Область техники.
Техническое решение относится к производству сварных металлических панелей шпунтовых (шпунта), волнообразного профиля, предназначенных для сооружения шпунтовых стен. Шпунт может быть использован при строительстве причалов, шлюзов, плотин, доковых сооружений, швартовых палов, опор мостов; возведении подпорных стен; берегоукреплении, водоприемных и водоотводящих сооружениях; очистных сооружений, коллекторов, тоннелей, подземных сооружений, кольцевых замкнутых и незамкнутых структур, ограждений; при обустройстве котлованов, откосов, фундаментов, стен траншей.
Предшествующий уровень техники.
Известно шпунтовое ограждение зигзагообразного профиля и способ его изготовления (источник [1] - патент RU 163561) с использованием сварки. Задачей полезной модели [1] является упрощение технологии изготовления шпунтового ограждения. Для изготовления шпунтовых панелей, имеющих в плане вид ломаной линии, содержащих две коротких полки и стенку (выполнены из стальных полос, одна стенка и две полки), полосы стали, образующие две коротких полки и стенку, устанавливают встык, под углом друг к другу, края полосы размещают на одном уровне, последовательно соединяют полосы продольными двусторонними сварными швами.
Для соединения полок со стенками с помощью сварки, необходимо индивидуально подбирать режимы сварки для каждого сварного шва, так как при сварке, по наружной поверхности, места соединения полки и стенки расположенных под углом, происходит стекание расплавленного метала шва, что ухудшает качество шва, увеличивает время изготовления панели. Необходимо поворачивать сваю для выполнения швов в удобном положении. Такой способ изготовления усложняет производство работ, повышает трудоемкость изготовления панелей различного типоразмера, из-за необходимости подбора режимов сварки для большого количества сварных швов, расположенных с внутренней и наружной поверхности панели.
Известна панель шпунтовая сварная и способ ее изготовления. (источник [2] - патент RU 2693788). Способ изготовления панели шпунтовой сварной волнообразного профиля, содержащей полки, наклонные стенки, расположенные под тупым углом к полкам, из стального листового проката путем сварки, в котором полосы стали, устанавливают под тупым углом друг к другу, соединяют полосы продольным сварным швом в местах стыковки, образуя стенки/ полустенки, полки.
При выполнении наружного сварного шва, в месте соединения полосы стали, образующей наклонную стенку/полустенку, и полосы стали, образующей полку, край полосы стали, образующей наклонную стенку/полустенку, устанавливают на одном уровне с внешней поверхностью полосы стали, образующей полку. Полки, наклонные стенки, полустенки выполнены из полос конструкционной стали, содержащей углерод в диапазоне от 0,1 до 0,2%, кремний в диапазоне от 0,4 до 1,1%, марганец в диапазоне от 0,4 до 1,7%, никель в диапазоне от 0,1 до 0,8%, хром в диапазоне от 0,1 до 0,9%, ванадий в диапазоне от 0,1 до 0,15%, медь в диапазоне от 0,2 до 0,6%, с пределом текучести в диапазоне от 265 до 400 МПа, соединенных сваркой, применяют марки стали 17Г1С, или стали марки 15ХСНД, или стали марки 10ХСНД, или стали марки 09Г2С.Сварка швов с наружной поверхности требует индивидуального подбора режима, в узком диапазоне, обеспечивающего условия при которых расплавленный металл не вытекает из шва. Характер стыковки полос стали не обеспечивает возможности увеличить скорость выполнения швов, замедляет производство работ по изготовлению панели.
Известен способ изготовления способ изготовления панели шпунтовой сварной волнообразного профиля в поперечном сечении (источник [3] - Технические условия ТУ 5264-007-01393674-2010. Панели шпунтовые сварные (Использован патент РФ N 2151236.). Москва 2010 г.Разработаны: ОАО «Научно-исследовательский институт транспортного строительства (ЦНИИС), разработчик Ефремов Н.А.; Г.М. Мельдзихов, Р.Е. Котельников, Д.С.Любимов. ЗАО «КурганШпунт»). Для изготовления панели шпунтовой сварной волнообразного профиля, панели изготовляют из горячекатаных стальных полос по ГОСТ 82, соединяемых между собой продольными сварными швами. Допускается изготовление стальных полос из листовой стали по ГОСТ 19903 путем раскроя. Полосы стали, устанавливают, под тупым углом друг к другу, причем край стенки, также как и край полустенки, располагается на одном уровне с плоскостью поверхности полки, к которой он приваривается. Полосы соединяют продольным сварным швом в местах стыковки, образуя стенки/ полустенки, полки, панели шпунтовой. Сварные соединения стенок и полок панелей выполняют двухсторонним швом, с наружной и с внутренней стороны панели. Смещение кромок в поперечных стыках стенок и полок более 2 мм не допускается. При изготовлении панелей следует применять виды сварки, обеспечивающие получение соединений, механические свойства металла которых не менее характеристик основного металла. Сварные продольные швы в соединениях полок со стенками панели должны быть сплошными по длине. При изготовлении панелей допускается, в зависимости от их длины, использовать стальные полосы предварительно выполненными сварными стыковыми соединениями - поперечными стыками. Стыки должны быть равнопрочными сечению стыкуемых элементов. Количество поперечных стыков в каждой стенке и полке панели определяется с учетом длины панели. Поперечные стыковые швы в полках и стенках располагаются с разбежкой между ними не менее 200 мм. Минимальная длина пристыковки 500 мм. В смежных полках панели поперечные стыки должны быть размещены с разбежкой не менее 1 м.
Качество сварных стыковых соединений стенок и полок зависит от режима сварки, при этом расположение края стенки на одном уровне с поверхностью полки [3] ограничивает использование режимов с более высокой погонной энергией сварки и скоростью, так как при таких режимах происходит увеличение объема наплавленного металла и как следствие стекание расплава металла из области шва по стенке. Сварка швов с наружной поверхности требует индивидуального подбора режима, в узком диапазоне, обеспечивающего условия при которых расплавленный металл не вытекает из ванны шва. Характер сборки полос стали не обеспечивает возможности увеличить скорость выполнения швов, замедляет производство работ по изготовлению панели. Такой способ изготовления усложняет производство работ, повышает трудоемкость изготовления шпунтовой панели волнообразного профиля, различного типоразмера, из-за необходимости подбора режимов сварки для большого количества сварных швов, расположенных с внутренней и наружной поверхности панели. Взаимное расположение элементов панели (стенок, полок), соединяемых продольными швами, требует изменения геометрической формы кромок, подготовку мест стыка под сварку.
Проблема известных способов изготовления панели шпунтовой сварной волнообразного профиля в поперечном сечении в высокой трудоемкости изготовления из-за большого количества сварных швов, затратах времени на подбор режимов сварки не позволяющих сократить время выполнения шва при сохранении его качества.
Последовательное выполнение швов и необходимость переворачивания панели в ходе изготовления увеличивают трудоемкость и снижают скорость изготовления панелей. Для повышения качестве наружного шва в месте стыка полки и стенки его заменяют внутренним, что требует изменения положения панели или сварочного электрода.
