Изобретение относится к области ультразвукового контроля и может быть использовано при проведении ультразвукового контроля по плоским поверхностям ввода ультразвука в объект контроля (сварные соединения, прокат, поковки, отливки, прутки и т.п.).
Качество и достоверность ультразвукового контроля определяется следующими основными факторами: методикой проведения контроля; исправностью применяемых средств измерения и настройки; качеством акустического контакта между поверхностью ввода ультразвука в объект контроля и пьезоэлектрическим преобразователем (переходной призмой); состоянием поверхности пьезоэлектрического преобразователя (переходной призмы) и поверхности ввода ультразвука.
Акустический контакт обеспечивает передачу ультразвуковых колебаний от пьезоэлектрического преобразователя с переходной призмой к объекту контроля и обратно от объекта к пьезоэлектрическому преобразователю. Качество акустического контакта (или акустическая прозрачность зазора между пьезоэлектрическим преобразователем (или переходной призмой) и поверхностью ввода ультразвука в объект контроля) во многом определяет чувствительность дефектоскопа к дефектам, степень ее стабильности на разных участках изделия и зависит от следующих факторов: толщины контактного слоя и коэффициента затухания в нем; акустического согласования акустических сопротивлений всех контактирующих сред; качества обработки поверхностей ввода ультразвука в объект контроля и пьезоэлектрического преобразователя (или переходной призмы); характеристик смачиваемости рабочих поверхностей контактной жидкостью; сплошности контактного слоя (т.е. полнотой заполнения зазора контактной средой).
Согласно нормативной документации (ГОСТ 21120-75 «Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии», ГОСТ 22727-88 «Прокат листовой. Методы ультразвукового контроля». ГОСТ 28831-90 «Прокат толстолистовой. Методы ультразвукового контроля», ГОСТ 24507-80 «Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии», ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые») при контроле прямым преобразователем чистота поверхности ввода ультразвука в объект контроля должна быть Rz 10…20 мкм, волнистость поверхности (отношение глубины впадин к периоду неровности) ввода ультразвука в объект контроля должна быть не более 0,015, а при контроле наклонным преобразователем чистота поверхности ввода ультразвука в объект контроля должна быть Rz 20…40 мкм, а волнистость - также не более 0,015. Однако на практике при проведении акустического контроля заготовок и деталей поверхность ввода ультразвука в объект контроля после штамповки, термообработки, формовки, литья бывает покрыта не отслаивающейся окалиной, брызгами металла, пригаром, наростами, пленами, инородными веществами (краска, шпаклевки и т.п.). Также на поверхности могут быть неглубокие вмятины, неровности, поверхностные повреждения.
Наиболее высокие требования к качеству акустического контакта при проведении ультразвукового контроля предъявляются при использовании пьезоэлектрических преобразователей с фазированными антенными решетками (особенно для наклонных пьезоэлектрических преобразователей), обусловленные требованиями не искажения хода ультразвуковых лучей на границах «переходная призма - поверхность ввода ультразвука» для каждого элемента фазированной решетки во всем диапазоне углов ввода ультразвуковых лучей в объект контроля. Несоблюдение этих требований влечет за собой снижение качества проводимого ультразвукового контроля и искажение достоверности результатов ультразвукового контроля при определении размеров и расположения дефектов и их формы.
При проведении ультразвукового контроля необходимо обеспечить оптимальное давление на призму с пьезоэлектрическим преобразователем - 15Н (~1,5 КГс), при этом допустимая величина акустического зазора (контакта) между пьезоэлектрическим ультразвуковым преобразователем (или переходной призмой, на которую установлен пьезоэлектрический преобразователь) и поверхностью ввода ультразвука в объект контроля не должна превышать 0,5 мм.
