Изобретение относится к электротехнике, а именно к технологии изготовления высоковольтных гермовводов, содержащих металлостеклянное и стеклокерамическое соединения, предназначенных для организации высоковольтных линий в герметичные зоны, в частности, для подачи высокого напряжения во внутреннее пространство взрывозащитной камеры.
Важнейшими характеристиками высоковольтных гермовводов являются сохранение электропрочности при напряжениях выше 1,5 кВ и обеспечение герметичности при повышенных давлениях. Известно, что электрическая прочность изоляции - это минимальное значение напряженности электрического поля, при котором наступает потеря изоляционных свойств, так называемый пробой в результате образования токопроводящего канала в объеме (в толщине) или по поверхности изолятора. При этом при одинаковом расстоянии между электродами в объеме и на поверхности пробой, в первую очередь, будет происходить по поверхности твердого диэлектрика, поэтому повышение прочности к поверхностному пробою является определяющим в достижении высокой электропрочности изолятора гермоввода. Чтобы не допустить поверхностный пробой, необходимо удлинить возможный путь разряда по поверхности [https://libraryno.m/9-2-4-proboy-dielektrikov-material_bashkov_2010/pdf].
Известен способ получения высоковольтного герметичного соединения, описанный в конструкции перехода высоковольтного в загрязненную зону через металлическую стенку защитной конструкции [патент RU №2685243, МПК Н01В 17/26, опубл. 17.04.2019], включающий сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его керамического изолятора и металлической детали (корпуса), при которой токоввод и керамический изолятор фиксируют в цилиндрическом отверстии корпуса, и последующую пайку.
Переход, изготовленный данным способом, выдерживает действие высокого электрического напряжения за счет использования керамического изолятора, обладающего высокой удельной электропрочностью и имеющего форму цилиндра, торцовые части которого выполнены в виде конусов вращения. При этом очевидно, что цилиндрическая часть изолятора обеспечивает высокую прочность к пробою через толщину изолятора, а конические части, увеличивающие путь разряда по поверхности, - к поверхностному пробою. Герметичность высоковольтного соединения достигается применением пайки цилиндрической части керамического изолятора с помощью стеклоприпоев сначала с электрическим проводником, а затем с корпусом.
Однако недостатком данного способа является ограниченный выбор материалов для изготовления корпуса и электрического проводника, обусловленных необходимостью выполнения требований по согласованию коэффициента линейного теплового расширения материалов корпуса, стеклоприпоя и керамики. Так, в способе при использовании изолятора из алюмооксидной керамики корпус должен быть изготовлен из титана, а электрический проводник сварным из тантала и титана.
Данный способ сложен и трудоемок из-за необходимости:
- выполнения двух паек: пайки корпуса с керамическим изолятором, который при этом предварительно спаян с электрическим проводником;
- выполнения кольцевой проточки и кольцевого бурта с выемками по внутренней кольцевой поверхности корпуса;
- изготовления сварного электрического проводника из разнородных металлов: тантала и титана.
Наиболее близким по технической сущности и поэтому принятым за прототип является способ получения паяного соединения [патент RU №2730959, МПК С03С 27/02, опубл. 26.08.2020], включающий сборку гермоввода из одного узла токоввода и охватывающих его стеклянной и металлической деталей, при которой токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали, последующую пайку в среде аргона и выдержку при температуре пайки 20-30 мин с последующим охлаждением со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем - с выключенной печью, причем пайку осуществляют одновременно с прессованием стеклянной детали пуансонами, один из которых - подвижный, при этом в процессе сборки пуансоны изолируют от стеклянной детали изоляторами.
В данном способе токоввод выполнен в виде коварового стержня, в качестве изоляторов пуансонов используют графитовые шайбы, выполненные с высоким классом чистоты поверхности, а прессование осуществляют с условием обеспечения удельного давления на стеклянную деталь (0,045-0,055) кг/см2 при температуре (860±10)°С, что позволяет получить простое в изготовлении устройство гермоввода из широко используемых в электротехнике материалов, обеспечивающее сопротивление изоляции в нормальных климатических условиях не менее 1000 МОм.
Однако недостатком прототипа является низкая прочность к поверхностному электрическому пробою в результате того, что сформированные с помощью графитовых шайб плоские торцовые поверхности стеклянной детали при подаче напряжения образуют кратчайший путь для поверхностного пробоя между токовводом и металлической деталью, что делает гермоввод непригодным для использования в условиях высоковольтных нагрузок.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение качества спая при обеспечении высокой герметичности паяного соединения в условиях высоковольтных нагрузок.
