Настоящая заявка относится к прижимной подушке согласно ограничительной части пункта 1 формулы изобретения. Кроме того, настоящая заявка относится к способу получения прижимной подушки в соответствии с ограничительной частью пункта 13.
Прижимная подушка подходит, в частности, для применения в гидравлической установке горячего прессования. Такая установка может быть выполнена, в частности, в форме гидравлического многоэтажного термопресса. Прижимная подушка содержит ткань, которая образована из нитей основы, проходящих в направлении основы, и уточных нитей, проходящих в направлении утка. Нити основы и уточные нити переплетаются вместе, образуя ткань.
Прижимные подушки описанного во введении типа служат в установке горячего прессования для обеспечения равномерного распределения усилий между термопрессом с гидравлическим приводом и нажимной плитой, которые входят в прямой контакт с соответствующим пресс-изделием. Обычно нажимная плита имеет структурированную поверхность, содержащую набивной рельеф. Этот набивной рельеф в ходе процесса прессования вдавливается или впрессовывается в поверхность соответствующего пресс-изделия, так что в поверхности пресс-изделия создается в некотором смысле негативное изображение структуры набивного рельефа. В процессе прессования пресс-изделие по меньшей мере в области своей поверхности имеет мягкую консистенцию, причем пресс-изделие обычно содержит слой меламиновой смолы. Эта мягкая консистенция позволяет вдавить набивной рельеф нажимной плиты в пресс-изделие, при этом мягкий материал пресс-изделия сдвигается и локально уплотняется.
Тепловая энергия, вносимая термопрессом в пресс-изделие, настолько окончательно отверждает пресс-изделие, что прессованная поверхностная структура, соответствующая негативу структуры набивного рельефа, сохраняется надолго. Чтобы сделать поверхность пресс-изделия однородной и, тем самым, визуально привлекательной, важно, чтобы давление прессования, прикладываемое посредством установки горячего прессования, равномерно передавалось на нажимную плиту и, в конечном счете, на пресс-изделие. Как указано выше, прижимная подушка служит для однородной передачи давления прессования от термопресса на нажимную плиту.
Качество производства искусственно созданных поверхностных структур пресс-изделий, которые, в частности, могут имитировать текстуру натуральной древесины и поверхностной структуры древесины, в последние годы значительно повысилось. Это обусловлено, в частности, тем, что увеличилась глубина тиснения, вводимого в пресс-изделие, так что воспроизведение структуры натуральных поверхностей удалось успешно улучшить. Введение таких глубоких поверхностных структур, обеспечивающих большую глубину тиснения, требует использования нажимных плит, набивные рельефы которых выполнены с возвышениями, высота которых, отсчитываемая от плоскости нажимной плиты и измеряемая перпендикулярно плоскости нажимной плиты, соответствует желаемой глубине соответствующей локальной поверхностной структуры пресс-изделия. Само собой разумеется, что введение особенно глубоких локальных поверхностных структур в соответствующее пресс-изделие, требует, в свою очередь, особенно высоких возвышений на набивном рельефе нажимной плиты. Вдавливание такой нажимной плиты, содержащей набивной рельеф с такими возвышениями, в соответствующее пресс-изделие приводит к тому, что сопротивление, действующее как сила реакции на нажимную плиту, локально сильно различается по поверхности нажимной плиты. Как результат, вдавливание возвышения в поверхность пресс-изделия требует более высокой силы, чем тиснение структуры набивного рельефа, которая едва выступает за плоскость нажимной плиты. На практике это приводит к тому, что необходимое усилие, которое требуется для полного вдавливания даже возвышений набивного рельефа в пресс-изделие, не может быть надежно передано нажимной плите.
Таким образом, в основе настоящей заявки стоит задача разработать прижимную подушку, улучшенную по сравнению с уровнем техники.
Задача, стоящая в основе настоящего изобретения, решена посредством прижимной подушки с признаками по пункту 1 формулы изобретения. Варианты осуществления изобретения выявляются из зависимых пунктов 2-12.
Прижимная подушка согласно изобретению отличается тем, что в направлении основы и/или в направлении утка ткани функциональные нити соединены с остальной тканью таким образом, что толщина ткани в зоне действия функциональных нитей изменена по сравнению с толщиной ткани за пределами зоны действия. Под функциональными нитями имеются в виду дополнительные нити, которые вставляются в или накладываются на остальную ткань в процессе производства ткани или после его завершения. Альтернативно или дополнительно допустимо также, чтобы функциональные нити вплетались в ткань в некоторой степени как замена использующихся обычных нитей основы и/или уточных нитей. Соответственно толщина ткани в недеформированном состоянии ткани, то есть в состоянии без силового воздействия, в котором на нее не оказывается никакого давления, в зоне действия функциональных нитей изменяется по сравнению с толщиной вне зоны действия.
Прижимная подушка согласно изобретению предпочтительно выполнена так, чтобы по меньшей мере часть функциональных нитей, а предпочтительно все функциональные нити были выполнены в виде утолщающих нитей. Их технический эффект заключается в том, что толщина ткани в зоне действия утолщающих нитей увеличивается по сравнению с толщиной ткани вне зоны действия утолщающих нитей.
