ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится к пропускающему лазерное излучение режущему инструменту, к системе, включающей в себя пропускающий лазерное излучение режущий инструмент, а также к методологии для использования системы для обработки деталей резанием, включающей в себя пропускающий лазерное излучение режущий инструмент.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Этот раздел обеспечивает информацию об уровне техники, относящейся к настоящему изобретению, который не обязательно является уровнем техники.
[0003] Известны использующие лазер режущие инструменты. В то время как существующие использующие лазер режущие инструменты работают в соответствии с их назначением, усовершенствования к использующим лазер режущим инструментам непрерывно разрабатываются для развития данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Настоящее изобретение предлагает пропускающий лазерное излучение режущий инструмент, включающий в себя переднюю поверхность, заднюю поверхность и режущую кромку для обработки детали резанием. Пропускающий лазерное излучение режущий инструмент выполнен с возможностью принимать и преломлять лазерный пучок на переднюю поверхность, заднюю поверхность и режущую кромку для того, чтобы заставить лазерный пучок преломляться и нагревать обрабатываемую деталь в области сжатия, простирающейся вблизи по меньшей мере передней поверхности, и в области растяжения, простирающейся вблизи задней поверхности. Передняя поверхность простирается от передней боковой поверхности пропускающего лазерное излучение режущего инструмента и образует передний угол. Передний угол задан по величине так, чтобы образовывать один из следующих передних углов, включая: отрицательный передний угол, нулевой передний угол и положительный передний угол. Отрицательный передний угол может включать одно или более из высоко отрицательного переднего угла, средне отрицательного переднего угла и низко отрицательного переднего угла. Высоко отрицательный передний угол заставляет область сжатия обрабатываемой детали быть областью самого высокого сжатия, а область растяжения обрабатываемой детали - областью самого низкого растяжения. Средне отрицательный передний угол заставляет область сжатия обрабатываемой детали быть областью высокого сжатия, а область растяжения обрабатываемой детали - областью низкого растяжения. Низко отрицательный передний угол заставляет область сжатия обрабатываемой детали быть областью среднего сжатия, а область растяжения обрабатываемой детали - областью среднего растяжения. Нулевой передний угол заставляет область сжатия обрабатываемой детали быть областью низкого сжатия, а область растяжения обрабатываемой детали - областью высокого растяжения. Положительный передний угол заставляет область сжатия обрабатываемой детали быть областью самого низкого сжатия, а область растяжения обрабатываемой детали - областью самого высокого растяжения.
[0005] Один аспект настоящего раскрытия предлагает пропускающий лазерное излучение режущий инструмент для обработки детали резанием. Пропускающий лазерное излучение режущий инструмент включает в себя тело из материала, имеющее поверхность входа, переднюю поверхность, заднюю поверхность, связанную с передней поверхностью, переднюю боковую поверхность, простирающуюся между поверхностью входа и передней поверхностью, и заднюю боковую поверхность, простирающуюся между поверхностью входа и задней поверхностью. Соединение передней поверхности и задней поверхности образует режущую кромку. Поверхность входа выполнена с возможностью принимать и преломлять лазерный пучок на переднюю поверхность, заднюю поверхность и режущую кромку для того, чтобы заставить лазерный пучок преломляться и нагревать обрабатываемую деталь в области сжатия, простирающейся вблизи по меньшей мере передней поверхности, и в области растяжения, простирающейся вблизи задней поверхности. Передняя поверхность простирается от передней боковой поверхности и образует передний угол. Задняя поверхность простирается от задней боковой поверхности и образует задний угол относительно переднего угла. Передний угол может быть задан по величине так, чтобы образовывать один из следующих передних углов, включая: высоко отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью самого высокого сжатия, а область растяжения обрабатываемой детали - областью самого низкого растяжения; средне отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью высокого сжатия, а область растяжения обрабатываемой детали - областью низкого растяжения; низко отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью среднего сжатия, а область растяжения обрабатываемой детали - областью среднего растяжения; нулевой передний угол, заставляющий область сжатия обрабатываемой детали быть областью низкого сжатия, а область растяжения обрабатываемой детали - областью высокого растяжения; и положительный передний угол, заставляющий область сжатия обрабатываемой детали быть областью самого низкого сжатия, а область растяжения обрабатываемой детали - областью самого высокого растяжения.
[0006] Реализации раскрытия могут включать в себя одну или более следующих необязательных признаков. В некоторых реализациях каждая из области самого высокого сжатия, области высокого сжатия, области среднего сжатия, области низкого сжатия и области самого низкого сжатия также простирается вдоль режущей кромки. Каждая из области самого высокого растяжения, области высокого растяжения, области среднего растяжения, области низкого растяжения и области самого низкого растяжения также простирается вдоль режущей кромки.
[0007] В некоторых реализациях высоко отрицательный передний угол является меньшим, чем каждый из средне отрицательного переднего угла, низко отрицательного переднего угла, нулевого переднего угла и положительного переднего угла. В некоторых случаях высоко отрицательный передний угол составляет больше чем примерно 90° и меньше чем примерно 135°, причем средне отрицательный передний угол составляет больше чем примерно 136° и меньше чем примерно 165°, причем низко отрицательный передний угол составляет больше чем примерно 166° и меньше чем примерно 179°. В некоторых примерах нулевой передний угол составляет приблизительно 180°. В некоторых случаях положительный передний угол составляет больше чем примерно 181° и меньше чем примерно 210°.
[0008] Материал, образующий тело пропускающего лазерное излучение режущего инструмента, может быть любым требуемым материалом, который пропускает излучение, такое как, например, лазерный пучок. Этот материал выбран из группы, состоящей из: алмаза, сапфира, карбида, кубического нитрида бора (CBN), кремния, нитридов, сталей, сплавов, керамики, глинозема, кристаллов и стеклянных композитов. Необязательно антиотражающее покрытие может быть расположено на поверхности входа.
[0009] В некоторых реализациях материал, образующий тело пропускающего лазерное излучение режущего инструмента, включает в себя алмазный материал. Передний угол может быть задан по величине так, чтобы образовывать один из высоко отрицательного переднего угла, средне отрицательного переднего угла и низко отрицательного переднего угла. Задний угол, образованный поверхностью входа относительно лазерного пучка, составляет приблизительно 5°.
[0010] В некоторых случаях материал, образующий тело пропускающего лазерное излучение режущего инструмента, включает в себя сапфировый материал. Передний угол может быть задан по величине так, чтобы образовывать один из высоко отрицательного переднего угла, средне отрицательного переднего угла и низко отрицательного переднего угла. Задний угол, образованный поверхностью входа относительно лазерного пучка, составляет приблизительно 7°.
[0011] В некоторых примерах материал, образующий тело пропускающего лазерное излучение режущего инструмента, включает в себя алмазный материал. Передний угол задан по величине так, чтобы образовывать нулевой передний угол. Задний угол, образуемый поверхностью входа относительно лазерного пучка, составляет приблизительно 7°.
[0012] Другой аспект настоящего изобретения предлагает систему для обработки деталей резанием. Эта система включает в себя пропускающий лазерное излучение режущий инструмент, имеющий тело из материала, имеющее множество поверхностей, включая переднюю поверхность, которая соединяется с задней поверхностью для образования режущей кромки пропускающего лазерное излучение режущего инструмента. Передняя поверхность простирается от боковой поверхности упомянутого множества поверхностей для образования переднего угла. Передний угол задан по величине так, чтобы образовывать один из множества передних углов, включая: высоко отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью самого высокого сжатия, а область растяжения - областью самого низкого растяжения; средне отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью высокого сжатия, а область растяжения - областью низкого растяжения; низко отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью среднего сжатия, а область растяжения - областью среднего растяжения; нулевой передний угол, заставляющий область сжатия обрабатываемой детали быть областью низкого сжатия, а область растяжения - областью высокого растяжения; и положительный передний угол, заставляющий область сжатия обрабатываемой детали быть областью самого низкого сжатия, а область растяжения - областью самого высокого растяжения. Упомянутое множество поверхностей образуют конец входа лазерного пучка пропускающего лазерное излучение режущего инструмента и конец выхода лазерного пучка пропускающего лазерное излучение режущего инструмента. Конец выхода лазерного пучка образован передней поверхностью, задней поверхностью и режущей кромкой. Система также включает в себя корпус и лазерный генератор. Корпус имеет расположенный выше по ходу пучка конец и расположенный ниже по ходу пучка конец. Расположенный ниже по ходу конец корпуса оптически связан с концом выхода лазерного пучка пропускающего лазерное излучение режущего инструмента. Лазерный генератор оптически связан с расположенным выше по ходу пучка концом корпуса для оптического прохождения лазерного пучка, генерируемого лазерным генератором, от расположенного выше по ходу пучка конца корпуса к концу входа лазерного пучка, через тело материала, и из режущей кромки и одной или обеих из передней поверхности и задней поверхности.
[0013] Реализации настоящего изобретения могут включать в себя одну или более следующих необязательных признаков. В некоторых реализациях - оптика и оптический интерфейс. Оптика включает в себя по меньшей мере коллиматорную линзу и набор фокусирующих линз. Коллиматорная линза оптически соединена с лазерным генератором для того, чтобы коллимировать лазерный пучок перед его приемом концом входа лазерного пучка пропускающего лазерное излучение режущего инструмента. Набор фокусирующих линз оптически связан с коллиматорной линзой для фокусировки лазерного пучка перед его приемом концом входа лазерного пучка пропускающего лазерное излучение режущего инструмента. Оптический интерфейс включает в себя ручку фокусировки, связанную с набором фокусирующих линз, которая регулирует фокальную плоскость и диаметр лазерного пучка для избирательного смещения лучей лазерного пучка к передней поверхности или к задней поверхности. Оптический интерфейс включает в себя одну или более стадий позиционирования пучка, связанных с набором фокусирующих линз, который изменяет угол лазерного пучка, когда он выходит из коллиматорной линзы.
[0014] В некоторых реализациях система необязательно включает в себя ручку микрометрической настройки оси Х, ручку микрометрической настройки оси Y и ручку микрометрической настройки оси Z. Каждая из ручки микрометрической настройки оси Х, ручки микрометрической настройки оси Y и ручки микрометрической настройки оси Z связана с оптикой для избирательного смещения лучей лазерного пучка к передней поверхности или к задней поверхности.
[0015] В некоторых случаях система необязательно включает в себя оптический подкорпус, содержащийся внутри корпуса. Оптический подкорпус связан с корпусом с помощью устройства пространственной регулировки оптики, содержащейся внутри оптического подкорпуса, в любом из направлений Х, Y или Z трехмерной системы координат XYZ для регулировки входа лазерного пучка в конец входа лазерного пучка пропускающего лазерное излучение режущего инструмента.
[0016] В некоторых примерах система необязательно включает в себя активируемую теплом или лазером смазочно-охлаждающую текучую среду, густую суспензию или травильный реактив, содержащийся в источнике или резервуаре, который подается из сопла к концу выхода лазерного пучка пропускающего лазерное излучение режущего инструмента. Система может также включать в себя исполнительный механизм, содержащий одно или более из насоса и клапана, который проточно соединен с источником или резервуаром для осуществления управления количеством активируемой теплом или лазером смазочно-охлаждающей текучей среды, густой суспензии или травильного реактива, который должен быть расположен на конце выхода лазерного пучка пропускающего лазерное излучение режущего инструмента.
[0017] В некоторых реализациях система необязательно включает в себя второй лазерный генератор, оптически связанный с расположенным выше по ходу пучка концом корпуса для оптического прохождения второго лазерного пучка, генерируемого вторым лазерным генератором, от расположенного выше по ходу пучка конца корпуса к концу входа лазерного пучка, через тело материала, и из режущей кромки и одной или обеих из передней поверхности и задней поверхности.
[0018] В некоторых случаях система необязательно включает в себя камеру визуализации видимого пучка, имеющую программное обеспечение для выставления пучка, и компьютерную рабочую станцию, соединенную с камерой для визуализации видимого пучка. Камера визуализации видимого пучка изображает видимый калибровочный пучок излучения, распространяющийся через пропускающий лазерное излучение режущий инструмент, и передает изображение видимого калибровочного пучка излучения, распространяющегося через пропускающий лазерное излучение режущий инструмент, программному обеспечению для выставления пучка. После того, как программное обеспечение для выставления пучка определит, что видимый калибровочный пучок излучения, проходящий через пропускающий лазерное излучение режущий инструмент, не выставлен, программное обеспечение для выставления пучка выдает инструкции компьютерной рабочей станции для отображения на дисплее инструкции или предлагаемого значения оптимизации, связанного с регулировкой или вращением одной или более ручек микрометрической настройки по осям X, Y и Z.
[0019] В некоторых примерах система необязательно включает в себя измеритель энергии или измеритель мощности. Измеритель энергии или измеритель мощности связан с компьютерной рабочей станцией для измерения выходной мощности лазерного пучка, проходящего через режущую кромку пропускающего лазерное излучение режущего инструмента.
[0020] В некоторых реализациях система необязательно включает в себя профилировщик пучка, подключенный к компьютерной рабочей станции. Профилировщик пучка и компьютерная рабочая станция обнаруживают угол ориентации или геометрию пропускающего лазерное излучение режущего инструмента для выставления лазерного пучка, проходящего через пропускающий лазерное излучение режущий инструмент.
[0021] В некоторых случаях система необязательно включает в себя прецизионный регулятор высоты инструмента. Прецизионный регулятор высоты инструмента соединен с корпусом.
[0022] В некоторых случаях система необязательно включает в себя интеллектуальную поворотную систему. Интеллектуальная поворотная система соединена с корпусом.
[0023] В некоторых примерах система необязательно включает в себя изолированную систему вращательных подшипников, соединенную с корпусом, и расщепитель пучка, расположенный внутри корпуса около его расположенного ниже по ходу пучка конца. Расщепитель пучка подает лазерный пучок к множеству положений поверхности входа лазерного пучка.
[0024] Еще один аспект настоящего изобретения включает в себя способ обработки деталей резанием. Этот способ включает в себя пропускание лазерного пучка от лазерного генератора. Способ также включает в себя прием лазерного пучка на расположенном выше по ходу пучка конце корпуса, который оптически связан с лазерным генератором. Способ дополнительно включает в себя прием лазерного пучка на поверхности входа лазерного пучка, которая образует конец входа лазерного пучка пропускающего лазерное излучение режущего инструмента, который оптически связан с расположенным ниже по ходу пучка концом корпуса. Кроме того, способ включает в себя пропускание лазерного пучка через тело из материала пропускающего лазерное излучение режущего инструмента, которое простирается между концом входа лазерного пучка пропускающего лазерное излучение режущего инструмента и концом выхода лазерного пучка пропускающего лазерное излучение режущего инструмента. Способ также включает в себя избирательное направление лазерного пучка из режущей кромки пропускающего лазерное излучение режущего инструмента и одной или обеих из передней поверхности пропускающего лазерное излучение режущего инструмента и задней поверхности пропускающего лазерное излучение режущего инструмента. Режущая кромка, передняя поверхность и задняя поверхность образуют конец выхода лазерного пучка пропускающего лазерное излучение режущего инструмента. Передняя поверхность простирается от боковой поверхности пропускающего лазерное излучение режущего инструмента и образует передний угол. Передний угол задан по величине так, чтобы образовывать один из множества передних углов, включая высоко отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью самого высокого сжатия, а область растяжения - областью самого низкого растяжения; средне отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью высокого сжатия, а область растяжения - областью низкого растяжения; низко отрицательный передний угол, заставляющий область сжатия обрабатываемой детали быть областью среднего сжатия, а область растяжения - областью среднего растяжения; нулевой передний угол, заставляющий область сжатия обрабатываемой детали быть областью низкого сжатия, а область растяжения - областью высокого растяжения; и положительный передний угол, заставляющим область сжатия обрабатываемой детали быть областью самого низкого сжатия, а область растяжения - областью самого высокого растяжения.
