Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для трехмерного формирования заготовки для получения готовой детали посредством удаления (абляции) материала. Удаление материала осуществляют с помощью лазерного луча, предпочтительно импульсного лазерного луча, который направляют в струе текучей среды на заготовку. Настоящее изобретение также относится к способу трехмерного формирования заготовки посредством удаления материала с помощью лазерного луча, внесенного в струю текучей среды.
Уровень техники
Общеизвестны обычные устройства для обработки заготовки лазерным лучом, внесенным в струю текучей среды под давлением. Однако "механическая обработка" заготовки с помощью такого обычного устройства ограничена сквозной выемкой и сквозным сверлением. Управление процессом обработки с помощью такого устройства не позволяет обеспечить полное трехмерное формирование заготовки для получения готовой детали. В основном, это происходит вследствие того, что обычное устройство в лучшем случае знает, в каком месте заготовки относительно координат x-y лазерный луч удаляет материал, но не знает место по оси z, в котором происходит удаление материала. Как следствие, устройство также неспособно определить, сколько материала в действительности удаляет лазерный луч в направлении z (вглубь) заготовки. Поэтому, обычное устройство, например, не может точно контролировать глубину резки или сверления заготовки.
Обычную трехмерную обработку заготовки выполняют либо посредством аддитивной технологии (AM), либо посредством технологии снятия (SM). В то время как "AM" относится к процессу, который строит требуемую трехмерную форму готовой детали путем осаждения материала, обычно послойного осаждения, "SM" относится к процессу, который удаляет материал с заготовки (сплошного тела), чтобы получить требуемую трехмерную форму готовой детали. Для многих практических приложений SM предпочтительнее, чем AM. Это так, потому что с использованием SM можно изготовить много деталей быстрее, более эффективно и более экономично.
Кроме того, лазерная технология SM, т.е. удаление материала с заготовки с помощью лазерного луча, имеет преимущество, которое заключается в том, что ее можно комбинировать с обычными технологиями обработки, напр., фрезерованием, чтобы получить более эффективный общий процесс обработки. Однако обычная лазерная технология SM является сравнительно медленным и весьма неточным процессом.
В виду вышесказанного, цель настоящего изобретения заключается в том, чтобы усовершенствовать обычную технологию SM для производства деталей с требуемыми трехмерными формами, в частности, чтобы повысить скорость и точность процесса. Для этого изобретение предполагает использовать преимущества устройства для механической обработки заготовки лазерным лучом, внесенным в струю текучей среды, посредством технологии SM. Соответственно, цель настоящего изобретения заключается в том, чтобы предложить устройство и способ трехмерного формирования заготовки посредством удаления материала с помощью лазерного луча, который направляют с использованием струи текучей среды. В частности, устройство и способ должны быть способны формировать из заготовки готовую деталь, имеющую требуемую трехмерную форму. Процесс формирования должен быть быстрым и точным. Таким образом, устройство и способ в соответствии с изобретением также должны сделать SM-процесс более эффективным и экономичным, чем обычный SM-процесс.
Сущность изобретения
Цель настоящего изобретения достигается посредством решения, предложенного в независимых пунктах формулы изобретения. Предпочтительные реализации настоящего изобретения заданы в зависимых пунктах формулы изобретения.
В частности, в настоящем изобретении предложено использовать лазерный луч, введенный в струю текучей среды для трехмерного формирования заготовки посредством удаления материала. Из заготовки с помощью лазерного луча формируют готовую деталь путем удаления материала с заготовки. Другими словами, готовую деталь получают посредством технологии SM.
В первом аспекте изобретения предложено устройство для трехмерного формирования заготовки посредством удаления материала с помощью лазерного луча, при этом устройство содержит блок механической обработки, выполненный с возможностью подавать струю текучей среды под давлением на заготовку и вводить лазерный луч в струю текучей среды, направленную на заготовку, контроллер перемещения, выполненный с возможностью задавать x-y-z-положение заготовки относительно блока механической обработки, измерительный блок, выполненный с возможностью измерять z-положение точки падения струи текучей среды под давлением на заготовку в направлении по оси z.
Контроллер перемещения позволяет перемещать заготовку в трех измерениях для того, чтобы можно было сформировать любые трехмерные контуры с помощью лазерного луча. Заданное x-y-z-положение относится к положению заготовки в предварительно заданной системе осей (координат) относительно исходного положения (0-0-0-положения). Тем самым, x-y-z-положение заготовки, заданное контроллером перемещения может быть определено путем позиционирования подвижной поверхности обработки, на которой находится заготовка. Контроллер перемещения также выполнен с возможностью перемещать заготовку вдоль направлений вращения (напр., для параллельного переноса, наклона или поворота). Контроллер перемещения предпочтительно способен изменять положение заготовки с высокой скоростью и высокой точностью. Таким образом, становится возможной трехмерная обработка заготовки посредством удаления материала с такой скоростью и точностью, которые на сегодняшний день недоступны. Как вариант, система осей перемещает блок механической обработки по всем линейным и круговым осям или по некоторым из этих осей.
Во время процесса трехмерного формирования измерительный блок функционирует в качестве датчика глубины и предоставляет информацию о z-положении удаляемого материала в любой момент времени и в любом месте, т.е. где струя текучей среды и лазерный луч воздействуют на заготовку. Это z-положение обычно отличается от z-положения поверхности материала, заданного контроллером перемещения. Это z-положение может меняться, например, если струю текучей среды перемещают вдоль поверхности заготовки, или если лазерный луч удаляет материал с поверхности заготовки, т.е. осуществляет механическую обработку заготовки. Последнее перемещает точку падения глубже в заготовку. Одна причина задания z-положения также и контроллером перемещения заключается в том, чтобы обеспечивать контролируемый процесс формирования. Предпочтительно заготовку располагают так, чтобы струя текучей среды попадала на нее на таком расстоянии от точки создания струи текучей среды, которое постоянно находится в пределах заданного диапазона. Соответственно, заготовка всегда может взаимодействовать с частью струи текучей среды, которая наиболее эффективно направляет лазерный луч, даже если с заготовки в z-направлении удаляют все больше и больше материала. В частности, в этом документе термин "струя текучей среды" означает ламинарную струю текучей среды, способную направлять лазерный луч подобно волокну. Текучая среда, выпускаемая устройством, образует ламинарную струю текучей среды только на определенной длине, и за пределами этой длины струя текучей среды становится нестабильным потоком, который, в конце концов, распадается на капли.
В этом документе термин "измерение" z-положения точки падения струи текучей среды на заготовку включает в себя по меньшей мере одно активное измерение физической величины. Например, оно может включать в себя измерение временного интервала между моментом времени излучения волн измерительным блоком и моментом времени приема измерительным блоком волн, отраженных от заготовки. В качестве другого примера, оно может включать в себя измерение разности фаз различных волн, если применяют интерференционный принцип. В качестве другого примера, оно может включать в себя оптическое, электрическое или емкостное измерение длины струи текучей среды, определяющей линейный размер. "Измерение" z-положения не означает только оценку z-положения на основе, например, некоторых известных измерений устройства, заготовки и/или готовой детали. Измерение z-положения точки падения струи текучей среды на заготовку позволяет определять, сколько материала удаляет с заготовки в z-направлении лазерный луч в заданном x-y-положении. Эта информация очень важна для получения полной возможности трехмерного формирования. X-y-положения, в которых происходит удаление материала, можно получить из x-y-координат x-y-положения, заданного контроллером перемещения. Соответственно, устройство в соответствии с первым аспектом имеет полный контроль и всю информацию о положении процесса трехмерного формирования заготовки.
Соответственно, устройство предпочтительно выполнено с возможностью управлять трехмерным формированием заготовки посредством удаления материала на основе z-положения точки падения струи текучей среды под давлением на заготовку.
В предпочтительном варианте осуществления первого аспекта контроллер лазера выполнен с возможностью регулировать мощность или энергию лазерного луча на основе x-y-z-положения, заданного контроллером перемещения, и z-положения точки падения струи текучей среды под давлением на заготовку, измеренного измерительным блоком.
Таким образом, возможен быстрый, точный и полностью контролируемый процесс трехмерного формирования заготовки.
В еще одном предпочтительном варианте осуществления первого аспекта лазерный луч является импульсным, а устройство также содержит контроллер лазера, выполненный с возможностью отдельно регулировать энергию каждого лазерного импульса на основе x-y-z-положения, заданного контроллером перемещения для этого импульса лазера, и z-положения точки падения струи текучей среды под давлением на заготовку, измеренного измерительным блоком до этого импульса лазера.
Это означает, что энергия каждого лазерного импульса может быть отрегулирована устройством для определенной величины удаления материала в z-направлении (вглубь) заготовки (в заданном x-y-положении удаления материала лазером (лазерной абляции)). В частности, результат удаления материала каждым лазерным импульсом можно быстро и непосредственно контролировать. Следовательно, возможен быстрый и точный процесс трехмерного формирования заготовки.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок выполнен с возможностью определять результат удаления от каждого лазерного импульса по z-положению точки падения струи текучей среды под давлением на заготовку, измеренному измерительным блоком после этого импульса лазера, а контроллер лазера выполнен с возможностью регулировать энергию следующего лазерного импульса, исходя из определенного результата удаления.
Таким образом, устройство получает информацию о количестве материала, которое было удалено в z-направлении с помощью последнего лазерного импульса, и может учитывать эту информацию при задании энергии для следующего лазерного импульса. Может произойти два лазерных импульса в различных x-y-положениях заготовки, чтобы удалить слой с поверхности заготовки. Однако два лазерных импульса также могут произойти в одном и том же x-y-положении заготовки, чтобы получить определенную величину удаления или для корректировки результата удаления. Следовательно, устройство выполнено с возможностью управлять абляцией в каждой точке заготовки, так что трехмерную обработку заготовки можно выполнять очень точно.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер лазера выполнен с возможностью управлять энергией каждого лазерного импульса посредством задания его ширины и/или амплитуды, и/или посредством задания частоты импульсов и, следовательно, временной задержки между последовательными импульсами, и/или посредством выдачи пакета импульсов.
Таким образом, устройство оснащено несколькими средствами управления абляцией лазерным лучом, которые дополнительно повышают точность и эффективность процесса трехмерного формирования.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер лазера выполнен с возможностью управлять энергией каждого лазерного импульса, так чтобы он удалял материал на глубину от 1 до 1000 мкм в z-направлении в x-y-z-положении заготовки, заданном контроллером перемещения для указанного лазерного импульса.
Таким образом, устройство выполнено с возможностью устанавливать глубину удаления в z-направлении индивидуально в каждом x-y-z-положении. Соответственно, устройство выполнено с возможностью удалять один или несколько слоев материала с поверхности заготовки. Тем самым, удаленные слои могут иметь одинаковую или неодинаковую толщину от 1 до 1000 мкм, предпочтительно от 1 до 200 мкм.