Технологический износ поверхности переходной призмы из оргстекла, полученный в результате сканирования, меняет характер преломления ультразвуковых волн между поверхностью ввода ультразвука в объект контроля и переходной призмой, в результате чего пьезоэлектрическим преобразователем формируется искаженное изображение внутренней структуры объекта контроля. В итоге пьезоэлектрическим преобразователем может быть сформировано как изображение ложной несплошности (дефекта), так и пропуск реального дефекта, так и искажение размеров и расположения дефекта. Следует также отметить, что результаты контроля будут искажены, если настройка чувствительности проводилась до начала сканирования, а в процессе сканирования поверхность переходной призмы была повреждена. Поскольку переходная призма из оргстекла может быстро изнашиваться о неровности поверхности ввода ультразвука в объект контроля, то необходимо устанавливать фиксированный защитный технологический акустический зазор (толщину акустического контакта) между поверхностью ввода ультразвука в объект контроля и переходной призмой, предохраняющий от истирания рабочую поверхности призмы о поверхность ввода в объект контроля. Величина акустического зазора должна минимально превышать высоту неровностей поверхности ввода ультразвука.
Известны следующие способы создания акустического контакта (см., например, И.Н. Ермолов, М.И. Ермолов, Ультразвуковой контроль. Учебник для специалистов первого и второго уровня квалификации. Издание пятое, стереотипное - М: 2006 - 18 с.):
- бесконтактный способ, при котором акустические колебания в объекте контроля возбуждаются через слой воздуха (воздушно-акустическая связь) или с помощью электромагнитных, оптико-тепловых и других явлений. Бесконтактные способы не нашли широкого применения в связи с низкой чувствительностью - в тысячи раз меньше, чем у контактного;
- классический контактный способ (см. фигура 1), при котором на поверхность ввода ультразвука наносится контактная жидкость (масло, глицерин, и другие жидкости). Толщина акустического контакта определяется зазором между поверхностями ввода ультразвука в объект контроля и пьезоэлектрическим преобразователем (или переходной призмы пьезоэлектрического преобразователя), усилием прижима переходной призмы к поверхности ввода ультразвука и шероховатостью поверхности ввода ультразвука. Недостатками данного способа являются: невозможность регулировки толщины акустического контакта и истирание переходной призмы о неровности поверхности ввода ультразвука;
- иммерсионный способ (см. фигура 2), при котором между пьезоэлектрическим преобразователем и поверхностью ввода ультразвука в объект контроля вводят толстый слой жидкости, причем толщина его во много раз превышает длину волны. Недостатками данного способа являются: чувствительность в 10…100 раз меньше контактного, относительно высокий уровень реверберационных шумов, неприменимость для наклонных пьезоэлектрических преобразователей с фазированными антенными решетками, использование воды накладывает ограничение по температурным условиям проведения ультразвукового контроля;
- щелевой (менисковый) способ, который предусматривает создание между пьезоэлектрическим преобразователем и поверхностью ввода ультразвука в объект контроля зазора толщиной около длины волны ультразвука (0,5…2,0 мм). Недостатками данного способа являются: технологическая сложность создания и поддержания его, чувствительность меньше контактного, неприменимость для наклонных пьезоэлектрических преобразователей с фазированными антенными решетками;
- контактный способ с переходной призмой из маслостойкой резины или цилиндрическим роликом с водой внутри, облегающим неровности поверхности ввода ультразвука. Недостатками данного способа являются: большие габариты, чувствительность в 10…100 раз меньше контактного, относительно высокий уровень реверберационных шумов, неоднородность акустических свойств по объему, нестабильный угол ввода ультразвука в объект контроля, неприменимость для наклонных пьезоэлектрических преобразователей с фазированными антенными решетками, использование воды накладывает ограничение по температурным условиям проведения ультразвукового контроля;
- контактный способ с использованием протектора (мембраны) из эластичного материала (см. фигура 3), одеваемого на пьезоэлектрический преобразователь. Недостатками данного способа являются: чувствительность меньше контактного, неравномерность акустических свойств по объему, относительно высокий уровень реверберационных шумов, нестабильный угол ввода ультразвука в объект контроля; невозможность регулировки толщины акустического контакта, неприменимость для наклонных пьезоэлектрических преобразователей с фазированными антенными решетками, необходимость частой замены эластичной мембраны из-за проколов;