Прижимная подушка согласно изобретению имеет множество преимуществ. В частности, функциональные нити подходят для адаптации толщины ткани индивидуально к соответствующей нажимной плите, снабженной определенным набивным рельефом. Так, например, в области нажимной плиты, где набивной рельеф имеет локально особенно ярко выраженное возвышение, прижимная подушка, индивидуально адаптированная к соответствующей нажимной плите, может быть выполнена в области, соответствующей возвышению в нажимной плите, с по меньшей мере одной функциональной нитью, которая увеличивает толщину ткани прижимной подушки. Техническим эффектом этого увеличения толщины ткани является то, что прижимная подушка в зоне действия ее функциональной нити, соответствующей локальному возвышению набивного рельефа, в присутствии силы реакции, возникающей в пресс-изделии из-за повышенного сопротивления в ходе вдавливания нажимной плиты в пресс-изделие, сжимается меньше, чем если бы это происходило в отсутствие функциональной нити или нитей. Это обеспечивает, что структура набивного рельефа, выполненная с возвышением, надежно и полностью вдавливается в пресс-изделие и, как результат, формируется желаемая структура поверхности пресс-изделия. Отодвигание нажимной плиты относительно пресс-изделия по меньшей мере существенно предотвращается в сравнении с желаемым отодвиганием материала пресс-изделия относительно нажимной плиты.
В зависимости от рисунка поверхностной структуры пресс-изделия, которая задается заранее и в соответствии с этим формируется структура набивного рельефа нажимной плиты, возможно использование функциональных нитей как в направлении основы, так и в направлении утка ткани. Функциональные нити предпочтительно используются для локального увеличения толщины ткани. Тем не менее, допустимо также использовать функциональные нити, которые уменьшают толщину ткани. Например, можно заменить отдельные уточные нити функциональными нитями, диаметр которых меньше диаметра обычных уточных нитей. Это напрямую влияет на толщину ткани, которая в равной степени уменьшается в зоне действия таких функциональных нитей.
Особенно предпочтительно, по меньшей мере часть функциональных нитей нашита или наткана на готовую ткань или вшита в готовую ткань. Альтернативно или дополнительно возможно также, чтобы по меньшей мере часть функциональных нитей была вплетена в ткань, причем введение соответствующей функциональной нити предпочтительно проводится уже в процессе изготовления ткани для прижимной подушки. Допустимы также альтернативные методы соединения, посредством которых по меньшей мере часть функциональных нитей вступает в функциональное соединение с остальной тканью прижимной подушки.
Предпочтительно, по меньшей мере большинство нитей основы, а предпочтительно все нити основы образованы из металла. При этом особенно хорошо подходит латунь, которая имеет высокую теплопроводность. Это помогает передавать с помощью нажимной подушки тепловую энергию, создаваемую термопрессом, на нажимную плиту. В результате последняя отодвигается в процессе прессования, благодаря чему по меньшей мере поверхностный слой пресс-изделия может отвердеть. В частности, это относится к поверхностному слою пресс-изделия, образованному из меламиновой смолы, которая затвердевает под действием подводимого тепла.
В частности, в случае, когда нити основы ткани образованы из металла, который обладает такой высокой теплопроводностью, может быть особенно выгодно, если функциональные нити, которые в направлении основы соединены с остальной тканью, образованы из арамида, в частности, пара-арамида. Такие функциональные нити имеют ряд преимуществ: во-первых, они являются термостойкими, так что температуры, типичные для процесса прессования, не повреждают функциональных нитей. Далее, они имеют низкий коэффициент теплового расширения, так что изменения длины функциональных нитей, образованных из арамида, при типичных колебаниях температуры, которые могут возникать при работе термопресса, минимальны. Кроме того, арамиды, в частности пара-арамид, являются огнестойкими.
Следующее существенное техническое преимущество состоит в том, что арамиды имеют низкую теплопроводность. Технический эффект от этого состоит в том, что тепловая энергия, предоставляемая термопрессом, передается на нажимную плиту иным образом, чем в ситуации, когда функциональные нити отсутствуют. Другими словами, введение арамидных функциональных нитей "затормаживает" теплообмен между термопрессом и нажимной плитой. Это особенно выгодно тем, что материал поверхностного слоя пресс-изделия в зоне действия соответствующих функциональных нитей застывает медленнее, и, следовательно, имеется больше времени, в течение которого материал возвышений структуры набивного рельефа нажимной плиты может размягчаться. Напротив, особенно быстрое затвердевание пресс-изделия затруднило бы создание особенно глубокой поверхностной структуры, поскольку вязкость материала пресс-изделия в процессе прессования особенно быстро повышалась бы в области его поверхностного слоя, что, в свою очередь, затрудняло бы вдавливание соответствующего возвышения набивного рельефа в поверхностный слой.
Независимо от материалов, из которых образованы нити основы и/или проходящие в направлении основы ткани функциональные нити, может быть особенно выгодным, если по меньшей мере большинство расположенных в направлении основы функциональных нитей, а предпочтительно все расположенные в направлении основы функциональные нити, имеют диаметр от 0,10 мм до 0,30 мм, предпочтительно от 0,15 мм до 0,25 мм. Такие функциональные нити особенно хорошо подходят для увеличения толщины ткани в зоне действия функциональных нитей до такой степени, чтобы достичь желаемых технических эффектов, то есть, в частности, равномерной передачи силы от термопресса к нажимной плите.
В другом варианте осуществления прижимной подушки согласно изобретению по меньшей мере большинство уточных нитей, а предпочтительно все уточные нити образованы из эластомера, в частности, силикона. Такие уточные нити особенно хорошо подходят, чтобы обеспечить необходимую эластичность прижимной подушки, при этом низкая теплопроводность эластомерного материала также предотвращает слишком быструю передачу тепловой энергии от термопресса к нажимной плите. Диаметр уточной нити предпочтительно составляет от 1,50 мм до 1,60 мм. Кроме того, по меньшей мере часть функциональных нитей, которые проходят в направлении утка, предпочтительно образованы из силикона.
В одном особенно предпочтительном варианте осуществления прижимной подушки согласно изобретению большинство функциональных нитей в направлении основы ткани представляют собой утолщающие нити. Это способствует тому, что толщина ткани в зоне действия этих функциональных нитей увеличивается по сравнению с толщиной ткани вне зоны действия. Утолщающие нити основы предпочтительно нашиты или натканы на ткань в направлении основы. При этом они представляют собой дополнительные нити, так что общее количество всех нитей основы в результате введения таких утолщающих нитей основы увеличивается по сравнению с тканью прижимной подушки, которая не имеет в направлении основы таких утолщающих нитей основы.