В еще одном предпочтительном варианте осуществления первого аспекта устройство также содержит лазерный источник для генерации лазерного луча, причем лазерный источник включает в себя контроллер лазера и скоростной переключатель, предпочтительно лазерный затвор, для модуляции лазерных импульсов.
Лазерный источник входит в состав устройства. Переключатель позволяет устройству воздействовать на быструю модуляцию лазерных импульсов и, таким образом, точно и индивидуально управлять их энергией от 0 до 100%. Соответственно, поддерживается быстрый и точный процесс трехмерного формирования.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок выполнен с возможностью измерять z-положение точки падения струи текучей среды на заготовку в пределах периода времени между двумя последовательными импульсами лазера.
Таким образом, на измерение z-положения, выполняемое посредством устройства, не влияет абляция материала, вызываемая импульсами лазерного луча. Следовательно, точность измерения z-положения можно повысить. Управление процессом трехмерного формирования также становится более простым.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер перемещения выполнен с возможностью пошагово или непрерывно изменять x-y-z-положение заготовки относительно блока механической обработки после каждого лазерного импульса.
Таким образом, устройство способно импульсно удалять материал в заданном x-y-положении заготовки. Как следствие, становится возможным полностью цифровой процесс удаления материала. Слои или структуры материала могут быть удалены с поверхности заготовки. Удаленные слои могут охватывать всю поверхность или только часть поверхности. Таким образом, различные области поверхности заготовки могут быть по-разному удалены в z-направлении, тем самым обеспечивая возможность трехмерного формирования заготовки.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер перемещения выполнен с возможностью ускорять или замедлять изменение x-y-z-положения заготовки при перемещении заготовки вдоль траектории, а контроллер лазера выполнен с возможностью соответственно увеличивать или уменьшать частоту лазерных импульсов, так чтобы число лазерных импульсов на единицу расстояния оставалось постоянным вдоль траектории.
Таким образом, можно дополнительно повысить точность процесса удаления. В частности, контроллер лазера также может подавать более высокое или более низкое число лазерных импульсов во время определенной фазы перемещения или в определенных областях заготовки. Например, если более высокая или более низкая точность (или требуется удалить больше или меньше материала), достижимая с использованием большего или меньшего числа лазерных импульсов, необходима только локально.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер перемещения выполнен с возможностью многократно изменять x-y-z-положение заготовки так, чтобы лазерный луч сканировал поверхность заготовки в плоскости x-y.
Например, x-y-z-положение может быть изменено после каждого лазерного импульса. Таким образом, могут быть удалены слои, покрывающие всю поверхность заготовки (или только часть поверхности заготовки). Это допускает точное и гибкое трехмерное формирование готовой детали из заготовки.
В еще одном предпочтительном варианте осуществления первого аспекта устройство выполнено с возможностью выборочно включать или отключать лазерный луч во время сканирования поверхности заготовки в зависимости от x-y-z-положения, заданного контроллером перемещения.
Лазерный луч может быть выборочно включен или отключен посредством скоростного переключателя лазерного источника, например лазерного затвора, во время непрерывного перемещения ("на лету"). Контроллер перемещения в различных x-y-z-положениях во время перемещения может подать сигнал на контроллер лазера, который может соответственно управлять переключателем. Как следствие, лазерный луч может быть включен и, таким образом, удалять материал в некоторых x-y-z-положениях, заданных контроллером перемещения, и может быть отключен и, таким образом, не удалять материал в некоторых x-y-z-положениях, заданных контроллером перемещения. Таким образом, абляция материала происходит только в некоторых положениях или в некоторых областях на поверхности заготовки в зависимости от положения заготовки относительно блока механической обработки, при этом скорость является постоянной, что также означает, что глубина удаления является постоянной. Таким образом, устройство обладает преимуществом быстрой обработки.
В еще одном предпочтительном варианте осуществления первого аспекта устройство также выполнено с возможностью формировать заготовку посредством послойного удаления множества слоев материала заготовки с помощью лазерного луча.
Как упоминалось выше, слои могут иметь толщину от 1 до 1000 мкм, а также могут иметь неравномерную толщину. Кроме того, каждый слой может занимать различные части поверхности заготовки. Соответственно, возможно послойное точное формирование заготовки требуемой трехмерной формы.
В еще одном предпочтительном варианте осуществления первого аспекта каждый из множества слоев занимает индивидуально заданную область в плоскости x-y и имеет индивидуально заданную одинаковую или неодинаковую толщину по направлению z.
Площадь и толщина каждого слоя может быть задана индивидуально. Таким образом, удаление множества отдельных слоев приводит к общему удаленному объему материала заготовки, в результате чего получается готовая трехмерная деталь, состоящая из оставшегося материала заготовки.
В еще одном предпочтительном варианте осуществления первого аспекта устройство также содержит процессор, выполненный с возможностью вычислять послойное представление удаленного объема заготовки, причем устройство выполнено с возможностью формировать заготовку посредством удаления нескольких слоев материала заготовки на основе вычисленного послойного представления.
Послойное представление вычисляют до или во время процесса трехмерного формирования, и оно выступает в качестве цифрового ввода, который определяет общий объем и форму удаленного материала заготовки. Соответственно, достигают полного и точного контроля над процессом удаления. Послойное представление также позволяет выполнять регулировку во время процесса удаления материала.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер лазера выполнен с возможностью управлять энергией лазерного луча также на основе послойного представления, полученного от процессора.
В частности, контроллер лазера может управлять энергией каждого лазерного импульса на основе послойного представления. Послойное представление выступает в качестве цифрового ввода или программы для устройства и, таким образом, позволяет выполнять точный и полный процесс трехмерного удаления материала.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок выполнен с возможностью передавать в качестве обратной связи измеренное z-положение точки падения струи текучей среды на заготовку в процессор, а процессор выполнен с возможностью пересчитывать послойное представление, в частности количество слоев послойного представления, на основе обратной связи от измерительного блока.
Таким образом, процесс удаления можно регулировать для повышения его точности. Например, если абляция материала, запланированная в определенной позиции или с определенным лазерным импульсом, не совпадает с результатом удаления материала, то это отклонение может быть учтено, чтобы компенсировать и обеспечить точность процесса трехмерного формирования.
В еще одном предпочтительном варианте осуществления первого аспекта процессор выполнен с возможностью пересчитывать послойное представление после удаления с заготовки каждого слоя материала заготовки.
Таким образом, погрешности и отклонения от запланированного результата удаления, как и неравномерности, которые возникают во время процесса формирования, могут быть своевременно скорректированы. Как следствие, повышают точность трехмерного формирования готовой детали из заготовки.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок также выполнен с возможностью определять первый уклон и/или неровность поверхности последнего удаленного слоя материала заготовки путем сканирования поверхности заготовки в плоскости x-y и, таким образом, измерения z-положений множества точек падения струи текучей среды на заготовку и второй уклон и/или неровность поверхности заготовки, а устройство выполнено с возможностью удаления по меньшей мере следующего слоя или следующих слоев на основе первого уклона и/или неровности поверхности, определенных измерительным блоком.
Любой нежелательный уклон или неровность, возникающие во время процесса удаления, таким образом, могут быть скорректированы посредством следующего слоя или начиная с него. Может потребоваться один или несколько слоев, чтобы полностью компенсировать уклон и/или неровность. Следовательно, можно избежать того, что отклонение от ожидаемого результата удаления ухудшается во время процесса и - в худшем случае - в какой-то момент становится неисправимым.
В еще одном предпочтительном варианте осуществления первого аспекта контроллер лазера выполнен с возможностью индивидуально адаптировать, по меньшей мере для следующего слоя, энергию каждого лазерного импульса и/или траекторию перемещения заготовки путем изменения x-y-z-положения после каждого лазерного импульса на основе первого уклона и/или неровности поверхности, определенной измерительным блоком.
Из-за относительного перемещения между заготовкой и струей текучей среды изменение траектории движения заготовки также означает изменение траектории струи текучей среды при ее перемещении по поверхности заготовки. Изменение траектории движения заготовки может, в частности, включать в себя изменение направления движения, скорости движения, ускорения и/или радиуса искривленного движения.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок выполнен с возможностью измерять z-положение точки падения струи текучей среды на заготовку с использованием электромагнитного излучения или акустических волн.
Электромагнитное излучение или акустические волны предпочтительно выбирают так, чтобы они не приводили к удалению материала с заготовки. Таким образом, становится возможным точное определение z-положения точки падения струи текучей среды на заготовку без помех процессу удаления.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок выполнен с возможностью измерять z-положение точки падения струи текучей среды на заготовку путем измерения длины струи текучей среды, определяющей линейный размер (характеристическая длина).
Например, измерительный блок может посредством интерференции измерять длину струи текучей среды, определяющей линейный размер, при этом лазерный свет направляют в струе текучей среды. Характеристическая длина может быть ограничена определенным характеристическим диапазоном. Изменения измеренной характеристической длины могут обеспечить точное указание, например, полной длины струи текучей среды между блоком механической обработки и заготовкой и, таким образом, z-положение точки падения струи текучей среды на заготовку.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок выполнен с возможностью измерять z-положение точки падения струи текучей среды на заготовку через струю текучей среды.
В частности, измерительный блок, например, может отправлять на заготовку электромагнитное излучение или акустические волны через струю текучей среды. Электромагнитное излучение или акустические волны соответственно направляют посредством струи текучей среды точно в x-y-положение заготовки, z-положение которого необходимо измерить. Отраженное электромагнитное излучение или акустические волны также могут быть направлены в струе текучей среды обратно на измерительный блок. На основе, например, интервала времени между отправкой и приемом электромагнитного излучения или акустических волн можно с высокой точностью определить z-положение точки падения струи текучей среды на заготовку. Соответственно, становится возможным очень точный процесс удаления материала.
В еще одном предпочтительном варианте осуществления первого аспекта измерительный блок интегрирован в блок механической обработки.
Таким образом, устройство становится очень компактным и обладает возможностью измерять z-положение точки падения струи текучей среды на любую часть заготовки.
Во втором аспекте настоящего изобретения предложен способ трехмерного формирования заготовки посредством удаления материала с помощью лазерного луча, при этом способ включает подачу струи текучей среды под давлением на заготовку и ввод лазерного луча в струю текучей среды, направленную на заготовку, задание x-y-z-положения заготовки относительно струи текучей среды, измерение z-положения точки падения струи текучей среды под давлением на заготовку.