- контактный капиллярный способ, при котором контактная жидкость подается силами поверхностного натяжения между переходной призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля по капиллярным каналам, расположенным в призме. Капиллярные каналы переходной призмы из оргстекла (см. фигура 4) представляют собой сквозные резьбовые отверстия в призме, расположенные перпендикулярно или под углом к плоскости ввода ультразвука, с внешней стороны которых установлены штуцеры для подачи контактной жидкости, а с внутренней, контактирующей с поверхностью ввода, - резьбовые втулки со сферическими законцовками. Смачивание поверхности ввода ультразвука происходит за счет сил поверхностного натяжения контактной жидкости, возникающих в результате движения призмы по поверхности ввода ультразвука. Количество контактной жидкости, поступающей на поверхность ввода ультразвука и, следовательно, качество акустического контакта определяется вязкостью контактной жидкости, скоростью сканирования (скоростью перемещения призмы по поверхности ввода ультразвука при проведении ультразвукового контроля) и зазором между поверхностями резьбовых отверстий в призме и внешней резьбовой поверхностью резьбовых втулок (по которому контактная жидкость поступает на поверхность ввода ультразвука). Недостатками данного способа являются: скорость сканирования не более 5 мм/с, толщина акустического контакта не более 0,1…0,2 мм, истирание переходной призмы о неровности поверхности ввода ультразвука;
Известны способы акустического согласования сред с плоской границей контакта путем формирования между средами переходных слоев с плавно изменяющимся акустическим сопротивлением (см., например, Каниболотский М.А., Уржумцев Ю.С. Оптимальное проектирование слоистых конструкций. - Новосибирск: Наука. Сиб. отд-ние, 1989. - С. 91). Данные способы являются очень сложными, экспериментальными и низко технологичными из-за плохой воспроизводимости на практике требуемых законов изменения сопротивлений, невозможность регулировки толщины акустического контакта.
Известен способ одностороннего акустического согласования сред с плоской границей контакта (патент №2426984), заключающийся в том, что на контактной границе в одной из согласуемых сред получают углубления произвольной формы, заполняемые материалом с определенным акустическим сопротивлением, величина которого связана с относительной площадью углублений в проекции на плоскую контактную границу согласуемых сред и акустическими сопротивлениями материалов среды с углублениями и среды, не содержащей их. Недостатками данного способа являются: узкая область применения, необходимость формирования углублений в контролируемой среде, невозможность регулировки толщины акустического контакта; неприменимость для наклонных пьезоэлектрических преобразователей с фазированными антенными решетками, истирание переходной призмы о неровности поверхности ввода ультразвука.
Известен способ создания фиксированной толщины акустического контакта между призмой пьезоэлектрического преобразователя и грубой, необработанной поверхностью ввода ультразвука в объект контроля за счет применения металлической сетки 0,5 мм × 0,5 мм, устанавливаемой между поверхностью ввода и призмой пьезоэлектрического преобразователя (Щербинский В.Г. Технология ультразвукового контроля сварных соединений, Издание 2-е исправленное - М: 2005 - 75 с.). Недостатками данного способа являются: снижение абсолютной чувствительности ультразвукового контроля, «затенение» возможных дефектов сеткой; металлическая сетка 0,5 мм × 0,5 мм также будет изнашивать рабочую поверхность призмы пьезоэлектрического преобразователя.
Из анализа вышеприведенных способов создания акустического контакта можно сделать вывод, что:
- толщина создаваемого акустического контакта либо заведомо больше высоты возможных неровностей поверхности ввода (воздушно-акустическая связь, применение протектора, иммерсионная ванна, щелевой способ, переходные слои с плавно изменяющимся акустическим сопротивлением, применение цилиндрического роликового пьезоэлектрического преобразователя, применение металлической сетки 0,5 мм × 0,5 мм и т.п.) либо заведомо меньше высоты возможных неровностей поверхности ввода (капиллярный способ, одностороннее акустическое согласование сред с плоской границей контакта и т.п.);
- ни в одном из рассмотренных способов создания акустического контакта не предусматривается регулировка до требуемой величины толщины акустического контакта с целью предотвращения повреждения поверхности пьезоэлектрического преобразователя (или переходной призмы из оргстекла) о неровности поверхности ввода ультразвука объекта контроля.