[0025] Реализации настоящего изобретения могут включать в себя один или более следующих необязательных признаков. В некоторых реализациях лазерный пучок образован диаметром, имеющим центральный луч, проходящий вдоль центральной оси лазерного пучка, первый круговой массив лучей, расположенных на первом радиальном расстоянии от центральной оси лазерного пучка, и по меньшей мере один второй круговой массив лучей, расположенных на втором радиальном расстоянии от центральной оси лазерного пучка, причем второе радиальное расстояние больше первого радиального расстояния. Этап избирательного направления лазерного пучка может включать в себя направление центрального лазерного луча из режущей кромки пропускающего лазерное излучение режущего инструмента и смещение одного или обоих из первого кругового массива лазерных лучей и второго кругового массива лазерных лучей к одной из передней поверхности и задней поверхности.
[0026] В некоторых реализациях этап смещения одного или обоих из первого кругового массива лазерных лучей и второго кругового массива лазерных лучей к одной из передней поверхности и задней поверхности включает в себя регулирование ручки фокусировки, связанной с набором фокусирующих линз, расположенным внутри корпуса, который регулирует фокальную плоскость и диаметр лазерного пучка.
[0027] В некоторых случаях этап смещения одного или обоих из первого кругового массива лазерных лучей и второго кругового массива лазерных лучей к одной из передней поверхности и задней поверхности включает в себя: регулирование одной или более стадий позиционирования пучка, связанных с набором фокусирующих линз, расположенным внутри корпуса, для изменения угла лазерного пучка, когда он выходит из коллиматорной линзы, расположенной внутри корпуса.
[0028] В некоторых примерах этап смещения одного или обоих из первого кругового массива лазерных лучей и второго кругового массива лазерных лучей к одной из передней поверхности и задней поверхности включает в себя: регулировку одной или более из ручки микрометрической настройки оси Х, ручки микрометрической настройки оси Y, связанной с оптикой, и ручки микрометрической настройки оси Z, связанной с набором фокусирующих линз, расположенным внутри корпуса.
[0029] Подробности одной или более реализаций настоящего изобретения сформулированы в приложенных чертежах и нижеприведенном описании. Другие аспекты, особенности и преимущества станут очевидными из описания, чертежей и формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0030] Фиг. 1 представляет собой вид сверху примерного пропускающего лазерное излучение режущего инструмента.
[0031] Фиг. 2A представляет собой вид в перспективе примерного лазерного пучка.
[0032] Фиг. 2B представляет собой вид с торца лазерного пучка, показанного на Фиг. 2A.
[0033] Фиг. 3 представляет собой вид сбоку пропускающего лазерное излучение режущего инструмента, показанного на Фиг. 1, пропускающего лазерный пучок, показанный на Фиг. 2A - 2B.
[0034] Фиг. 4 представляет собой вид пропускающего лазерное излучение режущего инструмента, обрабатывающего деталь и пропускающего лазерный пучок с Фиг. 2A-2B.
[0035] Фиг. 5A представляет собой вид сбоку пропускающего лазерное излучение режущего инструмента с Фиг. 1, расположенного относительного обрабатываемой детали так, что она имеет область самого высокого сжатия, простирающуюся вдоль по меньшей мере передней поверхности пропускающего лазерное излучение режущего инструмента, и область самого низкого растяжения, простирающуюся поперек задней поверхности пропускающего лазерное излучение режущего инструмента.
[0036] Фиг. 5B представляет собой вид сбоку пропускающего лазерное излучение режущего инструмента с Фиг. 1, расположенного относительного обрабатываемой детали так, что она имеет область высокого сжатия, простирающуюся вдоль по меньшей мере передней поверхности пропускающего лазерное излучение режущего инструмента, и область низкого растяжения, простирающуюся поперек задней поверхности пропускающего лазерное излучение режущего инструмента.
[0037] Фиг. 5С представляет собой вид сбоку пропускающего лазерное излучение режущего инструмента с Фиг. 1, расположенного относительного обрабатываемой детали так, что она имеет область среднего сжатия, простирающуюся вдоль по меньшей мере передней поверхности пропускающего лазерное излучение режущего инструмента, и область среднего растяжения, простирающуюся поперек задней поверхности пропускающего лазерное излучение режущего инструмента.
[0038] Фиг. 5D представляет собой вид сбоку пропускающего лазерное излучение режущего инструмента с Фиг. 1, расположенного относительного обрабатываемой детали так, что она имеет область низкого сжатия, простирающуюся вдоль по меньшей мере передней поверхности пропускающего лазерное излучение режущего инструмента, и область высокого растяжения, простирающуюся поперек задней поверхности пропускающего лазерное излучение режущего инструмента.
[0039] Фиг. 5Е представляет собой вид сбоку пропускающего лазерное излучение режущего инструмента с Фиг. 1, расположенного относительного обрабатываемой детали так, что она имеет область самого низкого сжатия, простирающуюся вдоль по меньшей мере передней поверхности пропускающего лазерное излучение режущего инструмента, и область самого высокого растяжения, простирающуюся поперек задней поверхности пропускающего лазерное излучение режущего инструмента.
[0040] Фиг. 6 представляет собой вид сверху примерного пропускающего лазерное излучение расточного/подрезного резца.
[0041] Фиг. 7 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0042] Фиг. 8 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение сверлильный/фрезерный инструмент.
[0043] Фиг. 9 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение разметочный/царапающий инструмент.
[0044] Фиг. 10 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент для нарезки.
[0045] Фиг. 10' схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение полировальный инструмент.
[0046] Фиг. 11 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0047] Фиг. 12 схематически изображает другую примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0048] Фиг. 13A-13C иллюстрируют примерные пучки излучения в форме полумесяца, пропускаемые через режущую кромку лазерного режущего инструмента.
[0049] Фиг. 14 схематически изображает другую примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0050] Фиг. 15 представляет собой график, иллюстрирующий примерные данные испытаний, полученные для однокристалльного пропускающего лазерное излучение режущего инструмента на основе алмаза.
[0051] Фиг. 16 схематически изображает другую примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0052] Фиг. 17 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0053] Фиг. 18 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0054] Фиг. 19 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0055] Фиг. 20 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение режущий инструмент.
[0056] Фиг. 21 схематически изображает примерную систему, включающую в себя пропускающий лазерное излучение шлифовальный инструмент.
[0057] Фиг. 22 схематически изображает примерную систему, включающую в себя прозрачную обрабатываемую деталь и шлифовальный инструмент без пропускания лазерного излучения.
[0058] Фиг. 23 схематически изображает примерную систему тестирования характеристик материала, включающую в себя пропускающий лазерное излучение вдавливающий инструмент, который создает углубление в обрабатываемой детали W.
[0059] Фиг. 24 схематически изображает примерную систему тестирования характеристик материала, включающую в себя пропускающий лазерное излучение вдавливающий инструмент, который создает углубление в обрабатываемой детали W.
[0060] Одинаковые ссылочные символы на различных чертежах означают одинаковые элементы.
ПОДРОБНОЕ ОПИСАНИЕ
[0061] Один аспект настоящего изобретения относится к системе, включающей в себя лазерный генератор и пропускающий лазерное излучение режущий инструмент. Пропускающий лазерное излучение режущий инструмент может обрабатывать деталь из некоторого материала (например керамики, полупроводников, оптических кристаллов, стекла, металлических сплавов, пластмасс, композитов, кости, зубов и т.п.), минимизируя при этом усилия, требуемые для обработки, улучшая качество поверхности, эстетику, повторяемость формы и общую обрабатываемость детали.
[0062] Другой аспект настоящего изобретения включает в себя методологию использования системы, включающей в себя пропускающий лазерное излучение режущий инструмент для обработки деталей резанием. В одном примере после прямого контакта обрабатываемой детали с пропускающим лазерное излучение режущим инструментом пропускающий лазерное излучение режущий инструмент пропускает лазерное излучение из лазерного генератора к обрабатываемой детали с целью ослабления связей обрабатываемой детали и следовательно смягчения обрабатываемой детали для того, чтобы в конечном счете пластически деформировать и/или термически размягчить обрабатываемую деталь.
[0063] На Фиг. 1 показан примерный пропускающий лазерное излучение режущий инструмент 10. Пропускающий лазерное излучение режущий инструмент 10 образует множество поверхностей или граней 12-20. Поверхность 12 из упомянутого множества поверхностей или граней 12-20 может упоминаться как поверхность входа лазерного пучка. Поверхность 14 из упомянутого множества поверхностей или граней 12-20 может упоминаться как передняя поверхность. Поверхность 16 из упомянутого множества поверхностей или граней 12-20 может упоминаться как задняя поверхность. Поверхность 18 из упомянутого множества поверхностей или граней 12-20 может упоминаться как первая боковая поверхность или передняя боковая поверхность. Поверхность 20 из упомянутого множества поверхностей или граней 12-20 может упоминаться как вторая боковая поверхность или задняя боковая поверхность.
[0064] Первый конец 181 первой боковой поверхности 18 простирается от первого конца 121 поверхности 12 входа лазерного пучка. Первый конец 201 второй боковой поверхности 20 простирается от второго конца 122 поверхности 12 входа лазерного пучка.
[0065] Первый конец 141 передней поверхности 14 простирается от второго конца 182 первой боковой поверхности 18. Первый конец 161 задней поверхности 16 простирается от второго конца 202 второй боковой поверхности 20. Второй конец 142 передней поверхности 14 соединен со вторым концом 162 задней поверхности 16, образуя режущую кромку 22.
[0066] Кроме того, первый конец 141 передней поверхности 14 простирается от второго конца 182 первой боковой поверхности 18 под углом θ14, а первый конец 161 задней поверхности 16 простирается от второго конца 202 второй боковой поверхности 20 под углом θ16. Угол θ14 между передней поверхностью 14 и первой боковой поверхностью 18 может упоминаться как передний угол. Угол θ16 между задней поверхностью 16 и второй боковой поверхностью 20 может упоминаться как задний угол. Как будет более подробно описано со ссылкой на Фиг. 5A-5E, передний угол θ14 и задний угол θ16 описываются в контексте самого пропускающего лазерное излучение режущего инструмента 10, а не относительно его окружающей среды, например того, как пропускающий лазерное излучение режущий инструмент 10 расположен относительно обрабатываемой детали (см., например, W на Фиг. 4).
[0067] Одна или более поверхностей (см., например, поверхность 12 входа лазерного пучка) из упомянутого множества поверхностей или граней 12-20 может образовывать конец 24 входа для лазерного пучка пропускающего лазерное излучение режущего инструмента 10. Кроме того, одна или более поверхностей (см., например, передняя поверхность 14 и задняя поверхность 16) из упомянутого множества поверхностей или граней 12-20 может образовывать конец 26 выхода лазерного пучка из пропускающего лазерное излучение режущего инструмента 10.
[0068] Кроме того, одна или более поверхностей (см., например, переднюю поверхность 14 и первую боковую поверхность 18) из упомянутого множества поверхностей или граней 12-20 может образовывать первую сторону 28 пропускающего лазерное излучение режущего инструмента 10. Кроме того, одна или более поверхностей (см., например, поверхность 12 входа лазерного пучка, заднюю поверхность 16 и вторую боковую поверхность 20) из упомянутого множества поверхностей или граней 12-20 может образовывать вторую сторону 30 пропускающего лазерное излучение режущего инструмента 10.
[0069] Пропускающий лазерное излучение режущий инструмент 10 имеет длину l инструмента. В одном примере длина инструмента l ограничена первым концом 181 первой боковой поверхности 18 и режущей кромкой 22.
[0070] Кроме того, пропускающий лазерное излучение режу инструмент 10 может также включать в себя антиотражающее покрытие 32, нанесенное по меньшей мере на одну из упомянутого множества поверхностей или граней 12-20 пропускающего лазерное излучение режущего инструмента 10. В одном примере антиотражающее покрытие 32 может быть нанесено на поверхность 12 входа лазерного пучка.
[0071] Включение активируемой теплом/активируемой лазером смазочно-охлаждающей текучей среды/густой суспензии/травильного реактива 137 на одной или обеих из режущей кромки 22, передней поверхности 14 и задней поверхности 16 позволяет пропускающему лазерное излучение режущему инструменту 10 химически реагировать в ответ воздействие теплом или лазерным пучком L, когда лазерный пучок L выходит из конца 26 выхода пропускающего лазерное излучение режущего инструмента 10. После реакции активируемой теплом/активируемой лазером смазочно-охлаждающей текучей среды/густой суспензии/травильного реактива 137 и расположения пропускающего лазерное излучение режущего инструмента 10 рядом с обрабатываемой деталью W скорость удаления материала с обрабатываемой детали W увеличивается при одновременном использовании меньших усилий для обработки со стороны пропускающего лазерное излучение режущего инструмента 10.
[0072] Как видно на Фиг. 1, лазерный пучок L пропускается через пропускающий лазерное излучение режущий инструмент 10. Лазерный пучок L направляется от лазерного генератора (см., например, 104 на Фиг. 7) к концу 24 входа лазерного пучка пропускающего лазерное излучение режущего инструмента 10. Лазерный пучок L входит в пропускающий лазерное излучение режущий инструмент 10 через поверхность 12 входа лазерного пучка под задним углом θi относительно линии R, перпендикулярной к поверхности 12 входа лазерного пучка. Лазерный пучок L затем преломляется внутри пропускающего лазерное излучение режущего инструмента 10 под углом θr и проходит вдоль длины l пропускающего лазерное излучение режущего инструмента 10 от конца 24 входа лазерного пучка пропускающего лазерное излучение режущего инструмента 10 к концу 26 выхода пропускающего лазерное излучение режущего инструмента 10.
[0073] Как показано на Фиг. 2A и 2B, лазерный пучок L имеет диаметр Φ лазерного пучка. Диаметр Φ лазерного пучка может дополнительно образовывать: центральный луч ΦA, простирающийся вдоль центральной оси LA - LA (см., например, Фиг. 2A) лазерного пучка L; первый круговой массив ΦR1 лучей, расположенный на первом радиальном расстоянии от центральной оси LA - LA лазерного пучка L; и по меньшей мере один второй круговой массив ΦR2 лучей, расположенный на втором радиальном расстоянии от центральной оси LA - LA лазерного пучка L, причем второе радиальное расстояние больше, чем первое радиальное расстояние.
[0074] Как показано на Фиг. 3, согласно принципам преломления излучения, лазерный пучок L будет подвергаться другому преломлению при его выходе из пропускающего лазерное излучение режущего инструмента 10 при условии, что лазерный пучок L падает на поверхность 12 входа лазерного пучка под углом меньше критического, переходя из первой среды (например, алмазного материала) с более высоким показателем преломления n2 во вторую среду (например, воздух) с более низким показателем преломления n1. Это описывается следующим соотношением:

[0075] В одном примере для лазерного пучка L, переходящего из алмаза в воздух, алмазный материал может иметь критический угол 24,4°; любой лазерный пучок L, падающий на поверхность под углом больше этого, внутренне отразится в алмазе. В одном примере с Фиг. 3 иллюстрируются примерные отраженные лучи ΦR1, ΦR2, выходящие из конца 26 выхода, которые направлены от поверхности 12 входа лазерного пучка к передней поверхности 14.
[0076] Как показано на Фиг. 4, по меньшей мере часть конца 26 выхода пропускающего лазерное излучение режущего инструмента 10 контактирует, расположена рядом или погружена в обрабатываемую деталь W во время процесса обработки резанием. Материал, образующий обрабатываемую деталь W, может включать в себя, не ограничиваясь этим, керамику, полупроводники, оптические кристаллы, стекло, металлические сплавы, пластмассу, композиты, кость, зубы и т.п. Располагая пропускающий лазерное излучение режущий инструмент 10 рядом или погружая пропускающий лазерное излучение режущий инструмент 10 в объем обрабатываемой детали W позволяет лучам ΦA, ΦR1, ΦR2 лазерного пучка L попадать на и поглощаться выбранными частями обрабатываемой детали W, поскольку показатель преломления n3 обрабатываемой детали W является более высоким, чем показатель преломления n1 воздуха, что приводит к увеличению критического угла для внутреннего отражения.
