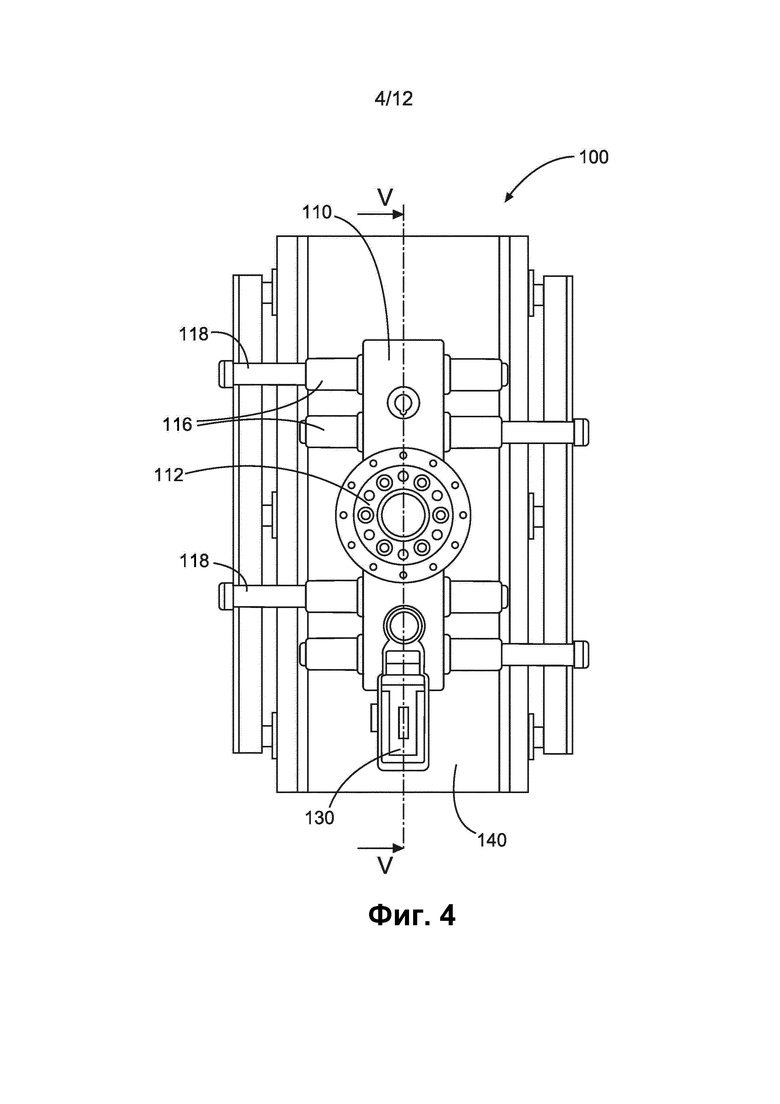
Фиг. 4 показывает вид сверху на показанное на фиг. 1 захватное устройство;
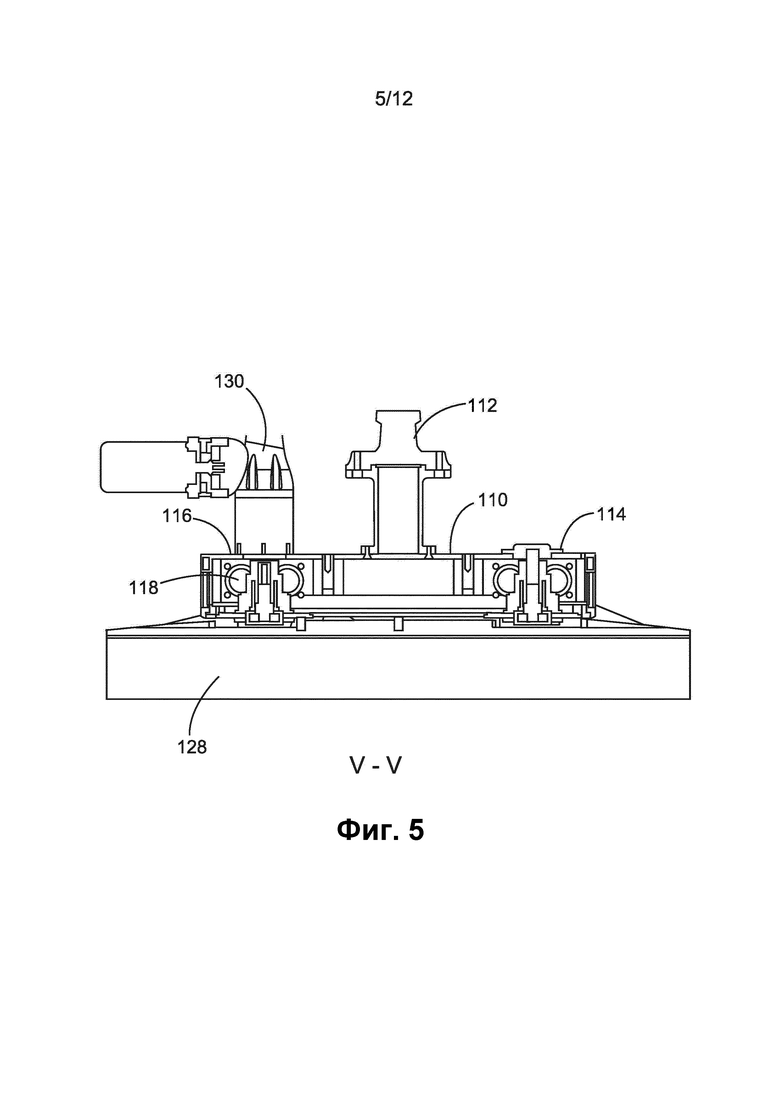
Фиг. 5 показывает вид в сечение вдоль линии V-V на фиг. 4 показанного на фиг. 1 захватного устройства;
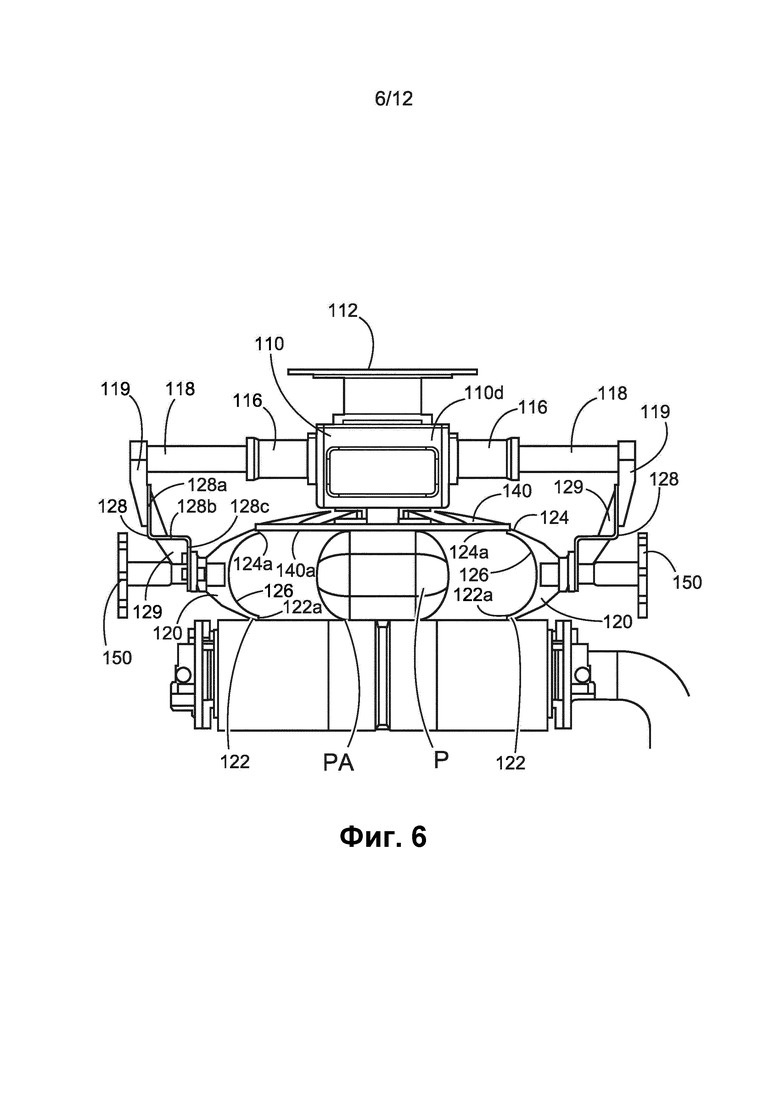
Фиг. 6 показывает вид спереди на показанное на фиг. 1 захватное устройство в открытом состоянии;
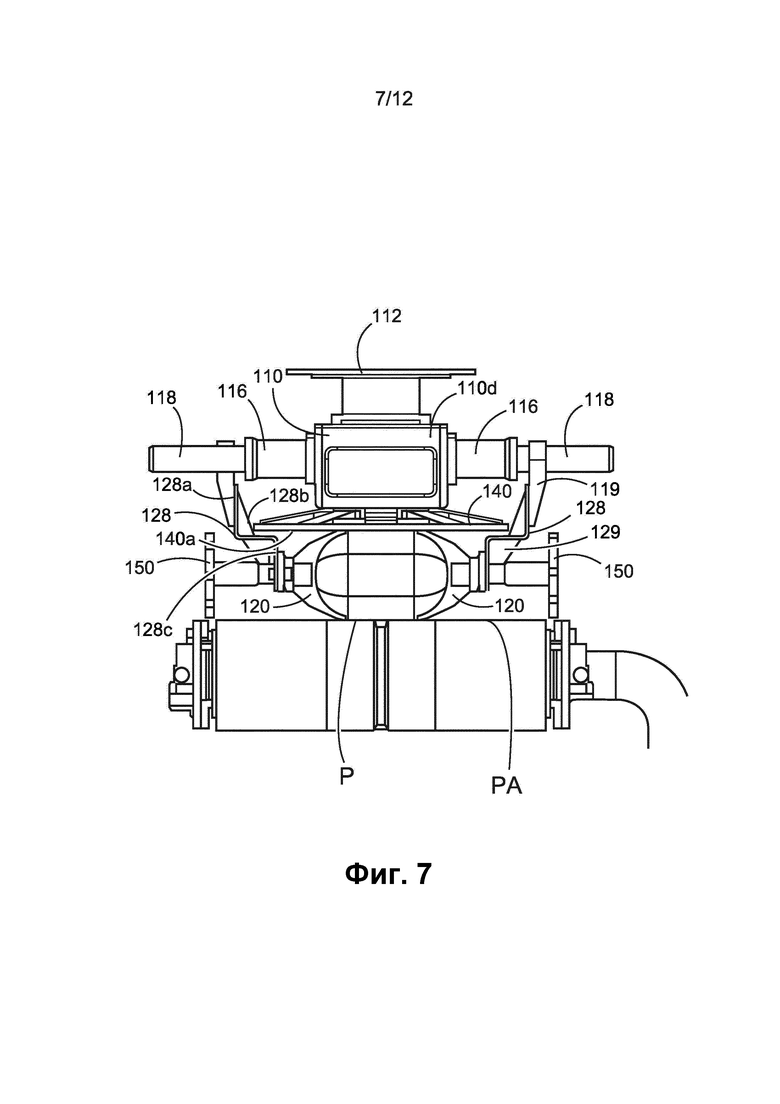
Фиг. 7 показывает вид спереди на показанное на фиг. 1 захватное устройство в закрытом состоянии;
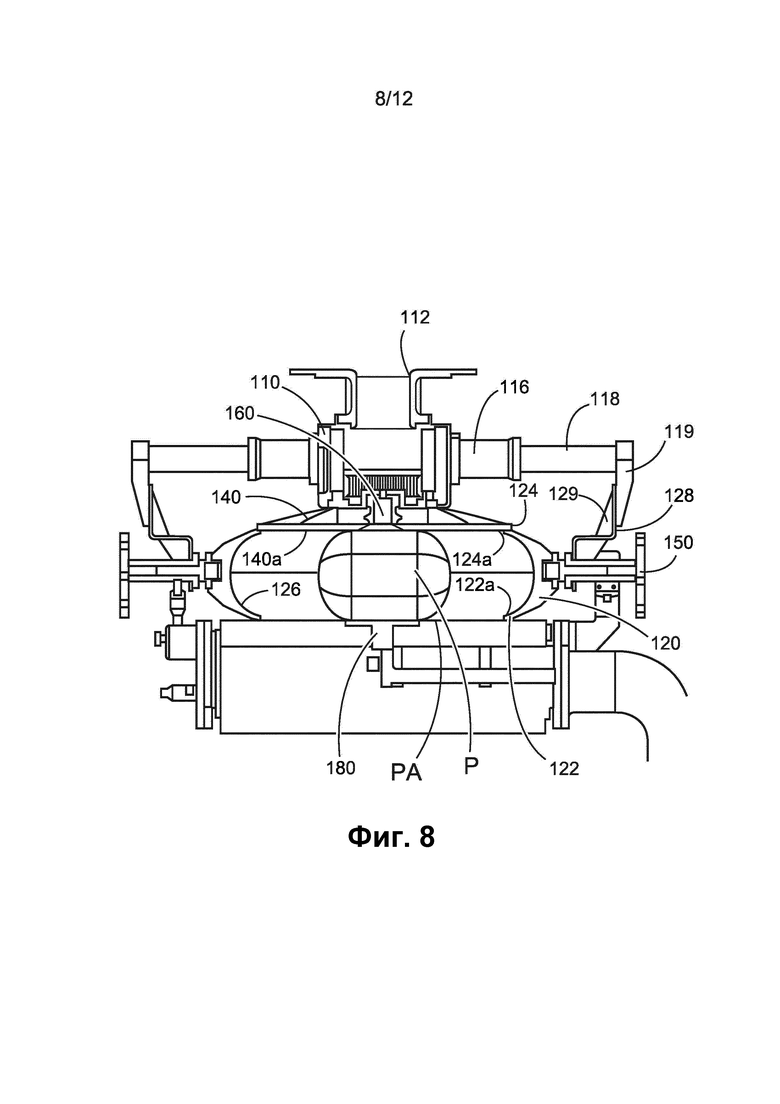
Фиг. 8 показывает вид спереди на захватное устройство в открытом состоянии в соответствии со следующей формой исполнения настоящего изобретения;
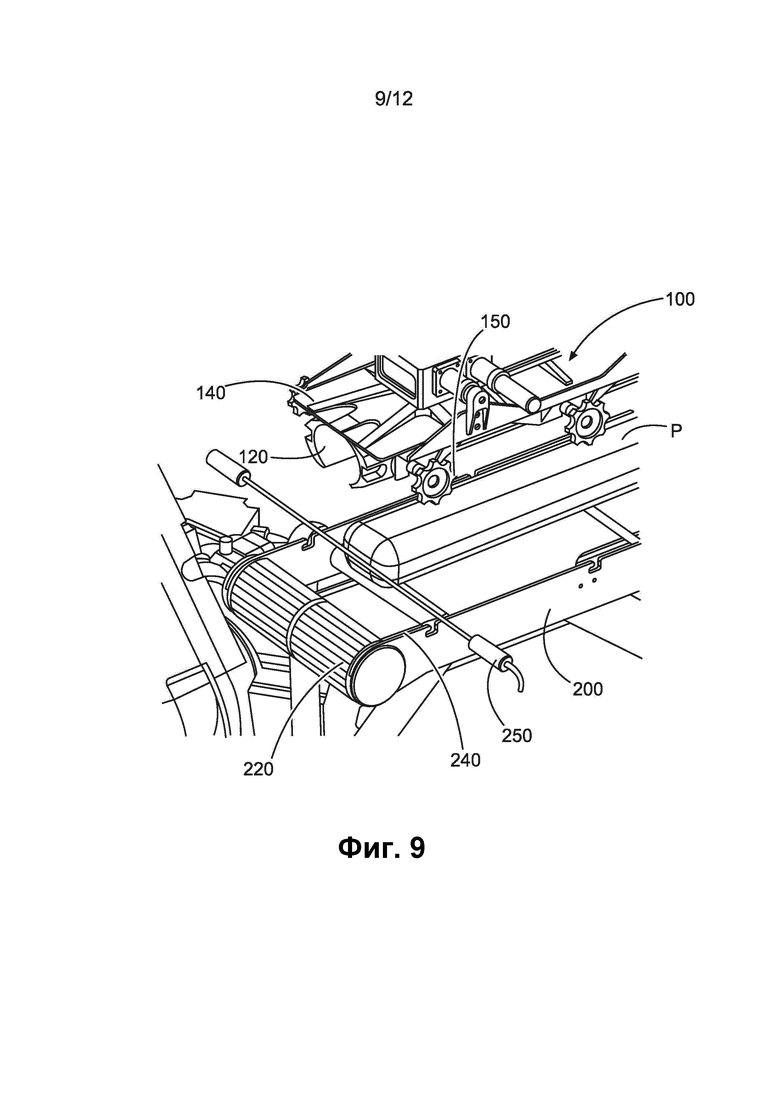
Фиг. 9 показывает перспективный местный вид на показанную на фиг. 1 систему с первым регистрирующим устройством для регистрации позиции приема подлежащего манипулированию продукта на транспортировочном устройстве в соответствии с формой исполнения настоящего изобретения;
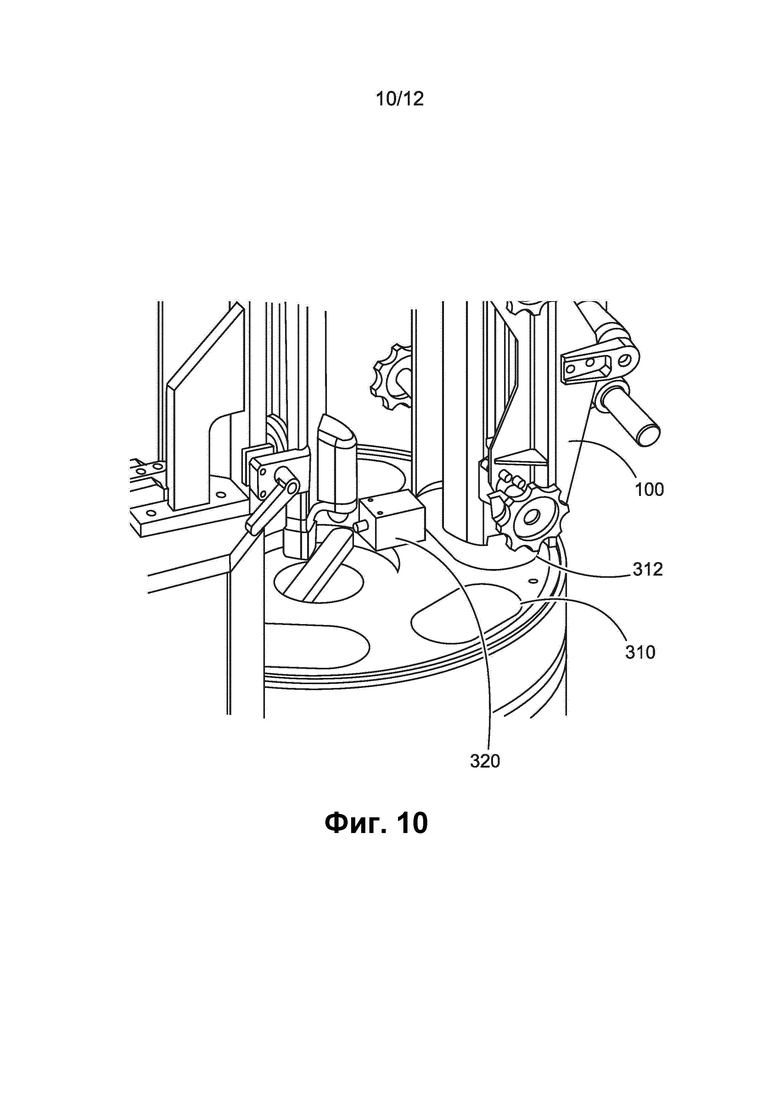
Фиг. 10 показывает перспективный местный вид на показанную на фиг. 1 систему со вторым регистрирующим устройством для регистрации подлежащего манипулированию продукта, который находится в позиции выдачи, в соответствии с формой исполнения настоящего изобретения;
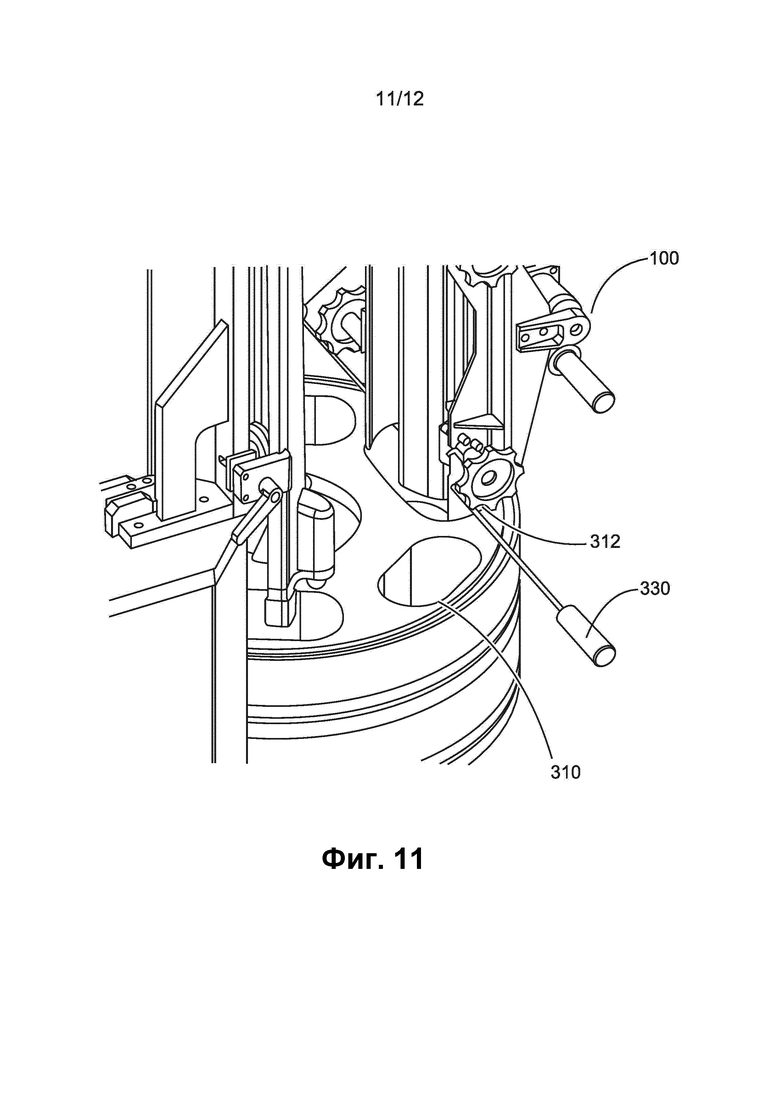
Фиг. 11 показывает перспективный местный вид на показанную на фиг. 1 систему с третьим регистрирующим устройством для регистрации подлежащего манипулированию продукта между захватным устройством и передающей трубой магазина, в соответствии с формой исполнения настоящего изобретения; и
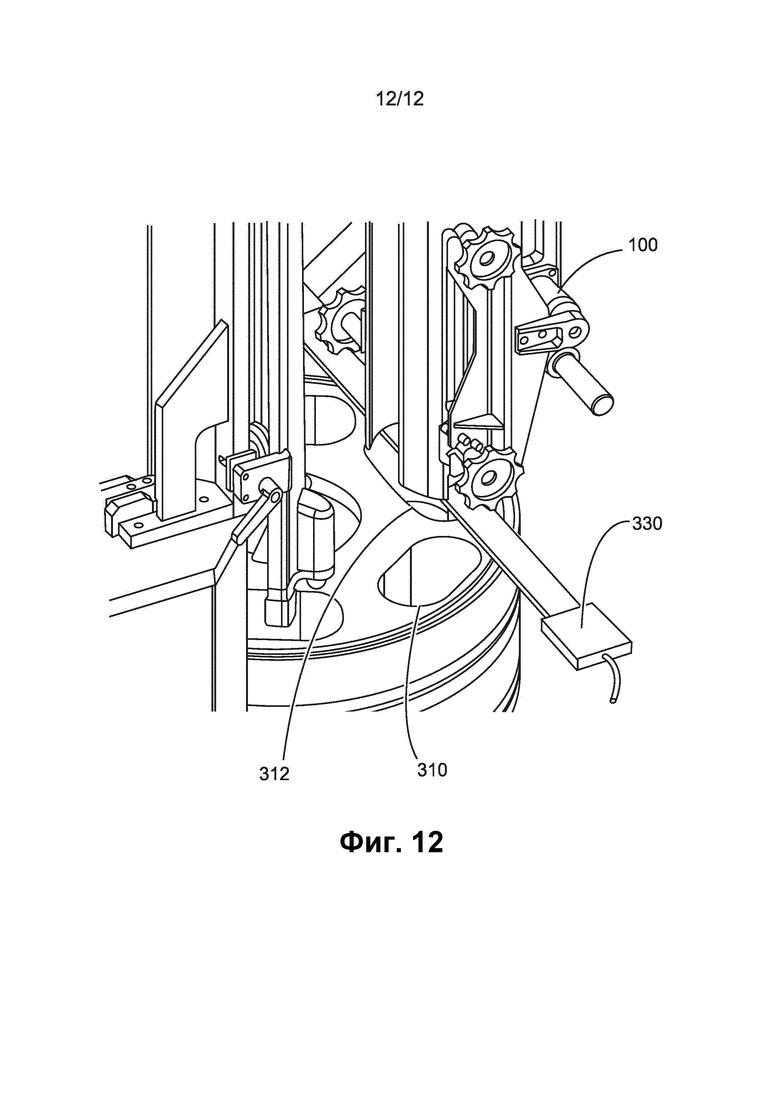
Фиг. 12 показывает перспективный местный вид на показанную на фиг. 1 систему с третьим регистрирующим устройством для регистрации подлежащего манипулированию продукта между захватным устройством и передающей трубой магазина, в соответствии со следующей формой исполнения настоящего изобретения.