Кроме того, может быть выгодным, если в направлении утка ткани большинство функциональных нитей образовано из утолщающих уточных нитей. Это приводит к тому, что толщина ткани в зоне действия утолщающих уточных нитей больше, чем вне зоны действия. Утолщающие уточные нити предпочтительно вплетаются в ткань. Утолщающие уточные нити предпочтительно могут быть выполнены так, чтобы диаметр соответствующей утолщающей уточной нити был больше диаметра "нормальной" уточной нити. В частности, диаметр утолщающей уточной нити может составлять по меньшей мере 1,65 мм, предпочтительно по меньшей мере 1,70 мм.
Вплетение утолщающей уточной нити предпочтительно реализуется так, чтобы утолщающая нить использовалась вместо "нормальной" уточной нити. Другими словами, в ходе тканья такой ткани в соответствующем утке утолщающая нить используется вместо нормальной нити утка. Так как диаметр утолщающей уточной нити больше диаметра обычной уточной нити, эта замена обычной уточной нити на утолщающую уточную нить ведет к желаемому увеличению толщины ткани в зоне действия утолщающей уточной нити. В этом варианте осуществления полное число всех уточных нитей при вплетении утолщающих уточных нитей остается таким же, как в ткани, не содержащей утолщающих уточных нитей.
В другом особенно предпочтительном варианте осуществления прижимной подушки согласно изобретению функциональные нити распределены в ткани нерегулярным образом. Это выгодно, поскольку посредством нерегулярного распределения можно имитировать столь же нерегулярный рисунок структуры набивного рельефа нажимной плиты, чтобы функциональные нити действовали точно в тех областях прижимной подушки, где действие с учетом рисунка набивного рельефа нажимной плиты желательно и необходимо. В частности, предпочтительно индивидуально адаптировать прижимную подушку согласно изобретению к конструкции соответствующей нажимной плиты или поверхностной структуре пресс-изделия.
Согласно изобретению, лежащая в его основе задача решена также посредством способа с признаками по пункту 13. Предпочтительные варианты осуществления способа выявляются из зависимого пункта 14.
Способ согласно изобретению отличается тем, что прижимную подушку можно изготавливать в зависимости от заданной конструкции нажимной плиты. При этом прижимную подушку изготавливают так, чтобы толщина ее ткани регулировалась по меньшей мере в большинстве областей прижимной подушки, которые соответствуют возвышениям набивного рельефа. Это может включать как локальное увеличение, так и локальное уменьшение толщины ткани, при этом возможен также комбинированный вариант, в котором ткань в первой области утолщается, а во второй области имеет уменьшенную толщину. Согласно изобретению, для регулирования толщины ткани функциональные нити соединяют с остальной тканью, так что толщина ткани в зоне действия функциональных нитей и толщина ткани вне зоны действия различаются. Функциональные нити могут представлять собой дополнительные нити, которых не было бы в ткани, не содержащей функциональных нитей. Можно также предусмотреть функциональные нити в виде "замещающих нитей", которые заменяют предусмотренные в ином случае нити ткани, так что полное количество нитей в ткани остается неизменным. Возможна также комбинация обеих техник в одной ткани.
Предлагаемый настоящим изобретением способ имеет много преимуществ. В частности, он позволяет получить прижимную подушку, с помощью которой в процессе прессования обеспечивается надежная передача усилия на нажимную плиту, так как прижимная подушка была индивидуально адаптирована к конструкции нажимной плиты или структуре соответствующего набивного рельефа. Таким образом, прижимная подушка в местах, где набивной рельеф нажимной плиты выполнен соответственно особым образом, содержит по меньшей мере одну функциональную нить, благодаря которой в итоге обеспечивается возможность комбинирования нажимной плиты в соответствии с техническими спецификациями рисунка набивного рельефа. Как результат, ткань прижимной подушки можно сделать толще, в частности, в возвышениях структуры набивного рельефа, чтобы она в процессе прессования могла надежно передавать противодействующие силы, действующие в этих местах или в этих областях нажимной плиты. В результате нажимная плита с ее соответствующим возвышением полностью вдавливается в пресс-изделие, так что в пресс-изделии создается желаемая поверхностная структура.
В одном особенно предпочтительном варианте осуществления способа согласно изобретению, относящемся к получению системы "прижимная подушка+нажимная плита", прижимная подушка и нажимная плита соединены друг с другом с передачей усилия, так что относительное перемещение между зонами действия функциональных нитей прижимной подушки и, тем самым, соответствующих участков набивного рельефа нажимной плиты предотвращается по меньшей мере по существу, а предпочтительно полностью. Силовое передающее соединение действует предпочтительно по меньшей мере в одной плоскости, ориентированной параллельно плоскости нажимной плиты. Соединение можно реализовать, например, путем приклеивания. Соединение, передающее усилие от нажимной плиты к прижимной подушке, особенно выгодно тем, что индивидуально оформленные области прижимной подушки, которые адаптированы к нажимной плите, всегда, то есть даже после большого числа циклов прессования, надежно взаимодействуют с соответствующими участками нажимной плиты. Таким образом, технический эффект, достигаемый функциональными нитями, обеспечивается на длительное время в "нужном месте" соответствующей нажимной плиты.