Раскрытие сущности технического решения.
Задачей настоящего технического решения является увеличение производительности при изготовлении панели шпунтовой сварной волнообразного профиля в поперечном сечении и снижение трудоемкости изготовления, при сохранении качества сварных швов.
Техническая проблема заключается в том, что требуется сокращение времени на сборку и сварку панели при обеспечении высокого качества сварных швов или повышении качества сварных швов, сокращение времени при обеспечении качества сварных швов. При сборке шпунтовой панели, в процессе выполнения сварных швов в местах стыка полос стали расплавленный металл при многих режимах сварки скатывается, жидкий металл вытекает из сварочной ванны, это снижает прочность швов, надежность панели, и увеличивает время необходимое на ее изготовление, так как требует подбора индивидуального режима сварки для каждого шва.
Технический результат заключатся в повышении скорости сварки (сборки и изготовления) панели шпунтовой сварной волнообразного профиля в поперечном сечении. Способ обеспечивает сокращение времени на сварку панели при повышении и/или сохранении высокого качества сварных швов. В процессе выполнения сварных швов в местах стыка полос стали расплавленный металл не скатывается, жидкий металл не вытекает из сварочной ванны, при широком диапазоне параметров режима сварки, в том числе при режимах, обеспечивающих высокую скорость и погонную энергию сварки, обеспечивается достаточная прочность швов, надежность панели, и сокращается время необходимое на изготовление панели.
Технический результат обеспечивается тем, что в способе изготовления панели шпунтовой сварной волнообразного профиля, полосы стали, устанавливают под тупым углом друг к другу, соединяют полосы продольным сварным швом в местах соединения, образуя стенки и/или полустенки, полки, панели шпунтовой, причем полосы стали, образующие стенку и/или полустенку, устанавливают выше внешней поверхности полосы стали образующей полку.
Полосы стали, образующей стенку/полустенку, устанавливают выше внешней поверхности полосы стали, образующей полку, в дальнейшем край полосы стали, образующей стенку или полустенку, располагается выше на расстоянии h, которое составляет от 0,5 до 10 мм от внешней поверхности полосы стали образующей полку.
Минимальное расстояние от края стенки над плоскостью полки в 0,5 мм установлено исходя из минимально допустимой высоты усиления наружного продольного сварного шва, которое составляет 0,5 мм. Максимальное превышение края стенки над плоскостью полки в 10 мм установлено исходя из максимально допустимой высоты усиления наружного продольного сварного шва, которое составляет 10 мм. Данный диапазон расстояний h от 05 до 10 мм края полосы стали, образующей стенку или полустенку, от внешней поверхности полосы гарантирует, что в процессе выполнения сварных швов в местах стыка полос стали расплавленный металл не будет скатывается, жидкий металл не вытекает из сварочной ванны, при широком диапазоне параметров режима сварки, в том числе при режимах, обеспечивающих высокую скорость, погонную энергию сварки и качества сварного шва.
Причем предусмотрено, что одновременно выполняют два продольных сварных шва, соединяют одновременно три полосы стали в двух местах стыковки.
Для изготовления панелей шпунтовых сварных в способе предусмотрено использование специальной конструкционной стали, в частности таких марок как 09Г2С или 17Г1С, или 15ХСНД, или 10 ХСНД, или С-345, горячекатаных полос конструкционной стали марок S420MC, S460MC, S500MC, S550MC, S600MC с высоким пределом текучести по стандарту DIN EN 10149-2:2013-12 EN.
Техническое решение расширяет арсенал известных решений, способов изготовления панели шпунтовой волнообразного профиля. Решает задачи повышения скорости производства панели шпунтовой, облегчения процесса производства, сокращения времени на сборку панели и повышения качества сварных швов. Изобретение обеспечивает возможность изготовления качественных и надежных панелей шпунтовых волнообразного профиля, с получением высококачественных сварных швов, при увеличении скорости сборки панели.
Техническое решение поясняется описанием и схемами, на которых изображено:
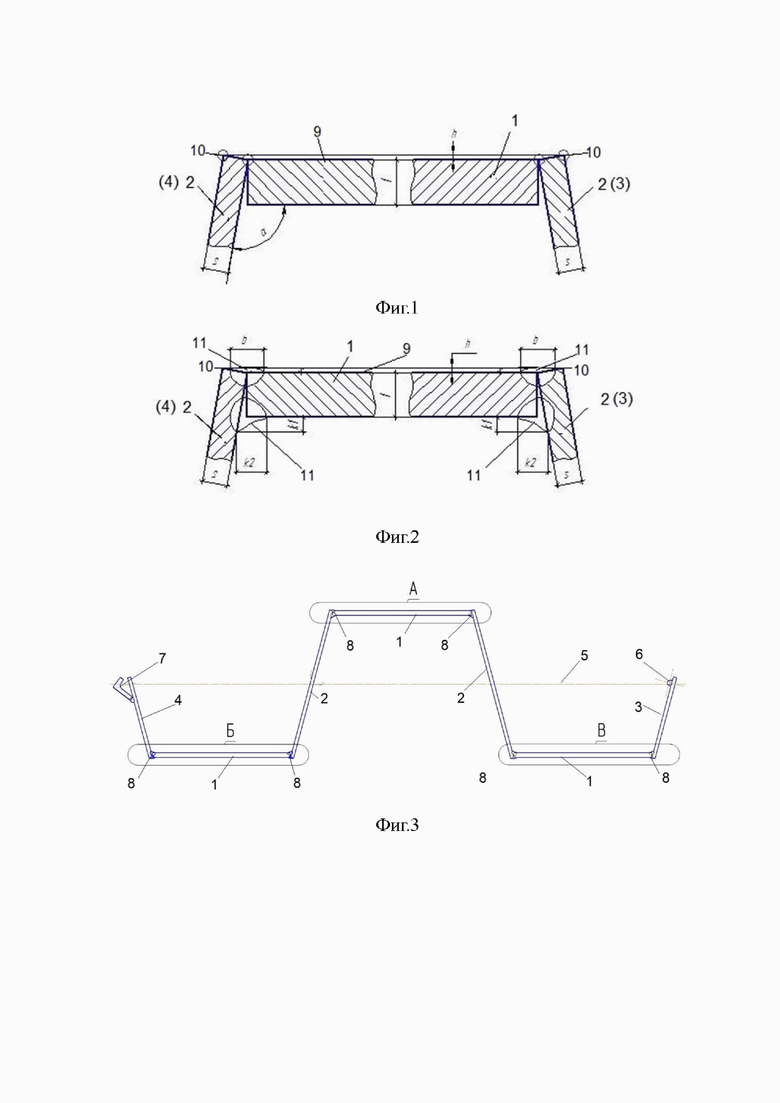
фиг.1- место соединения полки со стенкой, или полки с полустенкой (вид. А, вид Б;В (повернуто) на фиг.3), показана подготовка кромок под сварку, край полосы стали (линия 10-10), образующей стенку/полустенку, расположен выше внешней поверхности 9 полосы стали, образующей полку, (плоскости полки) на расстояние h. Здесь: t-толщина полки, s - толщина стенки; a-угол наклона стенки к полке.