Преимущественно, способ также включает регулирование энергии лазерного луча на основе заданного x-y-z-положения и измеренного z-положения точки падения струи текучей среды под давлением на заготовку.
В предпочтительном варианте осуществления второго аспекта способ включает ввод импульсного лазерного луча в струю текучей среды, задание x-y-z-положения заготовки для каждого лазерного импульса, измерение z-положения точки падения струи текучей среды перед каждым лазерным импульсом и отдельно регулирование энергии каждого лазерного импульса на основе x-y-z-положения, заданного для этого лазерного импульса, и z-положения точки падения струи текучей среды под давлением на заготовку, измеренного перед этим лазерным импульсом.
В еще одном предпочтительном варианте осуществления второго аспекта способ включает сканирование поверхности заготовки в плоскости x-y и определение профиля поверхности, измеряя z-положения множества точек падения струи текучей среды на заготовку, и задание индивидуально энергии каждого лазерного импульса и/или траектории перемещения заготовки посредством изменения x-y-z-положения после каждого лазерного импульса на основе определенного профиля поверхности.
Способ в соответствии со вторым аспектом обеспечивает такие же эффекты и преимущества, которые были описаны выше для устройства в соответствии с первым аспектом. В частности, способ в соответствии со вторым аспектом может быть выполнен в соответствии с вариантами осуществления, описанными выше для устройства в соответствии с первым аспектом. Способ может быть выполнен посредством устройства в соответствии с первым аспектом.
Краткое описание чертежей
Вышеописанные аспекты и предпочтительные варианты осуществления настоящего изобретения объяснены в последующем описании конкретных вариантов осуществления изобретения в отношении прилагаемых чертежей.
На фиг. 1 показано устройство в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 2 показаны возможности управления энергией лазерного импульса посредством устройства в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 3 показана адаптация частоты лазера и числа лазерных импульсов к скорости перемещения заготовки устройством в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 4 показано устройство в соответствии с вариантом осуществления изобретения.
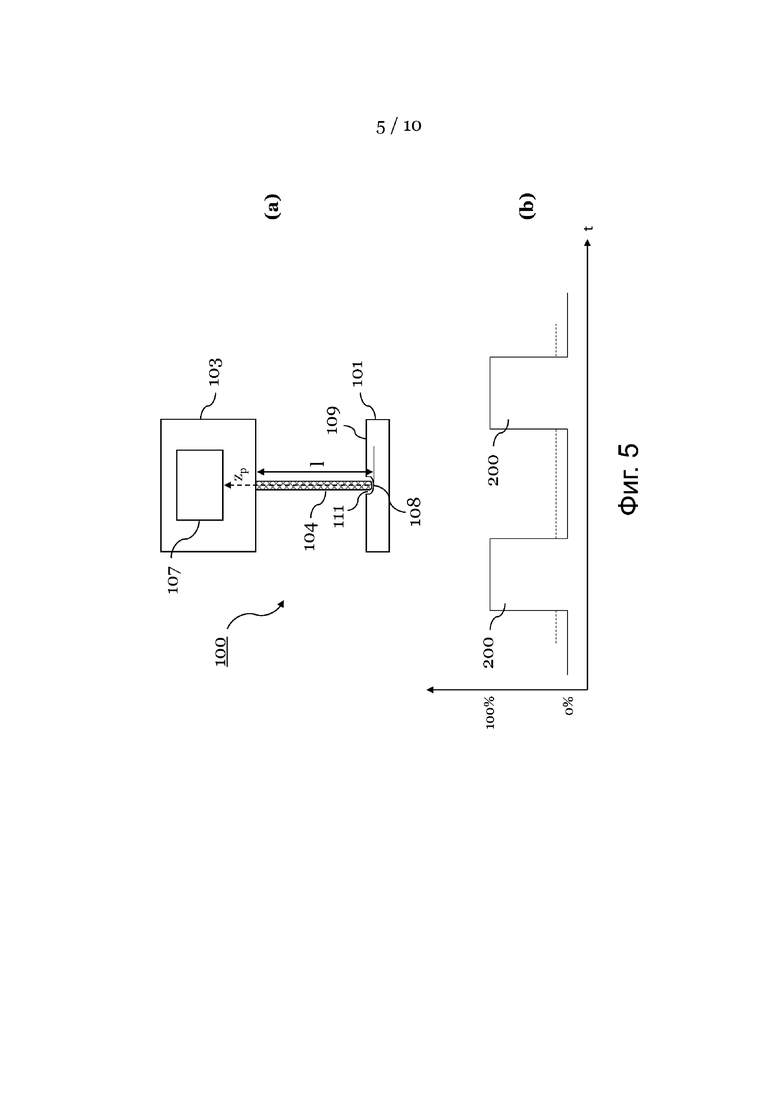
На фиг. 5 показано (a) устройство в соответствии с вариантом осуществления изобретения и (b) схема измерения z-положения между двумя лазерными импульсами.
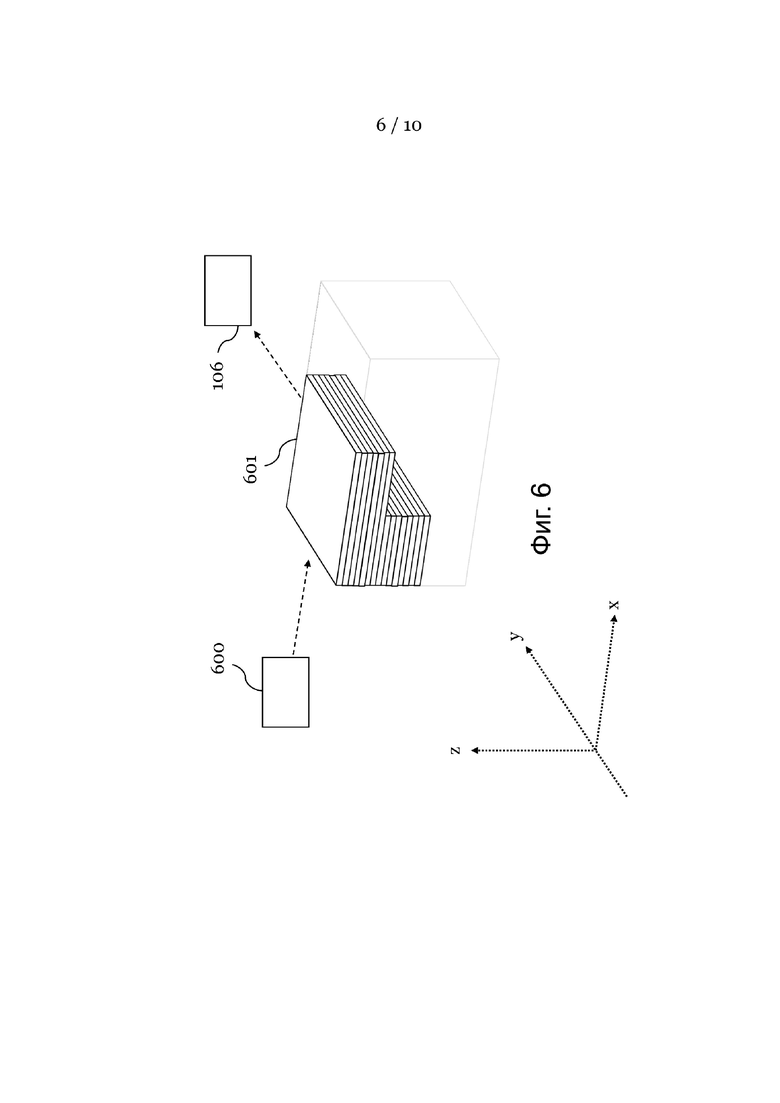
На фиг. 6 показано послойное представление предназначенного для удаления объема, рассчитанное в устройстве в соответствии с вариантом осуществления изобретения.
На фиг. 7 показано сканирование поверхности заготовки лазерным лучом, внесенным в струю текучей среды, выполняемое в устройстве в соответствии с вариантом осуществления изобретения.
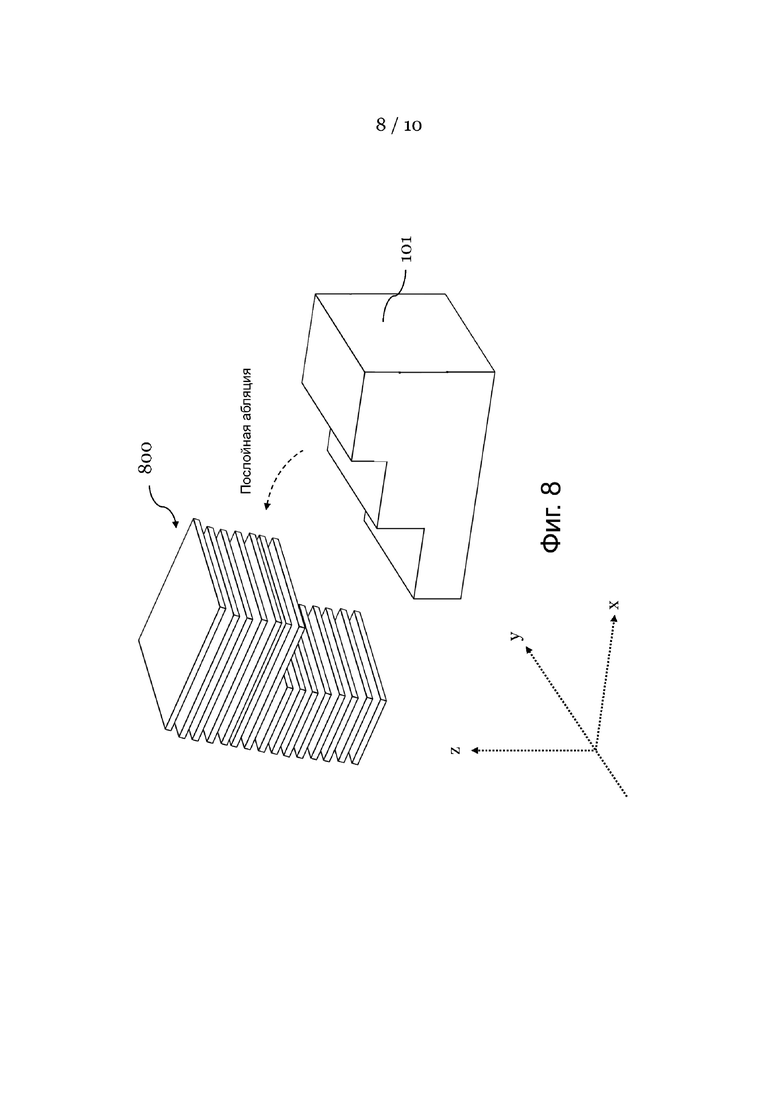
На фиг. 8 показана послойная абляция материала заготовки посредством устройства в соответствии с вариантом осуществления настоящего изобретения.