Задачей создания изобретения является разработка настроечного образца для регулировки требуемой толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля, превышающей высоту неровностей поверхности объекта контроля, и использование акустического контакта такой толщины как при настройке, так и при проведении ультразвукового контроля плоских деталей..
Техническим результатом является повышение качества и достоверности ультразвукового контроля и предотвращение износа рабочей поверхности призм пьезоэлектрических преобразователей о неровности поверхности ввода объекта контроля.
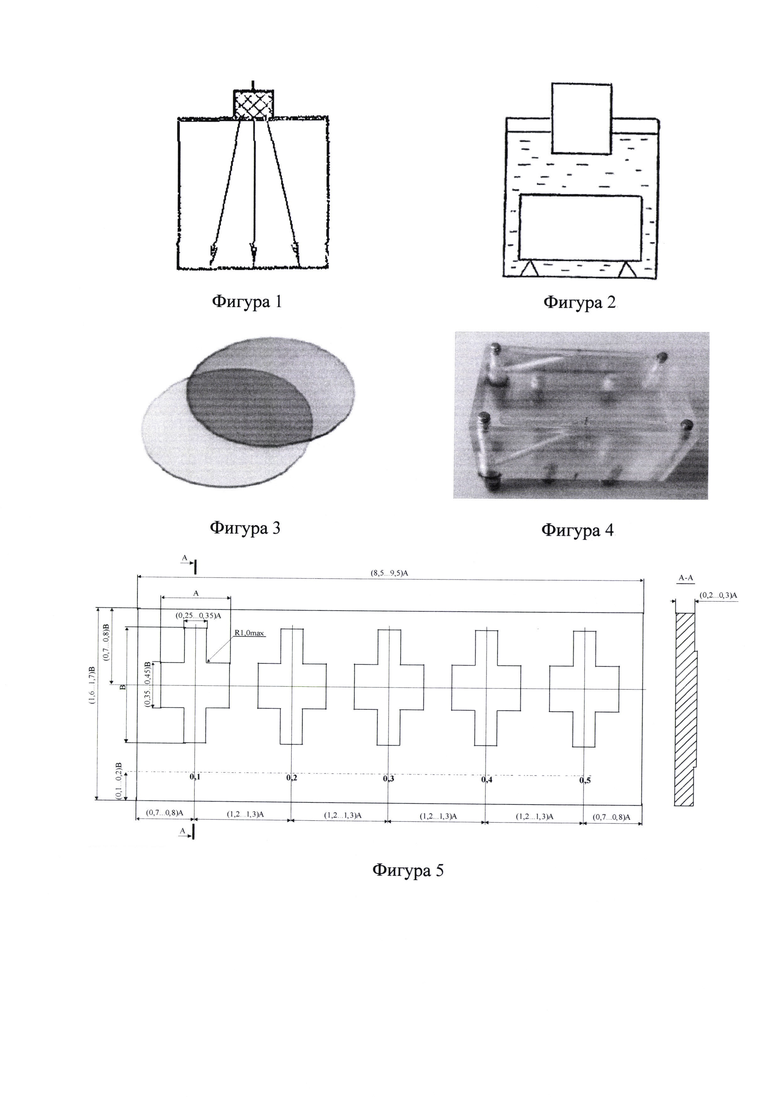
Решение задачи и технический результат достигаются тем, что настроечный образец для регулировки толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля содержит 5 плоских крестообразных площадок-выступов длиной (0,25…0,35)А/А и шириной (0,35…0,45)В/В, расположенных на высоте 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм относительно опорной плоскости настроечного образца и на расстоянии (1,2…1,3)А друг относительно друга и на расстоянии (0,7…0,8)А относительно левого края образца и на расстоянии (0,7…0,8)В относительно верхнего края образца, предназначенных для установки фиксированной толщины акустического контакта, где А - длина площадки-выступа, В - ширина площадки-выступа. Расстояние между крестообразными площадками-выступами измеряют по центрам их симметрии.