[0077] В одном примере примерный пропускающий лазерное излучение режущий инструмент 10 из кремния может быть определен показателем преломления n2, равным 3,4, так что никаких ограничений для внутреннего отражения не существует, поскольку обрабатываемая деталь W имеет более высокий показатель преломления n3 по сравнению с показателем преломления n2 примерного пропускающего лазерное излучение режущего инструмента 10, состоящего из алмаза. Лучи ΦA, ΦR1, ΦR2 лазерного пучка L будут входить в погруженную область обрабатываемой детали W, позволяя лазерному пучку L эффективно обрабатывать выбранную область обрабатываемой детали W, подвергающуюся сжимающим напряжениям. Соответственно, как видно на Фиг. 4, лучи ΦR1, ΦR2 лазерного пучка L, выходящие из передней поверхности 14, проходят в обрабатываемую деталь W с подобным или более высоким показателем преломления, тогда как лучи ΦR1, ΦR2 лазерного пучка L, выходящие из задней поверхности 16, представляют часть лазерного пучка L, воздействующую на обрабатываемую деталь W, которая уже была обработана задней поверхностью 14 и режущей кромкой 22 (то есть задняя поверхность 16 отжигает обрабатываемую деталь W, когда задняя поверхность 16 контактирует с обрабатываемой деталью W).
[0078] Как видно на Фиг. 4, центральный луч ΦA лазерного пучка L фокусируется и выходит из режущей кромки 22 конца 26 выхода пропускающего лазерное излучение режущего инструмента 10. Как было объяснено выше, в дополнение к лазерному пучку L, выходящему из режущей кромки 22 конца 26 выхода пропускающего лазерное излучение режущего инструмента 10, лазерный пучок L также выходит из одной или обеих из передней поверхности 14 у конца 26 выхода пропускающего лазерное излучение режущего инструмента 10 и задней поверхности 16 у конца 26 выхода пропускающего лазерное излучение режущего инструмента 10. В одном примере некоторая часть первого и второго кругового массива лучей ΦR1, ΦR2 может выходить из передней поверхности 14, и часть первого и второго кругового массива лучей ΦR1, ΦR2 может выходить из задней поверхности 16.
[0079] Как показано на Фиг. 4, конец 26 выхода пропускающего лазерное излучение режущего инструмента 10 может располагаться рядом с обрабатываемой деталью W, которая пластично деформируется и/или термически размягчается пропускающим лазерное излучение режущим инструментом 10. Обрабатываемая деталь W может иметь область WC сжатия и область WT растяжения.
[0080] В некоторых случаях область WC сжатия обрабатываемой детали W может простираться поперек передней поверхности 14 и части задней поверхности 16 около второго конца 162 задней поверхности 16 (то есть область WC сжатия обрабатываемой детали W проходит поперек режущей кромки 22 пропускающего лазерное излучение режущего инструмента 10). В некоторых примерах область WT растяжения обрабатываемой детали W может проходить поперек задней поверхности 16 пропускающего лазерное излучение режущего инструмента 10 около второго конца 162 задней поверхности 16, не проходя поперек режущей кромки 22 пропускающего лазерное излучение режущего инструмента 10. В других примерах область WT растяжения обрабатываемой детали W может проходить от задней поверхности 16 и через режущую кромку 22 таким образом, что область WT растяжения обрабатываемой детали W проходит немного через переднюю поверхность 14 пропускающего лазерное излучение режущего инструмента 10 около второго конца 142 передней поверхности 14. В некоторых случаях область WT растяжения может проходить немного через переднюю поверхность 14, и в таких случаях область WT растяжения, проходящая немного через переднюю поверхность 14, не ограничивается геометрией пропускающего лазерное излучение инструмента 10, материалом обрабатываемой детали W, параметрами обработки и т.п.
[0081] Как показано на Фиг. 5A-5E, один или оба из переднего угла θ14 и заднего угла θ16 могут соответствовать одному или более качествам материала детали W, обрабатываемой пропускающего лазерное излучение режущим инструментом 10. В одном примере передний угол θ14 может находиться в диапазоне приблизительно 91° - 195°, а задний угол θ16 может находиться в диапазоне примерно 93° - 120°. Эти одно или более качеств материала обрабатываемой детали W могут относиться к различным уровням сжимающего усилия, прикладываемого пропускающим лазерное излучение режущим инструментом 10 к области WC сжатия обрабатываемой детали W, и растягивающего усилия, прикладываемого пропускающим лазерное излучение режущим инструментом 10 к области WT растяжения обрабатываемой детали W.
[0082] В одном примере передний угол θ14, показанный на Фиг. 5A, может упоминаться как высоко отрицательный передний угол, и может быть больше чем 90° и меньше чем примерно 135°. Передний угол θ14, показанный на Фиг. 5B, может упоминаться как средне отрицательный передний угол, который может быть больше чем высоко отрицательный передний угол θ14, показанный на Фиг. 5A; в одном примере средне отрицательный передний угол θ14 может быть больше чем примерно 136° и меньше чем примерно 165°. Передний угол θ14, показанный на Фиг. 5С, может упоминаться как низко отрицательный передний угол, который может быть больше чем средне отрицательный передний угол θ14, показанный на Фиг. 5B; в одном примере низко отрицательный передний угол θ14 может быть больше чем примерно 166° и меньше чем примерно 179°. Передний угол θ14, показанный на Фиг. 5D, может упоминаться как нулевой передний угол, который больше чем низко отрицательный передний угол θ14, показанный на Фиг. 5C; в одном примере нулевой передний угол может быть приблизительно равным 180°. Передний угол θ14, показанный на Фиг. 5Е, может упоминаться как положительный передний угол, который может быть больше чем нулевой передний угол θ14, показанный на Фиг. 5D; в одном примере положительный передний угол θ14 может быть больше чем примерно 181° и меньше чем примерно 210°. В нижеприведенной Таблице 1 показаны примерные материалы и соответствующие примерные диапазоны передних углов θ14.
ТАБЛИЦА 1
[0083] В одном примере высоко отрицательный передний угол θ14, показанный на Фиг. 5A, или средне отрицательный передний угол θ14, показанный на Фиг. 5B могут быть предпочтительной конфигурацией пропускающего лазерное излучение режущего инструмента 10, когда материал, образующий обрабатываемую деталь W, является, например, керамическим или оптическим кристаллическим материалом, который является более прочным при сжатии, чем при растяжении (то есть усилия, прикладываемые при обработке резанием в области WC сжатия, являются сравнительно более высокими, чем в области WT растяжения). В дополнение к рассмотрению конструкции одного или обоих из переднего угла θ14 и заднего угла θ16, лазерный пучок L излучаемый из конца 26 выхода пропускающего лазерное излучение режущего инструмента 10, также может быть избирательно отрегулирован для компенсации известных свойств сжатия и растяжения обрабатываемой детали W.
[0084] В другом примере высоко отрицательный передний угол θ14 может составлять от примерно 135° до примерно 155° для обработки резанием обрабатываемой детали W, состоящей из кремниевого материала, лазерным пучком L, сфокусированным на режущей кромке 22, но также смещенным к передней поверхности 14 для того, чтобы способствовать пластической деформации, термическому размягчению и удалению материала в области WC сжатия обрабатываемой детали W. Альтернативно, при желании, лазерный пучок B может быть сфокусирован на режущей кромке 22, но также смещен к задней поверхности 16 для того, чтобы минимизировать повреждение подповерхностного слоя области WT растяжения обрабатываемой детали W и способствовать отжигу или эффекту «залечивания дефектов» обрабатываемой детали W. Соответственно, действие смещения лазерного пучка L к передней поверхности 14 увеличивает скорость удаления материала, сохраняя при этом целостность пропускающего лазерное излучение режущего инструмента 10. Кроме того, последующая обработка (например, полировка) обрабатываемой детали W может быть минимизирована или вообще устранена, если лазерный пучок L смещен к задней поверхности 16.
[0085] В еще одном примере, показанном на Фиг. 5D, нулевой передний угол θ14 может быть выбран для обработки резанием обрабатываемой детали W из металла или металлического композита благодаря тому, что большинство металлов (таких как, например, алюминий) являются более прочными при растяжении, чем при сжатии; следовательно, положительные передние углы θ14 (см., например, Фиг. 5E) или близкие к нулевым передние углы θ14 (см., например, Фиг. 5C) могут использоваться для обработки резанием металлических или полимерных материалов. Композиционные материалы, однако, имеют много типов, и поэтому состав материала также будет управлять геометрией. Соответственно, для того, чтобы способствовать обрабатываемости в области растяжения для материала, имеющего сильное качество растяжения, лазерный пучок L может быть сосредоточен на режущей кромке 22, но также смещен к задней поверхности 16 для того, чтобы способствовать пластической деформации, термическому размягчению и удалению материала в области WT растяжения обрабатываемой детали W.
[0086] Как показано на Фиг. 1, действие смещения лазерного пучка к одной из передней поверхности 14 и задней поверхности 16 у конца 26 выхода пропускающего лазерное излучение режущего инструмента 10 описывается следующим образом. В одном примере пропускающий лазерное излучение режущий инструмент 10, показанный на Фиг. 1, может иметь средне отрицательный передний угол θ14, и минимальный задний угол θi может быть вычислен на основе законе Снеллиуса по известной длине l пропускающего лазерное излучение режущего инструмента 10 и требуемому положению (см., например, горизонтальную линию a) ниже режущей кромки 22.
[0087] Когда излучение (то есть лазерный пучок L) входит в среду с более высоким показателем преломления n2 (то есть среду, образуемую пропускающим лазерное излучение режущим инструментом 10), пучок излучения будет преломляться для падающих лучей, не перпендикулярных к поверхности 12 входа лазерного пучка. Примерные материалы, образующие среду пропускающего лазерное излучение режущего инструмента 10, могут включать в себя, не ограничиваясь этим: алмазы, сапфиры, карбиды, кубический нитрид бора (CBN), кремний, нитриды, стали, сплавы, керамику, глинозем, кристаллы, стеклянные композиты и т.п. Величина преломления излучения определяется законом Снеллиуса, который гласит, что синусы углов входа ограничены следующим соотношением:

[0088] Принимая n1=1 для воздуха, значение θ2 может быть выведено следующим образом:


 можно записать как
можно записать как  (5)
(5)
[0089] Для треугольника ABC, определяемого вершинами A, B и C на Фиг. 1, угол A составляет 90°-θi, а угол C соответственно составляет θi-θf. Используя другую форму записи закона Снеллиуса, угол C также может быть записан как:
 (6)
(6)
[0090] Для требуемого положения лазерного пучка L ниже линии а режущей кромки 22 треугольник ABC может быть решен для минимального заднего угла, требуемого для преломления лазерного пучка вверх в режущую кромку 22, с использованием следующей формулы при условии, что показатель преломления n2 пропускающего лазерное излучение режущего инструмента 10 и длина l пропускающего лазерное излучение режущего инструмента 10 известны (с учетом того, что длина lc является компенсированной длиной треугольника для уменьшения длины благодаря заднему углу θi). В одном примере пропускающие лазерное излучение режущие инструменты 10 на основе алмаза могут иметь начальную величину косого шлифа hi в диапазоне от 0,050 мм к 0,100 мм. Следовательно, соответствующий обратный наклон для сокращенной длины l является малой величиной для
 и когда
и когда  (7)
(7)
[0091] и можно принять, что
[0092] Уравнение 9, которое показано ниже, может быть решено для известных значений a и l для того, чтобы получить значение θi.
 при
при  (9)
(9)
[0093] Где:
 = длина алмаза
= длина алмаза
A = требуемое положение пучка ниже линии режущей кромки
θi = минимальный угол падения для достижения преломления пучка к режущей кромке
[0094] Как показано на Фиг. 2A и 2B, требуемое положение лазерного пучка может соответствовать пучку излучения (то есть лазера) с диаметром Φ. В одном примере требуемое положение пучка может прямо соответствовать диаметру Φ лазерного пучка согласно Уравнению 10, которое показано ниже

где R% соответствует дополнительному запасу надежности для того, чтобы гарантировать, что весь лазерный пучок L находится ниже линии режущей кромки 22.
[0095] Используя вышеприведенные Уравнение 9 и Уравнение 10, следующие Примеры и связанные с ними Таблицы представляют множество примерных пропускающих лазерное излучение режущих инструментов 10. Как видно ниже, каждый из примерных пропускающих лазерное излучение режущих инструментов 10 может быть образован, например, различными передними углами θ14 и материалами (например, алмазы, сапфиры, карбиды, кубический нитрид бора (CBN), кремний, нитриды, стали, сплавы, керамика, глинозем, кристаллы, стеклянные композиты и т.п.), образующими среду пропускающего лазерное излучение режущего инструмента 10.
[0096] Следующий примерный пропускающий лазерное излучение режущий инструмент 10 имеет отрицательный передний угол θ14 (см., например, Фиг. 5A, 5B или 5C) и алмазный материал.
ПРИМЕР 1
ТАБЛИЦА 2
[0097] При подстановке переменных данных из Таблицы 2 в Уравнение 10 значение а (то есть требуемое положение пучка излучения ниже режущей кромки 22) определяется как:
a=0,12 мм (13)
[0098] При этом эффективное положение пучка ниже первой боковой поверхности 18 пропускающего лазерное излучение режущего инструмента 10 составит: (hi+a)=(0,050 мм+0,12 мм)=0,17 мм.
[0099] Затем, подставляя найденное значение а (то есть требуемое положение пучка излучения ниже режущей кромки 22) и переменные данные Таблицы 2 в Уравнение 1, можно найти минимальный задний угол θi:
θi=5° (16)
[00100] Следующий примерный пропускающий лазерное излучение режущий инструмент 10 имеет отрицательный передний угол θ14 (см., например, Фиг. 5A, 5B или 5C) и сапфировый материал.
ПРИМЕР 2
ТАБЛИЦА 3
[00101] При подстановке переменных данных Таблицы 3 в Уравнение 10 значение а (то есть требуемое положение пучка излучения ниже режущей кромки 22) определяется как:


a=0,12 мм (19)
[00102] При этом эффективное положение пучка ниже первой боковой поверхности 18 пропускающего лазерное излучение режущего инструмента 10 составит: (hi+a)=(0,050 мм+0,12 мм)=0,17 мм.
[00103] Затем, подставляя найденное значение а (то есть требуемое положение пучка излучения ниже режущей кромки 22) и переменные данные Таблицы 3 в Уравнение 9, можно найти минимальный задний угол θi:

θi=7° (22)
[00104] Для сравнения, как видно из приведенного выше, более низкий показатель преломления n2, определяемый сапфиром из ПРИМЕРА 2, приводит к большему заднему углу θi для того, чтобы направить лазерный пучок L к режущей кромке 22, при том же самом положении входа лазерного пучка L ниже первой боковой поверхности 18 пропускающего лазерное излучение режущего инструмента 10 на основе алмаза из ПРИМЕРА 1.
[00105] Следующий примерный пропускающий лазерное излучение режущий инструмент 10 имеет нулевой передний угол θ14 (см., например, Фиг. 5D) и алмазный материал.
ПРИМЕР 3
ТАБЛИЦА 4
[00106] При подстановке переменных данных Таблицы 4 в Уравнение 10 значение а (то есть требуемое положение пучка излучения ниже режущей кромки 22) определяется как:


a=0,17 мм (25)
[00107] При этом эффективное положение пучка ниже первой боковой поверхности 18 пропускающего лазерное излучение режущего инструмента 10 составит: (hi+a)=(0 мм+0,17 мм)=0,17 мм.
[00108] Затем, подставляя найденное значение а (то есть требуемое положение пучка излучения ниже режущей кромки 22) и переменные данные Таблицы 4 в Уравнение 9, можно найти минимальный задний угол θi:


θi=7° (28)
[00109] На Фиг. 6 показан примерный пропускающий лазерное излучение режущий инструмент 10, который может быть расточным/подрезным резцом. Фиг. 6 представляет собой вид сверху расточного/подрезного пропускающего лазерное излучение режущего инструмента 10 в координатах X-Z. Как видно на Фиг. 6, расточной/подрезной пропускающий лазерное излучение режущий инструмент 10 имеет такие размеры, чтобы обеспечить достаточный задний угол θbi для поверхности 12 входа лазерного пучка, который позволяет лазерному пучку L преломляться к режущей кромке 22 при позиционировании на задней поверхности резцедержателя (не показан). Эта плоскость может быть определена как вращение вокруг оси Y, выходящей из страницы в соответствии с координатами X-Z; в дополнение к заднему углу θbi, поверхность 12 входа лазерного пучка может быть дополнительно затылована так, чтобы направить лазерный пучок L вверх к режущей кромке в соответствии с θi.