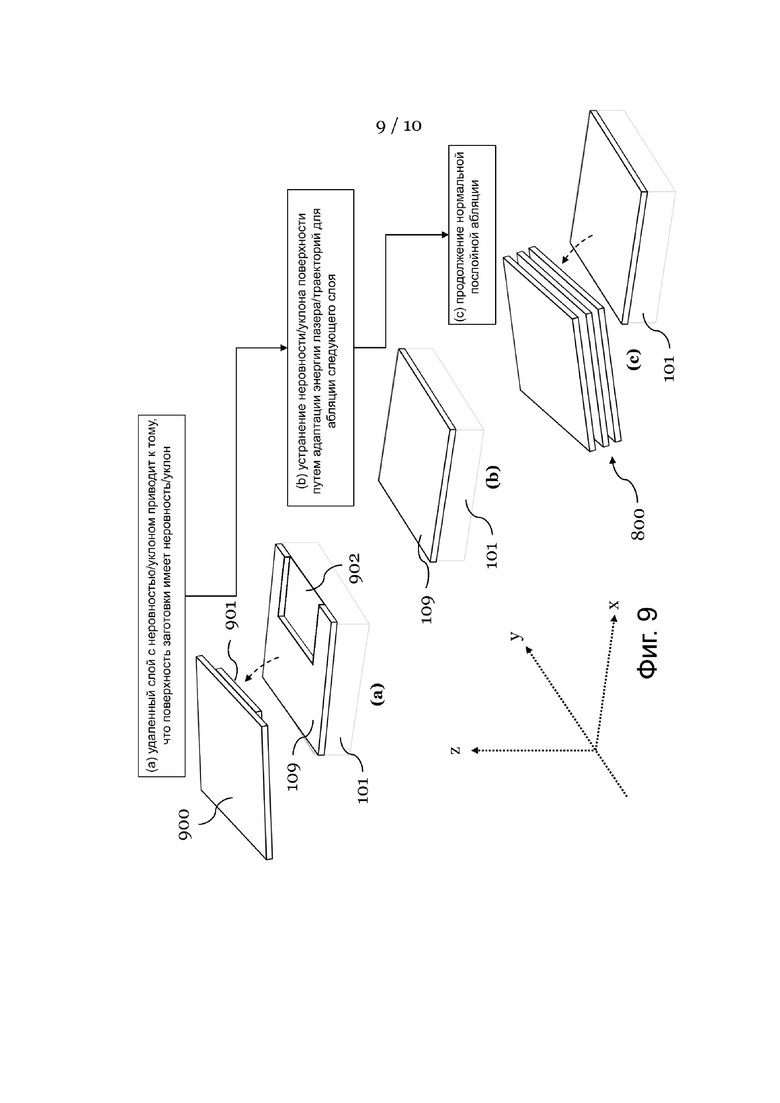
На фиг. 9 показана корректировка уклона и/или неровности поверхности, выполняемая посредством устройства в соответствии с вариантом осуществления настоящего изобретения.
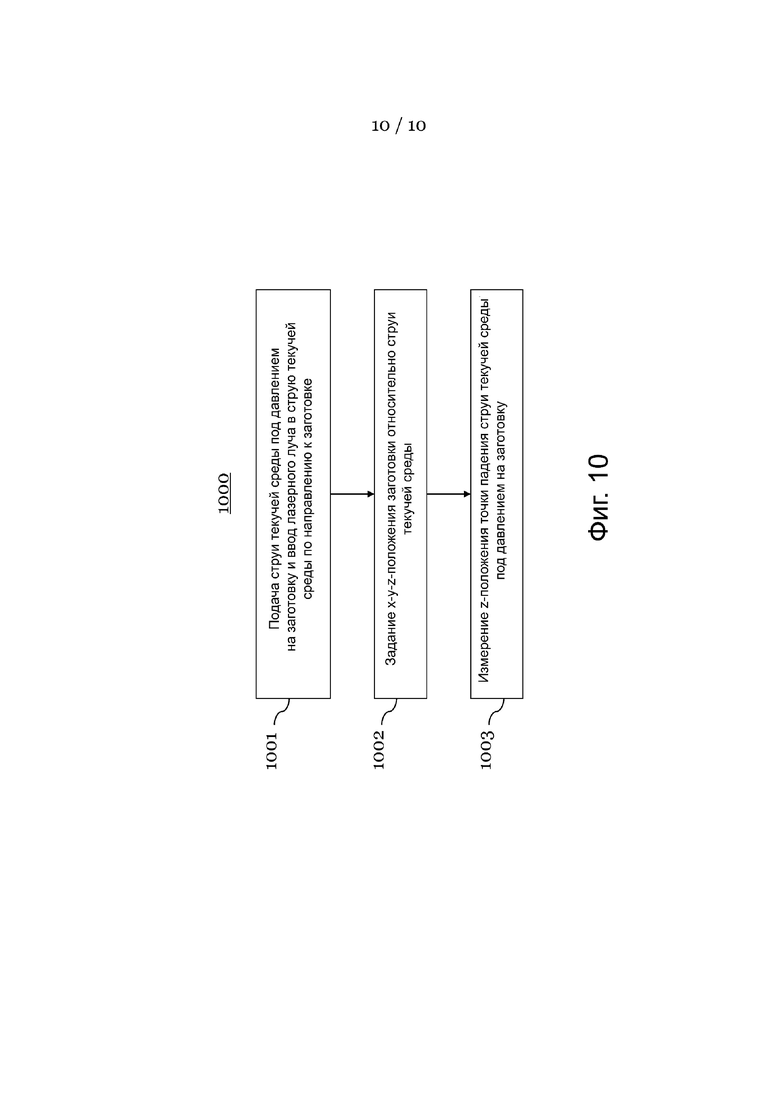
На фиг. 10 показан способ в соответствии с вариантом осуществления изобретения.
Подробное описание изобретения
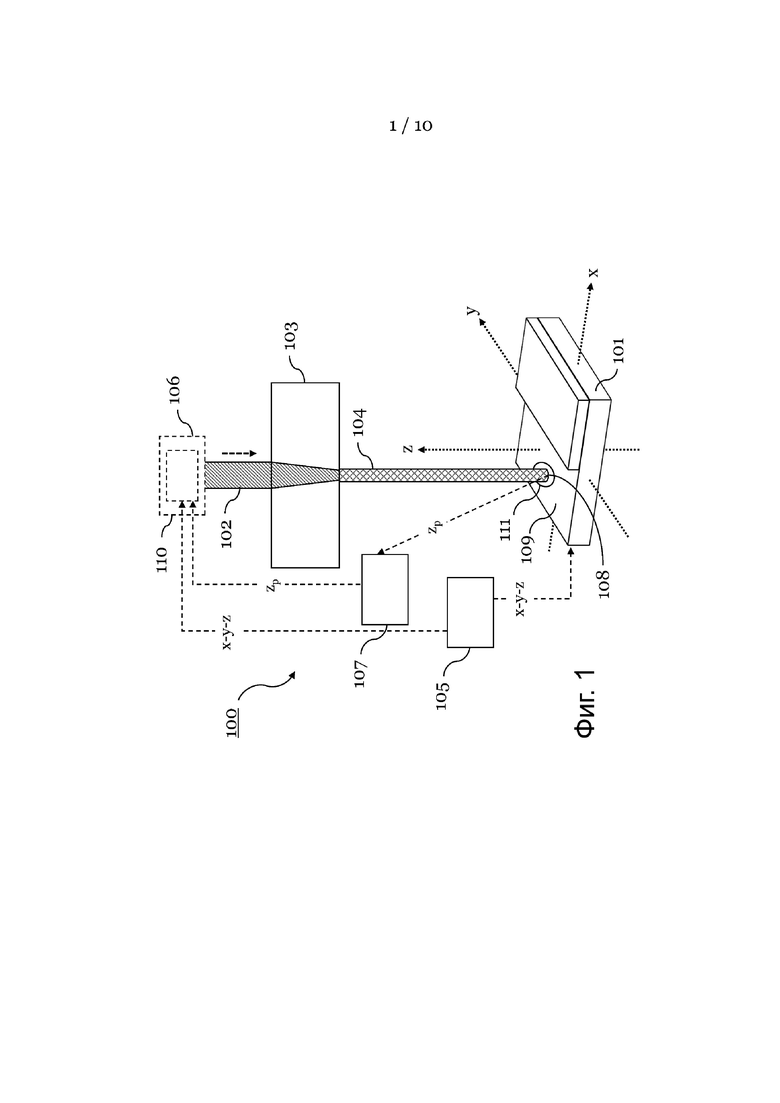
На фиг. 1 показано устройство 100 в соответствии с вариантом осуществления изобретения. В частности, на фиг. 1 показано устройство 100, которое выполнено с возможностью формировать заготовку 101 посредством удаления материала с помощью лазерного луча 102 вплоть до трех измерений (полностью трехмерное формирование). Для этого устройство 100 содержит по меньшей мере блок 103 механической обработки, контроллер 105 перемещения и измерительный блок 107. Предпочтительно, устройство 100 также содержит контроллер 106 лазера, который управляет лазерным источником 110, генерирующим лазерный луч 102. Таким образом, лазерный источник 110 представляет собой часть устройства 100. Контроллер 106 лазера и лазерный источник 110 показаны на фиг. 1 пунктирной линией.
Блок 103 механической обработки выполнен с возможностью подавать струю 104 текучей среды под давлением, причем жидкость предпочтительно представляет собой воду, на заготовку 101 и вносить лазерный луч 102 в струю 104 текучей среды по направлению к заготовке 101. Лазерный луч 102, в частности, представляет собой высокоинтенсивный лазерный луч, пригодный для резки и формирования материалов, включающих в себя, но не ограничиваясь, металлы, керамику, алмазы, полупроводники, сплавы, суперсплавы или сверхтвердые материалы. Лазерный луч 102, например, может иметь мощность лазерного излучения от 1 до 2000 Вт.
Контроллер 105 перемещения выполнен с возможностью задавать x-y-z-положение заготовки 101 относительно блока 103 механической обработки, т.е. управлять перемещением заготовки 101 в трех измерениях. Для этого контроллер 105 перемещения может перемещать либо заготовку 101, либо блок 103 механической обработки, либо сочетать перемещение заготовки 101 и блока 103 механической обработки. Заготовка 101 может быть расположена на поверхности обработки, которая может быть или не быть частью устройства 100. В любом случае устройство 100 устроено так, что оно способно обрабатывать заготовку 101, расположенную на поверхности обработки. Как показано на фиг. 1, контроллер 105 перемещения может предоставить x-y-z-положение, в которое необходимо установить подвижную поверхность обработки, на которой расположена заготовка 101, а затем, поверхность обработки может занять это положение в предварительно откалиброванной системе осей (координат).