фиг.2- место соединения полки со стенкой, или полки с полустенкой (вид. А, вид Б;В (повернуто) на фиг.3), показаны сварные швы в местах соединения, край 10 полосы стали (линия 10-10), образующей стенку/полустенку, расположен выше внешней поверхности 9 полосы стали, образующей полку, (плоскости полки) на расстояние h, край препятствует стеканию расплавленного металла. Здесь: b-ширина наружного шва, t-толщина полки, k1, k2 - катет внутреннего шва; s - толщина стенки; a-угол наклона стенки к полке.
фиг.3- панель шпунтовая сварная с двумя наклонными стенками, двумя полустенками, тремя полками, поперечное сечение, показано место соединения (виды А,Б,В), где край полосы стали, образующей стенку, расположен выше внешней поверхности полосы стали, образующей полку;
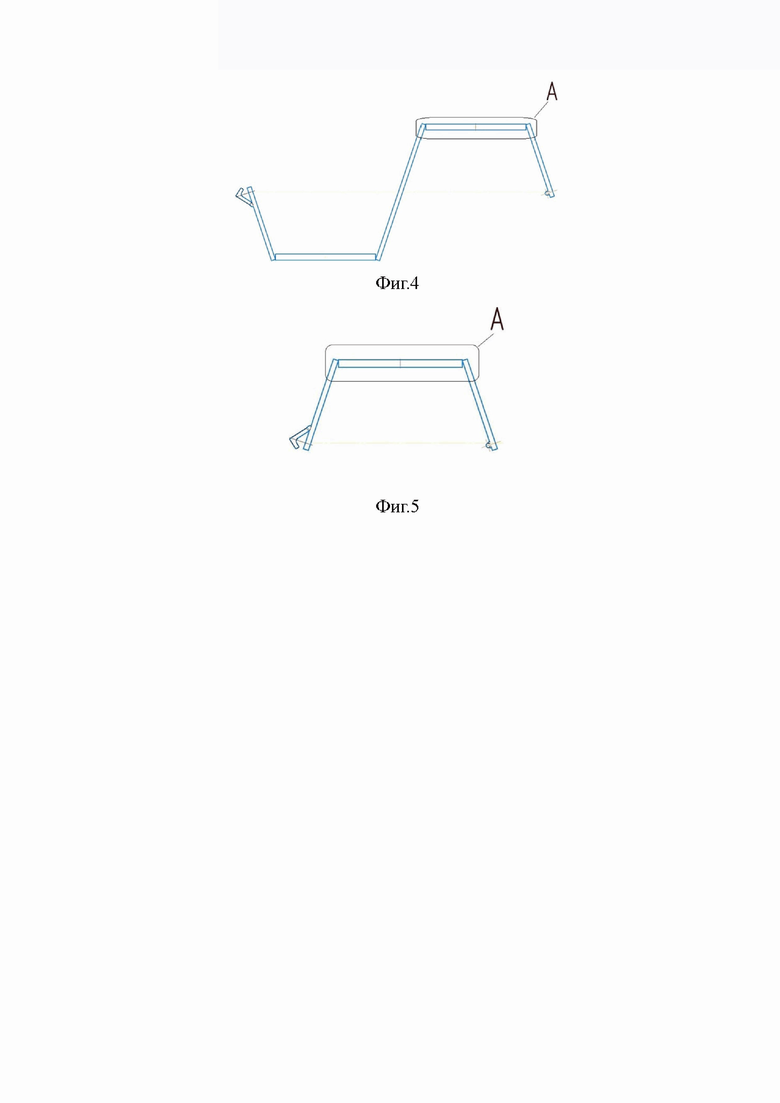
фиг.4- панель шпунтовая сварная с одной наклонной стенкой, двумя полустенками, двумя полками, поперечное сечение, показано место соединения (вид А), где край полосы стали, образующей полустенку, расположен выше внешней поверхности полосы стали, образующей полку;
фиг.5- панель шпунтовая сварная с двумя полустенками, одной полкой, поперечное сечение, показано место соединения (вид А), где край полосы стали, образующей полустенку, расположен выше внешней поверхности полосы стали, образующей полку;
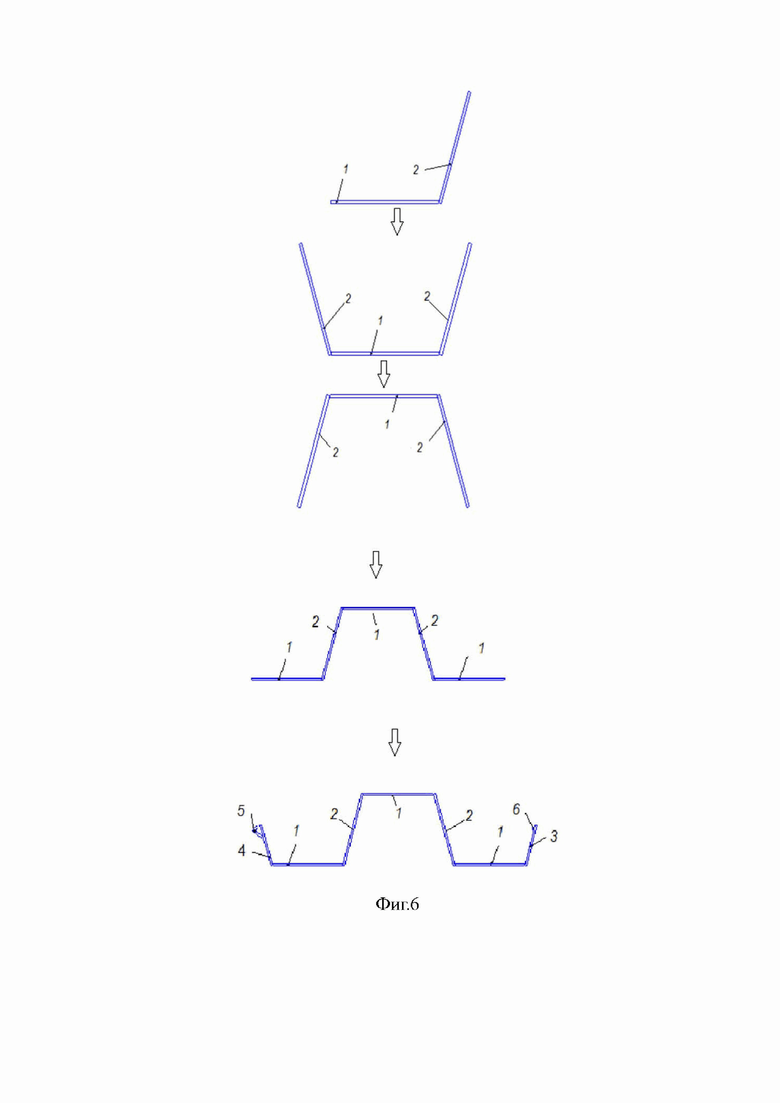
фиг.6- последовательность сборки панели шпунтовой сварной с двумя наклонными стенками, двумя полустенками, тремя полками, из полос стали;
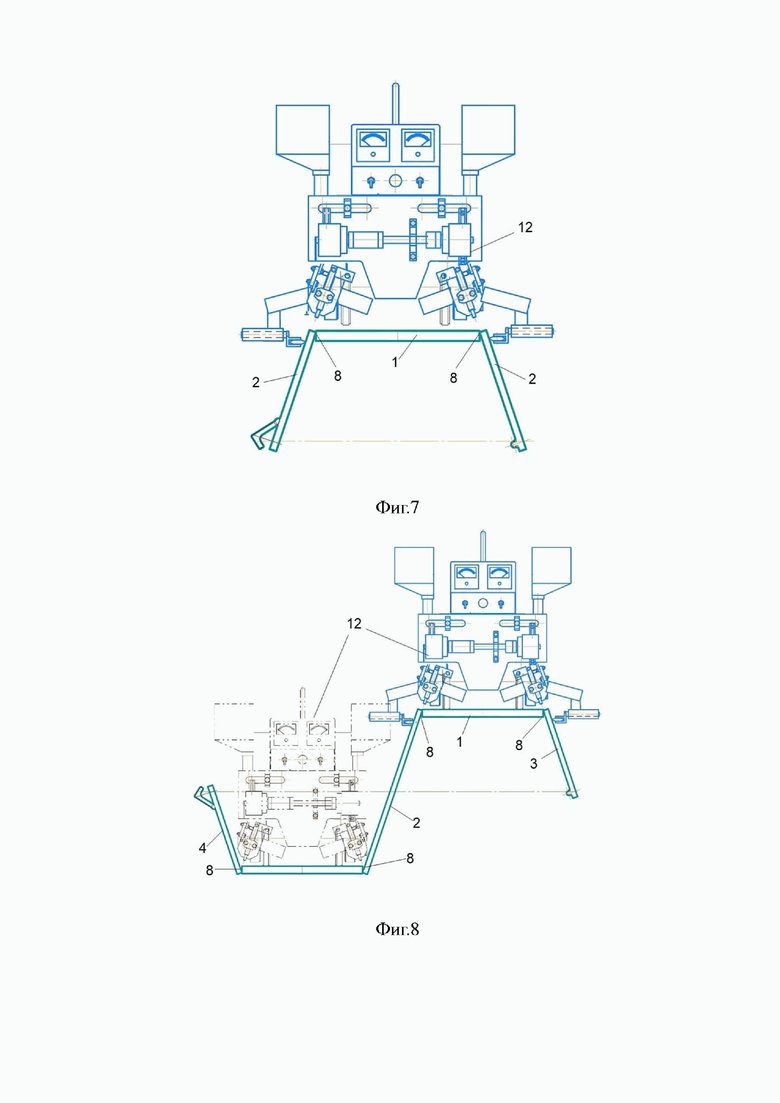
фиг.7- панель шпунтовая сварная с двумя полустенками, одной полкой, соединяют одновременно три полосы стали в двух местах стыковки (полустенка-полка-полустенка), в местах стыка края полос стали, образующих полустенки, расположены выше внешней поверхности полосы стали, образующей полку;
фиг.8- панель шпунтовая сварная с одной наклонной стенкой, двумя полустенками, двумя полками, показано как одновременно выполняют два продольных сварных шва, соединяют одновременно три полосы стали в двух местах стыковки (стенка-полка-полустенка), в местах соединения края полос стали, образующих стенку и полустенку, расположены выше внешней поверхности полосы стали, образующей полку;
Спецификация:
1-полка;
2-стенка;
3,4-полустенки;
5- центральная ось;
6- кулачок;
7- обойма;
8-место соединения;
9-поверхность полки;
10-край стенки и край полустеки;
11-сварной шов;
12-сварочный автомат.
Осуществление способа.
Способ применяется для изготовления панели шпунтовой сварной волнообразного профиля (фиг.3;4), содержащей полки 1, стенки 2, полустенки 3 и 4, или панели шпунтовой сварной волнообразного профиля, содержащей полку 1 и полустенки 3 и 4 (фиг.5). В панели для изготовления которой применяется способ полки 1, расположены по разные стороны от центральной оси 5, одна наклонная полустенка 3 оснащена на свободном конце кулачком 6, наклонная полустенка 4 оснащена на свободном конце обоймой 7.