Фиг. 1 показывает перспективный обзорный вид на систему, состоящую из манипулятора R, располагаемого с возможностью отсоединения на манипуляторе R захватного устройства 100, транспортировочного устройства 200 и обрабатывающей машины 300.
Фиг. 2 показывает перспективный обзорный вид на манипулятор R, в случае которого речь идет о роботе с сочлененной рукой или шестиосном роботе. Робот представляет собой манипулятор, который в свою очередь является универсальной, программируемой машиной для манипуляций, монтажа или обработки деталей или т.п. Манипулятор R может представлять собой, однако, также любое другое устройство, которое способно принимать, транспортировать и выдавать продукт. Представляются возможными, например, портальный робот, подвижный робот, параллельный робот или кран.
Робот R установлен на одну или несколько фундаментных плит F, причем робот R и фундаментные плиты F закреплены в основании пола с помощью крепежных средств, например, болтов. При этом фундаментные плиты F отводят возникающие во время работы робота R силы на большой площади в пол. Под понятием «пол» при этом следует понимать пригодный фундамент, которые принимает силы робота R, в существенной мере ослабляет их и отводит на большой площади в область грунта.
На свободном конце не изображенной более подробно руки робота предусмотрен оконечный фланец Е, который служит для съемного крепления соответствующего изобретению захватного устройства 100, как это описано ниже во взаимосвязи с фиг. с 3 по 8.
Работой робота R, захватного устройства 100 и транспортировочного устройства 200 управляют предпочтительно с помощью блока 400 управления, который соединен с роботом R, захватным устройством 100 и транспортировочным устройством 200. Блок 400 управления способен управлять роботом R, равно как и захватным устройством 100 и транспортировочным устройством независимо друг от друга.