[00110] На Фиг. 7 показана система 100, включающая в себя любой из описанных выше пропускающих лазерное излучение режущих инструментов 10. В одном примере система 100 может быть переоборудована в существующий станок для обеспечения лазерной обработки деталей W. В другом примере система 100 может быть осуществлена как автономное оборудование для обеспечения лазерной обработки деталей W.
[00111] Система 100 включает в себя корпус 102, имеющий расположенный выше по ходу пучка конец 102U и расположенный ниже по ходу пучка конец 102D. Расположенный ниже по ходу пучка конец 102D корпуса 102 может образовывать углубление, полость и т.п., пригодные для механического удержания пропускающего лазерное излучение режущего инструмента 10. Расположенный выше по ходу пучка конец 102U корпуса 102 оптически связан с лазерным генератором 104 оптоволокном 106, которое ограничено расположенным выше по ходу пучка конец 106U и расположенным ниже по ходу пучка конец 106D.
[00112] Лазерный генератор 104 генерирует лазерный пучок L, который направляется от расположенного выше по ходу пучка конца 106U оптоволокна 106, через длину световода 106 и из расположенного ниже по ходу пучка конца 106D световода 106, который связан с расположенный выше по ходу пучка концом 102U корпуса 102. Лазерный пучок L оптически передается от расположенного выше по ходу пучка конца 102U корпуса 102, через длину корпуса 102 и из расположенного ниже по ходу пучка конца 102D корпуса 102 таким образом, что лазерный пучок L направляется на поверхность 12 входа лазерного пучка пропускающего лазерное излучение режущего инструмента 10. Лазерный пучок L затем проходит через лазерный режущий инструмент 10 и выходит из режущей кромки 22 и одной или обеих из передней поверхности 14 и задней поверхности 16 пропускающего лазерное излучение режущего инструмента 10. Хотя лазерный пучок L был описан выше как пропускаемый через оптоволокно 106, использование оптоволокна 106 является примерной конфигурацией, поскольку следует понимать, что лазерный пучок L может быть пропущен от лазерного генератора 104 к корпусу 102 любым требуемым образом.
[00113] Хотя лазерный пучок L описан выше как генерируемый лазерным генератором 104, лазерный генератор 104 может альтернативно упоминаться как «генератор», который генерирует излучение, энергию и т.п. В одном примере генератор 104 может генерировать пучок излучения L в любом участке электромагнитного спектра, включая видимый и невидимый режимы светового спектра.
[00114] В одном примере система 100 может включать в себя коллиматорную линзу 108, которая расположена внутри корпуса 102 и оптически связана с расположенным ниже по ходу пучка концом 106D оптоволокна 106. Коллиматорная линза 108 коллимирует лазерный пучок L, который затем направляется через набор фокусирующих линз 110, расположенный внутри корпуса 102, на коллиматорную линзу 108. Набор фокусирующих линз 110 уменьшает размер пятна и фокусирует лазерный пучок L на фокальной плоскости, которая может проходить через поверхность 12 входа лазерного пучка пропускающего лазерное излучение режущего инструмента 10.
[00115] Система 100 может также включать в себя ручку 112 фокусировки, связанную с набором фокусирующих линз 110. Вращая ручку 112 фокусировки, пользователь может избирательно регулировать диаметр Φ лазерного пучка и фокальную плоскость путем сдвига положения набора фокусирующих линз 110.
[00116] Путем формирования и/или задания размера лазерного пучка L пользователь может управлять тем, как лазерный пучок L выходит из конца 26 выхода пропускающего лазерное излучение режущего инструмента 10 таким образом, чтобы лазерный пучок L выходил не только из режущей кромки 22, но также и из одной или обеих из передней поверхности 14 и задней поверхности 16, посредством чего лучи ΦR1, ΦR2, выходящие из конца 26 выхода, могут быть избирательно смещены для выхода из одной из передней поверхности 14 и задней поверхности 16.
[00117] Лазерному пучку L можно придать форму и/или размер на основе области контакта между концом 26 выхода пропускающего лазерное излучение режущего инструмента 10 и обрабатываемой деталью W, а также других параметров обработки резанием, включая, но не ограничиваясь этим, скорость (например, частоту вращения шпинделя), глубину реза обрабатываемой детали W, поперечную подачу и мощность лазера. Кроме того, лазерный пучок L может быть точно позиционирован относительно режущей кромки 22 с использованием стадий 114 позиционирования пучка, связанных с набором фокусирующих линз 110, который изменяет угол лазерного пучка L, когда он выходит из коллиматорной линзы 108.
[00118] В другом примере система 100 может включать в себя прецизионный регулятор 116 высоты инструмента, связанный с корпусом 102, который обеспечивает тонкую и грубую настройку режущей кромки 22 пропускающего лазерное излучение режущего инструмента 10 относительно обрабатываемой детали В. Пользовательские манипуляции с прецизионным регулятором 116 высоты инструмента обеспечивают улучшенное качество поверхности и форму при изготовлении прецизионных деталей с субмикронным допуском (то есть менее 1 мкм).
[00119] В еще одном примере система 100 может включать в себя интеллектуальную поворотную систему 118, связанную с корпусом 102. Интеллектуальная поворотная система 118 позволяет режущей кромке 22 пропускающего лазерное излучение режущего инструмента 10 поворачиваться на любой требуемый угол, чтобы позволить режущей кромке 22 пропускающего лазерное излучение режущего инструмента 10 резать и изнашиваться равномерно вдоль всего ее режущего радиуса при обработке резанием, например, вогнутых или выпуклых поверхностей обрабатываемой детали W, где угол поворота пропускающего лазерное излучение режущего инструмента 10 оптимизируется таким образом, чтобы область износа вдоль режущей кромки 22 была симметричной относительно ее центра.
[00120] Как было описано выше, система 100 может быть включена в качестве модифицированной системы или автономного инструмента для обеспечения лазерной обработки деталей W. Как видно на Фиг. 6, пропускающий лазерное излучение режущий инструмент 10 может быть расточным/подрезным резцом, и по сути процесс обработки резанием, выполняемый системой 100, может включать в себя растачивание обрабатываемой детали W. Хотя процесс обработки резанием, выполняемый системой 100, может включать в себя растачивание, процесс обработки резанием не ограничен растачиванием, и может включать в себя, например, обработку на токарном станке, прецизионное (то есть с допусками в десятки или сотни микрометров) сверление/фрезерование (см., например, Фиг. 8), разметку/гравировку (см., например, Фиг. 9), нарезку (см., например, Фиг. 10) и т.п. В одном примере токарные операции представляют собой операции, которые вращают обрабатываемую деталь W в качестве главного способа движения материала относительно режущего инструмента; токарные станки являются главным инструментом, используемым при точении. В другом примере фрезерные операции представляют собой операции, в которых режущий инструмент вращается для того, чтобы обеспечить взаимодействие одной или более режущих кромок с обрабатываемой деталью W; фрезерные станки являются главным инструментом, используемым при фрезеровании. В еще одном примере операции сверления представляют собой операции, в которых отверстия производятся или улучшаются путем обеспечения контакта вращающегося режущего инструмента с режущими кромками на его нижнем конце с обрабатываемой деталью W; операции сверления выполняются главным образом на сверлильных станках, но иногда также и на токарных или фрезерных станках. В еще одном примере операции нарезки могут включать в себя разбивание или распиливание с использованием прецизионного (то есть с допусками в десятки или сотни микрометров) диска/пилы.
[00121] На Фиг. 8-10' показаны примерные системы 100a, 100b и 100c. Система 100a, показанная на Фиг. 8, является примерной сверлильной/фрезерной системой, включающей в себя примерный пропускающий лазерное излучение сверлильный/фрезерный инструмент 10a. Система 100b, показанная на Фиг. 9, является примерной разметочной/гравировальной системой, включающей в себя примерный пропускающий лазерное излучение разметочный/гравировальный инструмент 10b. Система 100c, показанная на Фиг. 10, является примерной системой нарезки, включающей в себя примерный пропускающий лазерное излучение отрезной инструмент 10c. Система 100c', показанная на Фиг. 10', является примерной системой полировки, включающей в себя примерный пропускающий лазерное излучение полировальный инструмент 10c'. Системы 100a, 100b, 100c, 100c' могут включать в себя практически ту же самую структуру и компоненты, что и в системе 100, изображенной на Фиг. 7, и поэтому подробно не описываются.
[00122] В одном примере сверлильная/фрезерная система 100a, показанная на Фиг. 8, может вращаться R вокруг центральной оси A-A для обработки детали W резанием. Для того чтобы обеспечить вращение R вокруг центральной оси A-A, корпус 102 может включать в себя изолированную систему 120 вращательных подшипников. Изолированная система 120 вращательных подшипников предотвращает вращение оптики, расположенной внутри корпуса 102, когда пропускающий лазерное излучение сверлильный/фрезерный инструмент 10a вращается. Кроме того, сверлильная/фрезерная система 100a может включать в себя расщепитель 122 пучка, расположенный внутри около расположенного ниже по ходу пучка конца 102D корпуса 102 для подачи лазерного пучка L к множественным положениям поверхности 12 входа лазерного пучка лазерного сверлильного/фрезерного инструмента 10a. Примерное использование лазерной сверлильной/фрезерной системы 100a может включать в себя, не ограничиваясь этим, прецизионное сверление/фрезерование керамики, полупроводников, оптических кристаллов, стекла, металлов, кости, зубов и т.п.
[00123] В одном примере разметочная/гравировальная система 100b, показанная на Фиг. 9, и отрезная система 100c, показанная на Фиг. 10, могут иметь практически одинаковую структуру относительно корпуса 102, за исключением формы и/или структуры соответствующих пропускающих лазерное излучение режущих инструментов 10b, 10c. Как видно на Фиг. 9, разметочная/гравировальная система 100b включает в себя пропускающий лазерное излучение разметочный/гравировальный инструмент 10b конической формы, который напоминает гравировальную иглу. Примерное использование разметочной/гравировальной системы 100b может включать в себя, не ограничиваясь этим, разметку/гравировку полупроводниковых пластин, гравировку полупроводниковых схем и т.п. Как видно на Фиг. 10, отрезная система 100c включает в себя практически плоский или тупой пропускающий лазерное излучение отрезной инструмент 10c. Хотя пропускающий лазерное излучение отрезной инструмент 10c может постоянно вращаться, лазерный пучок L может оставаться стационарным, поскольку контактное пятно между концом 26 выхода пропускающего лазерное излучение отрезного инструмента 10c и обрабатываемой деталью W находится на фиксированном пути пучка. Примерное использование отрезной системы 100c может включать в себя, не ограничиваясь этим, резку стекла, резку полупроводниковых пластин и т.п.
[00124] В одном примере система 100c' полировки, показанная на Фиг. 10', может включать в себя интерфейс оптической площадки, который позволяет лазерному пучку L проходить через него на полировочную/притирочную площадку. Пропускание лазерного пучка L позволяет термически размягчать обрабатываемую деталь W. Размягчение обрабатываемой детали W будет способствовать более высокой скорости удаления материала по сравнению с обычным процессом нелазерной полировки/притирки. Дополнительно к этому, активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 (см., например, Фиг. 17) может быть распылена или помещена на конце 26 выхода лазерного полировального инструмента 10c и/или притирочной площадке для улучшения прохождения лазерного пучка, а также для улучшения характеристик полировки/притирки обрабатываемой детали W.
[00125] На Фиг. 11 показана примерная система 100d. Система 100d является примерной режущей системой, включающей в себя примерный пропускающий лазерное излучение режущий инструмент 10d. Пропускающий лазерное излучение режущий инструмент 10d может иметь геометрию, практически подобную геометрии пропускающего лазерное излучение режущего инструмента 10, показанного на Фиг. 1. Система 100d может иметь структуру и компоненты, практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается.
[00126] Аналогично описанной выше системе 100, показанной на Фиг. 7, генератор 104 системы 100d может генерировать пучок излучения L в любом участке электромагнитного спектра, включая видимый и невидимый режимы светового спектра. В одном примере генератор 104 может быть лазерным генератором, включающим в себя двойную лазерную систему (то есть видимого излучения и инфракрасного излучения), где оба из пучка видимого излучения и пучка инфракрасного излучения являются коллинеарными. Пучок видимого излучения, который может быть, например, пучком HeNe с длиной волны 632 нм, используется для центровки пучка излучения L относительно радиуса закругления вершины пропускающего лазерное излучение режущего инструмента 10d вдоль оси Х (системы координат XYZ); пучок инфракрасного излучения, который может быть, например, излучением с длиной волны 1064 нм, используется для выставления пучка излучения L к его требуемому положению вдоль оси Y (системы координат XYZ).
[00127] Как видно на Фиг. 11, корпус 102 может также включать в себя ручку 124 микрометрической настройки оси Х, ручку 126 микрометрической настройки оси Y и ручку 128 микрометрической настройки оси Z. Ручки 124, 126, 128 микрометрической настройки осей X, Y и Z связаны с коллиматорной линзой 108 и набором фокусирующих линз 110 таким образом, что вращение одной или более ручек 124, 126, 128 микрометрической настройки осей X, Y и Z приводит к точному управлению тем, как пучок излучения L входит в поверхность 12 входа лазерного пучка пропускающего лазерное излучение режущего инструмента 10d для того, чтобы избирательно направлять пучок излучения L из режущей кромки 22 и одной или более из передней поверхности 14 и задней поверхности 16 конца 26 выхода пропускающего лазерное излучение режущего инструмента 10d.
[00128] Как показано на Фиг. 12, видимый пучок пучка излучения L используется для позиционирования пучка излучения L к требуемому положению оси Х (системы координат XYZ). Поскольку видимый пучок пучка излучения L коллинеарен к инфракрасному пучку пучка излучения L, видимый пучок действует как наводящий лазер.
[00129] Как видно на Фиг. 12, система 100d может также включать в себя камеру 130 визуализации видимого пучка, которая включает в себя программное обеспечение для выставления пучка. В одном примере камера 130 может быть связана с компьютерной рабочей станцией 132, включающей в себя программы, которые являются исполняемыми и/или интерпретируемыми на программируемой системе, включающей в себя по меньшей мере один программируемый процессор, который может быть процессором общего назначения или спецпроцессором, предназначенным для получения данных и инструкций от системы памяти и для передачи данных и инструкций к системе памяти, по меньшей мере одно устройство ввода и по меньшей мере одно устройство вывода. В ответ на определение программным обеспечением для выставления пучка того, что, видимый пучок пучка излучения L, который может упоминаться как видимый калибровочный пучок излучения, не оптимально выставлен в соответствии с изображением, которое было отображено камерой 130 визуализации видимого пучка, камера 130 может послать сигнал в компьютерную рабочую станцию 132 для отображения на дисплее инструкций или предлагаемого значения оптимизации, связанного с регулировкой или вращением одной или более ручек 124, 126, 128 микрометрической настройки осей X, Y и Z.
[00130] Пучок видимого излучения L, который проецируется генератором 104, может иметь форму, напоминающую режущую кромку 22 или радиус закругления вершины пропускающего лазерное излучение режущего инструмента 10d. Как показано на Фиг. 13A-13C, пучок видимого излучения L, проецируемый генератором 104, может иметь серповидную форму, которая соответствует форме режущей кромки 22 или радиусу закругления вершины пропускающего лазерное излучение режущего инструмента 10d. В одном примере одна или более ручек 124, 126, 128 микрометрической настройки осей X, Y и Z могут быть отрегулированы так, чтобы центрировать (см., например, Фиг. 13A), или сместить (см., например, смещение пучка излучения влево на Фиг. 13B или смещение пучка излучения вправо на Фиг. 13C) пучок видимого излучения L в требуемом направлении в зависимости от, например, геометрии обрабатываемой детали W или максимальной «рабочей зоны» вдоль радиуса закругления вершины пропускающего лазерное излучение режущего инструмента 10d.