Технический результат достигается тем, что способ получения паяного соединения, включающий сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его стеклянной и металлической деталей, при которой токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали, последующую пайку в среде аргона и выдержку при температуре пайки 20-30 мин с последующим охлаждением со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем - с выключенной печью, причем пайку осуществляют одновременно с прессованием стеклянной детали пуансонами, один из которых - подвижный, при этом в процессе сборки пуансоны изолируют от стеклянной детали изоляторами, согласно изобретению в качестве изоляторов используют керамические детали, имеющие каждая по меньшей мере один плоский торец, которым при сборке керамические детали ориентируют к стеклянной детали, а прессование осуществляют с условием обеспечения удельного давления на стеклянную деталь (2-25) г/см2 при температуре (950-1050)°С.
Использование в качестве изоляторов стеклянной детали от пунсонов керамических деталей, имеющих каждая по меньшей мере один плоский торец, которым при сборке керамические детали ориентируют к стеклянной детали, дает возможность в процессе пайки получить монолитный комбинированный стеклокерамический изолятор, в торцы центральной стеклянной части которого впаяны два керамических изолятора. А также позволяет исключить необходимость использования, в отличие от прототипа, графитовых шайб, приводящих к загрязнению и необходимости механической и химической очистки стеклянной детали. Причем в результате впаивания в торцевые поверхности стеклянной детали керамических деталей значительно увеличивается путь поверхностного пробоя, достигается реализация высоковольтного герметичного соединения путем повышения прочности изолятора к поверхностному электрическому пробою.
Осуществление прессования с обеспечением удельного давления на стеклянную деталь (2-25) г/см2 при температуре (950-1050)°С дает возможность одновременно:
- приблизить размягченное стекло к плоским торцам керамических деталей на расстояние, достаточное для образования прочных межмолекулярных связей между стеклом и керамикой и сформировать монолитный комбинированный стеклокерамический изолятор с центральной стеклянной частью, расположенной между керамическими частями, образующими его развитые фасонные торцы;
- приблизить расплав стекла к цилиндрическим поверхностям токоввода и металлической детали, обеспечив надежную герметизацию гермоввода;
- достичь однородности стеклянной части стеклокерамического изолятора.
Стеклокерамический изолятор является высокоэлектропрочным за счет увеличения пути поверхностного пробоя, образованного керамическими деталями, и обеспечения электропрочности к пробою через толщину однородной стеклянной части, выполненной из электровакуумного стекла.
Таким образом, способ обеспечивает повышение качества спая при обеспечении высокой герметичности паяного соединения в условиях высоковольтных нагрузок.
Наличие в заявляемом изобретении признаков, отличающих его от прототипа, позволяет считать его соответствующим условию «новизна».
Новые признаки, которые содержит отличительная часть формулы изобретения, не выявлены в технических решениях аналогичного назначения. На этом основании можно сделать вывод о соответствии заявляемого изобретения условию «изобретательский уровень».
Изобретение иллюстрируется чертежами:
на фиг. 1 представлено устройство, реализующее заявляемый способ получения высоковольтного паяного соединения;
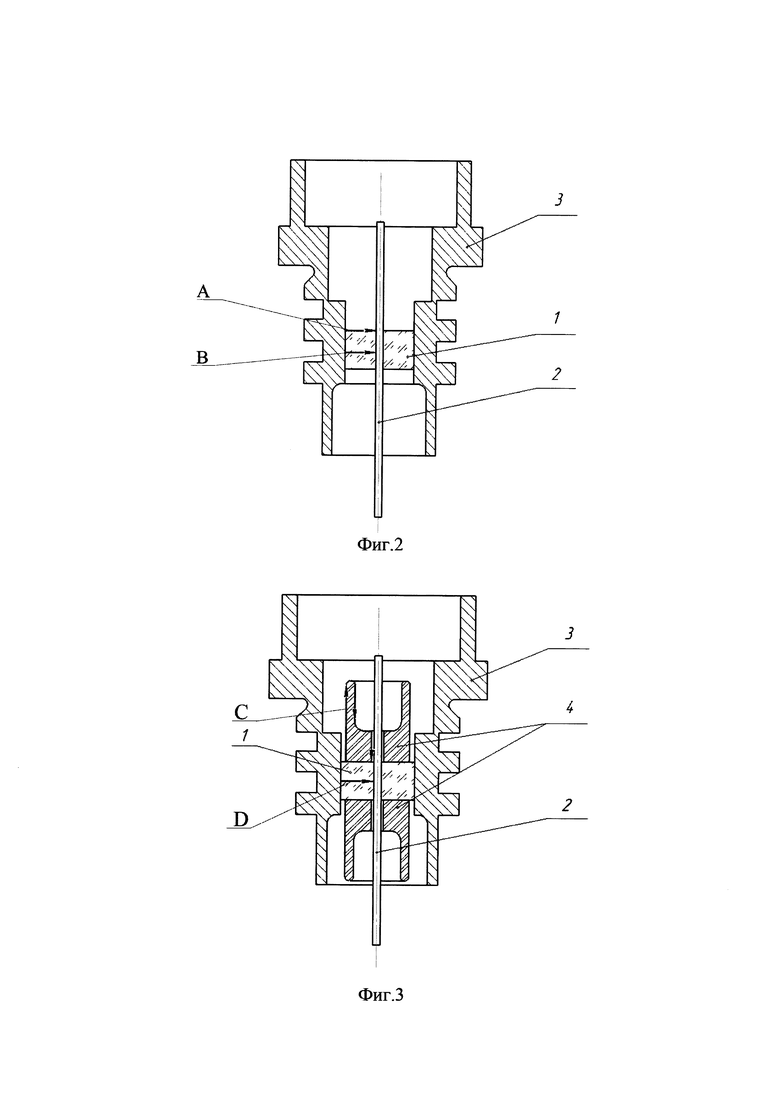
на фиг. 2 - стрелками показаны пути поверхностного пробоя и пробоя через толщину стеклянного изолятора при подаче напряжения (по прототипу), где А - путь поверхностного пробоя стеклянного изолятора, В - путь пробоя через толщину стеклянного изолятора;