Измерительный блок 107 выполнен с возможностью измерять z-положение zp точки падения 108 струи 104 текучей среды под давлением (и, таким образом, также лазерного луча 102) на заготовку 101 в направлении z. Точка 108 падения может находиться на поверхности 109 заготовки, либо она может лежать за пределами поверхности 109 заготовки, т.е. если лазерный луч 102 уже удалил материал заготовки в этом x-y-положении. То есть, точка 108 падения может находиться во впадине или в углублении 111 на поверхности 109 заготовки, как показано на фиг. 1. Измерительный блок 107 можно назвать датчиком глубины, так как измеренное положение zp указывает z-положение удаления материала, т.е. глубину, на которую обработана заготовка лазерным лучом 102. Измерительный блок 107 предпочтительно способен измерять несколько положений zp точек 108 падения в направлении z, в частности, если струю 104 текучей среды перемещают вдоль поверхности 109 заготовки. Таким образом, измерительный блок 107 может измерять точный профиль поверхности заготовки 101. В частности, направление распространения струи 104 текучей среды предпочтительно вдоль вертикального направления, но также и под углом к вертикальному направлению. Так как струя 104 текучей среды находится под давлением, то струя 104 текучей среды всегда будет распространяться линейно. Направление z может быть параллельно вертикальному направлению и/или направлению распространения струи 104 текучей среды, но не обязательно. Плоскость x-y, в общем, перпендикулярна направлению z.
Необязательный, но предпочтительный контроллер 106 лазера выполнен с возможностью подавать лазерный луч 102 на блок 103 механической обработки. Контроллеру 106 лазера предпочтительно предоставляют x-y-положение заготовки 101, заданное контроллером 105 перемещения. Кроме того, контроллеру 106 лазера может быть предоставлено z-положение последней измеренной точки 108 падения на заготовку 101. Предпочтительно, контроллер 106 лазера может регулировать мощность лазерного луча 102 на основе x-y-z-положения, заданного контроллером 105 перемещения и/или на основе одного или нескольких z-положений zp, измеренных измерительным блоком 107.
Преимущественно, лазерный луч 102, используемый устройством 100, может быть импульсным. Для этого, лазерный источник 110 может быть выполнен с возможностью обеспечивать импульсный лазерный луч 102, а контроллер 106 лазера предпочтительно выполнен с возможностью управлять шириной, амплитудой, частотой импульса и т.д. В этом случае контроллер 106 лазера предпочтительно может быть выполнен с возможностью регулировать энергию каждого лазерного импульса 200 на основе x-y-z-положения, заданного контроллером 105 перемещения для упомянутого лазерного импульса 200, а также на основе z-положения zp точки 108 падения струи 104 текучей среды под давлением на заготовку 101, измеренного измерительным блоком 107 перед упомянутым лазерным импульсом 200. Таким образом, вызываемую лазером абляцию материала заготовки можно регулировать отдельно для каждого лазерного импульса 200, в частности, быстро и непосредственно. Таким образом, возможно точное трехмерное формирование заготовки 101. В частности, если контроллер 106 лазера и контроллер 105 перемещения допускают высокоскоростную работу, то очень точные трехмерные контуры могут быть получены быстрее и точнее, чем с помощью любой известной технологии.
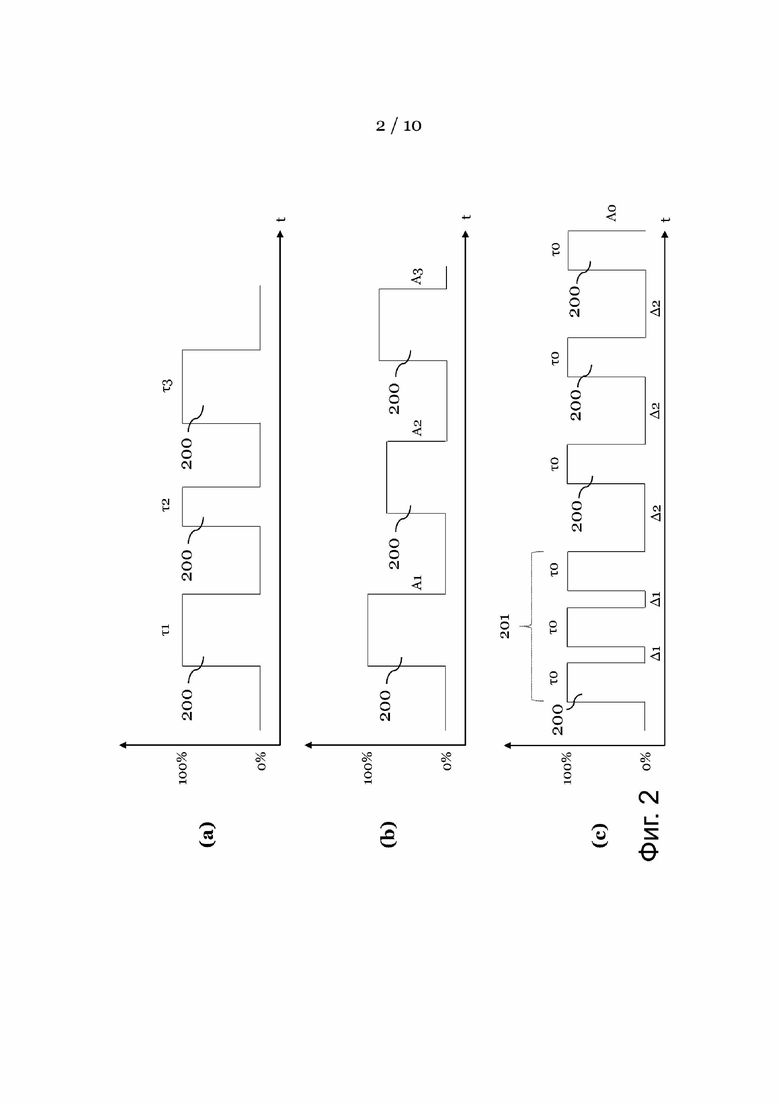
На фиг. 2 показано, как устройство 100 может управлять энергией одного или нескольких лазерных импульсов 200, в частности, посредством контроллера 106 лазера. На фиг. 2(а) показано, что контроллер 106 лазера может быть выполнен с возможностью задавать ширину лазерного импульса. На фиг. 2(а) показано, что все лазерные импульсы 200 имеют амплитуду 100%, но лазерные импульсы 200 имеют различные значения ширины (т.е. продолжительности), которые обозначены через τ1, τ2 и τ3. Соответственно энергия, передаваемая каждым лазерным импульсом 200, различна.
На фиг. 2(b) показано, что контроллер 106 лазера также может быть выполнен с возможностью задавать амплитуду лазерного импульса 200. Опять показано три лазерных импульса 200. Однако только первый лазерный импульс 200 имеет амплитуду А1, равную 100%. Другие лазерные импульсы 200 имеют более низкую амплитуду А1 или А3 соответственно. Соответственно энергия каждого лазерного импульса 200 различна.
На фиг. 2(с) показано, что контроллер 106 лазера также может управлять частотой импульсов и, как следствие, временной задержкой между последовательными импульсами 200. Кроме того, контроллер 106 лазера также может быть выполнен с возможностью выдавать пакет 201 импульсов. Первые три импульса 200 (слева на фиг. 2(с)) содержат пакет 201 импульсов и соответственно имеют более короткие временные задержки Δ1 между последовательными импульсами 200. Все импульсы 200 могут иметь одинаковую ширину τ0 импульса. В отличие от них, вторые три лазерных импульса 200 (справа на фиг. 2(с)) имеют более длительные временные задержки Δ2 между последовательными импульсами 200, т.е. частота импульсов для этих трех лазерных импульсов 200 ниже. Таким образом, лазерным лучом 102 с пакетом 201 импульсов и с указанными другими импульсами 200 обеспечиваются соответственно различные значения энергии на единицу времени.
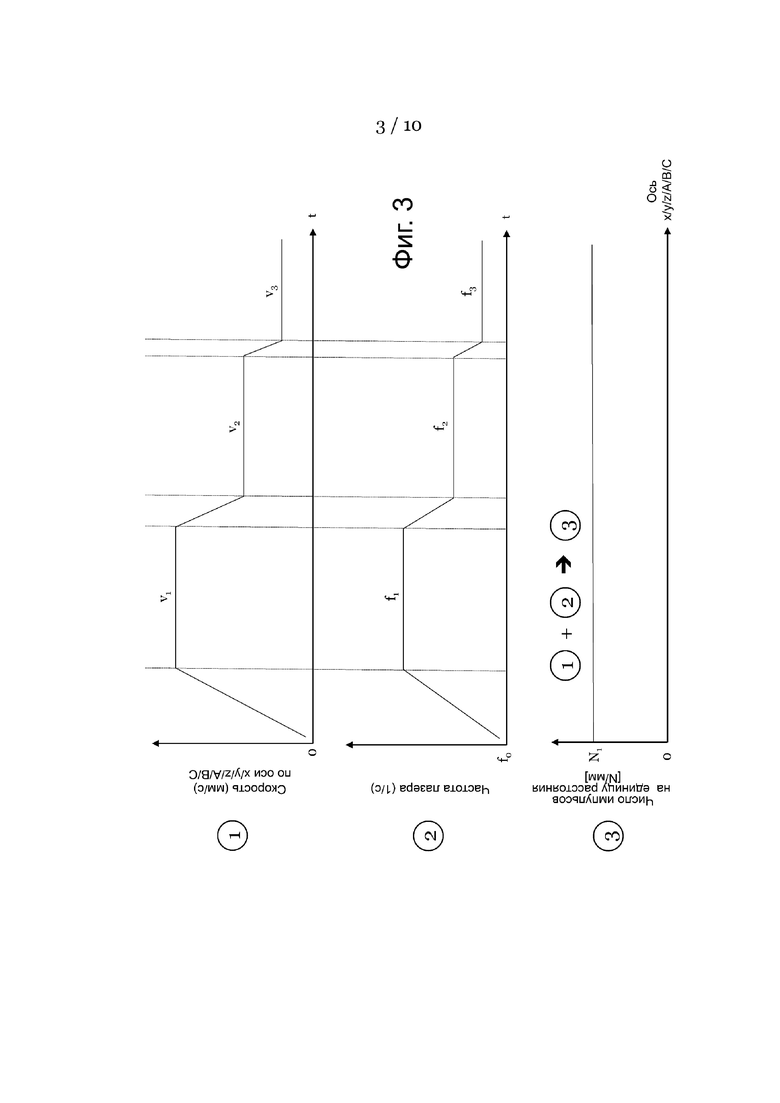
Предпочтительно, контроллер 105 лазера также выполнен с возможностью изменять x-y-z-положение заготовки 101 относительно блока 103 механической обработки. В частности, если лазерный луч является импульсным, то контроллер 105 перемещения может менять положение заготовки 101 после каждого лазерного импульса 200. Тем самым, положение заготовки может быть изменено пошагово или непрерывно. Также возможно, что контроллер 105 перемещения ускоряет или замедляет изменение x-y-z-положения заготовки 101, перемещая при этом заготовку 101 вдоль траектории. Это показано на фиг. 3(1), на которой скорость перемещения заготовки 101 меняется с течением времени. В частности, заготовку можно перемещать по x-, y-, z-оси или по направлениям A, B, C вращения.