Блок 400 управления соединен, по меньшей мере, с манипулятором R, захватным устройством 100 и транспортировочным устройством 200. Например, блок 400 управления соединен для передачи сигналов и управления с манипулятором R, захватным устройством 100 и транспортировочным устройством 200. Это означает, что блок 400 управления может управлять работой отдельных компонентов соответствующей изобретению системы. Управление отдельными компонентами можно осуществлять независимо друг от друга, в результате чего возможна особенно эффективная работа системы. Кроме того, блок 400 управления может регистрировать достижение принимаемым продуктом питания позиции А приема. Регистрация достижения продуктом питания позиции А приема может служить своего рода триггером или инициатором запуска операций обработки.
Электропитание как робота R, захватного устройства 100, транспортировочного устройства 200, так и блока 400 управление осуществляют предпочтительно от, по меньшей мере, одного внешнего источника энергии.
Робот R с сочлененной рукой может выполнять как поступательные, так и вращательные движения и, таким образом, является свободно подвижным в пространстве. К тому же управлять работой укрепленного на роботе R захватного устройства 100 можно отдельно от робота, что позволяет осуществлять синхронное управление роботом R и захватным устройством 100. Это означает, что захватное устройство 100 можно открывать и закрывать во время перемещения робота R или что продукт Р можно прессовать к заданной форме. Например, продукт прессуют в заданном поперечном сечении таким образом, что в завершение его можно выдать в формовочную трубу или трубу 310 магазина порционирующей машины 300. Поэтому заданное поперечное сечение предпочтительно меньше поперечного сечения отверстия формовочной трубы или трубы 310 магазина порционирующей машины 300.