Далее изобретение подробнее поясняется на примере осуществления, представленном на фигурах. Показано:
фиг. 1: вид в сечении установки горячего прессования, выполненной с прижимной подушкой согласно изобретению,
фиг. 2: вид сверху рисунка поверхностной структуры пресс-изделия,
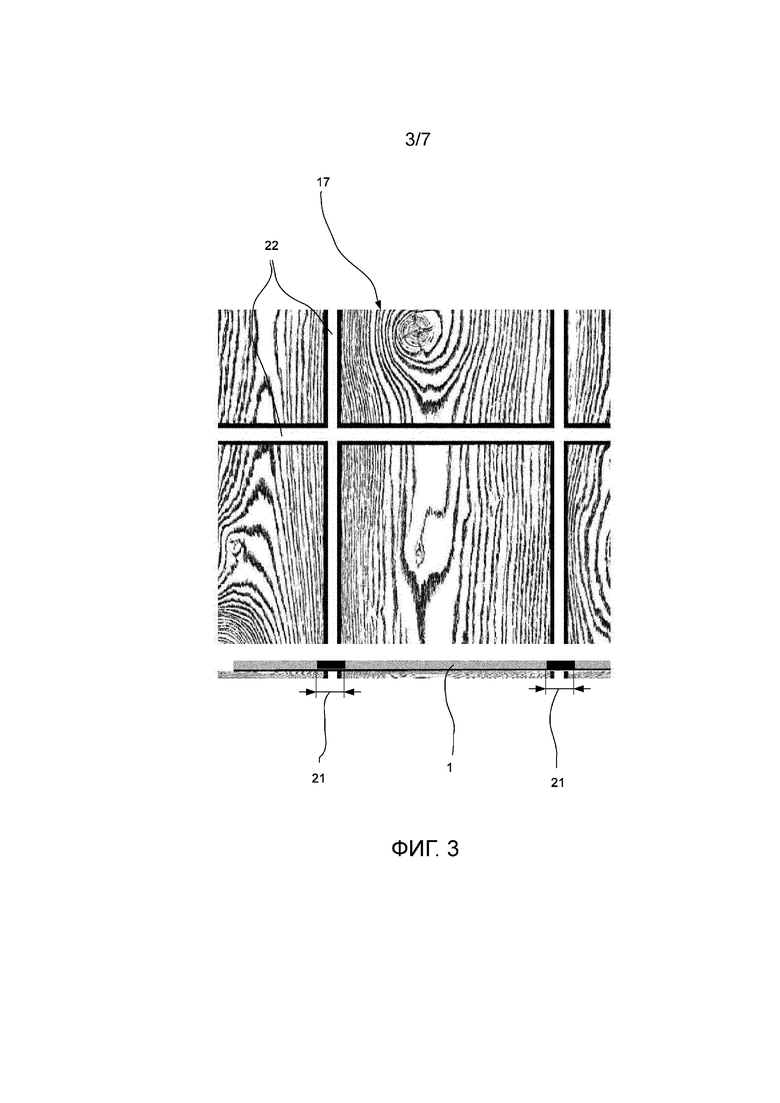
фиг. 3: вид сверху альтернативного рисунка поверхностной структуры пресс-изделия,
фиг. 4: схематическое изображение вида сверху прижимной подушки согласно изобретению,
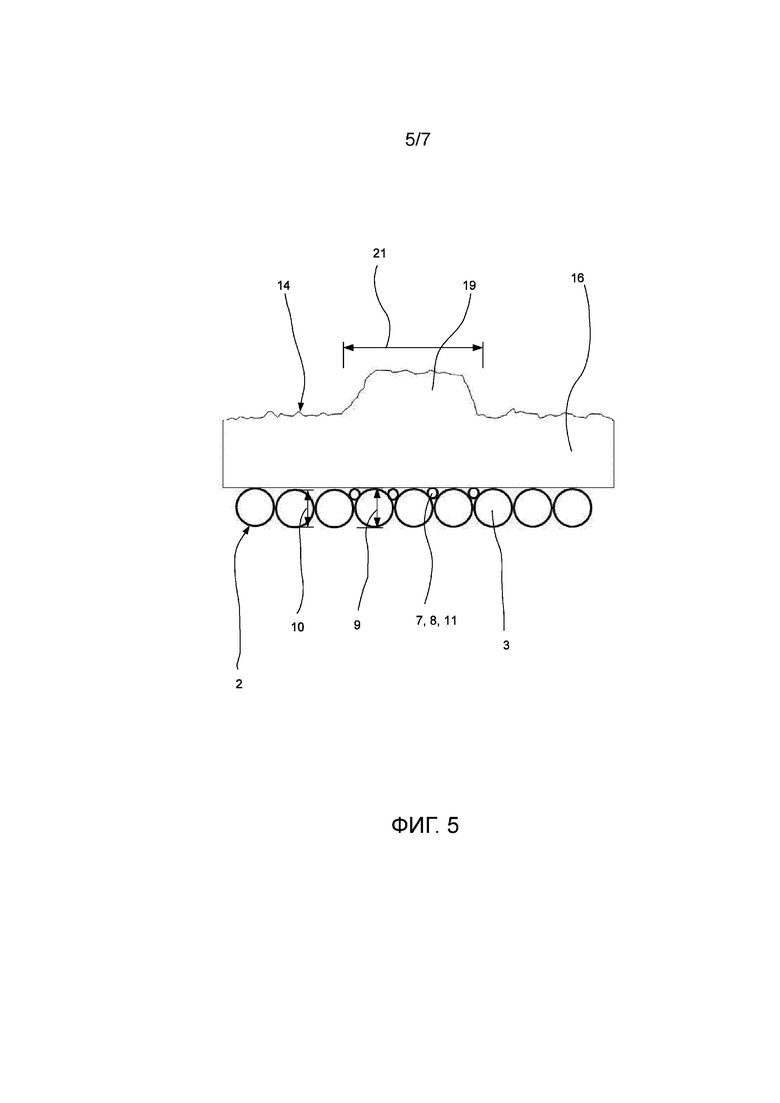
фиг. 5: схематическое изображение сечения прижимной подушки согласно изобретению в наложении на набивной рельеф соответствующей нажимной плиты,
фиг. 6: другое схематическое сечение в соответствии с фиг. 5, и
фиг. 7: еще одно схематическое сечение в соответствии с фиг. 5.