[00131] Как показано на Фиг. 14, система 100d может также включать в себя измеритель 134 энергии или мощности. В одном примере измеритель 134 мощности может быть связан с компьютерной рабочей станцией 132. Как видно на Фиг. 14, инфракрасный пучок пучка излучения L (который также должен использоваться во время обработки детали W резанием с использованием лазера) может быть использован для выполнения тонкого выставления и прецизионного позиционирования пучка излучения L относительно геометрии пропускающего лазерное излучение режущего инструмента 10d. Соответственно, в одном примере инфракрасный пучок (или пучок с альтернативной длиной волны) проходит через режущую кромку 22 или радиус закругления вершины пропускающего лазерное излучение режущего инструмента 10d, и выходная мощность инфракрасного пучка измеряется измерителем 134 мощности для центрирования пучка излучения L.
[00132] На Фиг. 15 показан график 200, иллюстрирующий примерные данные испытаний, полученные для однокристалльного пропускающего лазерное излучение режущего инструмента 10 на основе алмаза. Однокристалльный пропускающий лазерное излучение режущий инструмент 10 на основе алмаза может иметь радиус закругления вершины 0,5 мм. Данные графика 200 были собраны путем регулировки или вращения ручки 126 микрометрической настройки оси Y для перемещения положения оси Y пучка излучения L, которая эффективно перемещает пучок излучения L вдоль переднего и заднего углов θ14, θ16. После того, как данные были нанесены на график, точки 1 и 2 были определены как максимальные пределы, связанные со 100%-ым смещением пучка излучения L в сторону передней поверхности и 100%-ым смещением пучка излучения L в сторону задней поверхности. Точки 1 и 2 были идентифицированы после того, как показания мощности, измеренные измерителем 134 мощности, начали насыщаться при изменении переднего и заднего углов θ14, θ16. Когда эффективная зона (между точками 1 и 2) идентифицирована, пользователь может выбрать требуемое положение пучка излучения и связанное с ним смещение на основе обрабатываемой детали W, геометрии применения и пропускающего лазерное излучение режущего инструмента 10.
[00133] Как было показано на Фиг. 5A-5E, конкретная геометрия пропускающего лазерное излучение режущего инструмента 10 может быть выбрана на основе геометрии обрабатываемой детали W и свойств ее материала (то есть передний угол θ14, имеющий средне отрицательное значение, высоко отрицательное значение и нулевое значение, дает разные уровни сжимающих и растягивающих усилий на конкретных материалах). В одном примере некоторые материалы, такие как керамика и оптические кристаллы, имеют высокую прочность при сжатии и низкую при растяжении, что приводит к выбору высоко отрицательного переднего угла θ14 (см., например, Фиг. 5A).
[00134] В одном примере использования пропускающего лазерное излучение режущего инструмента 10d с высоко отрицательным передним углом для обработки кремния резанием пользователь системы 100d может выбрать смещение пучка излучения L к передней поверхности 14 пропускающего лазерное излучение режущего инструмента 10d с высоко отрицательным передним углом для поддержания удаления материала, происходящего в области WC сжатия обрабатываемой детали W. Как было объяснено выше, лазерный пучок L ослабляет молекулярные связи в области WC сжатия обрабатываемой детали W, уменьшая твердость материала и тем самым делая материал более легко поддающимся обработке резанием.
[00135] Альтернативно, в другом примере, пользователь может решить, что процесс обработки резанием вызывает повреждение поверхности и подповерхностного слоя в области WT растяжения обрабатываемой детали W. Для того чтобы минимизировать это, пользователь системы 100d может сместить пучок излучения L к задней поверхности 16 пропускающего лазерное излучение режущего инструмента 10d, где отжиг или эффект «залечивания дефектов» будет минимизировать повреждение поверхности и подповерхностного слоя в области WT растяжения обрабатываемой детали W.
[00136] В еще одном примере в случае обработки металлов резанием, таких как алюминий, пропускающий лазерное излучение режущий инструмент 10d с нулевым или положительным передним углом может быть выбран пользователем, потому что металлы обычно являются более прочными в области WT растяжения и менее прочными в области WC сжатия. Для того чтобы дополнительно способствовать обрабатываемости в области WT растяжения обрабатываемой детали W, пучок излучения L может быть смещен к задней поверхности 16 пропускающего лазерное излучение режущего инструмента 10d.
[00137] Как показано на Фиг. 16, система 100d может также включать в себя профилировщик 136 пучка. В одном примере профилировщик 136 пучка может быть связан с компьютерной рабочей станцией 132. Пучок излучения L может также быть выставлен, используя профилировщик 136 пучка, который является достаточно чувствительным для того, чтобы обнаруживать различные углы и геометрии пропускающего лазерное излучение режущего инструмента 10d.
[00138] На Фиг. 17 показана примерная система 100f. Система 100f является примерной режущей системой, включающей в себя примерный пропускающий лазерное излучение режущий инструмент 10f. Пропускающий лазерное излучение режущий инструмент 10f может иметь геометрию, практически подобную геометрии пропускающего лазерное излучение режущего инструмента 10, показанного на Фиг. 1. Система 100f может иметь структуру и компоненты, практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается. Система 100f может также включать в себя оптический подкорпус 101, содержащийся внутри корпуса 102. Оптический подкорпус 101 может быть связан с корпусом 102 с помощью устройства 111 пространственной регулировки для настройки оптики 108, 110, содержащейся внутри оптического подкорпуса 101. Пространственная настройка оптики 108, 110 в любом направлении Х, Y или Z трехмерной системы координат XYZ регулирует вход лазерного пучка L в поверхность 12 входа пропускающего лазерное излучение режущего инструмента 10f, направляя, формируя и позиционируя лазерный пучок L на режущей кромке 22 и одной или обеих из передней поверхности 14 и задней поверхности 16.
[00139] На Фиг. 18 показана примерная система 100g. Система 100g является примерной режущей системой, включающей в себя примерный пропускающий лазерное излучение режущий инструмент 10g. Пропускающий лазерное излучение режущий инструмент 10g может иметь геометрию, практически подобную геометрии пропускающего лазерное излучение режущего инструмента 10, показанного на Фиг. 1. Система 100g может иметь структуру и компоненты, практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается. Система 100g может также включать в себя активируемую теплом/лазером смазочно-охлаждающую текучую среду/густую суспензию/травильный реактив 137, которая содержится внутри некоторого источника или резервуара. Активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может проходить из резервуара, через шланг 139 и из сопла 141. Исполнительный механизм 143, включающий в себя одно или более из насоса и клапана, может быть проточно соединен со шлангом 139 для управления количеством активируемой теплом/лазером смазочно-охлаждающей текучей среды/густой суспензии/травильного реактива 137, которое должно распыляться или располагаться на конце 26 выхода пропускающего лазерное излучение режущего инструмента 10g. В одном примере компьютерная рабочая станция 132 может быть связана с исполнительным механизмом 143 для, например, посылки сигнала на исполнительный механизм 143 для обеспечения постоянного или периодического потока (например, путем последовательного открытия и закрытия клапана) активируемой теплом/лазером смазочно-охлаждающей текучей среды/густой суспензии/травильного реактива 137 к концу 26 выхода пропускающего лазерное излучение режущего инструмента 10g. Хотя активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может перекачиваться насосом, альтернативно активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может подаваться самотеком. Кроме того, хотя активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может распыляться, альтернативно активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может подаваться в виде тумана или струи текучей среды. Активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может располагаться на конце 26 выхода пропускающего лазерное излучение режущего инструмента 10g в приложениях токарной обработки, сверления, шлифовки или полировки. Кроме того, активируемая теплом/лазером смазочно-охлаждающая текучая среда/густая суспензия/травильный реактив 137 может направляться к обрабатываемой детали W, пропускающему лазерное излучение режущему инструменту 10g или и к обрабатываемой детали W, и к пропускающему лазерное излучение режущему инструменту 10g.
[00140] На Фиг. 19 показана примерная система 100h. Система 100h является примерной режущей системой, включающей в себя по меньшей мере один (например, два, 10h1 и 10h2) примерный пропускающий лазерное излучение режущий инструмент 10h. Каждый пропускающий лазерное излучение режущий инструмент 10h1, 10h2 может иметь геометрию, практически подобную геометрии пропускающего лазерное излучение режущего инструмента 10, показанного на Фиг. 1. Система 100h может иметь структуру и компоненты, практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается. Система 100h может также включать в себя расщепитель 146 пучка. Расщепитель 146 пучка расщепляет лазерный пучок L на первую часть пучка L1 и вторую часть пучка L2. Первая часть пучка L1 направляется к поверхности 12 входа первого пропускающего лазерное излучение режущего инструмента 10h1, а вторая часть пучка L2 направляется к поверхности 12 входа второго пропускающего лазерное излучение режущего инструмента 10h2. Система 100h может использоваться для одновременного направления лазерной энергии к первому пропускающему лазерное излучение режущему инструменту 10h1 и второй части L2 пучка к поверхности 12 входа второго пропускающего лазерное излучение режущего инструмента 10h2.
[00141] На Фиг. 20 показана примерная система 100i. Система 100i является примерной режущей системой, включающей в себя примерный пропускающий лазерное излучение режущий инструмент 10i и по меньшей мере один (например, два, 1041 и 1042) лазерных генератора 104h. Пропускающий лазерное излучение режущий инструмент 10i может иметь геометрию, практически подобную геометрии пропускающего лазерное излучение режущего инструмента 10, показанного на Фиг. 1. Система 100i может иметь структуру и компоненты, практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается. Первый лазерный генератор 1041 генерирует первый лазерный пучок L1, который передается через первое оптоволокно 1061, которое затем направляется к поверхности 12 входа пропускающего лазерное излучение режущего инструмента 10i, и второй лазерный генератор 1042 генерирует второй лазерный пучок L2, который передается через второе оптоволокно 1062, которое затем направляется к поверхности 12 входа пропускающего лазерное излучение режущего инструмента 10i. Первый лазерный пучок L1 и второй лазерный пучок L2 могут иметь уникальные длины волн, которые доставляются к различным частям (например, режущей кромке 22, передней поверхности 14 и задней поверхности 16) конца 26 выхода пропускающего лазерное излучение режущего инструмента 10g для того, чтобы обеспечить множественные источники лазерной энергии для различных сторон пропускающего лазерное излучение режущего инструмента 10g для обеспечения различных типов лазерной энергии для обрабатываемой детали W.
[00142] На Фиг. 21 показана примерная система 100j. Система 100j является шлифовальной системой, включающей в себя пропускающий лазерное излучение шлифовальный инструмент 10j, который шлифует обрабатываемую деталь W. В некоторых случаях шлифовальный инструмент 10j может использоваться для полировки, и поэтому инструмент 10j и система 100j могут альтернативно упоминаться как пропускающий лазерное излучение полировальный инструмент и полировальная система. Пропускающий лазерное излучение шлифовальный инструмент 10j может иметь форму диска, имеющего вид колеса или шины, определяемый поверхностью 138 протектора, которая соединяется с поверхностями 140, 142 первой и второй боковых стенок. Система 100j может иметь структуру и компоненты (например, корпус 102 и т.п.), практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается. Как видно на Фиг. 21, лазерный пучок L направлен к концу 24 входа лазерного пучка, определяющему поверхность 140 первой боковой стенки лазерного шлифовального инструмента 10j, а затем выходит из конца 26 выхода, определяющего поверхность 138 протектора лазерного шлифовального инструмента 10j. Поверхность 138 протектора непосредственно контактирует с обрабатываемой деталью W, которая нагревается и размягчается лазерным пучком L для улучшения обрабатываемости (то есть шлифовки) обрабатываемой детали W.
[00143] На Фиг. 22 показана примерная система 100k. Система 100k является шлифовальной системой, включающей в себя пропускающий лазерное излучение обрабатываемую деталь W и оптически непрозрачный шлифовальный инструмент 10k, который шлифует обрабатываемую деталь W. Оптически непрозрачный шлифовальный инструмент 10k может иметь форму диска, имеющего вид колеса или шины, определяемый поверхностью 144 протектора, которая соединяется с поверхностями 146, 148 первой и второй боковых стенок. Система 100k может иметь структуру и компоненты (например, корпус 102 и т.п.), практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается. Как видно на Фиг. 22, лазерный пучок L направляется через обрабатываемую деталь W на поверхность 144 протектора оптически непрозрачного шлифовального инструмента 10k. В результате падения лазерного пучка L на поверхность 144 протектора оптически непрозрачного шлифовального инструмента 10k поверхность 144 протектора нагревается лазерным пучком L для улучшения обрабатываемости (то есть шлифовки) обрабатываемой детали W.
[00144] На Фиг. 23 показана примерная система 100l. Система 100l является системой тестирования характеристик материала, включающей в себя пропускающий лазерное излучение вдавливающий инструмент 10l, который создает углубление в обрабатываемой детали W. Система 100l может иметь структуру и компоненты (например, корпус 102 и т.п.), практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается.
[00145] В одном примере пропускающий лазерное излучение вдавливающий инструмент 10l системы 100l создает углубление (на нано-, микро- или макроуровне) для того, чтобы определить твердость материала обрабатываемой детали W. Тест на твердость материала может проводиться при комнатной температуре (например, 72°F) для того, чтобы определить поведение, стабильность и твердость материала при повышенных температурах.
[00146] Вал 150 инструмента может простираться от расположенного ниже по ходу пучка конца 102D корпуса 102. Прикладывающий нагрузку исполнительный механизм 152 может быть соединен с валом 150 инструмента, и датчик 154 смещения может быть расположен вокруг вала 150 инструмента. После того, как обрабатываемая деталь W нагреется и размягчится лазерным вдавливающим инструментом 10l, прикладывающий нагрузку исполнительный механизм 152 приводится в действие для выдвижения вала 150 инструмента к обрабатываемой детали W. Датчик 154 смещения определяет величину хода вала 150 инструмента в направлении к обрабатываемой детали W в результате вдавливания лазерного вдавливающего инструмента 10l в обрабатываемую деталь W. Датчик 154 смещения связан с компьютерной рабочей станцией 132 для отображения на дисплее величины хода вала 150 инструмента и соответствующей твердости материала обрабатываемой детали W, связанной с величиной хода вала 150 инструмента.
[00147] На Фиг. 24 показана примерная система 100m. Система 100m является системой тестирования характеристик материала, включающей в себя пропускающий лазерное излучение вдавливающий инструмент 10m, который создает углубление в обрабатываемой детали W. Система 100m может иметь структуру и компоненты (например, корпус 102 и т.п.), практически подобные структуре и компонентам системы 100, показанной на Фиг. 7, и поэтому подробно не описывается.
[00148] В одном примере пропускающий лазерное излучение вдавливающий инструмент 10m системы 100m создает углубление (на нано-, микро- или макроуровне) для того, чтобы определить твердость материала обрабатываемой детали W. Тест на твердость материала может проводиться при комнатной температуре (например, 72°F) для того, чтобы определить поведение, стабильность и твердость материала при повышенных температурах.
[00149] Как и система 100l, показанная на Фиг. 23 система 100m включает в себя вал 156 инструмента, проходящий от расположенного ниже по ходу пучка конца 102D корпуса 102. Прикладывающий нагрузку исполнительный механизм 158 может быть соединен с валом 156 инструмента, и датчик 160 смещения может быть расположен вокруг вала 156 инструмента. Прикладывающий нагрузку исполнительный механизм 158 приводится в действие для выдвижения вала 156 инструмента к обрабатываемой детали W. Датчик 160 смещения определяет величину хода вала 156 инструмента в направлении к обрабатываемой детали W в результате вдавливания лазерного вдавливающего инструмента 10m в обрабатываемую деталь W. Датчик 160 смещения связан с компьютерной рабочей станцией 132 для отображения на дисплее величины хода вала 156 инструмента и соответствующей твердости материала обрабатываемой детали W, связанной с величиной хода вала 156 инструмента.