Контроллер 106 лазера может быть выполнен с возможностью увеличивать или уменьшать частоту лазерных импульсов (как показано на фиг. 3(2)), так что число лазерных импульсов 200 на единицу расстояния является постоянным вдоль траектории перемещения (показано на фиг. 3(3)). Поэтому, контроллер 105 перемещения может предоставлять контроллеру 105 лазера информацию о том, что число импульсов 200 вдоль траектории должно оставаться постоянным в любой фазе ускорения и замедления системы осей. Тем не менее, контроллер 105 перемещения также может информировать или инструктировать контроллер 105 лазера о том, чтобы адаптировать число импульсов 200 в зависимости от скорости, например, для того чтобы выполнить больше импульсов 200 при выполнении вращательного движения с радиусом, напр., менее 1 мм. Кроме того, схема на фиг. 3 не только применима по отношению к частоте лазера (частоте импульсов), но также и к другим параметрам адаптации лазерной энергии, которые показаны на фиг. 2.
Устройство 100 также может быть выполнено со скоростным переключателем лазера так, чтобы система осей определяла поверхность сканирования заготовки 101 - как показано и объяснено ниже со ссылкой на фиг. 7 - а лазерный луч 102 для удаления активировали только в некоторых областях поверхности сканирования в зависимости от фактического положения заготовки 101 относительно блока 103 механической обработки во время непрерывного перемещения. Это возможно благодаря быстрому выводу x-y-z-положения контроллером 105 перемещения. Вышеописанным способом устройству 100 не нужно компенсировать частоту лазера, и преимущество заключается в удалении материала с постоянной скоростью (что означает постоянную глубину) и в более быстром процессе.
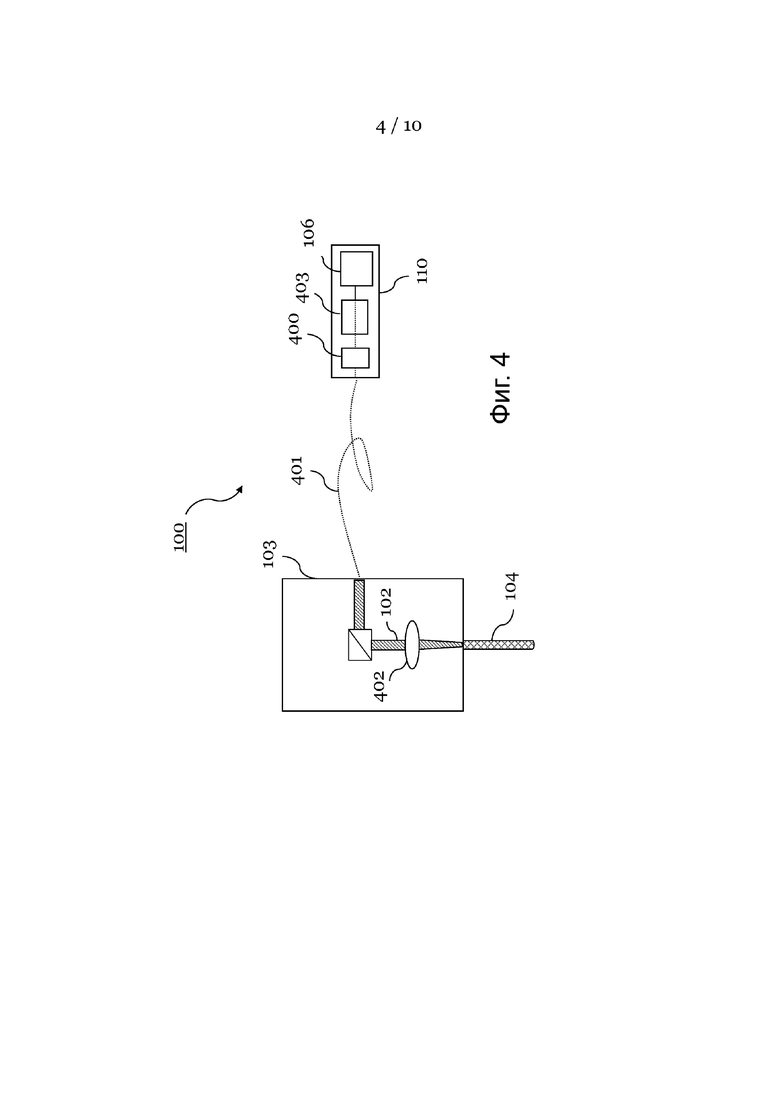
На фиг. 4 показано устройство 100 в соответствии с вариантом осуществления изобретения, которое основано на устройстве 100, показанном на фиг. 1. Некоторые компоненты на фиг. 1 и фиг. 4 имеют одинаковые ссылочные позиции и функционируют одинаково. Устройство 100 на фиг. 4 также имеет блок 103 механической обработки и лазерный источник 110, который подает лазерный луч 102 на блок 103 механической обработки. Таким образом, лазерный луч 102 может быть подан от лазерного источника 110 на блок 103 механической обработки посредством оптического волокна 401. В блоке 103 механической обработки лазерный луч 102 может быть введен в струю текучей среды 104 непосредственно или предпочтительно с помощью одного или нескольких оптических элементов 402. Этот оптический элемент 402 может представлять собой линзу или объектив в сборе или любой другой подходящий элемент, чтобы сфокусировать лазерный луч в струю текучей среды. Блок 103 механической обработки также может содержать другие оптические элементы, например, светоделитель, зеркало, дифракционную решётку, фильтр и т.п., чтобы направлять лазерный луч 102 от края блока 103 механической обработки по меньшей мере на один оптический элемент 402. Блок 103 механической обработки также может включать в себя оптически прозрачное проекционное окно (не показано), чтобы отделять оптическую сборку (в данном случае оптический элемент 402) от жидкостного контура и области блока 103 механической обработки, в которой получают струю 104 текучей среды. Обычно струю 104 текучей среды получают с помощью форсунки, создающей струю текучей среды, в которой имеется отверстие форсунки, и полученную струю 104 текучей среды выпускают из блока 103 механической обработки через форсунку.
Лазерный источник 110 включает в себя контроллер 106 лазера и лазерный резонатор 403. Если лазерный луч 102 представляет собой импульсный лазерный луч, то лазерный источник 110 может включать в себя переключатель 400 для модуляции лазерных импульсов 200. В предпочтительном варианте осуществления этот переключатель 400 представляет собой лазерный затвор для обеспечения возможности очень быстрой модуляции 0-100%. Переключателем 400 управляет контроллер 106 лазера.
На фиг. 5(а) показано устройство 100 в соответствии с вариантом осуществления изобретения, которое основано на устройстве 100, показанном на фиг. 1. Некоторые компоненты на фиг. 1 и фиг. 5(а) имеют одинаковые ссылочные позиции и функционируют одинаково. В частности, на фиг. 5(а) показан блок 103 механической обработки устройства 100 и струя 104 текучей среды, которая направляет лазерный луч 102 на заготовку 101. Устройство 100 на фиг. 5(а) имеет измерительный блок 107, преимущественно интегрированный в блок 103 механической обработки. Таким образом, измерительный блок 107 может быть выполнен с возможностью измерять z-положение точки 108 падения струи 104 текучей среды на заготовку 101 через струю 104 текучей среды. Это допускает компактное устройство 100 и в то же время точное и быстрое измерение z-положения в конкретном x-y-положении заготовки 101. На фиг. 5(а) показано, что z-положение, измеренное в данный момент, представляет собой углубление 111 в поверхности 109 заготовки, т.е. ниже поверхности 109 заготовки в направлении z. Тем не менее, измерительный блок 107 также может измерять z-положение точки 108 падения струи 104 текучей среды на поверхность 109 заготовки.
Измерительный блок 107 может быть выполнен с возможностью измерять z-положение с использованием электромагнитного излучения или акустических волн. Измерительный блок 107 может излучать электромагнитное излучение или акустические волны таким образом, чтобы это излучение благодаря полному отражению в струе 104 текучей среды направлялось на заготовку 101. Аналогично, измерительный блок 107 может принимать отражение этого электромагнитного излучения или акустических волн соответственно. Эти отраженные сигналы также могут переноситься в струе 104 текучей среды к измерительному блоку 107. Оценивая, например, временной интервал между отправлением и приемом соответствующих сигналов, измерительный блок 107 может вычислить z-положение точки 108 падения. Измерительный блок 107 из z-положения также может вывести длину струи 104 текучей среды, например, всю длину l между блоком 103 механической обработки и поверхностью 109 заготовки или углублением 111 в поверхности 109 заготовки, как показано на фигуре.
На фиг. 5(b) показано, в какой момент времени предпочтительно измерительный блок 107 настроен для измерения z-положения точки 108 падения струи 104 текучей среды на заготовку 101, а именно, в течение периода времени между двумя последовательными лазерными импульсами 200 (см. пунктирные линии). Другими словами, измерительный блок 107 может измерять z-положение после и до каждого лазерного импульса 200 соответственно. Во время подачи лазерного импульса 200, предпочтительно, никакие измерения не выполняются. Поэтому измерения, выполненные измерительным блоком 107, не мешают удалению материала, вызванному лазерными импульсами 200.
В частности, также возможно, что измерительный блок 107 сканирует и измеряет всю поверхность 109 заготовки до того, как устройство начинает подавать лазерный луч 102 или лазерные импульсы 200 на заготовку для удаления материала. Например, устройство 100 может быть выполнено с возможностью формировать заготовку 101 посредством послойного снятия нескольких слоев материала заготовки с помощью лазерного луча 102. В этом случае измерительный блок 107 может быть выполнен с возможностью сканировать поверхность 109 заготовки с помощью электромагнитного излучения или акустических волн перед каждым слоем и, тем самым, определять профиль поверхности. Исходя из полученного профиля поверхности, контроллер 106 лазера может затем регулировать энергию лазерного луча 102 или отдельных лазерных импульсов 200 соответственно для управляемого удаления следующего слоя.