Пример осуществления, показанный на фигурах 1-7, относится к прижимной подушке 1 согласно изобретению, которая смонтирована в установке 15 горячего прессования. Здесь прижимная подушка 1, образованная из ткани 2, используется в комбинации с соответствующей нажимной плитой 16 для обработки пресс-изделия 17. Прижимная подушка 1 находится между термопрессом 18 установки 15 горячего прессования и нажимной плитой 16, так что происходит передача усилия между термопрессом 18 и нажимной плитой 16 посредством прижимной подушки 1. Прижимная подушка 1 служит для выравнивания сил между термопрессом 18 и нажимной плитой 16, чтобы нажимная плита 16 по всей своей поверхности испытывала однородное прижимное усилие, создаваемое термопрессом 18.
Нажимная плита 16 в показанном примере имеет набивной рельеф 14, посредством которого в пресс-изделии 17 может выдавливаться поверхностная структура 20. Набивной рельеф 14 типично вытравляется в поверхности соответствующей нажимной плиты 16, чтобы образовалась определенная поверхностная структура. Фигуры 2 и 3 иллюстрируют способ, которым может быть сформирован рисунок поверхностной структуры 20 пресс-изделия 17, причем форма набивного рельефа 14 на соответствующей нажимной плите 16 должна соответствовать этому желаемому рисунку. Это объясняется тем, что поверхностная структура 20 обусловлена исключительно формой набивного рельефа 14, который в некотором смысле является негативом поверхностной структуры 20. Набивной рельеф 14 нажимной плиты 16 в процессе прессования с помощью установки 15 горячего прессования вдавливается в поверхностный слой пресс-изделия 17, так что в поверхностным слое пресс-изделия 17 образуются углубления, являющиеся комплементарными возвышениям в набивном рельефе 14. В частности, для создания ощущения естественно выращенных структур, которые должны имитировать, например, поверхностные структуры древесного материала, важно, чтобы поверхностная структура 20 пресс-изделия 17 имела в разной мере выраженные углубления. В частности, представляет интерес создание особенно глубоких вдавлений в пресс-изделии 17, так как они в равной степени присутствовали бы в соответствующем натуральном материале. Напротив, глубокое вдавливание в пресс-изделии 17 требует в набивном рельефе 14 нажимной плиты 16 наличия возвышения 19. В таком возвышении 19 набивной рельеф 14 сравнительно далеко выдается за плоскость нажимной плиты 16.
Вдавливание такого возвышения 19 в поверхностный слой пресс-изделия 17 требует сравнительно высокого усилия прессования, которое должно передаваться на нажимную плиту 16. Вызванная поверхностным слоем сила реакции, которая действует на нажимную плиту 16, может привести к ее незначительной деформации в процессе прессования, так что возвышения 19 не будут вдавливаться в поверхностный слой таким же образом, как в областях набивного рельефа 14, имеющих меньшую высоту. Это приводит к тому, что поверхностная структура 20 готового пресс-изделия 17 не будет иметь желаемой формы в соответствии с заданным рисунком, поскольку области пресс-изделия 17, которые должны иметь сравнительно глубокие вдавливания, не имеют желаемой структуры.
Чтобы предотвратить локальное "отодвигание" нажимной плиты 16 в возвышениях 19 набивного рельефа 14 в процессе прессования, прижимная подушка 1 согласно изобретению снабжена функциональными нитями 7. Функциональные нити 7 в показанном примере выполнены как утолщающие нити 8, предназначенные для увеличения локальной толщины 10 ткани 2. Эффектом от введения утолщающих нитей 8 является то, что прижимная подушка 1 или ее ткань 2 в зоне действия 21 утолщающих нитей 8 имеет толщину 9, которая больше толщины 10 ткани 2, находящейся вне зоны действия 21 утолщающих нитей 8. Таким образом, в указанной зоне действия 21 одной или нескольких утолщающих нитей 8 ткань 2 сжимается хуже, что предотвращает локальное отодвигание нажимной плиты 16 в направлении термопресса 18 вышеописанным способом. В результате даже в таких областях нажимной плиты 16, где структура набивного рельефа 14 имеет соответствующие возвышения 19, нажимная плита 16 надежно вдавливается в пресс-изделие 17.
Из фигур 2 и 3 видно, например, в каких областях поверхностная структура 20 пресс-изделия 10 выполнена особенно глубокой и как соответственно индивидуально предусматриваются зоны действия 21 функциональных нитей 7, адаптированные к конструкции прижимной подушки 1. Пример, показанный на фиг. 3, относится к пресс-изделию 17, выполненному с множеством зазоров 22. В таком варианте осуществления в единственном процессе прессования создаются отдельные прессованные компоненты, которые отделены друг от друга зазором 22. В области этих зазоров 22 соответствующая нажимная плита 16 имеет особенно выраженные возвышения 19, которые подходят для такого глубокого вдавливания в по меньшей мере поверхностный слой пресс-изделия 17, так что готовое пресс-изделие 17 имеет соответствующие зазоры 22 в виде особенно выраженных углублений. Затем готовое пресс-изделие 17 можно, например, распилить по этим зазорам 22, чтобы получить отдельные прессованные компоненты. Поэтому целесообразно, чтобы прижимная подушка 1 согласно изобретению, которая подбирается к соответствующей нажимной плите 16, имела в зонах действия 21 функциональные нити 7, в частности, утолщающие нити 8, которые локально находятся в прижимной подушке 1 в местах, совпадающих с возвышениями 19 нажимной плиты 16, которые, в свою очередь, ответственны за форму зазоров 22 в пресс-изделии 17. Соответственно, согласно изобретению ткань 2 прижимной подушки 1 в принципе индивидуально адаптируется к конструкции соответствующей нажимной плиты 16 или желаемому рисунку поверхностной структуры 20 соответствующего пресс-изделия 17, при этом нажимная плита 16 и соответствующая ей прижимная подушка 1 образуют вместе функциональный блок, в котором положительный эффект, достигаемый введением функциональных нитей 7, обеспечивается лишь в комбинации с отдельной соответствующей ему нажимной плитой 16. Соответственно, изобретением предусматривается адаптация прижимной подушки 1 индивидуально к заданному рисунку поверхностной структуры 20 пресс-изделия 17, причем эта адаптация осуществляется, согласно изобретению, посредством соединения функциональных нитей 7 с остальной тканью 2 прижимной подушки. Кроме того, нажимная плита 16 и прижимная подушка 1 предпочтительно соединены друг с другом с передачей усилия, так что относительные перемещения между этими двумя компонентами по меньшей мере по существу предотвращаются по меньшей мере в направлении поверхности нажимной плиты.