[00150] Система 100m может также включить в себя, например, устройство с зарядовой связью (CCD) или дополнительную камеру 162 на основе оксида металла (CMOS), а также расщепитель пучка или отражающее лазерный пучок зеркало 164, расположенные внутри корпуса 102. CCD-камера 162 соединена с компьютерной рабочей станцией 132 для выполнения рамановской спектроскопии, так что лазерный пучок L также отражается отражающим лазерный пучок зеркалом 164 назад к CCD-камере 162 для захвата изображений рассеянных лучей ΦA, ΦR1, ΦR2 лазерного пучка L, чтобы выполнить на месте характеризацию материала обрабатываемой детали W во время процесса создания углубления.
[00151] Выше было описано несколько реализаций. Тем не менее, очевидно, что различные изменения могут быть сделаны без отступлений от идеи или объема раскрытия. Соответственно, другие реализации находятся в пределах объема следующей формулы изобретения. Например, действия, перечисленные в пунктах формулы изобретения, могут быть выполнены в другом порядке, все еще достигая при этом требуемых результатов.


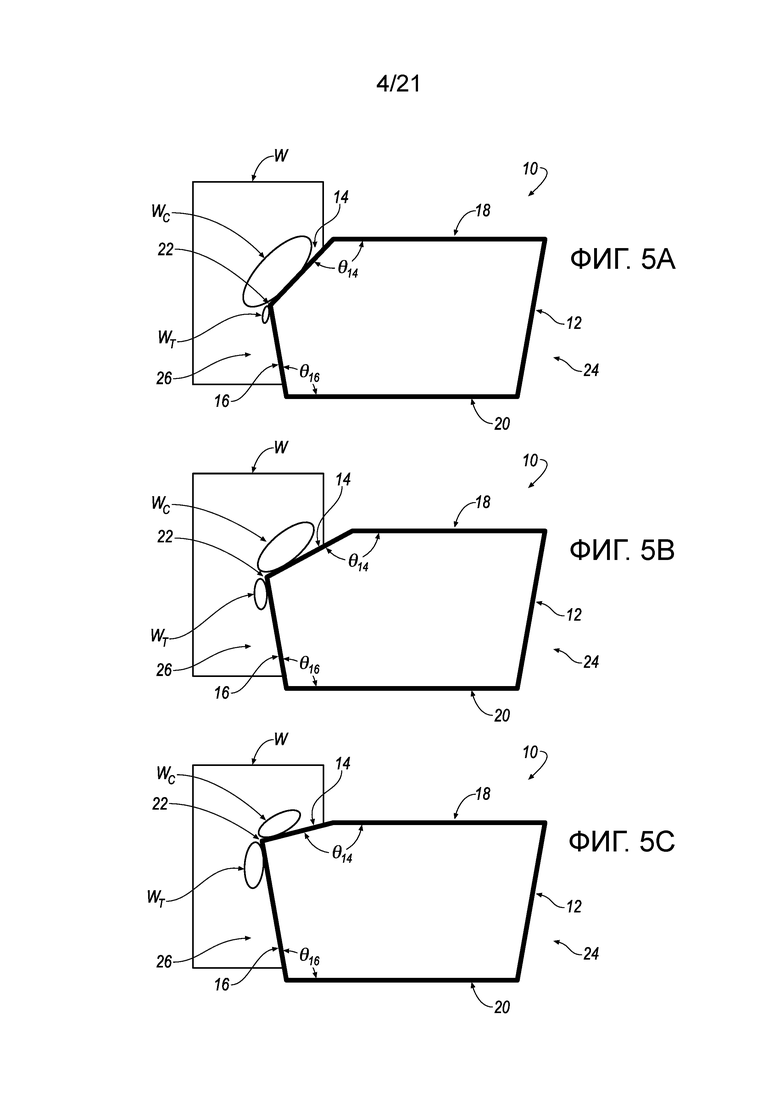



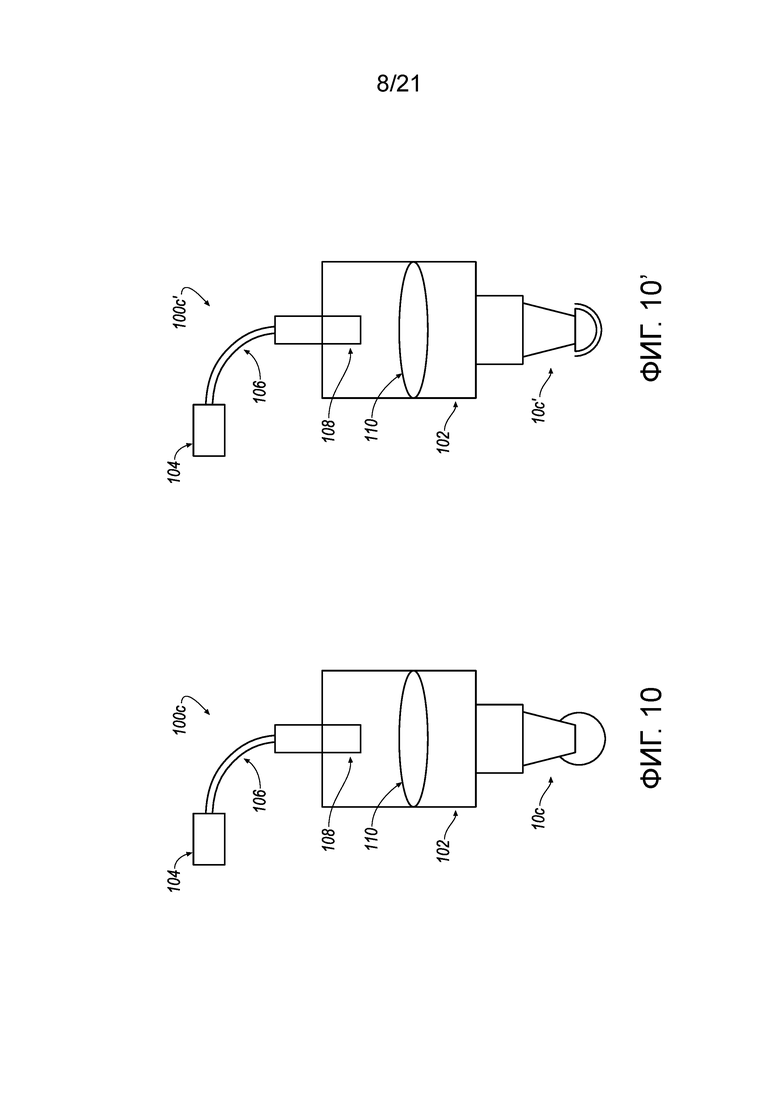
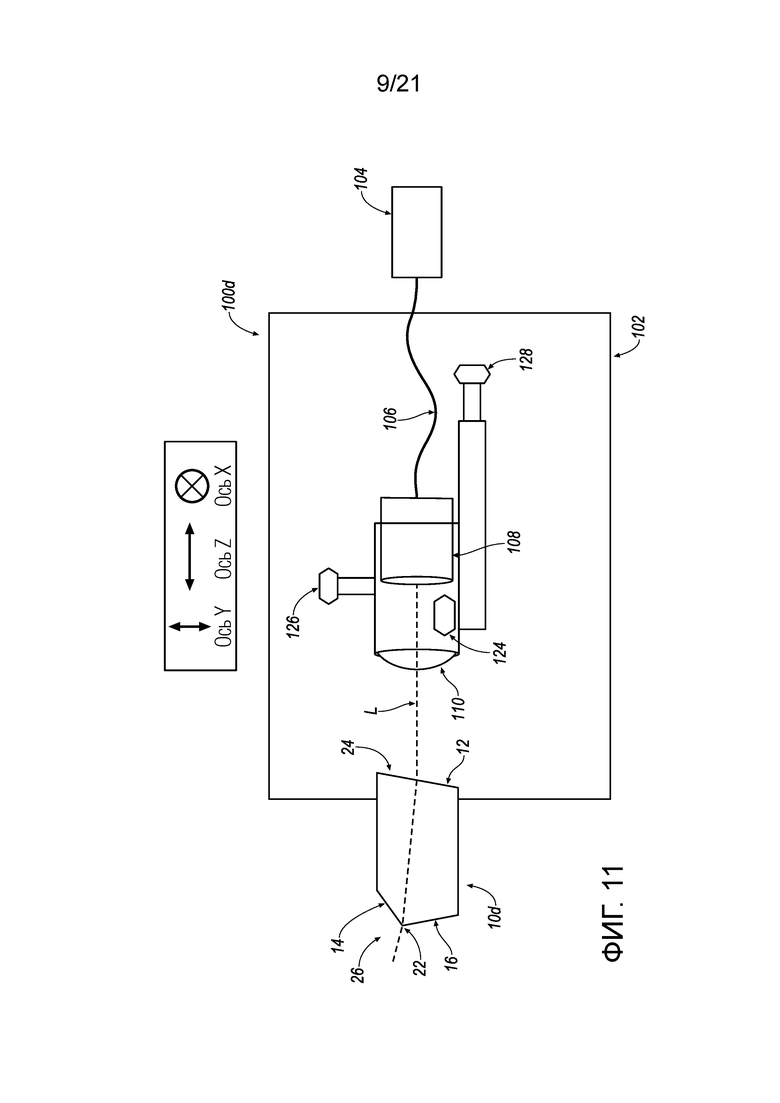
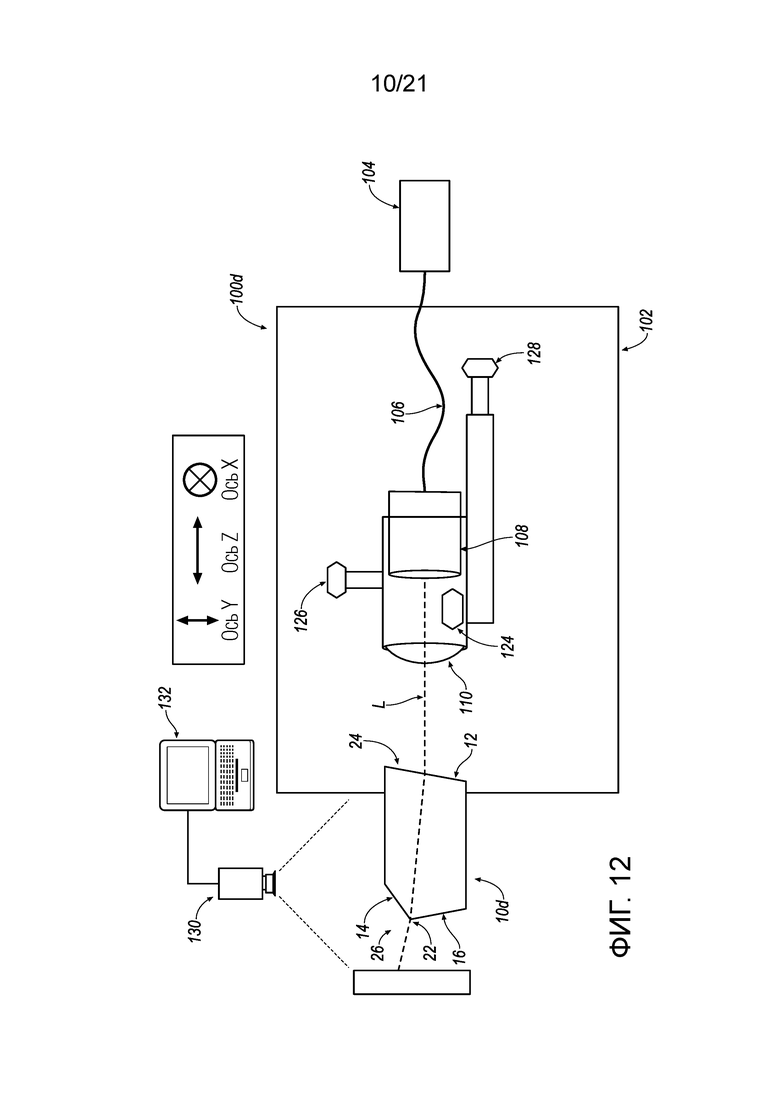

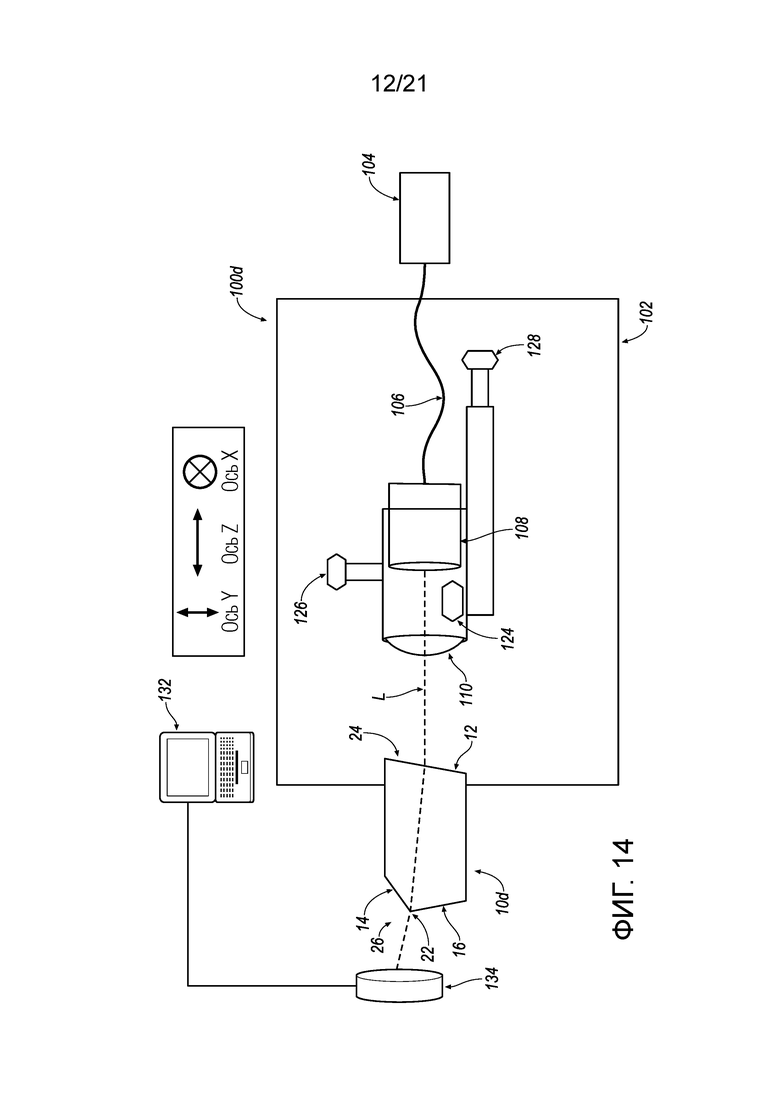
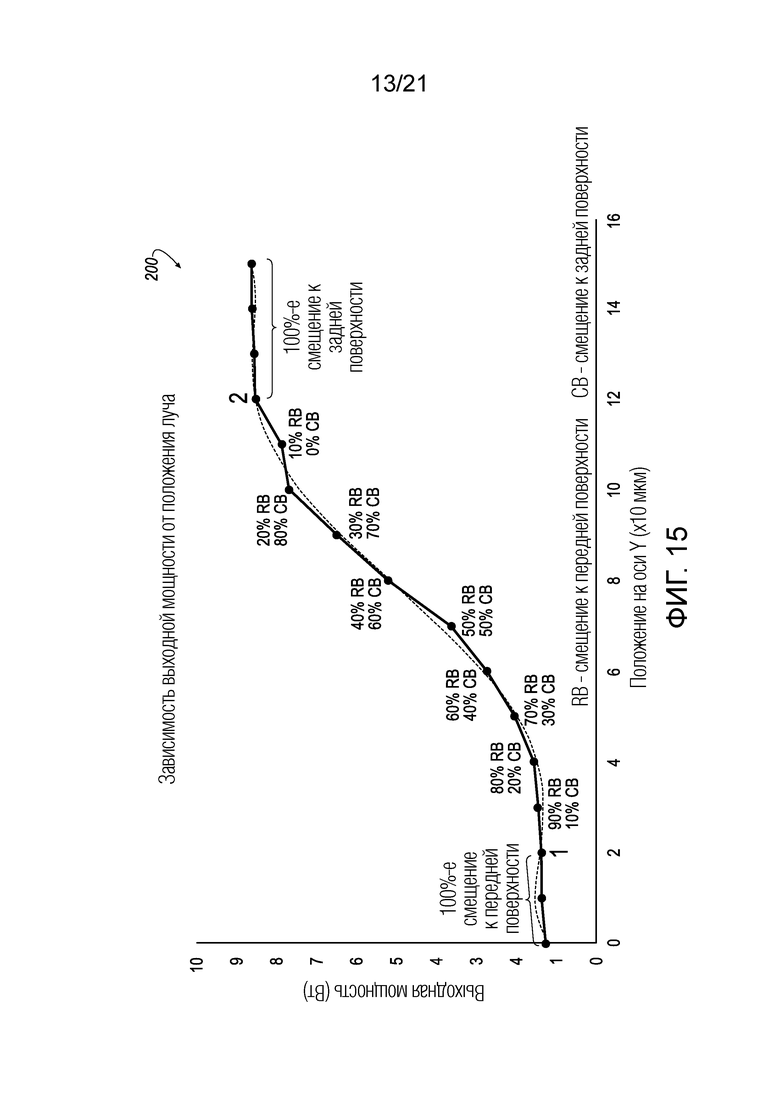
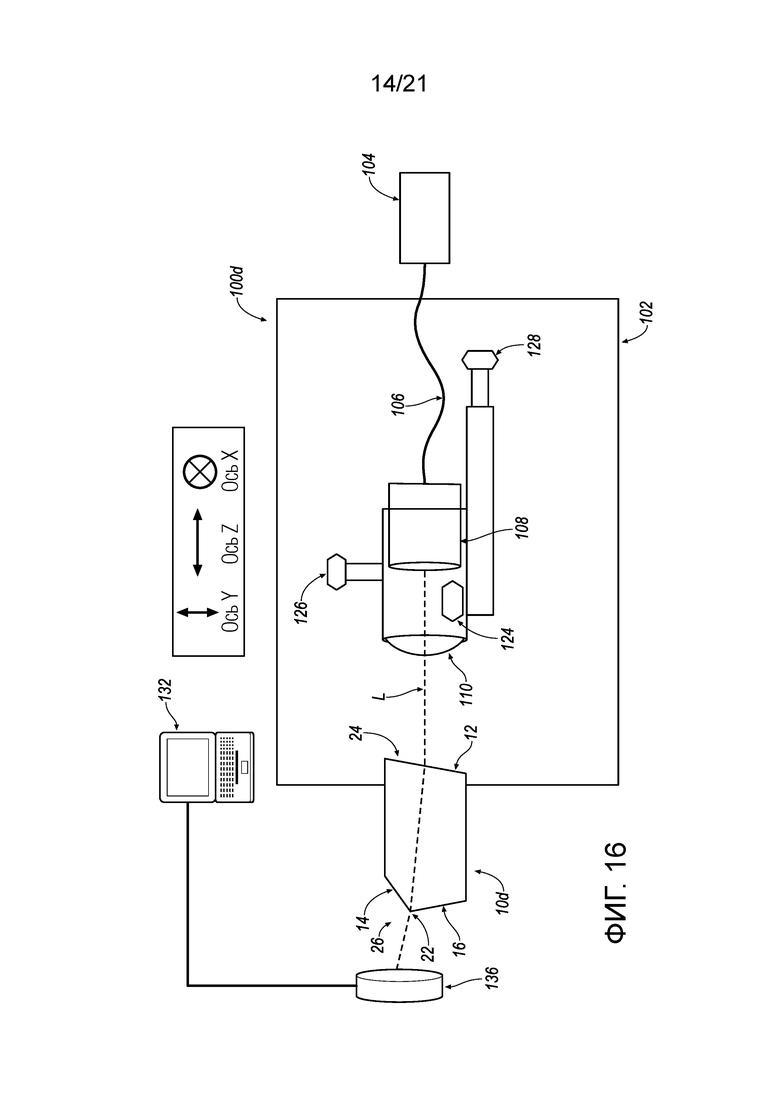
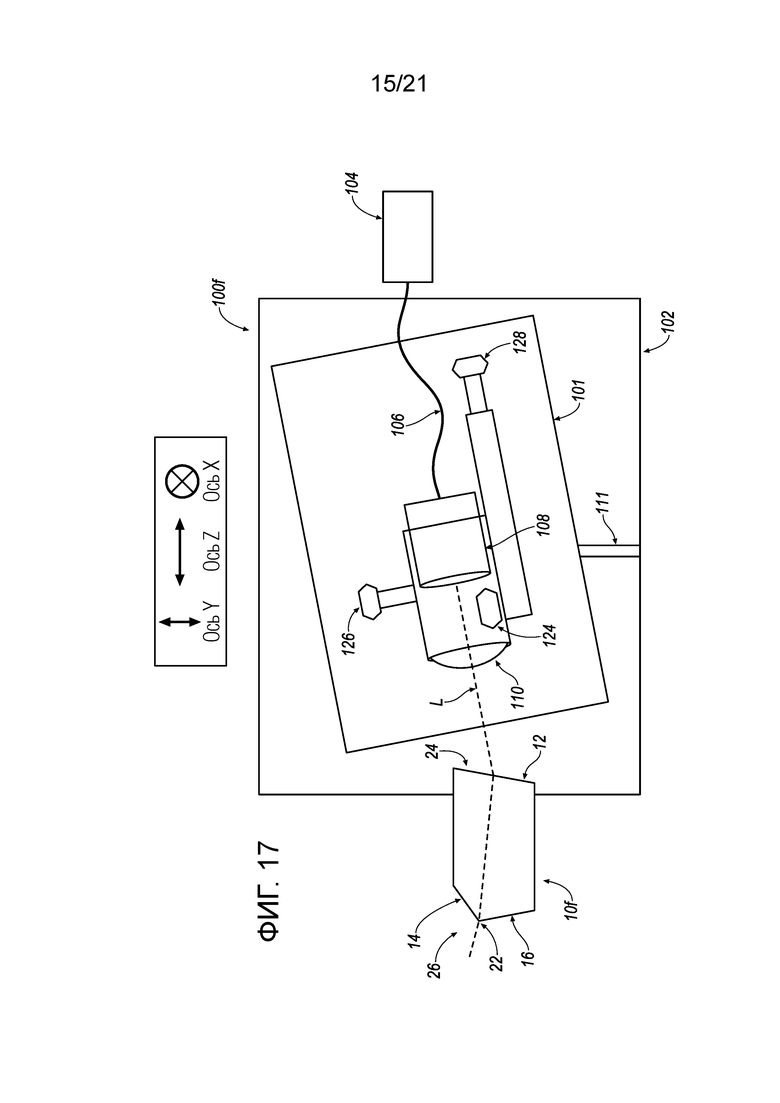
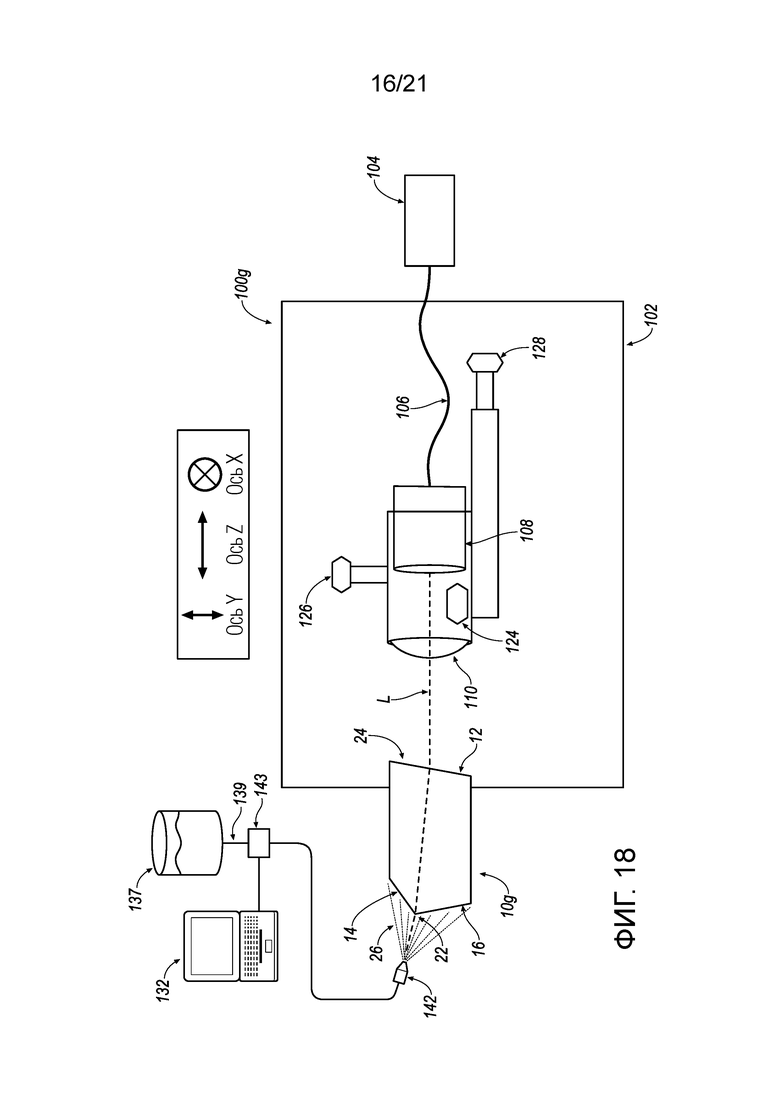




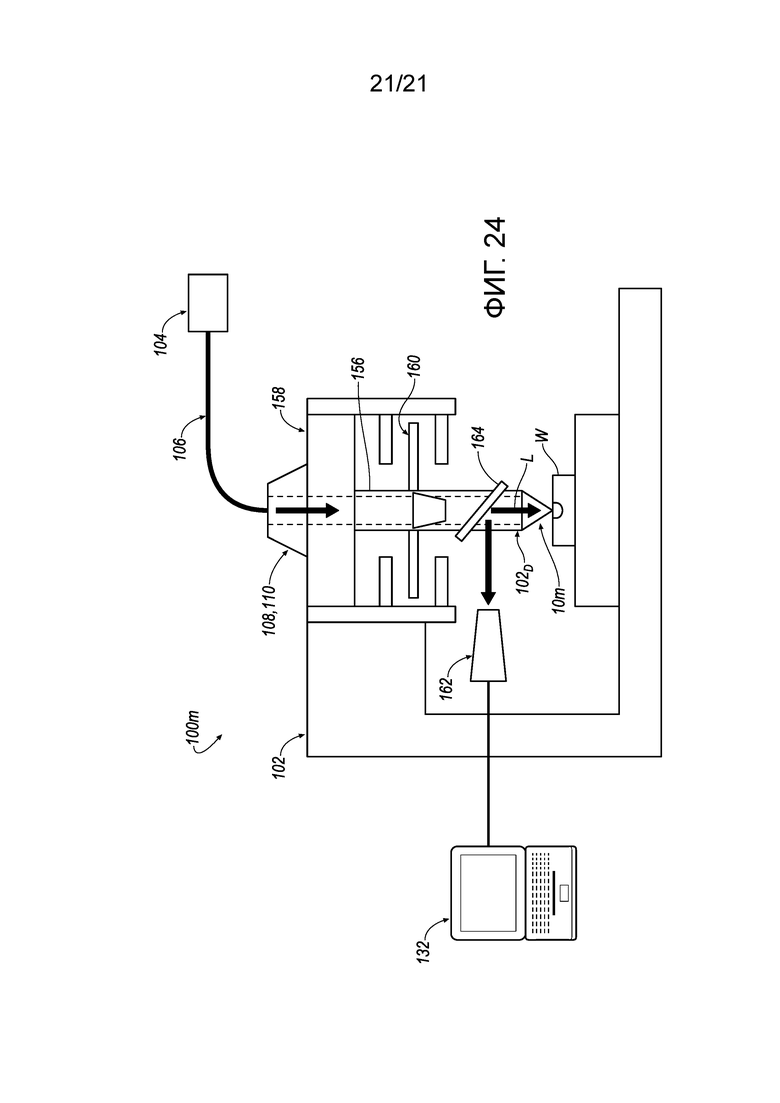
Режущий инструмент (10) имеет поверхность (12) входа, переднюю поверхность (14), заднюю поверхность (16), связанную с передней поверхностью (14), переднюю боковую поверхность (18), простирающуюся между поверхностью (12) входа и передней поверхностью (14), и заднюю боковую поверхность (20), простирающуюся между поверхностью (12) входа и задней поверхностью (16). Соединение передней поверхности (14) и задней поверхности (16) образует режущую кромку (22). Передняя поверхность (14) простирается от передней боковой поверхности (18) и образует передний угол (θ14). Поверхность (12) входа выполнена с возможностью принимать и преломлять лазерный пучок (L) на переднюю поверхность (14), заднюю поверхность (16) и режущую кромку (22) для преломления лазерного пучка (L) и нагрева обрабатываемой детали (W) в области (WC) сжатия, простирающейся вблизи по меньшей мере передней поверхности (14), и в области (WT) растяжения, простирающейся вблизи задней поверхности (16). Раскрыты система и способ обработки детали (W) резанием. Достигается повышение эффективности обработки резанием. 3 н. и 25 з.п. ф-лы, 24 ил., 4 табл.