Панели изготовляют из горячекатаных стальных полос или стальных полос из листовой стали, соединяемых между собой продольными сварными швами 11. Для изготовления панелей шпунтовых сварных в способе предусмотрено использование конструкционной стали, в частности таких марок как 09Г2С или 17Г1С, или 15ХСНД, или 10 ХСНД, или С-345, горячекатаных полос конструкционной стали марок S420MC, S460MC, S500MC, S550MC, S600MC с высоким пределом текучести по стандарту DIN EN 10149-2:2013-12 EN.
Для изготовления панели шпунтовой сварной волнообразного профиля, полосы стали, собирают последовательно под тупым углом друг к другу. Причем в месте соединения 8 полосы стали образующей стенку 2 и полосы стали образующие полустенки 3 и 4, устанавливают выше поверхности 9 полки 1. Так что край 10 полосы стали, образующей стенку 2 или полустенку 3 и 4, располагается выше (на фиг.1 указное расстояние h) внешней поверхности 9 полосы стали образующей полку 1. Соединяют полосы стали продольным сварным швом 11 в местах соединения 8.
Панели из полос стали, собирают последовательно, устанавливая полосы под тупым углом друг к другу, соединяют полосы продольнымм сварным швами в местах стыковки, образуя стенки2 и/или полстенки 3 и 4. Край 10 полосы стали, образующей стенку 2 или полустенку 3 и 4, располагается выше на расстоянии h (фиг.1) от внешней поверхности 9 полосы стали образующей полку 1.
При этом край 10 стенки 2, так же как и край 10 полустенки 3,4 расположенный выше внешней поверхности 9 полки 1, к которой он приваривается, в процессе формирования сварного шва не позволяет расплавленному металлу скатываться, вытекать из области сварки по наклонной поверхности, что позволяет использовать режимы сварки с параметрами обеспечивающими более высокую скорость сварки при сохранении качества шва.
Полосы стали соединяют продольным сварным швом одновременно в двух местах соединения 8 (фиг.7;8), соединяя стенки/ полустенки и полки, панели шпунтовой за один проход сварочного аппарата 12, что позволяет сократить время сборки панели и обеспечить однородность сварных швов, обеспечивая одинаковое качество. При изготовлении панели одновременно выполняют два продольных сварных шва 11, соединяют одновременно три полосы стали в двух местах соединения 8.
При изготовлении панелей следует применять виды сварки, обеспечивающие получение соединений, механические свойства металла которых не менее характеристик основного металла, при этом за счет поднятия края 10 стенки 2, полустенки 1 над поверхностью 9 полки скорость сварки может быть увеличена в отличие от случая когда края 10 стенки 2 и полустенки 3,4 расположены в плоскости полки 1.