Ткань 2 согласно изобретению, показанная на фиг. 4, образована известным способом из нитей основы 3 и уточных нитей 4, которые переплетены между собой. В показанном примере ткань 2 имеет расположенную по периметру краевую зону 5, а также окруженную краевой зоной 5 центральную зону 6. В показанном примере ткань 2 в своей центральной зоне 6 содержит множество функциональных нитей 7, причем одна часть функциональных нитей 7 ориентирована в направлении основы, а другая часть функциональных нитей 7 в направлении утка ткани 2. Здесь все функциональные нити 7 образованы утолщающими нитями 8, которые в направлении основы представляют собой утолщающие нити 11 основы, а в направлении утка утолщающие уточные нити 12. В принципе, способ соединения функциональных нитей 7 с остальной частью ткани 2 имеет второстепенное значение для успеха изобретения. Тем не менее, утолщающие нити 11 основы, проходящие в направлении основы, особенно предпочтительно локально укладывать, нашивать или наплетать на ткань 2. В результате этого толщина 9 ткани 2 в зоне действия 21 утолщающих нитей 11 основы увеличивается по сравнению с толщиной 10 ткани 2, какую она имеет вне зоны действия 21. Это наглядно проиллюстрировано на фиг. 5. Показанное там схематически сечение ткани 2 сопоставляется с локальным участком соответствующей нажимной плиты 16 с единичным набивным рельефом 14, который имеет возвышение 19. Утолщающие нити 11 основы таким образом индивидуально подобраны к набивному рельефу 14, чтобы зона действия 21, в которой утолщающие нити 11 основы приводят к желаемому увеличению толщины 9 ткани 2, совпадала с возвышением 19 набивного рельефа 14. В результате достигается вышеописанный эффект, что прижимная подушка 1 именно в той области нажимной плиты 16, где в процессе прессования ожидается наибольшее сопротивление желаемому вдавливанию в поверхностный слой пресс-изделия 17, является менее сжимаемой, что противодействует обусловленному силой реакции опоры отодвиганию нажимной плиты 16 в направлении термопресса 18.
Следующий пример введения, в частности, неравномерного, функциональных нитей 7 представлен на фиг. 6. Здесь функциональные нити 7 также расположены в качестве утолщающих нитей 8 в направлении основы ткани 2 и, следовательно, образуют утолщающие нити 11 основы. Показанный схематически отрезок ткани 2 выбран здесь большим, чем на иллюстрации с фиг. 5, при этом набивной рельеф 14 показанной нажимной плиты 16 содержит множество возвышений 19. Утолщающие нити 11 основы размещаются в ткани 2 по отдельности и неравномерно таким образом, чтобы их зоны действия 21 совпадали с возвышениями 19 набивного рельефа 14. Благодаря этому для всех возвышений 19 достигается желаемое утолщение ткани 2.
Утолщающие нити 11 основы в данном случае образованы в форме дополнительных нитей, так что полное число нитей в направлении основы ткани 2 при введении таких функциональных нитей 7 больше, чем когда таких функциональных нитей 7 не предусмотрено. Утолщающие нити 11 основы в показанном примере образованы из пара-арамида и уложены на остальную ткань 2. Выбор пара-арамида является предпочтительным, поскольку, помимо выгодных механических свойств, пара-арамид имеет, в частности, сравнительно низкую теплопроводность, так что тепловая энергия, предоставляемая термопрессом 18 в зонах действия 21 утолщающих нитей 11 основы, хуже переносится на нажимную плиту 16 и, следовательно, на пресс-изделие 17, чем это происходит в областях ткани 2, в которых утолщающих нитей 11 основы нет. Эта "ухудшенная" теплопроводность прижимной подушки 1 в зонах действия 21 утолщающих нитей 11 основы ведет к тому, что поверхностный слой пресс-изделия 17, типично образованный из меламиновой смолы, отверждается медленнее и, тем самым, остается деформируемым в течение более длительного времени, то есть имеет сравнительно низкую вязкость. Следовательно, повышение вязкости, которое происходит при отверждение поверхностного слоя пресс-изделия 17, в зонах действия 21 утолщающих нитей основы 11 замедляется. Таким образом, глубокие области поверхностной структуры 20 пресс-изделия 17 могут формироваться в течение более длительного эффективного периода.