1. Пропускающий лазерное излучение режущий инструмент (10) для обработки детали (W) резанием, содержащий:
тело из материала, имеющее поверхность (12) входа, переднюю поверхность (14), заднюю поверхность (16), связанную с передней поверхностью (14), переднюю боковую поверхность (18), простирающуюся между поверхностью (12) входа и передней поверхностью (14), и заднюю боковую поверхность (20), простирающуюся между поверхностью (12) входа и задней поверхностью (16),
причем соединение передней поверхности (14) и задней поверхности (16) образует режущую кромку (22),
причем поверхность (12) входа выполнена с возможностью принимать и преломлять лазерный пучок (L) на переднюю поверхность (14), заднюю поверхность (16) и режущую кромку (22) для преломления лазерного пучка (L) и нагрева обрабатываемой детали (W) в области (WC) сжатия, простирающейся вблизи по меньшей мере передней поверхности (14), и в области (WT) растяжения, простирающейся вблизи задней поверхности (16),
причем передняя поверхность (14) простирается от передней боковой поверхности (18) с образованием переднего угла (θ14), а задняя поверхность (16) простирается от задней боковой поверхности (20) с образованием заднего угла (θ16) относительно переднего угла (θ14), причем передний угол (θ14) выбран по величине так, чтобы образовывать один из следующих передних углов:
высокоотрицательный передний угол, соответствующий области (WC) самого высокого сжатия обрабатываемой детали (W) и области (WT) самого низкого растяжения обрабатываемой детали (W);
среднеотрицательный передний угол, соответствующий области (WC) высокого сжатия обрабатываемой детали (W) и области (WT) низкого растяжения обрабатываемой детали (W);
низкоотрицательный передний угол, соответствующий области (WC) среднего сжатия обрабатываемой детали (W) и области (WT) среднего растяжения обрабатываемой детали(W);
нулевой передний угол, соответствующий области (WC) низкого сжатия обрабатываемой детали (W) и области (WT) высокого растяжения обрабатываемой детали (W); и
положительный передний угол, соответствующий области (WC) самого низкого сжатия обрабатываемой детали (W) и области (WT) самого высокого растяжения обрабатываемой детали (W),
причем высокоотрицательный передний угол является меньшим, чем каждый из среднеотрицательного переднего угла, низкоотрицательного переднего угла, нулевого переднего угла и положительного переднего угла.