Кроме того, фиг. 1 показывает транспортировочное устройство 200, которое, по меньшей мере, частично расположено в рабочей зоне захватного устройства 100 робота R. В этой форме исполнения транспортировочное устройство 200 представляет собой транспортер 200 с бесконечной лентой или ленточный транспортер 200.
В данной форме исполнения транспортер 200 с бесконечной лентой расположен непосредственно перед роботом R и состоит главным образом из корпуса 210, по меньшей мере, двух направляющих роликов 220, привода 230 (не изображен) и бесконечной транспортировочной ленты 240.
Корпус 210 транспортера 200 с бесконечной лентой состоит главным образом из квадратного корпуса 210. Квадратный корпус 210 содержит обращенную к полу нижнюю сторону 212 и расположенную параллельно напротив верхнюю сторону 214. На нижней стороне 212 корпуса 210 на ее четырех углах расположены соответственно опорные ножки 216. Опорные ножки 216 можно регулировать по высоте, и они служат для тарирования транспортера 200 с бесконечной лентой.
Корпус 210 и опорные ножки 216 выполнены, например, из высококачественной стали или иного, пригодного для использования в контакте с продуктами питания материала. Кроме того, корпус 210 и опорные ножки 216 могут быть оснащены покрытием, которое защищает материал и/или обеспечивает пригодность корпуса для использования с продуктами питания.
Направляющие ролики 220 и бесконечная транспортировочная лента 240 расположены на верхней стороне корпуса 210. При этом два направляющих ролика 220 укреплены с возможностью вращения на противоположных концах верхней стороны 214 корпуса 210, причем бесконечная транспортировочная лента 240 расположена таким образом, что направляющие ролики 220 расположены внутри бесконечной транспортировочной ленты 240 и бесконечная транспортировочная лента 240 прилегает к направляющим роликам 220 туго натянутой для обеспечения возможности передачи сил, действующих между бесконечной транспортировочной лентой 240 и направляющими роликами 220.
Привод 230 транспортера 200 с бесконечной лентой расположен в данной форме исполнения внутри корпуса 210, причем привод 230 может приводить в действие, по меньшей мере, один из направляющих роликов 220 и, тем самым, приводить в действие также бесконечную транспортировочную ленту 240. В случае привода 230 речь идет, например, об электрическом приводе, причем, например, может быть реализован также магнитный привод. В следующей форме исполнения привод 230 транспортера 200 с бесконечной лентой приводит в действие бесконечную транспортировочную ленту 240, причем направляющие ролики не приводят в действие. Кроме того, привод 230 или части привода 230 можно расположить между направляющими роликами 220, за счет чего можно добиться экономии места.
При этом транспортер 200 с бесконечной лентой служит для транспортировки продукта Р в рабочую зону робота R. На транспортирующем продукт участке бесконечной транспортировочной ленты 240, который служит опорной поверхностью РА продукта, подлежащий приему захватным устройством 100 продукт Р транспортируют в направлении Х движения, которое проходит в направлении зоны действия робота R. При этом принимаемый продукт Р транспортируют с помощью транспортера 200 с бесконечной лентой в позицию А приема, в которой робот R принимает продукт Р.
Кроме того, фиг. 1 показывает машину 300 для обработки, которая в данной форме исполнения представляет собой порционирующую машину 300. Порционирующая машина 300 расположена таким образом, что робот R может сбрасывать продукт Р в вертикально расположенную трубу магазина или формовочную трубу 310 порционирующей машины. При этом труба магазина или формовочная труба 310 не обязательно должна быть расположена вертикально. Например, она может быть расположена также под острым углом к центральной оси/вертикалям сегментов формовочной трубы, содержащих трубу магазина или формовочную трубу 310.
Под вертикально расположенной трубой 310 магазина при этом следует понимать также трубу 310 магазина, которая наклонена, по меньшей мере, настолько, что продукт Р после выдачи продукта Р захватным устройством 100 падает в трубу 310 магазина без использования вспомогательных средств.
Например, труба 310 магазина может быть выполнена главным образом колоннообразно и/или иметь цилиндрическое поперечное сечение и содержать, например, овальные проходные шахты для прохождения продукта питания. Труба магазина ориентирована, как правило, вертикально, так что и проходные шахты также ориентированы вертикально. Как упоминалось, проходные шахты могут также иметь определенный наклон к вертикальной оси порционирующей машины 300.
При этом порционирующая машина содержит позицию В выдачи, причем позиция В выдачи расположена непосредственно над трубой 310 магазина. Труба 310 магазина служит для транспортирования продукта Р в направлении порционирующего устройства порционирующей машины 300, которая порционирует продукт Р.
Расположение робота R, на котором размещено захватное устройство 100, транспортировочного устройства 200 и машины 300 обработки можно согласовывать с окружающими условиями. Расположение следует выбирать, по меньшей мере, таким образом, чтобы размещенное на роботе R захватное устройство 100 могло принимать захватываемый продукт Р с транспортировочного устройства 200 и сбрасывать его в трубу магазина или формовочную трубу 310 порционирующей машины 300.
Фиг. с 3 по 5 показывают различные виды на соответствующее изобретению захватное устройство 100. Захватное устройство 100 содержит главным образом квадратную структуру 110 основания, два захватных элемента 120, приводные устройства 130 для поступательного перемещения захватных элементов и упорную плиту 140.
Фиг. 3 показывает перспективный вид на захватное устройство 100. При этом захватное устройство 100 состоит из главным образом квадратной, продольной структуры 110 основания, которая изготовлена предпочтительно из высококачественной стали или другого, совместимого с продуктами питания материала и в соответствии с возникающими нагрузками состоит из сплошного материала или изогнутого к квадратной форме материала или стального листа. Кроме того, структура 110 основания может содержать покрытие, которое защищает материал или обеспечивает совместимость структуры 110 основания с продуктами питания.
Квадратная структура 110 основания содержит указывающую к концевому фланцу Е робота R поверхность 110а, расположенную параллельно напротив, обращенную от концевого фланца Е робота R поверхность 110b, две противолежащих боковых поверхности 100с, переднюю и заднюю поверхность 110 d, причем обе боковых поверхности 110с, а также передняя и задняя поверхность 110d соединяют между собой обе поверхности 110а, 110b. При этом передняя поверхность 110d и соответственно противолежащая задняя поверхность 110d выполнены с квадратной формой, причем их длина и ширина, по меньшей мере, геометрически одинаковы. В отличие от этого обе боковых поверхности 100с, указывающая в направлении концевого фланца Е поверхность 110а и указывающая в направлении от концевого фланца Е поверхность 110b структуры 110 основания имеют длину, которое на кратное больше длины или ширины передней или задней поверхности 110d структуры 110 основания. При этом длина расположенных перпендикулярно к передней и задней поверхности 110d поверхностей 110а, 110b, 110с структуры 110 основания зависит главным образом от длины принимаемого продукта Р.
Структура 110 основания на своей стороне, которая в смонтированном на роботе R состоянии указывает в направлении робота R, укреплена с помощью укрепленного на структуре 110 основания соединительного элемента 112 с возможностью отсоединения на концевом фланце Е робота R. При этом соединительный элемент 112 размещен в центре на обращенной к концевому фланцу Е робота поверхности 110а структуры 110 основания, причем соединительный элемент 112 обеспечивает возможность разъемного размещения на роботе R. Соединительный элемент 112 при этом стационарно соединен со структурой 110 основания и содержит на своем свободном конце главным образом дискообразный, не изображенный более подробно соединительный участок, который с возможностью отсоединения может быть соединен, например, с помощью болтов, с концевым фланцем Е робота R.
В боковых поверхностях 110с структуры 110 основания выполнены соответственно четыре главным образом круглых или кругообразных отверстия 114. Как показано в виде в сечении по фиг. 5, отверстия 114 расположены в продольном направлении центрально по отношению к боковым поверхностям 110 с структуры 110 основания.
Кроме того, сбоку на соответствующих концевых участках отверстий 114 с обеих сторон предпочтительно расположены цилиндрические удлинительные патрубки 114 или направляющие втулки, которые расположены таким образом, что они ориентированы перпендикулярно боковым поверхностям 110с структуры 110 основания и увеличивают сбоку соответствующие осевые длины структуры 110 основания. При этом цилиндрические удлинительные патрубки 116 ориентированы таким образом, что они параллельны передней и задней стороне 110d, а также указывающей в направлении концевого фланца поверхности 110а и указывающей в направлении от концевого фланца Е поверхности 110b.
Фиг. 4 показывает вид сверху на захватное устройство 100. При этом цилиндрические удлинительные патрубки 116 расположены таким образом, что на одном концевом участке боковых поверхностей 110с структуры 110 основания присутствуют соответственно четыре цилиндрических удлинительных патрубка 116. При этом соответственно попеременно два соответствующих цилиндрических удлинительных патрубка 116 принадлежат одному из захватных элементов 120 и расположенные далее цилиндрические удлинительные патрубки 116 принадлежат другому захватному элементу 120.
В частности, из фиг. 5 видно, что цилиндрические удлинительные патрубки 116 выполнены главным образом параллельно указывающей в направлении концевого фланца Е поверхности 110а и указывающей в направлении от концевого фланца Е поверхности 110b структуры 110 основания.
В соответственно двух цилиндрических удлинительных патрубках 116 расположен соответственно цилиндрический, перемещаемый реверсивно аксиально поршень 118 или направляющая штанга 118, который или которая предпочтительно имеет осевую длину, которая больше осевой длины между двумя противолежащими цилиндрическими удлинительными патрубками 116. В данной форме исполнения одному захватному элементу 120 приданы соответственно две направляющие штанги 118 или четыре цилиндрических удлинительных патрубка 116.