Наконец, на фиг. 7 схематично показано поперечное сечение ткани 2, на котором показаны уточные нити 4 ткани 2. Ткань 2 выполнена с функциональными нитями 7 в направлении утка, которые также образованы утолщающимися нитями 8. Поскольку они проходят в направлении утка, утолщающие нити 8 представляют собой утолщающие уточные нити 12. В отличие от направления основы, описанного выше, утолщающие уточные нити 12 в показанном примере не накладываются, не пришиваются или не ткутся на ткани 2, а непосредственно вплетаются в ткань 2 в точках 13 вплетения. В частности, в тех точках, где ткань 2 имеет утолщающие уточные нити 12, "нормальная" уточная нить 4, в противном случае присутствовавшая бы в этой точке, отсутствует. В результате общее количество нитей в ткани 2 при введении таких утолщающих уточных нитей 12 не изменяется.
Диаметр 23 утолщающих уточных нитей 12 в показанном примере увеличен по сравнению с диаметром 24 остальных уточных нитей 4, так что толщина 9 ткани 2 в зоне действия 21 утолщающих уточных нитей 12 больше толщины 10 вне зоны действия 21. Обусловленный этим технический эффект идентичен вышеописанному утолщению, которое достигается с помощью утолщающих нитей 11 основы. Диаметр 23 утолщающих уточных нитей 12 составляет в показанном примере 1,65 мм, тогда как диаметр 24 остальных уточных нитей 4 в показанном примере равен 1,50 мм. Утолщающие уточные нити 12 здесь выполнены из силикона и, таким образом, соответствуют материалу остальных уточных нитей 4.
Список позиций
1 прижимная подушка
2 ткань
3 нить основы
4 уточная нить
5 краевая зона
6 центральная зона
7 функциональная нить
8 утолщающая нить
9 толщина
10 толщина
11 утолщающая нить основы
12 утолщающая уточная нить
13 точка вплетения
14 набивной рельеф
15 установка горячего прессования
16 нажимная плита
17 пресс-изделие
18 термопресс
19 возвышение
20 поверхностная структура
21 зона действия
22 зазор
23 диаметр
24 диаметр.





Изобретение относится к оборудованию для получения пресс-изделий горячим прессованием. Гидравлическая установка горячего прессования включает прижимную подушку, содержащую ткань (2). Ткань (2) в направлении основы образована нитями основы (3), а в направлении утка - уточными нитями, которые переплетены друг с другом. Функциональные нити (7) соединены с остальной тканью (2) в направлении основы и/или в направлении утка таким образом, что толщина (9) ткани (2) в зоне действия (21) функциональных нитей (7) изменена относительно толщины (10) ткани (2) вне зоны действия (21). Толщина ткани прижимной подушки адаптирована к набивному рельефу нажимной плиты (16). В результате обеспечивается надежная передача нажимной плите усилия, необходимого для полного вдавливания возвышений набивного рельефа в пресс-изделие. 2 н. и 12 з.п. ф-лы, 7 ил.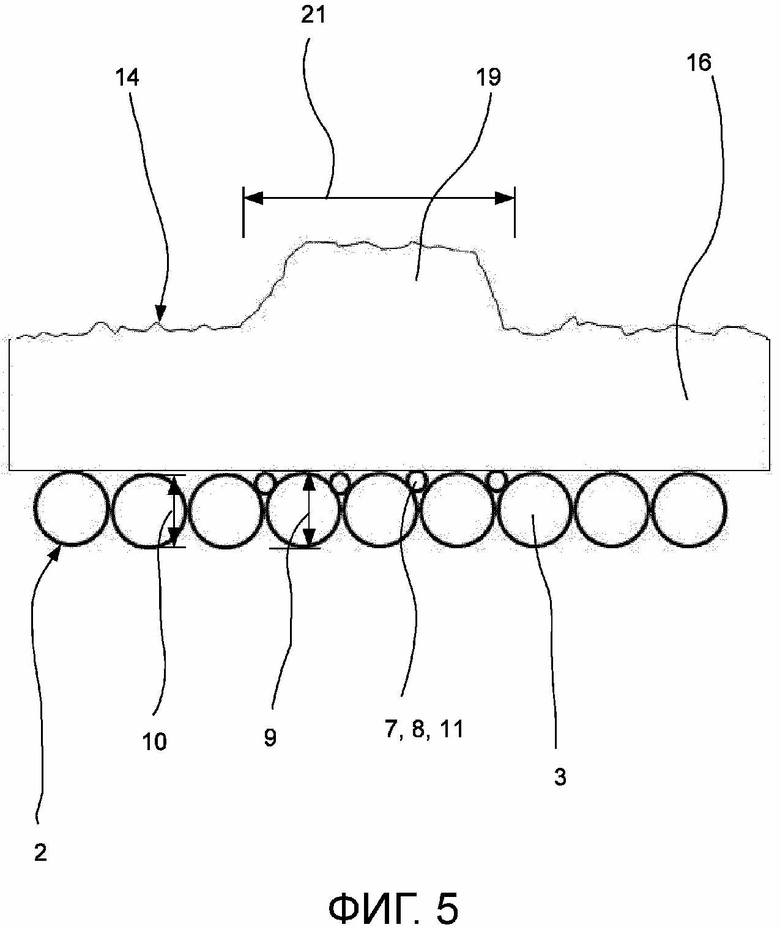
1. Комплект для применения в гидравлической установке (15) горячего прессования, содержащий
- по меньшей мере одну нажимную плиту (16), а также
- по меньшей мере одну снабженную нажимной плитой (16) прижимную подушку (1), содержащую ткань (2),
причем нажимная плита (16) имеет снабженный структурой набивной рельеф (14),
причем ткань (2) прижимной подушки (1) в направлении основы образована нитями основы (3), а в направлении утка - уточными нитями (4), которые переплетены друг с другом, образуя ткань (2),
отличающийся тем, что
функциональные нити (7) соединены с остальной тканью (2) в направлении основы и/или в направлении утка таким образом, что толщина (9) ткани (2) в зоне действия (21) функциональных нитей (7) изменена по сравнению с толщиной (10) ткани (2) вне зоны действия (21),
причем толщина (9) ткани (2) адаптирована к набивному рельефу (14) нажимной плиты (16).