2. Режущий инструмент (10) по п. 1, причем поверхность (12) входа дополнительно выполнена с возможностью приема и преломления лазерного пучка (L) на переднюю поверхность (14), заднюю поверхность (16) и режущую кромку (22) для преломления лазерного пучка (L) и нагрева обрабатываемой детали (W) в области (WC) сжатия, простирающейся вблизи по меньшей мере передней поверхности (14) и режущей кромки (22).
3. Режущий инструмент (10) по п. 1, причем поверхность (12) входа дополнительно выполнена с возможностью приема и преломления лазерного пучка (L) на переднюю поверхность (14), заднюю поверхность (16) и режущую кромку (22) для преломления лазерного пучка (L) и нагрева обрабатываемой детали (W) в области (WT) растяжения, простирающейся вблизи по меньшей мере задней поверхности (16) и режущей кромки (22).
4. Режущий инструмент (10) по п. 1, в котором высокоотрицательный передний угол составляет больше, чем примерно 90° и меньше чем примерно 135°, причем среднеотрицательный передний угол составляет больше чем примерно 136° и меньше чем примерно 165°, причем низкоотрицательный передний угол составляет больше чем примерно 166° и меньше чем примерно 179°.
5. Режущий инструмент (10) по п. 1, в котором нулевой передний угол равен приблизительно 180°.
6. Режущий инструмент (10) по п. 1, в котором положительный передний угол больше чем примерно 181° и меньше чем примерно 210°.
7. Режущий инструмент (10) по п. 1, в котором образующий тело материал содержит по меньшей мере одно из алмаза, сапфира, кубического нитрида бора (CBN), кремния или стеклянного композита.
8. Режущий инструмент (10) по п. 1, в котором образующий тело материал содержит алмаз, причем передний угол (θ14) выбран по величине так, чтобы образовывать высокоотрицательный передний угол, среднеотрицательный передний угол или низкоотрицательный передний угол, причем задний угол (θi), образованный поверхностью (12) входа относительно лазерного пучка (L), составляет приблизительно 5°.
9. Режущий инструмент (10) по п. 1, в котором образующий тело материал содержит сапфир, причем передний угол (θ14) выбран по величине так, чтобы образовывать высокоотрицательный передний угол, среднеотрицательный передний угол или низкоотрицательный передний угол, причем задний угол (θi), образованный поверхностью (12) входа относительно лазерного пучка (L), составляет приблизительно 7°.
10. Режущий инструмент (10) по п. 1, в котором образующий тело материал содержит алмаз, причем передний угол (θ14) выбран по величине так, чтобы образовывать нулевой передний угол, причем задний угол (θi), образованный поверхностью (12) входа относительно лазерного пучка (L), составляет приблизительно 7°.
11. Режущий инструмент (10) по п. 1, который дополнительно содержит антиотражающее покрытие (32), расположенное поверх поверхности (12) входа.
12. Система (100) для обработки детали (W) резанием, содержащая:
пропускающий лазерное излучение режущий инструмент (10), включающий тело из материала, имеющее множество поверхностей (12-20), включая переднюю поверхность (14), которая соединена с задней поверхностью (16) для образования режущей кромки (22), причем передняя поверхность (14) простирается от боковой поверхности (18) из упомянутого множества поверхностей (12-20) и определяет передний угол (θ14), который выбран по величине так, чтобы образовывать один из множества передних углов, включающих:
высокоотрицательный передний угол, соответствующий области (WC) самого высокого сжатия обрабатываемой детали (W) и области (WT) самого низкого растяжения обрабатываемой детали (W);
среднеотрицательный передний угол, соответствующий области (WC) высокого сжатия обрабатываемой детали (W) и области (WT) низкого растяжения обрабатываемой детали (W);
низкоотрицательный передний угол, соответствующий области (WC) среднего сжатия обрабатываемой детали (W) и области (WT) среднего растяжения обрабатываемой детали(W);
нулевой передний угол, соответствующий области (WC) низкого сжатия обрабатываемой детали (W) и области (WT) высокого растяжения обрабатываемой детали (W); и
положительный передний угол, соответствующий области (WC) самого низкого сжатия обрабатываемой детали (W) и области (WT) самого высокого растяжения обрабатываемой детали (W),
причем упомянутое множество поверхностей (12-20) образуют конец (24) входа лазерного пучка пропускающего лазерное излучение режущего инструмента (10) и конец (26) выхода лазерного пучка пропускающего лазерное излучение режущего инструмента (10), причем конец (26) выхода лазерного пучка образован передней поверхностью (14), задней поверхностью (16) и режущей кромкой (22);
корпус (102), имеющий расположенный выше по ходу пучка конец (102U) и расположенный ниже по ходу пучка конец (102D), причем расположенный ниже по ходу пучка конец (102D) корпуса (102) оптически связан с концом (26) выхода лазерного пучка пропускающего лазерное излучение режущего инструмента (10);
лазерный генератор (104), оптически связанный с расположенным выше по ходу пучка концом (102U) корпуса (102) для оптического прохождения лазерного пучка (L), генерируемого лазерным генератором (104), от расположенного выше по ходу пучка конца (102U) корпуса (102) к концу (24) входа лазерного пучка в тело из материала, а также выхода из:
режущей кромки (22); и
одной или обеих из передней поверхности (14) и задней поверхности (16).
13. Система (100) по п. 12, причем корпус (102) включает:
оптику (108, 110) и оптический интерфейс (112, 114),
причем оптика (108, 110) включает по меньшей мере коллиматорную линзу (108) и набор фокусирующих линз (110), причем коллиматорная линза (108) оптически связана с лазерным генератором (104) для коллимирования лазерного пучка (L) до того, как он будет принят концом (24) входа лазерного пучка пропускающего лазерное излучение режущего инструмента (10), причем набор фокусирующих линз (110) оптически связан с коллиматорной линзой (108) для фокусировки лазерного пучка (L) до того, как он будет принят концом (24) входа лазерного пучка пропускающего лазерное излучение режущего инструмента (10), причем оптический интерфейс (112, 114) включает связанную с набором фокусирующих линз (110) ручку (112) фокусировки для регулирования положения фокальной плоскости и диаметра (Φ) лазерного пучка (L) для избирательного смещения лучей (ΦR1, ΦR2) лазерного пучка (L) к передней поверхности (14) или к задней поверхности (16), причем оптический интерфейс (112, 114) включает одну или более стадий (114) позиционирования пучка, связанных с набором фокусирующих линз (110), который изменяет угол лазерного пучка (L), когда лазерный пучок (L) выходит из коллиматорной линзы (108).
14. Система (100) по п. 13, дополнительно включающая:
ручку (124) микрометрической настройки оси Х, соединенную с оптикой (108, 110);
ручку (126) микрометрической настройки оси Y, соединенную с оптикой (108, 110); и
ручку (128) микрометрической настройки оси Z, соединенную с оптикой (108, 110), причем ручки (124, 126, 128) микрометрической настройки осей X, Y и Z связаны с оптикой (108, 110) для избирательного смещения лучей (ΦR1, ΦR2) лазерного пучка (L) к передней поверхности (14) или к задней поверхности (16).
15. Система (100) по п. 13, дополнительно включающая:
оптический подкорпус (101), расположенный внутри корпуса (102), причем оптический подкорпус (101) связан с корпусом (102) с помощью устройства (111) для пространственной регулировки оптики (108, 110), содержащейся внутри оптического подкорпуса (101), в любом из направления Х, направления Y или направления Z трехмерной системы координат XYZ для регулировки входа лазерного пучка (L) в конец (24) входа лазерного пучка пропускающего лазерное излучение режущего инструмента (10).
16. Система (100) по п. 12, дополнительно включающая:
активируемую теплом или лазером смазочно-охлаждающую текучую среду, густую суспензию или травильный реактив (137), содержащиеся в источнике или резервуаре, которая подается из сопла (141) к концу (26) выхода лазерного пучка пропускающего лазерное излучение режущего инструмента (10); и
исполнительный механизм (143), включающий одно или более из насоса и клапана, который проточно соединен с источником или резервуаром для осуществления управления количеством активируемой теплом или лазером смазочно-охлаждающей текучей среды, густой суспензии или травильного реактива (137), расположенных на конце (26) выхода лазерного пучка пропускающего лазерное излучение режущего инструмента (10).
17. Система (100) по п. 12, дополнительно включающая:
второй лазерный генератор (104), оптически связанный с расположенным выше по ходу пучка концом (102U) корпуса (102) для оптического прохождения второго лазерного пучка (L), генерируемого вторым лазерным генератором (104), от расположенного выше по ходу пучка конца (102U) корпуса (102) к концу (24) входа лазерного пучка через тело из материала и выхода из
режущей кромки (22),
и одной или обеих из передней поверхности (14) и задней поверхности (16).
18. Система (100) по п. 14, дополнительно включающая:
камеру (130) визуализации видимого пучка, которая включает программное обеспечение для выставления пучка; и
компьютерную станцию (132), связанную с камерой (130) визуализации видимого пучка, выполненной с возможностью изображения видимого калибровочного пучка (L) излучения, распространяющегося через пропускающий лазерное излучение режущий инструмент (10), и передачи изображения видимого калибровочного пучка (L) излучения, распространяющегося через пропускающий лазерное излучение режущий инструмент (10), программному обеспечению для выставления пучка, причем когда программное обеспечение для выставления пучка определяет, что видимый калибровочный пучок (L) излучения, проходящий через пропускающий лазерное излучение режущий инструмент (10), не выставлен, программное обеспечение для выставления выполнено с возможностью выдачи инструкций компьютерной рабочей станции для отображения на дисплее инструкций или предлагаемого значения оптимизации, связанного с регулировкой или вращением одной или более ручек (124, 126, 128) микрометрической настройки осей X, Y и Z.
19. Система (100) по п. 18, дополнительно включающая измеритель (134) энергии или мощности, соединенный с компьютерной рабочей станцией (132) для измерения выходной мощности лазерного пучка (L), проходящего через режущую кромку (22) пропускающего лазерное излучение режущего инструмента (10).
20. Система (100) по п. 18, дополнительно включающая профилировщик пучка (136), связанный с компьютерной рабочей станцией для обнаружения угла ориентации или геометрии пропускающего лазерное излучение режущего инструмента (10) для выставления лазерного пучка (L), проходящего через пропускающий лазерное излучение режущий инструмент (10).
21. Система (100) по п. 12, дополнительно включающая прецизионный регулятор (116) высоты инструмента, соединенный с корпусом (102).
22. Система (100) по п. 12, дополнительно включающая интеллектуальную поворотную систему (118), соединенную с корпусом (102).
23. Система (100) по п. 12, дополнительно включающая изолированную систему (120) вращательных подшипников, соединенную с корпусом (102); и
расщепитель (122, 146) пучка, расположенный внутри и около расположенного ниже по ходу пучка конца (102D) корпуса (102) для подачи лазерного пучка (L) к множественным положениям поверхности (12) входа лазерного пучка.
24. Способ обработки детали (W) резанием, включающий:
пропускание лазерного пучка (L) от лазерного генератора (104);
прием лазерного пучка (L) на расположенном выше по ходу пучка конце (102U) корпуса (102), который оптически связан с лазерным генератором (104);
прием лазерного пучка (L) на поверхности (12) входа лазерного пучка, которая образует конец (24) входа лазерного пучка пропускающего лазерное излучение режущего инструмента (10), оптически связанный с расположенным ниже по ходу пучка концом (102D) корпуса (102);
пропускание лазерного пучка (L) через тело из материала пропускающего лазерное излучение режущего инструмента (10), которое простирается между концом (24) входа лазерного пучка пропускающего лазерное излучение режущего инструмента (10) и концом (26) выхода лазерного пучка пропускающего лазерное излучение режущего инструмента (10);
избирательное направление лазерного пучка (L) из режущей кромки (22) пропускающего лазерное излучение режущего инструмента (10) и одной или обеих из передней поверхности (14) пропускающего лазерное излучение режущего инструмента (10) и задней поверхности (16) пропускающего лазерное излучение режущего инструмента (10), причем режущая кромка (22), передняя поверхность (14) и задняя поверхность (16) образуют конец (26) выхода лазерного пучка пропускающего лазерное излучение режущего инструмента (10), причем передняя поверхность (14) простирается от боковой поверхности (18) пропускающего лазерное излучение режущего инструмента (10) и образует передний угол (θ14), выбранный по величине так, чтобы образовывать один из множества передних углов, включающего:
высокоотрицательный передний угол, соответствующий области (WC) самого высокого сжатия обрабатываемой детали (W) и области (WT) самого низкого растяжения обрабатываемой детали (W);
среднеотрицательный передний угол, соответствующий области (WC) высокого сжатия обрабатываемой детали (W) и области (WT) низкого растяжения обрабатываемой детали (W);
низкоотрицательный передний угол, соответствующий области (WC) среднего сжатия обрабатываемой детали (W) и области (WT) среднего растяжения обрабатываемой детали (W);
нулевой передний угол, соответствующий области (WC) низкого сжатия обрабатываемой детали (W) и области (WT) высокого растяжения обрабатываемой детали (W); и
положительный передний угол, соответствующий области (WC) самого низкого сжатия обрабатываемой детали (W) и области (WT) самого высокого растяжения обрабатываемой детали (W).
25. Способ по п. 24, в котором лазерный пучок (L) образован диаметром (Φ), имеющим центральный луч (ΦA), простирающийся вдоль центральной оси (LA - LA) лазерного пучка (L), первый круговой массив (ΦR1) лучей, расположенных на первом радиальном расстоянии от центральной оси (LA - LA) лазерного пучка (L), и по меньшей мере один второй круговой массив (ΦR2) лучей, расположенных на втором радиальном расстоянии от центральной оси (LA - LA) лазерного пучка (L), причем второе радиальное расстояние больше, чем первое радиальное расстояние, причем избирательное направление лазерного пучка (L) включает:
направление центрального луча (ΦA) лазерного пучка (L) из режущей кромки (22) пропускающего лазерное излучение режущего инструмента (10); и
смещение одного или обоих из первого кругового массива лучей (ΦR1) лазерного пучка (L) и второго кругового массива лучей (ΦR2) лазерного пучка (L) к одной из передней поверхности (14) и задней поверхности (16).
26. Способ по п. 25, причем смещение одного или обоих из первого кругового массива лучей (ΦR1) лазерного пучка (L) и второго кругового массива лучей (ΦR2) лазерного пучка (L) к одной из передней поверхности (14) и задней поверхности (16) включает регулирование посредством ручки (112) фокусировки, связанной с набором фокусирующих линз (110), расположенным внутри корпуса (102), положения фокальной плоскости и диаметра (Φ) лазерного пучка (L).
27. Способ по п. 25, причем смещение одного или обоих из первого кругового массива лучей (ΦR1) лазерного пучка (L) и второго кругового массива лучей (ΦR2) лазерного пучка (L) к одной из передней поверхности (14) и задней поверхности (16) включает регулирование одной или более стадий (114) позиционирования, связанных с набором фокусирующих линз (110), расположенных внутри корпуса (102), для изменения угла лазерного пучка (L), когда лазерный пучок выходит из коллиматорной линзы (108), расположенной внутри корпуса (102).
28. Способ по п. 25, причем смещение одного или обоих из первого кругового массива лучей (ΦR1) лазерного пучка (L) и второго кругового массива лучей (ΦR2) лазерного пучка (L) к одной из передней поверхности (14) и задней поверхности (16) включает регулирование одной или более ручек (124, 126, 128) микрометрической настройки осей Х, Y и Z, связанных с набором фокусирующих линз (110), расположенным внутри корпуса (102).
| Способ резания материала лезвийным инструментом В.И.Курихина | 1982 |
|
SU1419813A1 |
| Резец | 1976 |
|
SU593827A1 |
| Инструмент для оптико-механической обработки материалов | 1985 |
|
SU1242309A1 |
| WO 2014050467 A1, 03.04.2014 | |||
| ВУЛЬФ А.М | |||
| "Резание металлов", Л., "Машиностроение", 1973, с.92, рис.41. | |||