Направляющие штанги 118 служат при этом для реверсивного выдвигания и вдвигания захватных элементов 120 захватного устройство 100, как это показано на фиг. 6 и 7 и еще будет пояснено ниже более подробно. При этом возвратно-поступательное движение направляющих штанг 118 внутри цилиндрических удлинительных патрубков 116 обеспечивают с помощью приводного устройства 130, которое также описано более подробно ниже.
Четыре направляющих штанги 118 приводят в действие с помощью серводвигателя через зубчатый венец, предпочтительно зубчатую рейку или винтовую передачу. При этом две направляющие штанги 118, расположенные наиболее близко к передней стороне 110d структуры 100 основания, приводят в действие с помощью приводного устройства 130, и две направляющие штанги 118, которые расположены наиболее близко к обратной стороне 110d структуры 110 основания и также соединены с приводным устройством 130 ременным приводом, также приводят в действие, в результате чего направляющие штанги 118 выполняют синхронное движение.
Как это видно из фиг. 6 и 7, цилиндрические удлинительные патрубки 116 служат, с одной стороны, для направления направляющих штанг 118 и, с другой стороны, они обеспечивают возможность более широкого захватывания, чтобы в зависимости от обстоятельств захватывать более крупные или меньшие по размеру продукты Р. Одновременно можно поддерживать небольшие пространственные размеры структуры 110 основания. Согласованная с шириной продукта Р максимальная ширина захватывания захватного устройства 100 ведет, с одной стороны, к максимально компактной конструкции захватного устройства 100 и, с другой стороны, к сокращению длительности тактов, поскольку при закрывании или открывании захватного устройства 100 захватные элементы 120 должны проходить меньшее расстояние.
Если необходимо увеличить ширину захватывания захватного устройства 100, то для этого необходимо использование направляющих штанг 118 с большей длиной. При открытом положении захватных элементов 120 захватного устройства 110 это ведет вследствие выдвинутых направляющих штанг 118 к возникновению более высоких подъемных сил рычага в точке выхода направляющей штанги 118 (в данном случае: боковые поверхности 110с структуры 110 основания). Их можно уменьшить или ослабить за счет использования цилиндрических удлинительных патрубков 116, которые смещают точку приложения подъемной силы рычага.
Кроме того, на свободных концах соответственно двух, принадлежащих одному захватному элементу 120 направляющих штанг 118 с помощью соответственно двух соединительных элементов 119 главным образом перпендикулярно направляющим штангам 118 укреплен боковой лист 128, причем соответственно свободный конец боковых листов 128 указывает в направлении от бокового фланца Е робота R.
Соединительные элементы 119 содержат на одном конце цилиндрическое углубление, которое можно соответственно насадить или запрессовать, или навинтить на направляющие штанги 118. Для соединения направляющих штанг 118 с соединительным элементом 119 можно к тому же использовать такие средства, как, например, приклеивание, сварка или пайка.
Соединительный элемент 119 состоит, например, из высококачественной стали или другого, совместимого с продуктами питания материала. Кроме того, соединительный элемент 119 может содержать покрытие, которое защищает материал и/или позволяет использовать соединительный элемент в контакте с продуктами питания.
Соединительный элемент 119 служит для передачи линейного движения направляющих штанг 118 на боковые листы 128, размещенные на свободных концах соединительных элементов 119. При этом боковые листы 128 предпочтительно приварены, приклеены или привинчены к соединительным элементам 119.
Боковые листы 128 образованы многократно кантованным уголком, причем первый участок 128а, который стационарно соединен с соединительным элементом 119, проходит – относительно фиг. 9 - главным образом вертикально, второй участок 128b проходит главным образом горизонтально и третий участок 128с проходит главным образом вертикально, так что возникает ступенчатая форма бокового листа 128. Первый и третий участки 128а, 128с имеют большую по сравнению со вторым участком 128b ширину. Первая линия кантования лежит приблизительно на одной трети ширины бокового листа 128, а вторая линия кантования – приблизительно на двух третях ширины бокового листа 128.
Для того, чтобы обеспечить достаточную жесткость боковых листов 128 под нагрузкой, ступенчатые боковые листы 128 усилены в соответствии с требованием и нагрузкой поперечными ребрами ими поперечно расположенными листами. Поперечные ребра 129 или поперечно расположенные листы расположены при этом таким образом, что они усиливают главным образом вертикально изогнутые участки боковых листов 128.
Два боковых листа 128 расположены главным образом напротив друг друга, причем между боковыми листами 128 частично находится структура 110 основания. При этом на боковых листах 128 опять же на их свободных концах в продольном направлении размещен соответственно захватный элемент 120, который укреплен предпочтительно с помощью, по меньшей мере, одного разъединяемого без использования инструмента крепежного средства 150, например, стопорного затвора или приводимого в действие рукой винтового затвора. Естественно, для соединения бокового листа 128 с захватным элементом 120 можно использовать также такие, не являющиеся открываемые без использования инструмента крепежные средства, как привинчивание или сварка.
В настоящей форме исполнения в продольном направлении размещены в ряд несколько крепежных средств 150 или винтовых затворов, которые крепят захватные элементы 120 на указывающих в направлении от концевого фланца Е робота R боковых листах 128. Само собой разумеется, для одного захватного элемента 120 может быть предусмотрено соответственно лишь одно крепежное средство 150.
Захватывающие поверхности 126 захватных элементов имеют простирающуюся в продольном направлении С-образную форму, причем захватные элементы 120 расположены таким образом, что их С-образные или вогнутые захватывающие поверхности 126 указывают в направлении друг к другу. Захватывающие поверхности 126 могут содержать как гладкие, так и волнистые или рифленые, или оснащенные продольными и поперечными пазами структуры поверхности.
Захватные элементы 120 выполнены, например, из высококачественной стали, полимерного материала или другого, пригодного для использования вместе с продуктами питания материала. Кроме того, захватные элементы 120 могут содержать покрытие, которое защищает материал и/или делает захватные элементы 120 пригодными для использования вместе с продуктами питания.
Осевая длина захватных элементов 120 зависит предпочтительно от длины захватываемого продукта Р. В настоящей форме исполнения длина захватных элементов 120 незначительно больше длины захватываемого продукта Р, как это показано, например, на фиг. 3.
Для реверсивного, поступательного движения захватных элементов 120 в направлении противолежащего захватного элемента 120 каждом захватному элементу 120 придана, по меньшей мере, одна направляющая штанга 118, предпочтительно две направляющих штанги 118, приводимые в действие, например, пневматически, сервопневматически, гидравлически или электрическим приводом.
Как уже упоминалось, для движения захватных элементов 120 принципиально может быть предусмотрена соответственно лишь одна направляющая штанга 118 и/или один привод 130. В результате длины захватных элементов предпочтительно, однако, использование по меньшей мере, четырех цилиндрических удлинительных патрубков 116 и двух направляющих штанг на захватный элемент 120, поскольку они могут служить в качестве направляющей и тем самым предотвращают проворачивание захватных элементов 120.
С помощью приводных устройств 130, которые приводят в действие направляющие штанги 118 в цилиндрических удлинительных патрубках 116, захватные элементы 120 можно реверсивно и поступательно перемещать в направлении друг к другу из первой открытой позиции, в которой захватные элементы 120 могут позиционированы на противоположных сторонах принимаемого продукта Р и, таким образом, расположены предпочтительно на наибольшем расстоянии друг от друга (фиг. 6), во вторую закрытую позицию, в которой захватные элементы захватывают или схватывают подлежащий приему продукт Р (фиг. 7). Фиг. 6 и 7 показывают при этом захватное устройство 100 в открытом и закрытом положении. Открытое и закрытое положения можно вариабельно регулировать с помощью приводного устройства 130 или серводвигателя 1130.
Электродвигатель, выполненный, например, в форме серводвигателя 130, может быть соединен с захватными элементами 120 для управления движением, регулировки прикладываемого к прессуемому продукту усилия прессования и/или передачи принятого захватными элементами 120 и при обстоятельствах спрессованного продукта в желаемую секцию последующей обработки, например, машину для порционирования мяса. Серводвигатель 130 может быть выполнен для выработки усилия прессования, по меньшей мера, 100 Н, по меньшей мере, 500 Н, по меньшей мере, 1000 Н, по меньшей мере, 1500 Н, по меньшей мере, 2000 Н, по меньшей мере 2500 Н или, по меньшей мере, 3000 Н.
С помощью серводвигателя 130 можно гибко реагировать на различные размеры продукта, так что с помощью соответствующего изобретению захватного устройства можно захватывать продукты различных размеров и/или различной консистенции и манипулировать ими. Использование серводвигателя 130 оказывается выгодным прежде всего в случае манипуляции полуфабрикатами, которые необходимо захватывать и подвергать последующей обработке в замороженном или, по меньшей мере, подмороженном состоянии. С одной стороны, манипулируемые продукты обладают большим весом и, с другой стороны, для формообразующего прессования замороженного (подмороженного) продукта необходимо существенное усилие, которое можно легко выработать или отрегулировать с помощью электродвигателя. Конечно, возможна манипуляция также не замороженными (подмороженными) полуфабрикатами.
При этом двигающиеся в цилиндрических удлинительных патрубках 116 направляющие штанги 118 передают свое линейное движение на соединительные элементы 119, на боковые листы 128 и, таким образом, также на расположенные на них захватные элементы 120. Захватные элементы 120 действую предпочтительно с параллельным захватыванием, то есть при открывании и закрывании захватные элементы 120 двигаются синхронно в направлении друг к другу или друг от друга. Само собой разумеется, захватные элементы 120 можно приводить в действие также последовательно или реверсивно перемещать лишь один захватной элемент 120 к другому, в этом случае предпочтительно неподвижному захватному элементу 120.