на фиг. 3 - показаны стрелками пути поверхностного пробоя и пробоя через толщину стеклокерамического изолятора при подаче напряжения, где С - путь поверхностного пробоя стеклокерамического изолятора, D - путь пробоя через толщину стеклокерамического изолятора (заявляемого изобретения).
Способ осуществляется следующим образом.
Вначале осуществляют сборку гермоввода из, по крайней мере, одного узла коварового токоввода 2 и охватывающих его стеклянной 3 и металлической 1 деталей (корпуса из нержавеющей стали 12Х18Н10Т), при которой токоввод 2 и деталь 3 из стекла С52-1 фиксируют в цилиндрическом отверстии корпуса 1.
Для сборки используют реализующее заявляемый способ устройство (фиг. 1), представляющее собой прессформу с двумя пуансонами 5, 6 (нижним и верхним соответственно) из нержавеющей стали 12Х18Н10Т, один пуансон 6 - подвижный. В процессе сборки пуансоны 5, 6 изолируют от стеклянной детали 3 керамическими деталями 4. Каждую керамическую деталь 4, охватывающую токоввод 2 и имеющую по меньшей мере один плоский торец, при сборке ориентируют плоским торцом к стеклянной детали 3.
Далее осуществляют пайку собранного гермоввода одновременно с прессованием при температуре (1030±10)°С в среде аргона в течение 20-30 мин и последующим охлаждением со скоростью (5±1)°С/мин до температуры (400±10)°С, а затем - с выключенной печью.
В качестве подвижного пуансона 6 используют металлический груз массой 23,27 г, который вместе с верхней керамической деталью 4 массой 8,69 г оказывает на стеклянную деталь 3 удельное давление 2,1 г/см2, достигая тем самым условие обеспечения на стеклянную деталь 3 удельного давления в заявляемом диапазоне (2-25) г/см2. В результате чего формируется единый монолитный стеклокерамический изолятор. После охлаждения гермоввод снимают с формы и проводят контроль внешнего вида, электрических параметров и герметичности.
В итоге положительный эффект достигается за счет того, что в процессе пайки одновременно формируется два соединения: глазковое соединение токоввода и металлической детали со стеклом и торцовое соединение керамических деталей со стеклом. В результате металлостеклянная составляющая соединения обеспечивает герметичность гермоввода, стеклокерамическая - электропрочность при высоковольтных нагрузках. Предлагаемый способ позволяет получить качественное высоковольтное герметичное соединение.
На предприятии предлагаемым способом было изготовлено более 120 гермовводов с коваровым токовводом и корпусом из нержавеющей стали 12Х18Н10Т. Контролем внешнего вида было установлено, что керамические детали, спаянные со стеклянной деталью, представляют собой неразъемный монолитный стеклокерамический изолятор, прочно закрепленный с корпусом и токовводом в соответствии с требуемыми геометрическими размерами взаимного расположения и не имеющий следов технологической оснастки. Все гермовводы сохранили электрическую прочность изоляции без поверхностного пробоя и пробоя через толщину изолятора при действии высокого испытательного напряжения 14 кВ, а также обеспечена герметичность при воздействии избыточного внутреннего давления до 10 МПа.
Таким образом, заявляемый способ дает возможность реализации высоковольтного герметичного соединения за счет повышения электропрочности гермоввода при высоковольтных нагрузках и обеспечивает высокую герметичность паяного соединения путем получения монолитного стеклокерамического изолятора, состоящего из центральной стеклянной детали, в торцы которой впаяны две керамические детали, при этом стеклянная деталь герметично спаяна с токовводом и металлической деталью.