Сварные продольные швы 11 в местах соединения 8 полок 1 со стенками 2, полустенками 3,4 панели должны быть сплошными по длине. При изготовлении панелей допускается, в зависимости от их длины, использовать стальные полосы предварительно выполненными сварными стыковыми соединениями - поперечными стыками. Стыки должны быть равнопрочными сечению стыкуемых элементов. Количество поперечных стыков в каждой стенке и полке панели определяется с учетом длины панели. Поперечные стыковые швы в полках и стенках располагаются с разбежкой между ними не менее 200 мм. Минимальная длина пристыковки 500 мм. В смежных полках панели поперечные стыки должны быть размещены с разбежкой не менее 1 м.
Места стыка 8 имеют прочность равную прочности основного металла полок 1, наклонных стенок 2, полустенок 3,4. Материал полок 1, наклонных стенок 2, полустенок 3,4 выбирают по ГОСТ с учетом того, что преимущественно подбирают сталь содержащую углерод в диапазоне от 0,1 до 0,2%, кремний в диапазоне от 0,4 до 1,1%, марганец в диапазоне от 0,4 до 1,7%, никель в диапазоне от 0,1 до 0,8%, хром в диапазоне от 0,1 до 0,9%, ванадий в диапазоне от 0,1 до 0,15%, медь в диапазоне от 0,2 до 0,6%, с пределом текучести в диапазоне от 265 до 700 МПа.
Качество сварных стыковых соединений стенок 2, полустенок 3,4 и полок 1 зависит от режима сварки, при этом установка края 10 стенки 2,3,4 выше уровня поверхности 9 полки 1, позволяет использовать больше режимов с более высокой скоростью, причем не происходит стекания расплава металла из области шва (фиг.2), расплавленный металл не вытекает из ванны шва. Характер стыковки полос стали обеспечивает возможность увеличить скорость выполнения швов, скорость производства работ по изготовлению панели. Взаимное расположение элементов панели (стенок, полок), соединяемых продольными швами, не требует изменения геометрической формы кромок, специальной подготовки мест стыка 8 под сварку.
Описание панелей шпунтовой получаемой способом, приведены для иллюстрации продукта, но не ограничивают все возможные варианты панелей, которые могут быть изготовлены с использованием изобретения, что очевидно для специалистов.
Пример 1.
Панель шпунтовая сварная с двумя наклонными стенками (фиг.3). Панель шпунтовая сварная выполнена в поперечном сечении (фиг.3) волнообразного профиля. Содержит три полки 1, две наклонные стенки 2, две наклонные полустенки 3 и 4. Полки 1, параллельно расположены по разные стороны от центральной оси 5 (фиг.3) поперечного сечения панели, со смещением друг относительно друга. Наклонные стенки 2, расположены под тупым углом (a) к полкам 1, соединяют смежные концы полок 1 расположенных по разные стороны от центральной оси 5. Две наклонные полустенки 3 и 4 расположенные на крайних полках 1 под тупым углом к полкам 1 и в направлении к центральной оси 5. Одна наклонная полустенка 3 оснащена на свободном конце кулачком 6 (фиг.3) выполненный из стального проката круглого поперечного сечения. Вторая наклонная полустенка 4 оснащена на свободном конце обоймой 7(фиг.3), выполненной из стального проката, в поперечном сечении имеющего форму «уголок». При введении кулачка 6 одной панели в обойму 7 другой панели, при сборке, формируется замковое соединение. Обойма 7 расположена на внешней, а кулачок 6 - на внутренней поверхности соответствующих полустенок 3 и 4. Полки 1, наклонные стенки 2, полустенки 3 и 4 выполнены из полос конструкционной стали соединенных сваркой. Места стыка 8 имеют прочность равную прочности основного металла полок 1, наклонных стенок 2, полустенок 3,4. Отношение расстояния между наклонными стенками 2, измеренного по центральной оси 5 поперечного сечения панели, к расстоянию между полками 1, расположенными по разные стороны от центральной оси 5, измеренному по нормали к центральной оси 5, находится в пределах от 0,6 до 5. Панель выполнена длиной от 2 до 30 м, толщина полок находится в диапазоне от 8 до 16 мм, угол между полкой и наклонной стенкой в диапазоне от 91 до 150 градусов.
Пример 2. Панель шпунтовая сварная с одной наклонной стенкой (фиг.4) и двумя полками. Панель шпунтовая сварная выполнена в поперечном сечении волнообразного профиля. Содержит две полки 1, одну наклонную стенку 2, две наклонные полустенки 3 и 4. Полки 1, параллельно расположены по разные стороны от центральной оси 5 поперечного сечения панели, со смещением друг относительно друга. Наклонная стенка 2, расположена под тупым углом к полкам 1, соединяет смежные концы полок 1. Две наклонные полустенки 3 и 4 расположены полках 1 под тупым углом к полкам 1 и в направлении к центральной оси 5. Одна наклонная полустенка 3 оснащена на свободном конце кулачком 6 выполненным из стального проката круглого поперечного сечения. Вторая наклонная полустенка 4 оснащена на свободном конце обоймой 7, выполненной из стального проката, в поперечном сечении имеющего форму «уголок». При введении кулачка 6 одной панели в обойму 7 другой панели, при сборке, формируется замковое соединение. Обойма 7 расположена на внешней, а кулачок 6 - на внутренней поверхности соответствующих полустенок 3 и 4. Полки 1, наклонные стенки 2, полустенки 3 и 4 выполнены из полос конструкционной стали соединенных сваркой. Отношение расстояния между наклонными стенками 2, измеренного по центральной оси 5 поперечного сечения панели, к расстоянию между полками 1, расположенными по разные стороны от центральной оси 5, измеренному по нормали к центральной оси 5, находится в пределах от 0,6 до 5. Панель выполнена длиной от 2 до 30 м, толщина полок находится в диапазоне от 8 до 16 мм, угол между полкой и наклонной стенкой в диапазоне от 91 до 150 градусов.
Пример 3. Панель шпунтовая сварная с двумя наклонными полустенками выполненная из стали 15ХСНД (фиг.5). Панель шпунтовая сварная выполнена в поперечном сечении (фиг.5) волнообразного профиля. Содержит полкe 1, две наклонные полустенки 3 и 4. Две наклонные полустенки 3 и 4 расположенные на полке 1 под тупым углом и в направлении к центральной оси 5. Одна наклонная полустенка 3 оснащена на свободном конце кулачком 6 выполненный из стального проката круглого поперечного сечения. Вторая наклонная полустенка 4 оснащена на свободном конце обоймой 7, выполненной из стального проката, в поперечном сечении имеющего форму «уголок». При введении кулачка 6 одной панели в обойму 7 другой панели, при сборке, формируется замковое соединение. Обойма 7 расположена на внешней, а кулачок 6 - на внутренней поверхности соответствующих полустенок 3 и 4. Полка 1, полустенки 3 и 4 выполнены из полос конструкционной стали соединенных сваркой. Места стыка 8 имеют прочность равную прочности основного металла полок 1, полустенок 3,4.