Захватные элементы 120 содержат соответственно поверхность 122 нижней стороны и поверхность 124 верхней стороны, причем поверхности 124 верхней стороны захватных элементов 120 указывают в направлении структуры 110 основания захватного устройства 100, а поверхности 22 нижней стороны захватных элементов 120 указывают в направлении от структуры 110 основания захватного устройства 100.
Захватные элементы 120 могут иметь чашеобразную форму и/или быть вогнуто искривленными. Кроме того, поверхности 124 верхней стороны и поверхности 122 нижней стороны могут быть изготовлены из одного куска материала. В соответствии с изображенными на фигурах исполнениями захватные элементы 120 захватывают принимаемый продукт лишь частично, так что постоянно присутствует контакт между продуктом и опорной поверхностью РА продукта. В следующем примерном исполнении захватные элементы 120 имеют в поперечном сечении L-образную форму. При этом поверхности 124 верхней стороны могут простираться прямолинейно. Кроме того, также и поверхности 122 нижней стороны могут быть выполнены на участках прямолинейными, причем примыкающая к соответствующей поверхности 124 верхней стороны боковая сторона проходит параллельно поверхностям верхней стороны и/или укладываемая на опорную поверхность РА продукта боковая сторона ориентирована относительно другой боковой стороны главным образом вертикально. При этом размеры боковой стороны основания могут быть больше размеров другой боковой стороны и, по мере необходимости, дополнительно также поверхности 124 верхней стороны.
Упорная плита 140, по меньшей мере, на обращенной захватным элементам 120 стороне, в частности, нижней стороне, выполнена главным образом плоской и/или ровной (ср. фиг. 6 и 7). Упорная плита может служить для того, чтобы принимаемый захватными элементами 120 продукт можно было смещать вертикально вверх во время захватывания продукта захватными элементами 120. Как следует из обзора фиг. 6 и 7, упорная плита выполнена для прилегания к поверхностям 124 верхней стороны захватных элементов как в открытом состоянии захватных элементов 120 (фиг. 6), так и в закрытой позиции (фиг. 7). Упорная плита 140 имеет такие размеры и/или размеры упорной плиты 140 согласованы относительно максимального горизонтального расстояния между захватными элементами 120 и/или относительно амплитуды перемещения захватных элементов таким образом, что опорная плита 140 прилегает в первой позиции и во второй позиции к поверхностям 124 верхней стороны захватных элементов 120.
По меньшей мере, одно приводное устройство 130 расположено на указывающей в направлении концевого фланца Е стороне структуры 110 основания в центре между двумя противолежащими направляющими штангами 118, которые расположены соответственно между соединительным элементом 112, как показано на фиг. 4. С помощью отверстия в обращенной к концевому фланцу Е стороне структуры 110 основания приводное устройство направляют к направляющим штангам 118, которые должны быть приведены в действие.
При этом направляющие штанги 118 приводят в действие предпочтительно с помощью серводвигателя и зубчатых реек. Направляющая штанга 118 может быть выполнена также в форме зубчатой штанги. Кроме того, направляющие штанги можно опционально приводить в действие, например, с помощью ходового винта, шарикового винта или метрического ходового винта вместо зубчатой рейки. Кроме того, вместо зубчатой штанги для привода захватных элементов 120 можно использовать также так называемый кривошипно-шатунный механизм.
В настоящей форме исполнения привода 130 достаточно для приведения в движение захватных элементов 120, причем две направляющих штанги 118 приводят в действие с помощью привода 130, а две другие направляющие штанги 118 соединены через зубчатую ременную передачу с приведенными в действие направляющим штангами 118 и, тем самым, также приведены в действие. В некоторых формах исполнения могут быть предусмотрены, однако, два приводных устройства 130, причем соответственно одно приводное устройство 130 приводит в действие две направляющие штанги 118. Как видно из фиг. 4, для второго приводного устройства 130 уже предусмотрено соответствующее отверстие в указывающей в направлении концевого фланца Е робота поверхности 110а структуры 110 основания.
Кроме того, в следующей форме исполнения может быть предусмотрен соединительный элемент, который соединяет соответственно две принадлежащие к одному захватному элементу 120 направляющие штанги 118. За счет этого можно реализовать управление работой двух образующих пару направляющих штанг 118 с помощью одного приводного устройства 130.
На указывающей в направлении от концевого фланца Е стороне 110b структуры 110 основания расположена имеющая главным образом четырехугольную форму упорная плита 140. При этом упорная плита 140 имеет ширину, которая соответствует, по меньшей мере, максимальной ширине раскрытия захватных элементов 120, и длину, которая соответствует предпочтительно осевой длине захватных элементов 120. При этом упорная плита 140 расположена таким образом, что она, по меньшей мере, приблизительно плоско прилегает к поверхностям 124 верхней стороны захватных элементов 120.
При этом захватные элементы 120, равно как и упорная плита 140, выполнены из пищевого полиоксиметилена, высококачественной стали или полимерного материала, причем возможны также другие, пригодные для работы с пищевыми продуктами материалы, которые к тому же выдерживают возникающие в процессе захватывания нагрузки. Кроме того, захватные элементы 120 и упорная плита 140 могут быть оснащены покрытием, которое защищает материал и/или обеспечивает пригодность структуры 110 основания для работы с пищевыми продуктами.
При этом кромки 112а, 124а и/или поверхности 122, 124 верхней и нижней стороны захватных элементов 120 предпочтительно закруглены, чтобы уменьшить трение между опорной поверхностью РА продукта и упорной плитой 140. Дополнительно захватные элементы 120 могут быть полностью или частично на их кромках 122а, 124а, поверхностях 122, 124 верхней стороны и нижней стороны оснащены покрытием, причем покрытие уменьшает трение.
Боковые листы 128, на которых размещены захватные элементы 120, изогнуты таким образом, что они во время захватывания, с одной стороны, не сталкиваются с упорной плитой 140 и, с другой стороны, обеспечивают надежное захватывание продукта Р.
Как пояснялось выше, боковые листы 128 имеют ступенчатую форму, причем боковые листы 128 можно рентабельно и легко изготавливать, например, с помощью гибочной машины.
Кроме того, приводное устройство 130 для направляющих штанг 118 может осуществлять прессование продукта Р, принятого с помощью захватных элементов 120. При этом прессование осуществляют главным образом сбоку, причем продукт Р прессуют к заданной форме. К тому же определение «прессование» следует понимать в том смысле, что продукт Р прессуют с усилием, превышающим силу захвата. При этом продукт Р прессуют к заданной форме, так что он после этого может быть загружен в расположенную главным образом вертикально шахту или в формовочную трубу или трубу магазина.
Таким образом, продукт Р можно прессовать, с одной стороны, с помощью манипулятора R во время транспортировки продукта Р. При этом упорная плита 140 служит для предотвращения отклонения продукта Р во время процесса прессования в сторону или вверх.
С другой стороны, подлежащий прессованию продукт Р можно прессовать на опорной поверхности РА продукта. При этом опорная поверхность РА продукта представляет собой транспортировочное устройство, например, ленточный транспортер или другое транспортировочное устройство. Это выгодно тем, что опорная поверхность РА продукта не позволяет к тому же подлежащему прессованию продукту Р сползать в сторону вниз. Процесс прессования можно осуществлять как непосредственно при захватывании продукта Р, так и во время перемещения манипулятора R.
В следующей форме исполнения захватные элементы 120 способны двигаться поступательно и/или вращательно. Возможными точками поворота для вращательного движения захватного элемента 120 являются, например, соединительные элементы 119, которые расположены между направляющими штангами 118 и боковыми листами 128, в результате чего возможно поступательное и вращательное движение захватных элементов 120. Чисто вращательное движение захватного устройства 100 можно реализовать, например, с помощью конструкции захватных элементов 120 в форме клешней.
Фиг. 8 показывает следующую форму исполнения захватного устройства 100 настоящего изобретения, при этом на указывающей в направлении от концевого фланца Е робота R стороне 140а упорной плиты 140 расположен, по меньшей мере, один всасывающий элемент 160. По меньшей мере, один всасывающий элемент 160 расположен предпочтительно в центре или сбоку на упорной плите 140 или встроен в нее. В зависимости от длины продукта Р могут потребоваться несколько всасывающих элементов 160, расположенных аксиально друг за другом в центре в продольном направлении на упорной плите 140.
При этом всасывающие элементы 160 выполнены таким образом, что они могут, по меньшей мере, частично поднимать принимаемый продукт Р над его опорной поверхностью РА. При этом всасывающие элементы 160 встроены упорную плиту 140 предпочтительно таким образом, что во время процесса всасывания они образуют, по меньшей мере, приблизительно ровную поверхность с указывающей в направлении от концевого фланца Е стороной 140а упорной плиты 140.
Фиг. 8 показывает, кроме того, продолговатый съемник 180, который расположен ниже опорной поверхности РА продукта, причем использовать съемник 180 и управлять им можно независимо от наличия всасывающего элемента 160 и робота R.
При этом съемник 180 имеет в продольном направлении Т-образную форму, причем длина съемника 180, по меньшей мере, приблизительно соответствует длине принимаемого продукта Р.
При этом продолговатый съемник 180 расположен под опорной поверхностью РА продукта, которая представляет собой предпочтительно транспортировочную ленту, таким образом, что он, по меньшей мере, эпизодически находится главным образом полностью под продуктом Р.
Съемник 180 может поднимать продукт Р и опорную поверхность РА продукта с тем, чтобы упростить движение захватных элементов 120 под продукт Р и, таким образом, его захватывание. К тому же при захватывании не происходит повреждения опорной поверхности РА продукта, поскольку захватные элементы 120 не прилегают к опорной поверхности РА продукта. При этом возможно пневматическое, электрическое или гидравлическое управление работой съемника 180.