Кроме того, способ позволяет одновременно в процессе пайки формировать высокоэлектропрочный стеклокерамический изолятор и герметизировать стеклом токоввод с металлической деталью, не проводить очистку гермоввода после пайки, что значительно снижает трудозатраты производства.
Таким образом, представленные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
- средство, воплощающее заявляемый способ при его осуществлении, относится к технологии изготовления высоковольтных гермовводов, содержащих металлостеклянное и стеклокерамическое соединения, предназначенных для организации высоковольтных линий в герметичные зоны, в частности, для подачи высокого напряжения во внутреннее пространство взрывозащитной камеры;
- средство, воплощающее заявленное изобретение при его осуществлении, предназначено для повышения качества спая при обеспечении высокой герметичности паяного соединения в условиях высоковольтных нагрузок;
- для заявляемого способа в том виде, в котором он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью описанных в заявке и известных до даты приоритета средств и методов.
Следовательно, заявляемое изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2021 |
|
RU2762324C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2730959C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОАКСИАЛЬНОГО ВЫСОКОЧАСТОТНОГО ГЕРМОВВОДА | 2024 |
|
RU2826694C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОВЫВОДНОГО ПАЯНОГО СОЕДИНЕНИЯ | 2008 |
|
RU2392240C1 |
| Способ получения металлостеклянного соединения | 2024 |
|
RU2829338C1 |
| ИМПУЛЬСНАЯ УСКОРИТЕЛЬНАЯ ТРУБКА | 2011 |
|
RU2467429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ ИЗДЕЛИЙ И СПОСОБ ПОДГОТОВКИ СБОРНЫХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ НА ИХ ПОВЕРХНОСТИ | 2011 |
|
RU2460162C1 |
| ВЫСОКОВОЛЬТНЫЙ ПЕРЕХОД | 2016 |
|
RU2639307C2 |
| ПЕРЕХОД ВЫСОКОВОЛЬТНЫЙ | 2021 |
|
RU2756026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОСТЕКЛЯННЫХ УЗЛОВ В КОЛПАКОВОЙ ПЕЧИ | 2023 |
|
RU2819582C1 |

Изобретение относится к электротехнике, а именно к технологии изготовления высоковольтных гермовводов, содержащих металлостеклянное и стеклокерамическое соединения, предназначенных для организации высоковольтных линий в герметичные зоны, в частности, для подачи высокого напряжения во внутреннее пространство взрывозащитной камеры. Способ получения высоковольтного паяного соединения включает сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его стеклянной и металлической деталей. Токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали, последующую пайку в среде аргона и выдержку при температуре пайки 20-30 мин с последующим охлаждением со скоростью 5±1°С/мин до температуры 400±10°С, а затем - с выключенной печью. Пайку осуществляют одновременно с прессованием стеклянной детали пуансонами, один из которых - подвижный. В процессе сборки пуансоны изолируют от стеклянной детали керамическими деталями, имеющими каждая по меньшей мере один плоский торец, которым при сборке керамические детали ориентируют к стеклянной детали. Прессование осуществляют с условием обеспечения удельного давления на стеклянную деталь 2-25 г/см2 при температуре 950-1050°С. Технический результат - повышение качества спая при обеспечении высокой герметичности паяного соединения в условиях высоковольтных нагрузок. 3 ил.
Способ получения высоковольтного паяного соединения, включающий сборку гермоввода из, по крайней мере, одного узла токоввода и охватывающих его стеклянной и металлической деталей, при которой токоввод и стеклянную деталь фиксируют в цилиндрическом отверстии металлической детали, последующую пайку в среде аргона и выдержку при температуре пайки 20-30 мин с последующим охлаждением со скоростью 5±1°С/мин до температуры 400±10°С, а затем - с выключенной печью, причем пайку осуществляют одновременно с прессованием стеклянной детали пуансонами, один из которых - подвижный, при этом в процессе сборки пуансоны изолируют от стеклянной детали изоляторами, отличающийся тем, что в качестве изоляторов используют керамические детали, имеющие каждая по меньшей мере один плоский торец, которым при сборке керамические детали ориентируют к стеклянной детали, а прессование осуществляют с условием обеспечения удельного давления на стеклянную деталь 2-25 г/см2 при температуре 950-1050°С.
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2021 |
|
RU2762324C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2730959C1 |
| ГЕРМЕТИЧНЫЙ КАБЕЛЬНЫЙ ВВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2291507C1 |
| ТЕРМОСТОЙКАЯ ГЕРМЕТИЧНАЯ ВИЛКА | 2001 |
|
RU2219623C2 |
| US 4612029 A1, 16.09.1986. | |||