Использование специальной стали, с указанным химическим составом, в частности таких марок как 09Г2С и 17Г1С, 15 ХСНД, 10 ХСНД, лучше сопротивляющихся коррозии, и с пределом текучести в диапазоне от 265 до 700 МПа, позволяет при всех равных условиях делать панели тоньше, т.е. общий объем металла (металлоемкость) требуемый для возведения шпунтовых стен уменьшается. Использование стали с улучшенными прочностными характеристиками в частности, имеющей предел текучести от 265 до 700 МПа, приводит к снижению металлоемкости шпунтовой стены на метр ее длины, при сохранении прочностных свойств, способности стены выдерживать заданные нагрузки. Так как полки 1, стенки 2, полустенки 3,4, выполнены сварными из листовой или полосовой стали (листового проката) и соединены путем сварки, причем края стенки 2 и полустенки 3 и 4 устанавливают выше поверхности 9 полки 1, и одновременно выполняется два сварных шва 11, это уменьшает трудоемкость изготовления, обеспечивает повышение производительности при изготовлении панелей.
Пример реализации способа при сборке панели шпунтовой ПШС шириной 1500 мм (фиг.6).
Перед сборкой элементов панели необходимо проверить геометрические размеры позиций и наличие на них маркировки.
Сборку - сварку полного профиля шпунтового сварного ПШС шириной 1500 мм производят в приведенной ниже последовательности с изготовлением сборочных сварных узлов и последующим объединением их в полный профиль. Изготавливают сварной узел I, который включает кулачок 6 и полустенку 3. Изготавливают сварной узел II, который включает обойму 7 и полустенку 4. Изготавливают сварной узел III который включает первую стенку 2 полку 1 и вторую стенку 2. Изготовление сварных шпунтовых панелей производят с применением технологической оснастки для сборки-сварки и контроля профиля шпунтового сварного шириной 1500 мм.
Сборка-сварка средней части профиля шпунта, сварного узла III, который включает первую стенку 2 полку 1 и вторую стенку 2, осуществляется в следующем порядке.
Укладывают в ложементы стендов полку 1 и одну стенку 2, закрепляют первую стенку 2 вилками к ложементам с контролем угла наклона стенки 2. Контролируют совмещение базовых торцов, перекос торцов, перпендикулярность торцов, угол между полкой 1 и стенкой 2. Полосу стали образующую первую стенку 2 устанавливают выше поверхности 9 полки 1. Для этого край полосы стали, образующей первую стенку 2 располагают выше, на расстояние 0,5 мм (но не более 10 мм), от внешней поверхности 9 полосы стали образующей полку 1.
Минимальное расстояние от края стенки 10 над плоскостью 9 полки в 0,5 мм установлено исходя из минимально допустимой высоты усиления наружного продольного сварного шва, которое составляет 0,5 мм. Максимальное превышение края стенки 10 над плоскостью 9 полки в 10 мм устанолвено исходя из максимально допустимой высоты усиления наружного продольного сварного шва, которое составляет 10 мм. Данный диапазон расстояний края 10 полосы стали, образующей стенку 2 или полустенку 3 и 4, от внешней поверхности 9 полосы гарантирует, что в процессе выполнения сварных швов в местах стыка полос стали расплавленный металл не будет скатывается, жидкий металл не вытекает из сварочной ванны, при широком диапазоне параметров режима сварки, в том числе при режимах, обеспечивающих высокую скорость, погонную энергию сварки и качества сварного шва. Это позволяет выполнять сварку с более высокой погонной энергией сварки и скоростью, при таких режимах происходит увеличение объема наплавленного металла но не допускается стекание расплава металла из области шва по стенке.
Верхний предел расстояния h в 10 мм соотносится с максимальным усиление шва, если край будет ниже 0,5 мм, то металл будет стекать, выше усиление шва не допускается. Минимальный предел 0,5 мм это размер с которого начинается эффект удерживания металла.
Собирают на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов полку 1 и стенку 2 с поджатием полос стали. Соединяют полосы стали, образующие полку 1 и первую стенку 2 продольным сварным швом 11 в местах соединения 8. Аналогично формируют вторую стенку 2, соединяя полосы стали, образующие полку 1 и вторую стенку 2. продольным сварным швом 11 в местах соединения 8. Далее соединяют полосы стали, образующие полку 1 и стенки 2 продольными сварным швом 11 в местах соединения 8. Кантуют сварной узел III, на 180° и устанавливают на подставку. Одновременно выполняют два продольных наружных сварных шва 11, с внешней стороны угла, образованного стенкой 2 и полкой 1, соединяют одновременно три полосы стали в двух местах соединения 8. Заваривают наружные сварные швы 11 сварного узла III двудуговым сварочным автоматом под слоем флюса начиная от торцов. Причем край 10 стенок 2, расположенный выше поверхности 9 полки 1, в процессе формирования наружного сварного шва 11 не позволяет расплавленному металлу скатываться, вытекать из области сварки по наклонной поверхности, что позволяет использовать режимы сварки с параметрами обеспечивающими более высокую скорость сварки при сохранении качества шва 11.
Далее выполняется сборка-сварка полного профиля шпунта. Укладывают, на стенды с ложементом, сварной узел III и две полосы стали образующие полки 1. Контролируют совмещение базовых торцов, перекос торцов, перпендикулярность торцов. Стенки 2 сварного узла III устанавливают выше со смещением от поверхностей 9 полок 1. Для этого край полосы стали, образующей стенки 2 располагают на расстояние 0,5 мм (в зависимости от типа шпунтовой панели это расстояние может быть больше но не более 10 мм, с учтем допусков на размер), от внешней поверхности 9 полос стали образующих полки 1. Собирают, с поджатием полос стали, на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов сварной узел III и две полосы стали образующие полки 1.
Укладывают на стенд, сварной узел I (соединенные сваркой полустенку 3 и кулачок 6), причем полустенку 3 сварного узла I устанавливают выше поверхности 9 полки 1 к которой она крепится. Для этого край полосы стали, образующей полустенку 3 располагают на расстояние 0,5 мм (в зависимости от типа шпунтовой панели это расстояние может быть больше но не более 10 мм, с учтем допусков на размер), от внешней поверхности 9 полосы стали образующей полку 1. Собирают, с поджатием полос стали, на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов сварной узел I со сварным узлом III.
Укладывают на стенд, сварной узел II (соединенные сваркой полустенку 4 и обойму 7), причем полустенку 4 сварного узла I устанавливают выше поверхности 9 полки 1 к которой она крепится. Для этого край полосы стали, образующей полустенку 4 располагают на расстояние 0,5 мм (в зависимости от типа шпунтовой панели это расстояние может быть больше но не более 10 мм, с учтем допусков на размер), от внешней поверхности 9 полосы стали образующей полку 1. Собирают, с поджатием полос стали, на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов сварной узел II со сварным узлом III.