На фиг. 6 показан еще один предпочтительный блок, который может быть включен в состав устройства 100 в соответствии с вариантом осуществления изобретения, как показано на фиг. 1, 4 или 5(а). В частности, устройство 100 может также содержать процессор 600, выполненный с возможностью рассчитывать послойное представление 601 объема заготовки 101, который необходимо удалить, т.е. объема материала, представленного множеством слоев, который необходимо удалить с начальной заготовки 101 для достижения формы готовой детали. Тогда, устройство 100 может быть в целом выполнено с возможностью формировать заготовку 101, исходя из рассчитанного послойного представления 601. Для создания послойного представления 601 может быть применен подход с использованием системы компьютерного проектирования (CAD). Послойное представление 601 включает в себя множество слоев и заданную толщину слоя, при этом сумма этих слоев дает объем, который необходимо удалить с заготовки 101. Слои могут указывать количество материала, который надо удалить при каждом полном сканировании поверхности заготовки 101. Послойное представление 601 может быть передано процессором 600 на контроллер 106 лазера, а контроллер 106 лазера тогда может быть выполнен с возможностью управлять энергией лазерного луча 102 или каждого отдельного лазерного импульса 200 соответственно, исходя из послойного представления 601, чтобы достичь заданной толщины каждого слоя.
На фиг. 7 показано, как устройство 100 реализует сканирование поверхности заготовки 101 струей 104 текучей среды, направляющей лазерный луч 102 (или без него, если поверхность 109 необходимо измерить, не удаляя материал). Для этого контроллер 105 перемещения может быть выполнен с возможностью изменять x-y-положение заготовки 101 так, чтобы струя 104 текучей среды и/или лазерный луч 102 сканировал поверхность 109 заготовки в плоскости x-y, которая может представлять собой горизонтальную плоскость. Сканирование поверхности может быть выполнено построчно, по столбцам или любым другим подходящим способом. В частности, контроллер 105 перемещения может быть выполнен с возможностью изменять положение заготовки 101 после каждого лазерного импульса 200 (в случае, если лазерный луч 102 является импульсным). При каждом сканировании поверхности материал с заготовки 101 может быть удален, если энергия лазерного луча установлена корректно. Например, лазерный луч 102 или каждый лазерный импульс 200 может иметь такую энергию, чтобы удалить в z-направлении в заданном x-y-z-положении заготовки 101 материал на глубину от 1 до 1000 мкм. Таким образом, каждое полное сканирование поверхности 109 заготовки может удалить слой толщиной от 1 до 1000 мкм. Удаленный слой может быть равномерным или неравномерным по толщине вдоль направления z. Сканирование поверхности также может быть выполнено без удаления материала, если энергия лазерного луча задана достаточно низкой, или если лазерный луч 102 отключен. При таком сканировании измерительный блок 107 может измерять профиль поверхности 109 заготовки.
На фиг. 8 показано, как настроено устройство 100, чтобы формировать заготовку 101 посредством удаления множества слоев 800 материала заготовки, в частности послойно. Множество слоев 800 могут быть идентичными рассчитанному послойному представлению 601, показанному на фиг. 6. Каждый из множества слоев 800 может иметь предварительно заданную площадь в плоскости x-y, которая зависит от x-y-положений, которые задает контроллер 105 перемещения. Предпочтительно, контроллер 105 перемещения задает x-y-z-положение заготовки на основе послойного представления 601. Каждый слой 800 может иметь индивидуальную равномерную или неравномерную толщину вдоль направления z, причем толщина зависит от энергии лазера, которую устанавливает контроллер 106 лазера для каждого x-y-z-положения заготовки 101 относительно блока 103 механической обработки. Для каждого x-y-z-положения заготовки 101 устройство 100 настраивается для определения z-положения точки 108 падения струи 104 текучей среды на заготовку 101 и для соответствующего регулирования мощности лазера, так чтобы в каждом положении заготовки в направлении z удалялся материал заготовки на определенную глубину.
На фиг. 9 показано, что устройство 100 в соответствии с вариантом осуществления изобретения, как показано на фиг. 1, 4 или 5(а), также может корректировать уклоны и/или неровности, которые случайно возникают во время удаления материала заготовки. Если такой уклон и/или неровность не исправить вовремя, то ошибка может добавляться с каждым слоем 800 и может привести к неточной трехмерной форме готовой детали. В частности, измерительный блок 107 выполнен с возможностью определять уклон и/или неровность 901 последнего удаленного слоя 900 материала заготовки. Это может быть выполнено, например, путем измерения глубины после каждого лазерного импульса или путем сканирования поверхности 109 заготовки в плоскости x-y (напр., без удаления материала) и, таким образом, путем определения z-положений множества точек 108 падения струи 104 текучей среды на заготовку 101. Таким образом, можно определить уклон и/или неровность 902 поверхности на поверхности 109 заготовки 101, из которого можно вычислить уклон/неровность 901. Это показано на фиг. 9(а).
Тогда, устройство 100 может быть выполнено с возможностью удалять по меньшей мере следующий слой 800, исходя из определенного уклона и/или неровности 901 последнего удаленного слоя 900. Соответственно, неровность и/или уклон поверхности 902 могут быть устранены вместе с удалением по меньшей мере следующего слоя 800. Для этого устройство 100 выполнено с возможностью приспосабливать энергию лазера или траекторию перемещения заготовки 101, при этом перемещение заготовки 101 выполняют многократно, изменяя x-y-z-положение, заданное контроллером 105 перемещения. Это также приводит к приспосабливанию траектории, вдоль которой по заготовке 101 перемещается струя 104 текучей среды, для удаления по меньшей мере следующего слоя 800. Другими словами, контроллер 106 лазера может быть выполнен с возможностью адаптировать энергию лазерного луча 102 для различных x-y-положений или индивидуально адаптировать энергию каждого лазерного импульса 200. Дополнительно (или как вариант) контроллер 105 перемещения также может адаптировать траекторию струи 104 текучей среды под давлением, чтобы удалять материал только или преимущественно в определенных местах на поверхности 109 заготовки, например, где имеется неровность 902 поверхности. Адаптацию значений энергии лазера и/или траектории перемещения заготовки 101 и/или угла падения струи 102 текучей среды на заготовку 101 предпочтительно выполняют на основе определенного уклона и/или неровности 901 (или на основе уклона и/или неровности 902 поверхности на поверхности 109 заготовки). Таким образом, устройство 100 может устранять уклон и/или неровность 902, начиная со следующего удаляемого слоя 800. Устранение неровности и/или уклона может занять несколько слоев 800. После успешного устранения можно продолжать обычную послойную абляцию.
На фиг. 10 показан способ 1000 трехмерного формирования заготовки 101 посредством удаления материала с помощью лазерного луча 102. Способ 1000 содержит первый этап 1001, на котором подают струю 104 текучей среды под давлением на заготовку 101 и вводят лазерный луч 102 в струю 104 текучей среды по направлению к заготовке 101. Кроме того, способ 1000 включает в себя второй этап 1002, на котором задают x-y-z-положение заготовки 101 относительно струи 104 текучей среды. Наконец, способ 1000 по меньшей мере включает в себя третий этап 1003, на котором измеряют z-положение точки 108 падения струи 104 текучей среды под давлением на заготовку 101.
Способ 1000 может включать в себя дополнительные этапы в соответствии с вышеописанными функциями устройства 100. В частности, способ 1000 может быть выполнен посредством устройства 100. Предпочтительно, способ 1000 включает в себя следующее: подают лазерный луч 102 и отдельно регулируют энергию каждого лазерного импульса 200 на основе x-y-z-положения, заданного для упомянутого лазерного импульса 200, а также на основе z-положения точки 108 падения струи 104 текучей среды под давлением на заготовку 101, измеренного перед упомянутым лазерным импульсом 200.
Настоящее изобретение было описано в сочетании с различными вариантами осуществления, приведенными в качестве примеров, а также форм реализации. Однако специалистам в этой области техники, реализующим заявленное изобретение, могут быть понятны другие варианты из идей, приведенных на чертежах, в описании и в прилагаемой формуле изобретения. В формуле изобретения, а также в описании, слово "содержащий" не исключает другие элементы или этапы, а неопределенный артиклю единственного числа не исключает множественное число. Один элемент или другой блок может выполнять функции нескольких объектов или элементов, приведенных в формуле изобретения. Тот факт, что некоторые меры изложены во взаимно различных зависимых пунктах формул изобретения, не указывает на то, что сочетание этих мер не может быть использовано в предпочтительной реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВКИ РЕЗАНИЕМ С ПОМОЩЬЮ ЛАЗЕРНОГО ЛУЧА | 2018 |
|
RU2764101C2 |
| Способ и устройство для изготовления изделия из заготовки | 2020 |
|
RU2814427C2 |
| ИЗМЕРИТЕЛЬНАЯ СИСТЕМА С ЛАЗЕРНЫМ КОНФОКАЛЬНЫМ ДАТЧИКОМ | 2011 |
|
RU2584070C2 |
| ЛАЗЕРНАЯ КОНФОКАЛЬНАЯ СЕНСОРНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2011 |
|
RU2604564C2 |
| СИСТЕМА И СПОСОБ УХОДА ЗА КОЖЕЙ | 2013 |
|
RU2635477C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПРОКЛАДКИ ПРЕССА, БЕСКОНЕЧНОЙ ЛЕНТЫ ИЛИ КАЛАНДРА | 2010 |
|
RU2568634C2 |
| ИНСТРУМЕНТ С ПРОПУСКАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2712678C1 |
| ИНСТРУМЕНТ С ПРОПУСКАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2730571C2 |
| ДВУХСЛОЙНАЯ СТРУКТУРА ДЛЯ ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ | 2004 |
|
RU2369407C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2010 |
|
RU2563702C2 |

Изобретение относится к области аддитивных технологий, в частности к устройству и способу трехмерного формирования заготовки посредством удаления материала с помощью лазерного луча. Устройство содержит блок механической обработки, выполненный с возможностью подачи струи текучей среды под давлением на заготовку и ввода лазерного луча в струю текучей среды по направлению к заготовке, контроллер перемещения заготовки относительно блока механической обработки, измерительный блок для измерения положения точки падения струи текучей среды под давлением на заготовку, и контроллер лазера. Контроллер перемещения выполнен с возможностью многократного изменения x-y-z-положения заготовки так, чтобы лазерный луч сканировал поверхность заготовки в плоскости x-y или с возможностью изменения траектории, вдоль которой струя текучей среды движется по заготовке на основе заданного профиля поверхности. Измерительный блок выполнен с возможностью определения профиля поверхности путем измерения z-положения множества точек падения струи текучей среды на заготовку. Контроллер лазера выполнен с возможностью регулировки энергии лазерного луча для различных x-y-положений на основе заданного профиля поверхности. Обеспечивается быстрое и точное формирование детали заданной формы. 2 н. и 24 з.п. ф-лы, 10 ил.