2. Комплект по п. 1, отличающийся тем, что по меньшей мере часть функциональных нитей (7), предпочтительно все функциональные нити (7), образованы утолщающими нитями (8), так что толщина (9) ткани (2) в зоне действия (21) функциональных нитей (7) больше, чем толщина (10) ткани (2) вне зоны действия (21).
3. Комплект по п. 1 или 2, отличающийся тем, что по меньшей мере часть функциональных нитей (7) нашита или наткана на ткань (2) или вшита в ткань (2) или вплетена в ткань (2).
4. Комплект по одному из пп. 1-3, отличающийся тем, что по меньшей мере большинство нитей основы (3), предпочтительно все нити основы (3), образованы из металла, в частности латуни.
5. Комплект по одному из пп. 1-4, отличающийся тем, что большинство функциональных нитей (7), расположенных в направлении основы, а предпочтительно все функциональные нити (7), расположенные в направлении основы, имеют диаметр от 0,10 мм до 0,30 мм, предпочтительно от 0,15 мм до 0,25 мм.
6. Комплект по одному из пп. 1-5, отличающийся тем, что по меньшей мере большинство уточных нитей (4), предпочтительно все уточные нити (4), образованы из эластомера, в частности силикона, причем диаметр каждой уточной нити (4) предпочтительно составляет от 1,50 мм до 1,60 мм.
7. Комплект по одному из пп. 1-6, отличающийся тем, что в направлении основы ткани (2) большинство функциональных нитей (7) образовано утолщающими нитями (11) основы, которые предпочтительно нашиты или натканы на ткань в направлении основы.
8. Комплект по одному из пп. 1-7, отличающийся тем, что в направлении утка ткани (2) большинство функциональных нитей (7) образовано утолщающими уточными нитями (12), которые предпочтительно вплетены в ткань (2), причем диаметр утолщающих уточных нитей (12) больше, чем диаметр остальных уточных нитей (4).
9. Комплект по п. 8, отличающийся тем, что утолщающие уточные нити (12) таким образом вплетены в ткань (2), что в точках вплетения (13) утолщающих уточных нитей (12) предусматриваемые там в ином случае уточные нити (4) отсутствуют, так что полное число всех уточных нитей (4), несмотря на вплетение утолщающих нитей (12), остается таким же, как в ткани (2), которая не содержит утолщающих нитей (12).
10. Комплект по одному из пп. 1-9, отличающийся тем, что по меньшей мере часть функциональных нитей (7), в частности проходящих в направлении основы утолщающих нитей (11) основы, образованы из арамида, в частности пара-арамида.
11. Комплект по одному из пп. 1-10, отличающийся тем, что по меньшей мере часть функциональных нитей (7), в частности проходящих в направлении утка утолщающих уточных нитей (12), образована из силикона, причем диаметр каждой функциональной нити (7) предпочтительно составляет по меньшей мере 1,65 мм, предпочтительно по меньшей мере 1,70 мм.
12. Комплект по одному из пп. 1-11, отличающийся тем, что функциональные нити (7) распределены неравномерно.
13. Способ получения прижимной подушки (1), предназначенной для применения в гидравлической установке (15) горячего прессования, включающий следующие технологические этапы, на которых:
a) задают конструкцию нажимной плиты (16), посредством которой может быть структурирована поверхность пресс-изделия (17), подвергаемого прессованию с помощью установки (15) горячего прессования, при этом нажимная плита (16) имеет снабженный структурой набивной рельеф (14), чтобы при прижатии нажимной плиты (16) к поверхностному слою пресс-изделия (17) в пресс-изделии (17) могла быть создана поверхностная структура, соответствующая набивному рельефу (14),
b) изготавливают прижимную подушку (1), соответствующую размерам нажимной плиты (16), при этом нити основы (3) и уточные нити (4) сплетают, образуя ткань (2),
отличающийся тем, что предусмотрен следующий технологический этап, на котором:
c) в зависимости от заданной конструкции нажимной плиты (16) прижимную подушку (1) изготавливают так, чтобы ее ткань (2) в отношении ее толщины (9, 10) регулировалась по меньшей мере в большинстве зон прижимной подушки (1), которые соответствуют возвышениям (19) набивного рельефа (14), при этом функциональные нити (7) соединяют с остальной тканью (2) таким образом, чтобы толщина (10) ткани (2) в зоне действия (21) функциональных нитей (7) отличалась от толщины (10) ткани (2) вне зоны действия (21).
14. Способ по п. 13, отличающийся тем, что прижимную подушку (1) и нажимную плиту (16) соединяют друг с другом с передачей усилия, так что относительные перемещения между зонами действия (21) функциональных нитей (7) прижимной подушки (1) и соответствующими им областями набивного рельефа (14) по меньшей мере по существу, а предпочтительно полностью предотвращены.
| ВЫРАВНИВАЮЩАЯ ДАВЛЕНИЕ ПОДУШКА ДЛЯ ГИДРАВЛИЧЕСКИХ УСТАНОВОК ГОРЯЧЕГО ПРЕССОВАНИЯ | 2006 |
|
RU2417893C2 |
| ПРИЖИМНАЯ ПОДУШКА ДЛЯ ОДНОЭТАЖНОГО ИЛИ МНОГОЭТАЖНОГО ГОРЯЧЕГО ПРЕССА | 2014 |
|
RU2575231C2 |
| Способ изготовления кирпичного чая | 1948 |
|
SU76855A1 |
| DE 1957918 U1, 30.03.1967 | |||
| DE 202007006767 U1, 30.08.2007. | |||