Заваривают внутренние сварные швы 11 в местах стыка 8 сварного узла II со сварным узлом III и в местах стыка 8 сварного узла I со сварным узлом III и в местах стыка 8 полок 1 с со сварным узлом III двумя двудуговыми автоматами под слоем флюса, начиная от торцов.
Кантуют полный профиль на 180° и устанавливают в стенд проваривают наружные швы сварные 11 в местах стыка 8 сварного узла II со сварным узлом III и в местах стыка 8 сварного узла I со сварным узлом III и в местах стыка 8 полок 1 с со сварным узлом III двумя двудуговыми автоматами под слоем флюса, начиная от торцов.
Причем край 10 полустенок 2, расположенный выше поверхности 9 полок 1, в процессе формирования наружного сварного шва 11 не позволяет расплавленному металлу скатываться, вытекать из области сварки по наклонной поверхности, что позволяет использовать режимы сварки с параметрами обеспечивающими более высокую скорость сварки при сохранении качества шва 11.
Порядок сборки обеспечивает использование режимов с более высокой погонной энергией сварки и скоростью, причем при увеличении объема наплавленного металла не наступает стекание расплава металла из области шва по стенке.
Производят зачистку швов, контроль качества, термоправку.
Пример реализации способа при сборке панели шпунтовой ПШС шириной 1000 мм.
Перед сборкой элементов панели необходимо проверить геометрические размеры позиций и наличие на них маркировки. На полки, стенки, полустенки при изготовлении наносят маркировку для идентификации элемента при сборке.
Сборку - сварку полного профиля шпунтового сварного ПШС шириной 1000 мм производят в приведенной ниже последовательности, в среде защитных газо,в с изготовлением сборочных сварных узлов и последующим объединением их в полный профиль. Изготавливают сварной узел I, который включает кулачок 6 и полустенку 3. Изготавливают сварной узел II, который включает обойму 7 и полустенку 4. Изготавливают сварной узел III который включает первую стенку 2 полку 1 и вторую стенку 2. Изготовление сварных шпунтовых панелей производят с применением технологической оснастки для сборки-сварки и контроля профиля шпунтового сварного шириной 1000 мм.
Сборка-сварка средней части профиля шпунта, сварного узла III, который включает первую стенку 2 полку 1 и вторую стенку 2, осуществляется в следующем порядке.
Укладывают в ложементы стендов полку 1 и одну стенку 2, закрепляют первую стенку 2 вилками к ложементам с контролем угла наклона стенки 2. Контролируют совмещение базовых торцов, перекос торцов, перпендикулярность торцов, угол между полкой 1 и стенкой 2. Полосу стали образующую первую стенку 2 устанавливают выше поверхности 9 полки 1. Для этого край полосы стали, образующей первую стенку 2 располагают выше, на расстояние 10 мм (но не мнее 0,5 мм), от внешней поверхности 9 полосы стали образующей полку 1. Собирают на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов полку 1 и стенку 2 с поджатием полос стали. Соединяют полосы стали, образующие полку 1 и первую стенку 2 продольным сварным швом 11 в местах соединения 8. Аналогично формируют вторую стенку 2, соединяя полосы стали, образующие полку 1 и вторую стенку 2. продольным сварным швом 11 в местах соединения 8. Далее соединяют полосы стали, образующие полку 1 и стенки 2 продольными сварным швом 11 в местах соединения 8. Кантуют сварной узел III, на 180° и устанавливают на подставку. Одновременно выполняют два продольных наружных сварных шва 11, с внешней стороны угла, образованного стенкой 2 и полкой 1, соединяют одновременно три полосы стали в двух местах соединения 8. Заваривают наружные сварные швы 11 сварного узла III двудуговым сварочным автоматом под слоем флюса начиная от торцов. Причем край 10 стенок 2, расположенный выше поверхности 9 полки 1, в процессе формирования наружного сварного шва 11 не позволяет расплавленному металлу скатываться, вытекать из области сварки по наклонной поверхности, что позволяет использовать режимы сварки с параметрами обеспечивающими более высокую скорость сварки при сохранении качества шва 11.
Далее выполняется сборка-сварка полного профиля шпунта. Укладывают, на стенды с ложементом, сварной узел III и две полосы стали образующие полки 1. Контролируют совмещение базовых торцов, перекос торцов, перпендикулярность торцов. Стенки 2 сварного узла III устанавливают выше со смещением от поверхностей 9 полок 1. Для этого край полосы стали, образующей стенки 2 располагают на расстояние 10 мм (в зависимости от типа шпунтовой панели это расстояние может быть больше но не менее 0,5 мм, с учтем допусков на размер), от внешней поверхности 9 полос стали образующих полки 1. Собирают, с поджатием полос стали, на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов сварной узел III и две полосы стали образующие полки 1.
Минимальное расстояние от края стенки 10 над плоскостью 9 полки в 0,5 мм установлено исходя из минимально допустимой высоты усиления наружного продольного сварного шва, которое составляет 0,5 мм. Максимальное превышение края стенки 10 над плоскостью 9 полки в 10 мм устанолвено исходя из максимально допустимой высоты усиления наружного продольного сварного шва, которое составляет 10 мм. Данный диапазон расстояний края 10 полосы стали, образующей стенку 2 или полустенку 3 и 4, от внешней поверхности 9 полосы гарантирует, что в процессе выполнения сварных швов в местах стыка полос стали расплавленный металл не будет скатывается, жидкий металл не вытекает из сварочной ванны, при широком диапазоне параметров режима сварки, в том числе при режимах, обеспечивающих высокую скорость, погонную энергию сварки и качества сварного шва. Это позволяет выполнять сварку с более высокой погонной энергией сварки и скоростью, при таких режимах происходит увеличение объема наплавленного металла но не допускается стекание расплава металла из области шва по стенке.
Верхний предел расстояния h в 10 мм соотносится с максимальным усиление шва, если край будет ниже 0,5 мм, то металл будет стекать, выше усиление шва не допускается. Минимальный предел 0,5 мм это размер с которого начинается эффект удерживания металла.
Укладывают на стенд, сварной узел I (соединенные сваркой полустенку 3 и кулачок 6), причем полустенку 3 сварного узла I устанавливают выше поверхности 9 полки 1 к которой она крепится. Для этого край полосы стали, образующей полустенку 3 располагают на расстояние 10 мм (в зависимости от типа шпунтовой панели это расстояние может быть больше но не менее 0,5 мм, с учтем допусков на размер), от внешней поверхности 9 полосы стали образующей полку 1. Собирают, с поджатием полос стали, на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов сварной узел I со сварным узлом III.
Полосы стали соединяют продольным сварным швом одновременно в двух местах соединения 8 (фиг.7;8), соединяя стенки/ полустенки и полки, панели шпунтовой за один проход сварочного аппарата 12, что позволяет сократить время сборки панели и обеспечить однородность сварных швов, обеспечивая одинаковое качество. При изготовлении панели одновременно выполняют два продольных сварных шва 11, соединяют одновременно три полосы стали в двух местах соединения 8.