1. Устройство (100) для трехмерного формирования заготовки (101) посредством удаления материала с помощью лазерного луча (102), содержащее
блок (103) механической обработки, выполненный с возможностью подавать струю (104) текучей среды под давлением на заготовку (101) и вводить лазерный луч (102) в струю (104) текучей среды по направлению к заготовке (101),
контроллер (105) перемещения, выполненный с возможностью задавать x-y-z-положение заготовки (101) относительно блока (103) механической обработки,
измерительный блок (107), выполненный с возможностью измерять z-положение точки (108) падения струи (104) текучей среды под давлением на заготовку (101) в направлении z, и
контроллер (106) лазера,
при этом контроллер (105) перемещения выполнен с возможностью многократно изменять x-y-z-положение заготовки (101) так, чтобы лазерный луч (102) сканировал поверхность (109) заготовки в плоскости x-y,
измерительный блок (107) выполнен с возможностью определения профиля поверхности (109) путем измерения z-положения множества точек (108) падения струи (104) текучей среды на заготовку (101), и
контроллер (106) лазера выполнен с возможностью регулирования энергии лазерного луча (102) для различных x-y-положений на основе определенного профиля поверхности (109) и/или контроллер (105) перемещения выполнен с возможностью изменять траекторию, вдоль которой струя (104) текучей среды движется по заготовке (101), на основе определенного профиля поверхности (109).
2. Устройство (100) по п. 1, в котором контроллер (106) лазера, выполнен с возможностью регулировать энергию лазерного луча (102) на основе x-y-z-положения, задаваемого контроллером (105) перемещения, и z-положения точки (108) падения струи (104) текучей среды под давлением на заготовку (101), измеряемого измерительным блоком (107).
3. Устройство (100) по п. 1 или 2, в котором лазерный луч (102) является импульсным, и контроллер (106) лазера выполнен с возможностью отдельно регулировать энергию каждого лазерного импульса (200) на основе x-y-z-положения, задаваемого контроллером (105) перемещения для упомянутого лазерного импульса (200), а также на основе z-положения точки (108) падения струи (104) текучей среды под давлением на заготовку (101), измеряемого измерительным блоком (107) перед упомянутым лазерным импульсом (200).
4. Устройство (100) по п. 3, в котором измерительный блок (107) выполнен с возможностью определять результат удаления материала от каждого лазерного импульса (200) по z-положению точки (108) падения струи (104) текучей среды под давлением на заготовку (101), измеряемому измерительным блоком (107) после указанного импульса (200) лазера, а контроллер (106) лазера выполнен с возможностью регулировать энергию следующего лазерного импульса (200), исходя из указанного определенного результата удаления материала.
5. Устройство (100) по п. 3 или 4, в котором контроллер (106) лазера выполнен с возможностью управлять энергией каждого лазерного импульса (200) посредством задания его ширины и/или амплитуды, и/или посредством задания частоты импульсов (200) и, вследствие этого, временной задержки между последовательными импульсами (200), и/или посредством выдачи пакета (201) импульсов.
6. Устройство (100) по п. 5, в котором контроллер (106) лазера выполнен с возможностью управлять энергией каждого лазерного импульса (200), так чтобы он удалял материал заготовки на глубину от 1 до 1000 мкм в z-направлении в x-y-z-положении заготовки (101), задаваемом контроллером (105) перемещения для указанного лазерного импульса (200).
7. Устройство (100) по любому из пп. 3-6, дополнительно содержащее лазерный источник (110) для генерирования лазерного луча (102), причем лазерный источник (110) включает в себя контроллер (106) лазера и скоростной переключатель, предпочтительно лазерный затвор (400), для модуляции лазерных импульсов (200).
8. Устройство (100) по любому из пп. 3-7, в котором измерительный блок (107) выполнен с возможностью измерять z-положение точки (108) падения струи (104) текучей среды на заготовку (101) в течение периода времени между двумя последовательными лазерными импульсами (200).
9. Устройство (100) по любому из пп. 3-8, в котором контроллер (105) перемещения выполнен с возможностью пошагово или непрерывно изменять x-y-z-положение заготовки (101) относительно блока (103) механической обработки после каждого лазерного импульса (200).
10. Устройство (100) по п. 9, в котором
контроллер (105) перемещения выполнен с возможностью ускорять или замедлять изменение x-y-z-положения заготовки (101), при перемещении заготовки (101) вдоль траектории, а
контроллер (106) лазера выполнен с возможностью увеличивать или уменьшать частоту лазерных импульсов, так чтобы число лазерных импульсов (200) на единицу расстояния сохранялось постоянным вдоль указанной траектории.
11. Устройство (100) по любому из пп. 1-10, выполненное с возможностью выборочно включать или отключать лазерный луч (102) во время сканирования поверхности (109) заготовки в зависимости от x-y-z-положения, заданного контроллером (105) перемещения.
12. Устройство (100) по любому из пп. 1-11, выполненное с возможностью формирования заготовки (101) посредством удаления материала заготовки с помощью лазерного луча (102) слоями, слой за слоем, в виде множества слоев (800).
13. Устройство (100) по п. 12, в котором каждый из указанного множества слоев (800) занимает индивидуально заданную область в плоскости x-y и имеет индивидуально заданную одинаковую или неодинаковую толщину вдоль направления z.
14. Устройство (100) по п. 12 или 13, дополнительно содержащее
процессор (600), выполненный с возможностью вычислять послойное представление (601) удаляемого объема заготовки (101), при этом
устройство (100) выполнено с возможностью формировать заготовку (101) посредством удаления указанного множества слоев (800) материала заготовки на основе вычисленного послойного представления (601).
15. Устройство (100) по п. 14, в котором контроллер (106) лазера выполнен с возможностью управлять мощностью или энергией лазерного луча (102) на основе также послойного представления (601), полученного от процессора (600).
16. Устройство (100) по п. 14 или 15, в котором
измерительный блок (107) выполнен с возможностью отправлять в процессор (600) в качестве обратной связи измеренное z-положение точки (108) падения струи (104) текучей среды на заготовку (101), и
процессор (600) выполнен с возможностью повторно рассчитывать послойное представление (601), в частности, число слоев послойного представления (601) на основе обратной связи от измерительного блока (107).
17. Устройство (100) по одному из пп. 14-16, в котором процессор (600) выполнен с возможностью рассчитывать заново послойное представление (601) после удаления с заготовки (101) каждого слоя (800) материала заготовки.
18. Устройство (100) по любому из пп. 12-17, в котором
измерительный блок (107) также выполнен с возможностью определять первый уклон и/или неровность (901) поверхности последнего удаленного слоя (900) материала заготовки путем сканирования поверхности (109) заготовки в плоскости x-y и, таким образом, измерения z-положения множества точек (108) падения струи (104) текучей среды на заготовку (101), а также второй уклон и/или неровность (902) поверхности на поверхности (109) заготовки (101), и
устройство (100) выполнено с возможностью удалять по меньшей мере следующий слой (800), исходя из первого уклона и/или неровности (901) поверхности, определенного измерительным блоком (107).
19. Устройство по п. 18, в котором контроллер (106) лазера выполнен с возможностью индивидуально адаптировать, по меньшей мере для следующего слоя (800), энергию каждого лазерного импульса (200) и/или траекторию перемещения заготовки (101) путем изменения x-y-z-положения после каждого лазерного импульса (200) на основе первого уклона и/или неровности (901) поверхности, определенной измерительным блоком (107).
20. Устройство (100) по любому из пп. 1-19, в котором измерительный блок (107) выполнен с возможностью измерять z-положение точки (108) падения струи (104) текучей среды на заготовку (101) с использованием электромагнитного излучения или акустических волн.
21. Устройство (100) по любому из пп. 1-20, в котором измерительный блок (107) выполнен с возможностью измерять z-положение точки (108) падения струи (104) текучей среды на заготовку (101) посредством измерения длины струи (104) текучей среды, определяющей линейный размер.
22. Устройство (100) по любому из пп. 1-21, в котором измерительный блок (107) выполнен с возможностью измерять z-положение точки (108) падения струи (104) текучей среды на заготовку (101) через струю (104) текучей среды.
23. Устройство (100) по любому из пп. 1-22, в котором измерительный блок (107) интегрирован в блок (103) механической обработки.
24. Способ (1000) трехмерного формирования заготовки (101) посредством удаления материала с помощью лазерного луча (102), характеризующийся тем, что
подают (1001) струю (104) текучей среды под давлением на заготовку (101) и вводят лазерный луч (102) в струю (104) текучей среды по направлению к заготовке (101),
задают (1002) x-y-z-положение заготовки (101) относительно струи (104) текучей среды,
измеряют (1003) z-положение точки (108) падения струи (104) текучей среды под давлением на заготовку (101),
сканируют поверхность (109) заготовки в x-y-плоскости,
определяют профиль поверхности (109) путем измерения z-положений множества точек (108) падения струи (104) текучей среды на заготовку (101) и
регулируют энергию лазерного луча (102) для различных x-y-положений на основе определенного профиля поверхности (109) и/или изменяют траекторию, вдоль которой струя (104) текучей среды движется по заготовке (101), на основе определенного профиля поверхности (109).
25. Способ (1000) по п. 24, в котором
в струю (104) текучей среды вводят (1001) импульсный лазерный луч (102),
x-y-z-положение заготовки задают (1002) для каждого лазерного импульса (200),
измеряют (1003) z-положение точки (108) падения струи (104) текучей среды перед каждым лазерным импульсом (200), и
отдельно регулируют энергию каждого лазерного импульса (200) на основе x-y-z-положения, заданного для указанного лазерного импульса (200), а также на основе z-положения точки (108) падения струи (104) текучей среды под давлением на заготовку (101), измеренного перед указанным лазерным импульсом (200).
26. Способ (1000) по п. 25, в котором
отдельно задают энергию каждого лазерного импульса (200) лазерного луча (102) и/или траекторию струи (104) текучей среды путем изменения x-y-z-положения заготовки (101) после каждого лазерного импульса (200) лазерного луча (102) на основе указанного определенного профиля поверхности (109).
| EP 3124165 A1, 01.02.2017 | |||
| DE 102012003202 A1, 22.08.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРО- И НАНОМЕХАНИЧЕСКИХ КОМПОНЕНТОВ, СОДЕРЖАЩИЙ ЭТАП АБЛЯЦИИ С ПОМОЩЬЮ ФЕМТОЛАЗЕРА | 2005 |
|
RU2371290C2 |