Кроме того, управлять съемником 180 можно независимо от робота R и/или с помощью пускового механизма, например, фотоэлектрической ячейки. При этом пусковой механизм позиционирован таким образом, что продукт Р инициирует его в месте, в котором продукт Р должен быть захвачен, или сразу за ним.
Опционально на упорной плите может быть дополнительно размещено регистрирующее устройство 170, которое определяет или регистрирует прилегание продукта Р к упорной плите 140 и/или присасывание продукта Р всасывающим элементом 160 или состояние подъема продукта Р съемником 180. При этом регистрирующее устройство 170 может представлять собой, например, нажимной переключатель или сенсор (не изображен), который, по меньшей мере, частично встроен в упорную плиту 140.
Как показано на фиг. 9, система содержит, кроме того, первое регистрирующее устройство 250, например, фотоэлектрическую ячейку, которая может регистрировать продукт Р сразу после его поступления в позицию А приема на транспортировочном устройстве 200 или транспортере 200 с бесконечной лентой. В настоящей форме исполнения фотоэлектрическая ячейка 250 расположена сбоку на транспортере 200 с бесконечной лентой.
Фотоэлектрическая ячейка 250 состоит главным образом из источника 252 с вета, который образует передатчик 252, и сенсора 254, который образует приемник 254 фотоэлектрической ячейки 250. Передатчик 252 и приемник 254 фотоэлектрической ячейки 250 расположены главным образом перпендикулярно направлению Х движения транспортировочной лент 200. Кроме того, фотоэлектрическая ячейка 250 расположена на высоте ниже опорной поверхности РА бесконечной транспортировочной ленты 240, которая выбрана таким образом, что она меньше высоты или ширины принимаемого продукта Р. Высоту расположения фотоэлектрической ячейки 250 можно регулировать в зависимости от действующих условий и высоты принимаемого продукта Р.
Транспортировочное устройство 200 или транспортер 200 с бесконечной лентой транспортирует принимаемый продукт Р вдоль направления Х движения транспортировочной ленты 200. При соприкосновении продукта Р со световым лучом фотоэлектрической ячейки 250 последняя выдает сигнал, который сообщает роботу R о необходимости захватывания продукта Р. Опционально при прохождении фотоэлектрической ячейки 250 транспортер 200 с бесконечной лентой может быть автоматически остановлен до момента, когда фотоэлектрическая ячейка 250 не регистрирует более никаких предметов, например, продукта Р или захватных элементов 120.
Первое регистрирующее устройство 250 не ограничено фотоэлектрической ячейкой 250, более того, существуют многочисленные возможности регистрации продукта Р на опорной поверхности РА продукта, например, с помощью емкостного датчика, механического датчика или датчика изображения. Кроме того, расположение первого регистрирующего устройства 250 не ограничено определенной ориентаций относительно транспортировочного устройства 200. Возможно также расположение, например, датчика изображения, выше транспортировочного устройства 200или под углом к нему.
Таким образом, при выдаче фотоэлектрической ячейкой 250 сигнала, который регистрирует нахождение продукта Р в позиции А приема, робот R посредством манипулятора 100 переходит в позицию А приема и захватывает принимаемый продукта Р либо при работающей транспортировочной ленте 200, либо во время ее нахождения в состоянии покоя.
Фиг. 10 показывает перспективный вид на фрагмент захватного устройства 100 и порционирующей машины 300. Порционирующая машина 300 содержит при этом позицию В выдачи, в которой следует осуществлять выдачу продукта Р. В случае порционирующей машины 300 она содержит одну или несколько так называемых труб 310 магазина, из которых одна представляет собой разгрузочную трубу 312 магазина, в которую должен быть выдан продукт Р. Труба 310 магазина или разгрузочная труба 312 имеет предпочтительно главным образом круглое или овальное отверстие.
В настоящем примере исполнения позиция В выдачи расположена непосредственно над разгрузочной трубой 312 магазина, причем позиция В выдачи расположена предпочтительно на высоте 10 мм над разгрузочной трубой 312 магазина. В соответствии с этим захватное устройство позиционируют таким образом, что захватные элементы 120 находятся на одной прямой с разгрузочной трубой 312 магазина и, тем самым, позволяют продукту Р после открывания захватного устройства 100 продольно падать в разгрузочную трубу 312 магазина.
Расстояние между захватным устройством 100 и разгрузочной трубой 312 магазина можно варьировать в зависимости от действующих условий с тем, чтобы обеспечить падение продукта Р в разгрузочную трубу 312 магазина.
На порционирующей машине 300 смонтировано второе регистрирующее устройство 320, например, емкостной датчик 320, который установлен, например, на трубе 310 магазина или выше нее. Емкостной датчик 320 выполнен таким образом, что он распознает находящийся в позиции В выдачи продукт Р, который находится в захватном устройстве 100. При регистрации емкостным датчиком 320 продукта Р он выдает сигнал, инициирующий открывание захватных элементов 120 захватного устройства 100, в результате чего продукт Р падает или соскальзывает в разгрузочную трубу 312 магазина.
На порционирующей машине 300 смонтировано третье регистрирующее устройство 330, например, фотоэлектрический датчик или световой затвор, как это показано на фиг. 11 и 12, который при нахождении захватного устройства 100 в позиции В выдачи расположен таким образом, что может регистрировать продукт Р между захватным устройством 100 и разгрузочной трубой 312 магазина.
Третье регистрирующее устройство 330 служит для обеспечения гарантированной выдачи продукта Р полностью в разгрузочную трубу 312 магазина. Для этого снова можно использовать множество различных датчиков, например, световой затвор, как это уже описано во взаимосвязи с фиг. 9, фоторелейную завесу, емкостной датчик, механический датчик или датчик изображения.
При открывании захватных элементов 120 захватного устройства 100 находящийся между захватными элементами 120 продукт Р падает в разгрузочную трубу 312 магазина. При этом третье регистрирующее устройство 330 регистрирует сначала наличие продукта Р между захватным устройством 100 и разгрузочной трубой 312 магазина и затем или одновременно рассчитывает время, необходимое для полной выдачи продукта Р в разгрузочную трубу 312 магазина. Для этого регистрирующее устройство 330 проверяет, был ли продукт Р полностью выдан в разгрузочную трубу 312 магазина в течение заданного времени сбрасывания, составляющего предпочтительно от 0,05 до 1 с.
Если время сбрасывания выходит за границы заданного интервала времени, то третье регистрирующее устройство 330 выдает сообщение об ошибке, которое приводит к отключению системы или ее переводу в состояние покоя, которое должно быть вручную устранено оператором.
Первое, второе и третье регистрирующие устройства 250, 320, 330 можно при этом использовать в зависимости от действующих условий независимо друг от друга. Это означает, что в системе могут быть предусмотрены первое регистрирующее устройство 250 и/или второе регистрирующее устройство 320 и/или третье регистрирующее устройство 330.
Регистрирующие устройства 250, 320, 330 не ограничены определенными датчиками, как уже описано выше, более того, существует множество возможностей регистрации продукта Р, например, с помощью емкостного датчика, механического датчика или датчика изображения. Кроме того, расположение регистрирующих устройств 250, 320, 330 не ограничено определенной ориентацией. Возможно также расположение, например, датчика изображения выше системы, под наклоном к ней или сбоку от нее.
В последующем описывается способ управления системой для приема, транспортировки и выдачи продукта Р, которая содержит манипулятор R, устанавливаемое с возможность отсоединения на манипуляторе захватное устройство 100, транспортировочное устройство 200 и блок 400 управления. Сначала принимаемый продукт Р регистрируют на опорной поверхности РА продукта, это происходит, например, с помощью первого регистрирующего устройства 250, например, фотоэлектрического затвора. Первое регистрирующее устройство 250 передает сигнал роботу R, которые после этого позиционирован с открытыми захватными элементами 120 захватного устройства 100 в первой позиции, в которой захватные элементы 120 позиционированы на противоположных сторонах принимаемого продукта Р. При достижении первой позиции робот R захватывает принимаемый продукт Р с помощью захватного устройства, в то время как, по меньшей мере, один из захватных элементов 120 реверсивно двигается в направлении продукта Р до достижения второй позиции, в которой продукт Р был захвачен захватным устройством 100. После этого продукт Р прессуют или сжимают к заданной форме или сжимают его посредством приложения заранее заданного усилия, это происходит с помощью захватных элементов 120 и упорной плиты 140, а также при обстоятельствах с помощью опорной поверхности РА продукта. Вслед за этим робот R с манипулятором 100 и принятым продуктом Р перемещают в заданную позицию, в которой второе регистрирующее устройство проверяет, находится ли продукт Р в захватном устройстве 100. В завершение происходит открывание захватных элементов 120 захватного устройства и продукт Р выдают в трубу магазина, причем время сбрасывания контролируют с помощью третьего регистрирующего устройства 330.