Укладывают на стенд, сварной узел II (соединенные сваркой полустенку 4 и обойму 7), причем полустенку 4 сварного узла I устанавливают выше поверхности 9 полки 1 к которой она крепится. Для этого край полосы стали, образующей полустенку 4 располагают на расстояние 10 мм (в зависимости от типа шпунтовой панели это расстояние может быть больше но не менее 0,5 мм, с учтем допусков на размер), от внешней поверхности 9 полосы стали образующей полку 1. Собирают, с поджатием полос стали, на прихватки ручной дуговой сваркой или полуавтоматической сваркой в среде защитных газов сварной узел II со сварным узлом III.
Заваривают внутренние сварные швы 11 в местах стыка 8 сварного узла II со сварным узлом III и в местах стыка 8 сварного узла I со сварным узлом III и в местах стыка 8 полок 1 с со сварным узлом III двумя двудуговыми автоматами под слоем флюса, начиная от торцов.
Кантуют полный профиль на 180° и устанавливают в стенд проваривают наружные швы сварные 11 в местах стыка 8 сварного узла II со сварным узлом III и в местах стыка 8 сварного узла I со сварным узлом III и в местах стыка 8 полок 1 с со сварным узлом III двумя двудуговыми автоматами под слоем флюса, начиная от торцов.
Причем край 10 полустенок 2, расположенный выше поверхности 9 полок 1, в процессе формирования наружного сварного шва 11 не позволяет расплавленному металлу скатываться, вытекать из области сварки по наклонной поверхности, что позволяет использовать режимы сварки с параметрами обеспечивающими более высокую скорость сварки при сохранении качества шва 11.
Порядок сборки обеспечивает использование режимов с более высокой погонной энергией сварки и скоростью, причем при увеличении объема наплавленного металла не наступает стекание расплава металла из области шва по стенке.
Производят зачистку швов, контроль качества, термоправку.
Заявляемое техническое решение реализовано в ЗАО "КУРГАНШПУНТ" г.Курган с использованием промышленно выпускаемых устройств и материалов, его элементы могут быть изготовлены и собраны на современных промышленных предприятиях. Техническое решение применимо по указанному назначению и обеспечивает заявленный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ШПУНТОВОЙ СВАРНОЙ ВОЛНООБРАЗНОГО ПРОФИЛЯ В ПОПЕРЕЧНОМ СЕЧЕНИИ | 2021 |
|
RU2777628C1 |
| ПАНЕЛЬ ШПУНТОВАЯ СВАРНАЯ | 2018 |
|
RU2693788C1 |
| ПАНЕЛЬ ШПУНТОВАЯ СВАРНАЯ | 2018 |
|
RU2747184C1 |
| ШПУНТОВАЯ СТЕНА | 1999 |
|
RU2151236C1 |
| ЗАЩИТНАЯ СТЕНА ИЗ ШПУНТОВЫХ ПАНЕЛЕЙ | 2007 |
|
RU2348755C1 |
| ШПУНТОВАЯ СТЕНА | 2006 |
|
RU2308573C1 |
| Сборно-разборный шпунт для шпунтового ограждения | 2023 |
|
RU2808268C1 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА, ХОЛОДИЛЬНИК И ДОМАШНЯЯ ПЕЧЬ С ТАКИМИ СТЕНКАМИ | 1998 |
|
RU2221973C2 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ШПУНТОВЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2232847C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ БАЛКИ | 2011 |
|
RU2600244C2 |
Изобретение относится к производству сварных металлических панелей шпунтовых (шпунта), волнообразного профиля, предназначенных для сооружения шпунтовых стен. Предлагается способ изготовления панели шпунтовой сварной волнообразного профиля, в котором полосы стали устанавливают под тупым углом друг к другу, соединяют полосы продольным сварным швом в местах соединения, образуя стенки и/или полустенки, полки, панели шпунтовой. Полосы стали, образующие стенку и/или полустенку, устанавливают выше внешней поверхности полосы стали, образующей полку. Технический результат состоит в сокращении времени на сборку и сварку панели при обеспечении высокого качества сварных швов и повышении качества сварных швов, сокращении времени при обеспечении качества сварных швов. 4 з.п. ф-лы, 8 ил.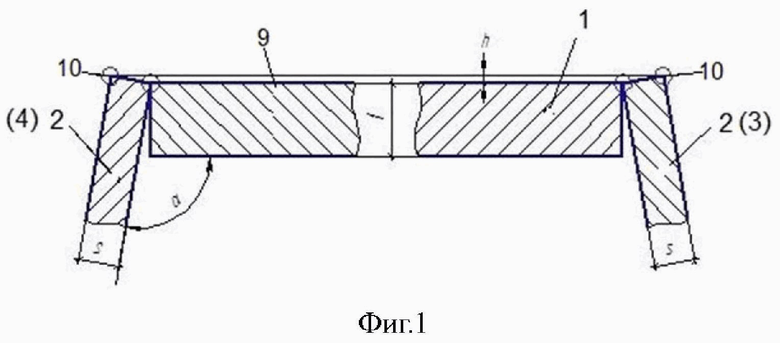
1. Способ изготовления панели шпунтовой сварной волнообразного профиля, в котором полосы стали устанавливают под тупым углом друг к другу, соединяют полосы продольным сварным швом в местах соединения, образуя стенки и/или полустенки, полки, панели шпунтовой, отличающийся тем, что полосы стали, образующие стенку и/или полустенку, устанавливают выше внешней поверхности полосы стали, образующей полку.
2. Способ изготовления панели шпунтовой сварной волнообразного профиля по п.1, отличающийся тем, что край полосы стали, образующей стенку и/или полустенку, располагается выше, на расстоянии h, которое составляет от 0,5 до 10 мм, от внешней поверхности полосы стали, образующей полку.
3. Способ изготовления панели шпунтовой сварной волнообразного профиля по п.1, отличающийся тем, что одновременно выполняют два продольных сварных шва, соединяют одновременно три полосы стали в двух местах соединения.
4. Способ изготовления панели шпунтовой сварной волнообразного профиля по п.1, отличающийся тем, что на полки, стенки, полустенки при изготовлении наносят маркировку для идентификации элемента при сборке.
5. Способ изготовления панели шпунтовой сварной волнообразного профиля по п.1, отличающийся тем, что производят сварку в среде защитных газов.
| ТУ 5264-007-01393674-2010, ПАНЕЛИ ШПУНТОВЫЕ СВАРНЫЕ, Москва, 2010 | |||
| ПАНЕЛЬ ШПУНТОВАЯ СВАРНАЯ | 2018 |
|
RU2693788C1 |
| 0 |
|
SU163561A1 | |
| 0 |
|
SU199197A1 | |
| ЗАЩИТНАЯ СТЕНА ИЗ ШПУНТОВЫХ ПАНЕЛЕЙ | 2007 |
|
RU2348755C1 |
| СПОСОБ ПОЛУЧЕНИЯ Е-АМИНОКАПРОГИДРОКСАМОВОЙкислоты | 0 |
|
SU164296A1 |

