Изобретение относится к области неразрушающего контроля сварных соединений и может быть применено для контроля сварных дисков роторов газотурбинных двигателей, изготавливаемых с помощью линейной сварки трением (ЛСТ).
Известен способ традиционного ультразвукового контроля [US 5,408,884, G01N 29/04, 25 Apr, 1995] сложной формы елочных замков лопаток ротора газотурбинного двигателя, заключающийся в размещении множества (одноэлементных) преобразователей на множестве сканирующих позиций, реконструкции формы невидимого соединения лопатки с диском, выборе позиций для сканирования на основе вышеназванной реконструкции формы и выполнении сканирования в выбранных позициях. При этом преобразователь перемещается по плоской поверхности замковой части лопатки.
Недостатком этого способа является его большая трудоемкость из-за необходимости нахождения верных позиций сканирования.
Известен способ ультразвукового контроля посадочных мест железнодорожных валов с применением фазированных решеток [Ultrasonic testing of railway axles with phased array technique experiences during operation. \ GE Inspection Technologies, Hurth. Germany; Deutche Bach AG, Kirchmoser; Germany, 2003], при котором контроль выполняют несколькими пробами, установленными на валу и направленными на ступицы зубчатых колес. Пробы независимо закреплены во вращательном стенде. В процессе контроля вращают железнодорожный вал.
Недостатком этого способа является необходимость в применении множества преобразователей.
Известен способ ультразвукового контроля гибкими зондами с фазированной решеткой, форму которых можно адаптировать к поверхности деталей со сложной формой для выполнения ультразвуковой дефектоскопии [Flexible Phased Array transducer for contact examination of component with complex geometry, 16-th World Conference of Non-destructive testing, Monreal, Canada 30 august - 3 September 2004 г.]. При этом используется гибкий пьезоэлектрический зонд, который имеет устройство измерения смещения, закрепленное на каждом отдельном элементе. Отдельные элементы прижимаются вниз, чтобы они соответствовали неровной поверхности профиля. Путем измерения вертикального положения каждого отдельного элемента с помощью датчиков смещения можно рассчитать задержки фазированной решетки, которые устраняют искажение луча, которое в противном случае произошло бы из-за неровной поверхности.
Недостатком этого способа является то, что поддержание достаточного контакта между элементами зонда и частью поверхности для надежного соединения ультразвуковых устройств с этой частью является проблематичным. Для обеспечения хорошего ультразвукового контакта требуется зазор не более нескольких тысячных дюйма, заполненный гелем. Во множестве практических случаях поверхностные условия делают это невозможным.
Наиболее близким по технической сущности и достигаемому результату является способ ультразвукового контроля соединений лопаток с диском с применением фазированных решеток (US 6,082,198, G01N 29/00, 4 Jul, 2000 (прототип)), при котором для контроля сложной геометрической формы елочных замков лопаток преобразователь с фазированной решеткой перемещают по плоской поверхности замковой части лопатки.
Условием, ограничивающим функциональные возможности этого способа применительно к контролю сварных соединений диска с лопатками, является отсутствие доступного расположения и достаточных размеров плоских поверхностей лопаток.
Задачей заявленного изобретения является разработка способа контроля сварных соединений лопаток с диском с применением типовых ультразвуковых преобразователей с фазированной решеткой и плоской поверхностью излучения. Техническим результатом является расширение функциональных возможностей способа контроля соединений лопаток с диском за счет использования технологического припуска лопатки с плоскими поверхностями.
Поставленная задача решается тем, что в способе ультразвукового контроля соединений лопаток с диском с применением преобразователя с фазированной решеткой, при котором для контроля сложной геометрической формы наклонный преобразователь с фазированной решеткой перемещают по плоской поверхности лопатки, в отличие от прототипа, для позиционирования преобразователя с фазированной решеткой при контроле соединений, выполненных линейной сваркой трением, используют плоские поверхности технологического припуска лопатки, расположение которых задают с обеспечением возможности контроля сварного соединения от передней до задней кромки лопатки.
Кроме того, согласно изобретению, контроль выполняется эхо-методом прямыми лучами.
Кроме того, согласно изобретению, для перекрытия сечения сварного соединения ультразвуковой контроль осуществляют последовательно с каждой из поверхностей технологического припуска, расположение которого выбирают с обеспечением условия двухстороннего контроля сварного соединения.
Кроме того, согласно изобретению, ультразвуковой контроль выполняют по одной из двух схем контроля с соответствующими режимами:
- по схеме линейного сканирования
 ;
;
 ;
;
 ;
;
Dp≥L·cosγ+L·sinγ·tgα+k+x3-tgα·x1,
- или по схеме секторного сканирования
 ;
;
 ;
;
 ;
;
Dp≥x3-x1·tgα2+k,
где β - угол преломления поперечных ультразвуковых волн в материале лопатки;
β1, β2 - соответственно углы преломления крайнего верхнего и крайнего нижнего луча в материале лопатки;
α - угол распространения поперечных ультразвуковых волн в материале призмы преобразователя;
α1, α2 - соответственно углы распространения крайнего верхнего и крайнего нижнего луча в материале призмы преобразователя;
Dp - длина технологического припуска лопатки;
b - высота "бананообразного" сечения сварного соединения;
f - расстояние между припуском и гратом;
w - ширина грата;
γ - угол призмы преобразователя;
L - активная апертура фазированной решетки;
е - расстояние от передней кромки преобразователя до точки выхода крайнего верхнего луча;
k - расстояние от передней кромки преобразователя до края припуска;
x1 - высота преобразователя в точке, соответствующей последнему (верхнему) элементу решетки;
x3 - расстояние от передней кромки преобразователя до последнего (верхнего) элемента решетки;
с - высота технологического припуска лопатки.