Сущность изобретения поясняется чертежами, на которых изображено:
На фигуре 1 показан классический контактный способ ввода ультразвука.
На фигуре 2 показан иммерсионный способ ввода ультразвука.
На фигуре 3 показан протектор (мембрана) из эластичного материала.
На фигуре 4 показаны втулки капиллярных каналов призмы DAAH Т1-25.4T0D-REXO.
На фигуре 5 показан настроечный образец для регулировки толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля.
Толщину акустического контакта (постоянный зазор между призмой пьезоэлектрического преобразователя и поверхностью ввода) устанавливают исходя из условия минимального превышения высоты неровностей поверхности ввода ультразвука в объект контроля.
Для регулировки зазора нижнюю рабочую поверхность призмы пьезоэлектрического преобразователя перемещают на определенную величину в направлении вверх от опорной плоскости, имитирующей поверхность ввода, посредством выдвижения регулировочных приспособлений, жестко сопряженных с призмой. При проведении ультразвукового контроля эти уже выставленные регулировочные приспособления создают гарантированный зазор между призмой пьезоэлектрического преобразователя и поверхностью ввода, что позволяет предотвратить износ рабочей поверхности призмы пьезоэлектрического преобразователя о неровности поверхности ввода объекта контроля и повысить качество и достоверность ультразвукового контроля.
Настроечный образец (см. фигура 5) представляет собой плоскую пластину длиной (8,5…9,5)А, шириной (1,6…1,7)В и толщиной (0,2…0,3)А, содержащую 5 плоских площадок-выступов, расположенных на высоте 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм относительно верхней опорной плоскости настроечного образца, где А - длина площадки-выступа, В - ширина площадки-выступа. Форма и размеры крестообразных площадок-выступов длиной (0,25…0,35)А/А и шириной (0,35…0,45)В/В выбраны из условий устойчивого положения призмы пьезоэлектрического преобразователя на площадке и обеспечения возможности доступа (контакта) регулировочных приспособлений к опорной плоскости настроечного образца вне площадок-выступов. Исходя из замеренной высоты неровностей поверхности ввода ультразвука в объект контроля призма пьезоэлектрического преобразователя устанавливается на ту площадку-выступ, высота которой минимально больше высоты неровностей поверхности ввода и перемещением регулировочных приспособлений, жестко сопряженных с призмой (регулировочные винты, установленные в призме, резьбовые втулки капиллярных каналов призмы или другие регулировочные механизмы) до касания с опорной плоскостью настроечного образца устанавливается толщина акустического контакта (зазор между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука), обеспечивающая неповреждение рабочей поверхности призмы пьезоэлектрического преобразователя при стабильном акустическом контакте (естественно, поверхностью ввода должна смачиваться контактной жидкостью). Площадки-выступы расположены вдоль длинной стороны образца на расстоянии (1,2…1,3)А друг относительно друга и на расстоянии (0,7…0,8)А относительно левого края образца и на расстоянии (0,7…0,8)В относительно верхнего края образца. Расстояние между крестообразными площадками-выступами измеряется по центрам их симметрии. В нижней части образца на расстоянии (0,1…0,2)В от нижнего края промаркирована высота каждой площадки-выступа. Предлагаемый настроечный образец изготовлен из сплава марки Д16Т.