С одной стороны, продукт Р можно прессовать к заданной форме уже на опорной поверхности РА продукта с помощью захватных элементов 120, упорной плиты 140 и опорной поверхности РА продукта. С другой стороны, продукт Р можно прессовать к заданной форме во время перемещения с помощью захватных элементов 120 и упорной плиты, за счет чего за счет синхронного перемещения и прессования можно уменьшить длительность такта.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
Изобретение относится к системе для приема, транспортировки и выдачи продукта питания в форме штранга в порционирующую машину для продуктов питания, содержащую трубу магазина. Система содержит транспортировочное устройство для транспортировки продукта питания в форме штранга, захватное устройство для приема продукта питания с транспортировочного устройства и для выдачи продукта питания в трубу магазина и манипулятор, на котором с возможностью отсоединения установлено захватное устройство. Транспортировочное устройство содержит транспортировочный участок, на котором принимаемый захватным устройством продукт питания позиционируется в позиции приема для приема продукта питания посредством захватного устройства. С манипулятором, захватным устройством и транспортировочным устройством соединен блок управления. Блок управления предназначен для регистрации достижения принимаемым продуктом питания позиции приема. 2 н. и 17 з.п. ф-лы, 12 ил.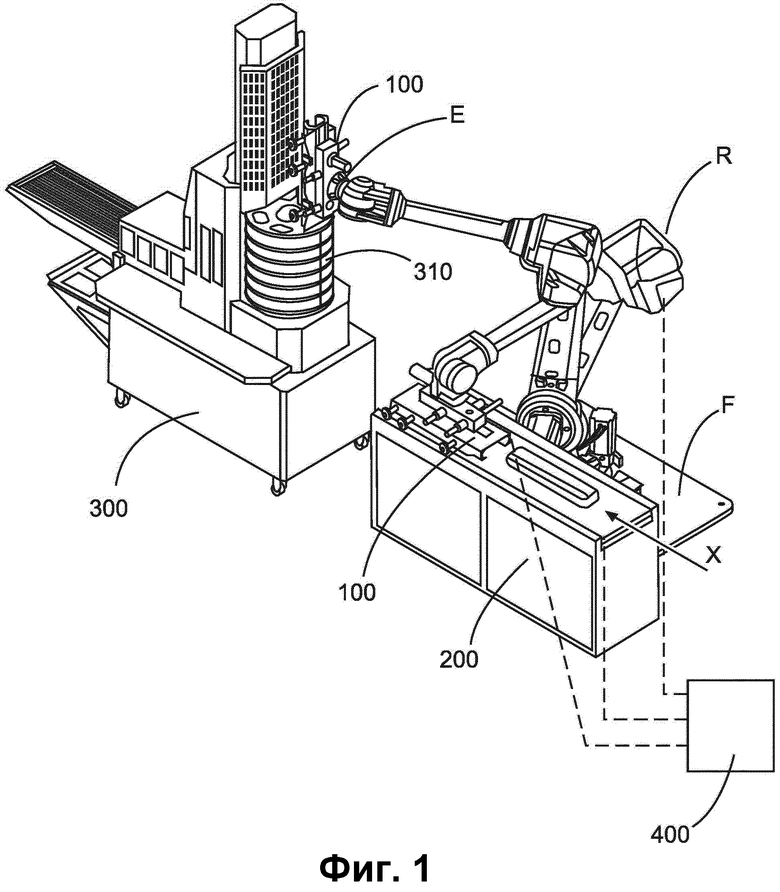
1. Система для приема, транспортировки и выдачи продукта (Р) питания в форме штранга в порционирующую машину (300) для продуктов питания, причем порционирующая машина (300) для продуктов питания содержит по меньшей мере одну трубу (310) магазина, содержащая:
- транспортировочное устройство (200) для транспортировки продукта питания (Р) в форме штранга;
- захватное устройство (100) для приема продукта (Р) питания с транспортировочного устройства (200) и для выдачи продукта (Р) питания в трубу (310) магазина;
- манипулятор (R), на котором с возможностью отсоединения установлено захватное устройство (100);
причем транспортировочное устройство (200) содержит транспортировочный участок, на котором принимаемый захватным устройством (100) продукт (Р) питания позиционируется в позиции (А) приема для приема продукта (Р) питания посредством захватного устройства (100);
- блок (400) управления соединен, по меньшей мере, с манипулятором (R), захватным устройством (100) и транспортировочным устройством (200);
причем блок управления предназначен для регистрации достижения принимаемым продуктом (Р) питания позиции (А) приема.
2. Система по п. 1, содержащая:
- первое регистрирующее устройство (250), которое размещено выше транспортировочного устройства (200); причем первое регистрирующее устройство (250) предназначено для регистрации достижения принимаемым продуктом (Р) питания позиции (А) приема на транспортировочном устройстве (200).
3. Система по п. 1 или 2, содержащая:
- второе регистрирующее устройство (320);
причем захватное устройство (100) выполнено с возможностью позиционирования над по меньшей мере одной трубой (310) магазина в позиции (В) выдачи для выдачи принятого захватным устройством (100) продукта (Р) питания в трубу (310) магазина; и
- второе регистрирующее устройство (320) предназначено для регистрации продукта (Р) питания, позиционированного захватным устройством (100) выше трубы (310) магазина.
4. Система по любому из пп. 1-3, содержащая:
- третье регистрирующее устройство (330), которое размещено выше по меньшей мере одной трубы (310) машины (300) для обработки;
причем третье регистрирующее устройство (330) выполнено для регистрации продукта (Р) питания, падающего в трубу (310) магазина.
5. Система по любому из пп. 1-4, причем захватное устройство (100) содержит:
- структуру (110) основания, которая с помощью соединительного элемента (112) установлена с возможностью предпочтительно неразрушающего отсоединения на манипуляторе (R);
- по меньшей мере два захватных элемента (120), которые содержат соответственно по меньшей мере одну поверхность (122) нижней стороны и по меньшей мере одну поверхность (124) верхней стороны,
причем поверхности (124) верхней стороны захватных элементов (120) указывают в направлении соединительного элемента (112), а поверхности (122) нижней стороны захватных элементов (100) указывают в направлении от соединительного элемента (112);
- по меньшей мере одно приводное устройство (130) для реверсивного перемещения захватных элементов (120) между первой позицией, в которой захватные элементы (120) могут быть позиционированы на противоположных сторонах принимаемого продукта (Р) питания, и второй позицией, в которой захватные элементы (120) захватывают принимаемый продукт (Р) питания; и
- упорную плиту (140), которая по меньшей мере приблизительно прилегает к поверхностям (124) верхней стороны захватных элементов (120).
6. Система по любому из пп. 1-5, причем захватные элементы (120) захватного устройства (100) имеют вогнутые захватывающие поверхности (126), которые способны по меньшей мере частично захватывать принимаемый продукт (Р) питания.
7. Система по любому из пп. 1-6, причем,по меньшей мере один из захватных элементов (120) выполнен с возможностью приведения в поступательное и/или вращательное движение относительно структуры (110) основания.
8. Система по любому из пп. 1-7, причем захватные элементы (120) укреплены на захватном устройстве (100) с помощью крепежного средства (150), отсоединяемого без использования инструмента.
9. Система по любому из пп. 5-8, причем на упорной плите (140) расположен, по меньшей мере, один всасывающий элемент (160), который во время процесса всасывания по меньшей мере частично поднимает принимаемый продукт (Р) питания.
10. Система по п. 9, причем всасывающий элемент (160) встроен в упорную плиту (140) таким образом, что во время процесса всасывания он образует с упорной плитой (140), по меньшей мере, по существу прямую поверхность.
11. Система по любому из пп. 1-10, причем каждый из захватных элементов (120) направляется с помощью по меньшей мере двух направляющих штанг (118).
12. Система по любому из пп. 1-11, причем захватные элементы (120) захватного устройства (100) предназначены для прессования продукта (Р) питания к заданной форме.
13. Система по любому из пп. 1-12, причем на упорной плите (140) размещено регистрирующее устройство (170), которое способно обнаруживать продукт (Р) питания.
14. Система по любому из пп. 1-13, причем транспортировочное устройство (200) содержит транспортер (200) с бесконечной лентой, который содержит по меньшей мере два направляющих ролика (220) и одну бесконечную транспортировочную ленту (240), причем на транспортирующем продукт участке транспортировочной ленты (200) принимаемый от захватного устройства (100) продукт (Р) питания транспортируется в направлении (Х) движения.
15. Способ управления системой для приема, транспортировки и выдачи продукта (Р) питания в форме штранга в порционирующую машину (300) для продуктов питания, которая содержит по меньшей мере одну трубу (310) магазина, включающий в себя следующие этапы:
- регистрацию принимаемого продукта (Р) питания на опорной поверхности (РА) продукта питания транспортировочного устройства (200);
- позиционирование захватных элементов (120) захватного устройства (100) в первой позиции, в которой захватные элементы (120) позиционированы на противоположных сторонах принимаемого продукта (Р) питания;
- захватывание принимаемого продукта (Р) питания, в то время как по меньшей мере один из захватных элементов (120) реверсивно движется в направлении продукта (Р) питания до достижения второй позиции;
- сжатие продукта (Р) питания,
причем продукт (Р) питания прессуют к заданной форме с помощью захватных элементов (120) и упорной плиты (140), а также, при необходимости, опорной поверхности (РА) продукта;
- перемещение захватного устройства (100) с продуктом (Р) питания в заданную позицию;
- выдача продукта (Р) питания в трубу (310) магазина порционирующей машины (300) для продуктов питания.
16. Способ по п. 15, причем продукт (Р) питания прессуют к заданной форме на опорной поверхности (РА) продукта транспортировочной ленты (200) с помощью захватных элементов (120), упорной плиты (140) и опорной поверхности (РА) продукта.
17. Способ по п. 15, причем продукт (Р) питания прессуют к заданной форме с помощью захватных элементов (120) и упорной плиты (140) при перемещении.
18. Способ по любому из пп. 15-17, причем предусмотрено второе регистрирующее устройство (320), которое, находясь в заданной позиции выше трубы (310) магазина, регистрирует продукт (Р) питания в захватном устройстве (100.
19. Способ по любому из пп. 15-18, причем предусмотрено третье регистрирующее устройство (330), которое регистрирует время сбрасывания, причем время сбрасывания соответствует интервалу времени, который начинается, по существу, с момента выдачи продукта (Р) питания захватным устройством (100) в трубу (310) магазина и заканчивается, как только продукт (Р) питания окажется, по существу, полностью внутри трубы (310) магазина.
| DE 102010035657 A1, 22.09.2011 | |||
| УСТРОЙСТВО для НАРЕЗАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 0 |
|
SU369003A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ и ТЕПЛОВОЙ ОБРАБОТКИ КОЛБАСНЫХ ИЗДЕЛИЙ БЕЗ ОБОЛОЧЕК | 0 |
|
SU185723A1 |
| EP 3069835 A1, 21.09.2016. | |||