Разработан настроечный образец, который позволяет повысить качество и достоверность ультразвукового контроля и предотвратить износ рабочей поверхности призмы пьезоэлектрического преобразователя о неровности поверхности ввода объекта контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения размеров дефекта при ультразвуковом контроле с помощью датчика на фазированной решетке | 2021 |
|
RU2762780C1 |
| Способ ультразвукового неразрушающего контроля изделий из нитридной керамики на наличие дефектов | 2023 |
|
RU2812181C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ КОНТАКТНОГО СЛОЯ ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2014 |
|
RU2556336C1 |
| Способ подбора пути ультразвуковой волны в призме, угла и стрелы призмы преобразователя ультразвукового дефектоскопа ультразвуковой антенной решетки, установленной на призму | 2024 |
|
RU2822293C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| Способ настройки ультразвукового дефектоскопа при контроле керамических изделий | 2023 |
|
RU2813144C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2015 |
|
RU2596242C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| УЛЬТРАЗВУКОВОЙ ДАТЧИК С БОЛЬШИМ ПОЛЕМ ОБЗОРА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОГО УЛЬТРАЗВУКОВОГО ДАТЧИКА | 2010 |
|
RU2533336C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ЛОПАТОК С ДИСКОМ | 2011 |
|
RU2478946C1 |
Использование: для установки толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля. Сущность изобретения заключается в том, что настроечный образец для установки толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля, содержащий 5 плоских крестообразных площадок-выступов длиной (0,25…0,35)А/А и шириной (0,35…0,45)В/В, расположенных на высоте 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм относительно опорной плоскости настроечного образца и на расстоянии (1,2…1,3)А друг относительно друга, и на расстоянии (0,7…0,8)А относительно левого края образца, и на расстоянии (0,7…0,8)В относительно верхнего края образца, предназначенных для установки фиксированной толщины акустического контакта, где А - длина площадки-выступа, В - ширина площадки-выступа. Технический результат: обеспечение возможности установки толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля, которая позволяет достоверно проводить ультразвуковой контроль объекта. 1 з.п. ф-лы, 5 ил.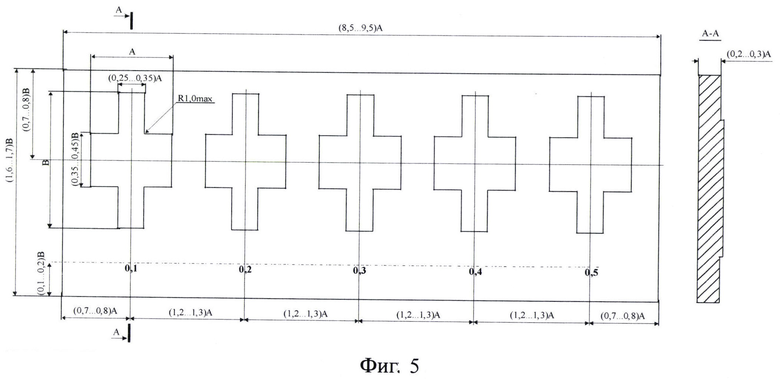
1. Настроечный образец для установки толщины акустического контакта между призмой пьезоэлектрического преобразователя и поверхностью ввода ультразвука в объект контроля, содержащий 5 плоских крестообразных площадок-выступов длиной (0,25…0,35)А/А и шириной (0,35…0,45)В/В, расположенных на высоте 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм относительно опорной плоскости настроечного образца и на расстоянии (1,2…1,3)А друг относительно друга, и на расстоянии (0,7…0,8)А относительно левого края образца, и на расстоянии (0,7…0,8)В относительно верхнего края образца, предназначенных для установки фиксированной толщины акустического контакта, где А - длина площадки-выступа, В - ширина площадки-выступа.
2. Настроечный образец по п. 1, отличающийся тем, что 5 плоских крестообразных площадок-выступов расположены на расстоянии (1,2…1,3)А друг относительно друга по центрам симметрии.
| https://web.archive.org/web/20200215052213/http://scaruch.ultes.info/wp-content/uploads/Metodika-MUZK-SS-vertikalnyh-rezervuarov-Red-6.pdf | |||
| Государственные и международные стандарты в области неразрушающего контроля, Москва, Федеральное государственное унитарное предприятие "Научно-технический центр по безопасности в промышленности |