Кроме того, согласно изобретению, контроль выполняют по схеме линейного или секторного сканирования с заполнением зазора между технологическим припуском лопатки и диском ротора густой смазкой.
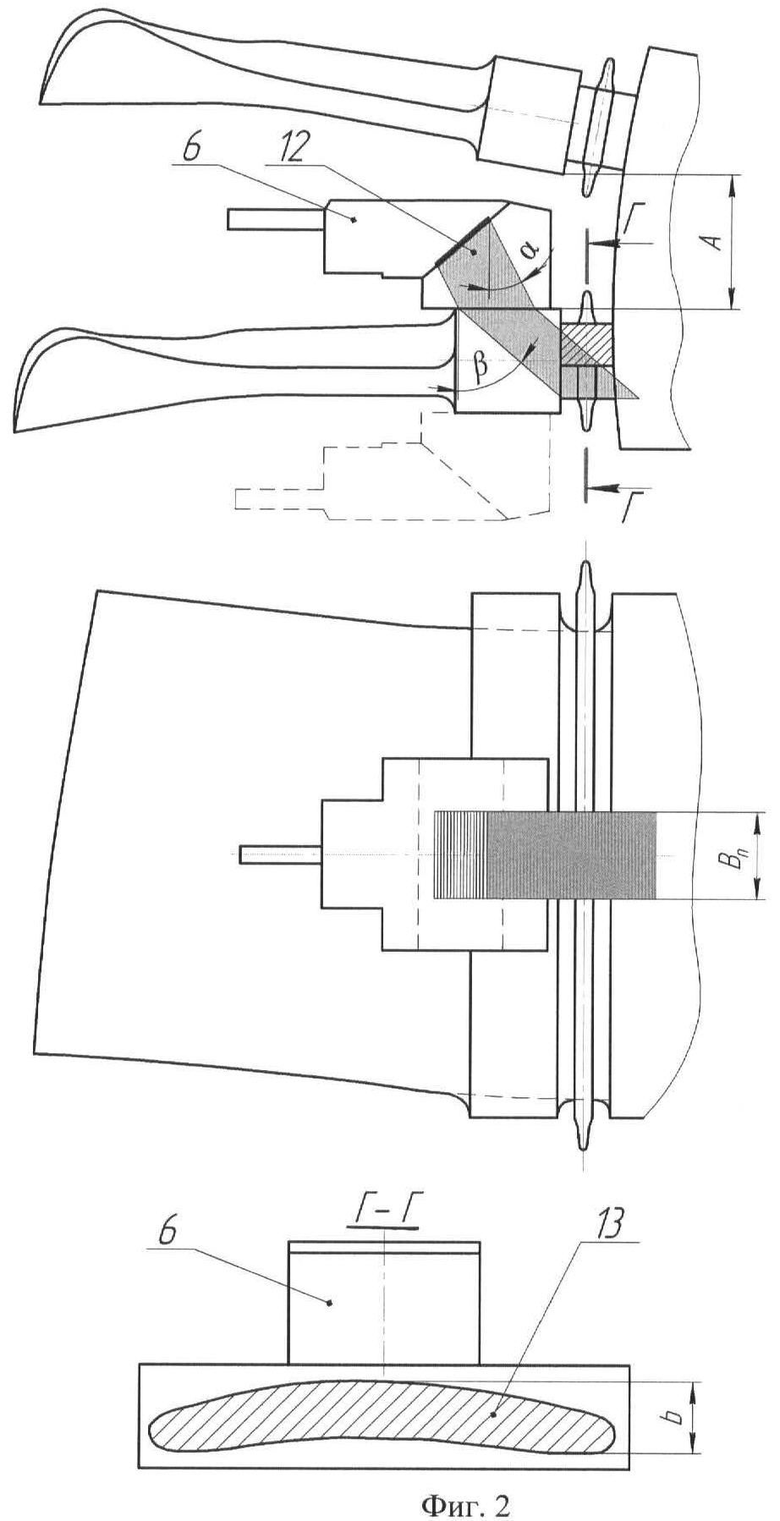
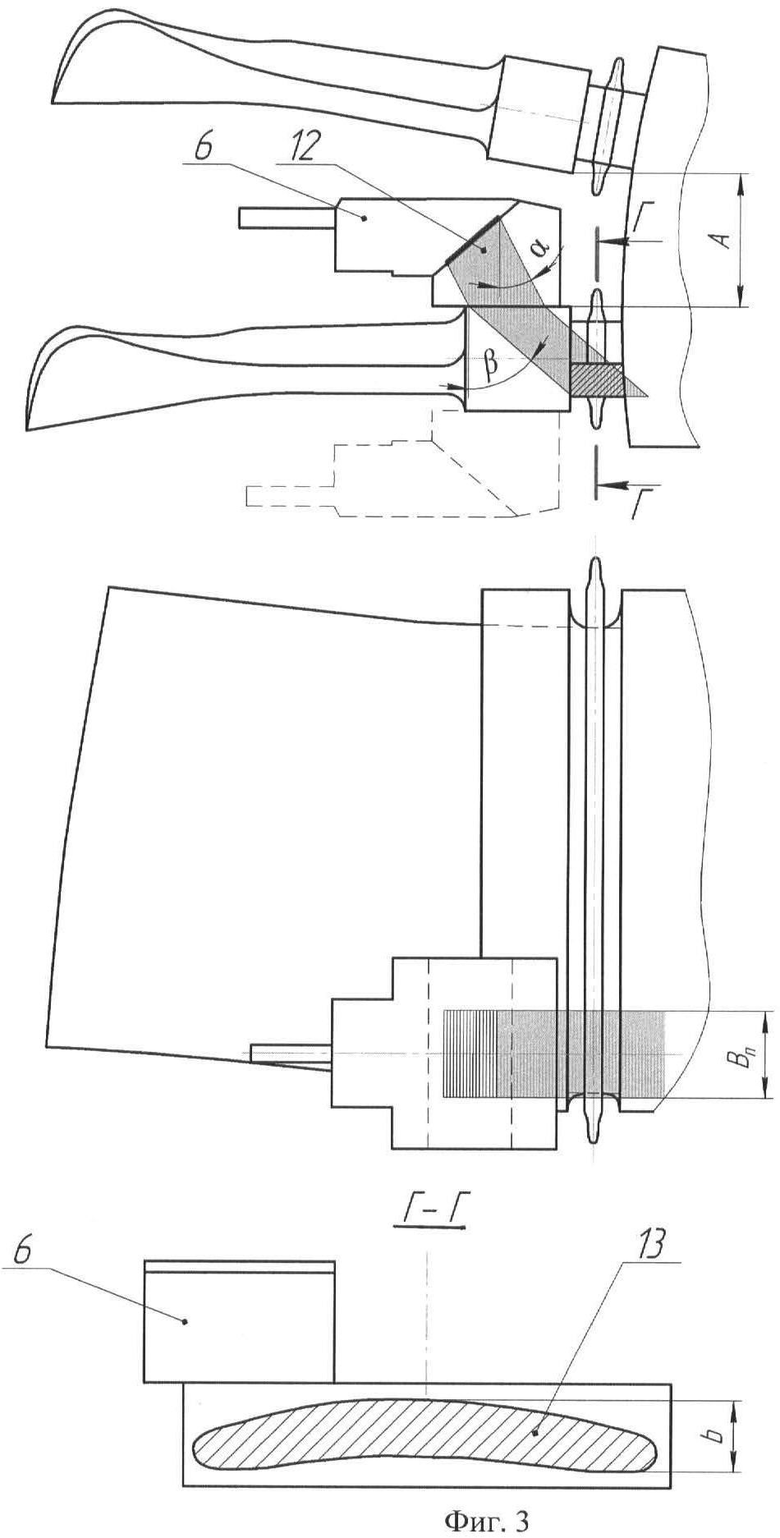
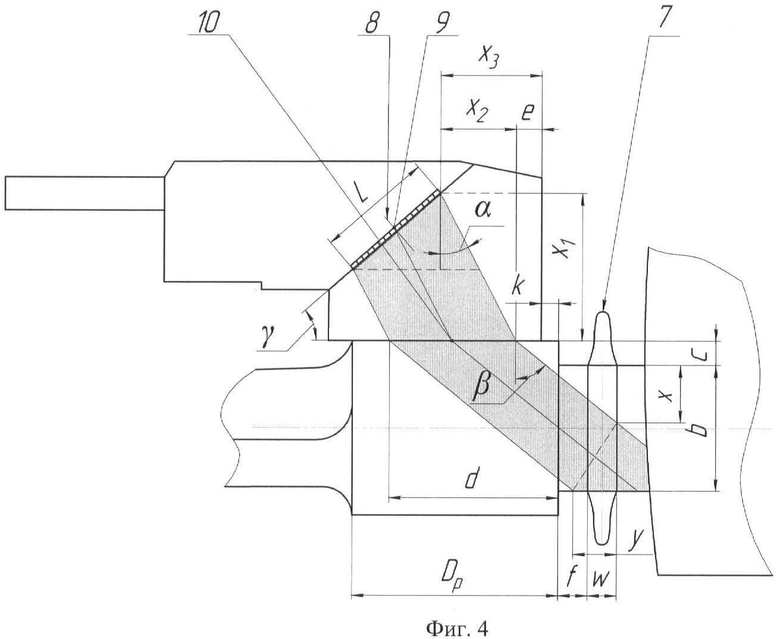
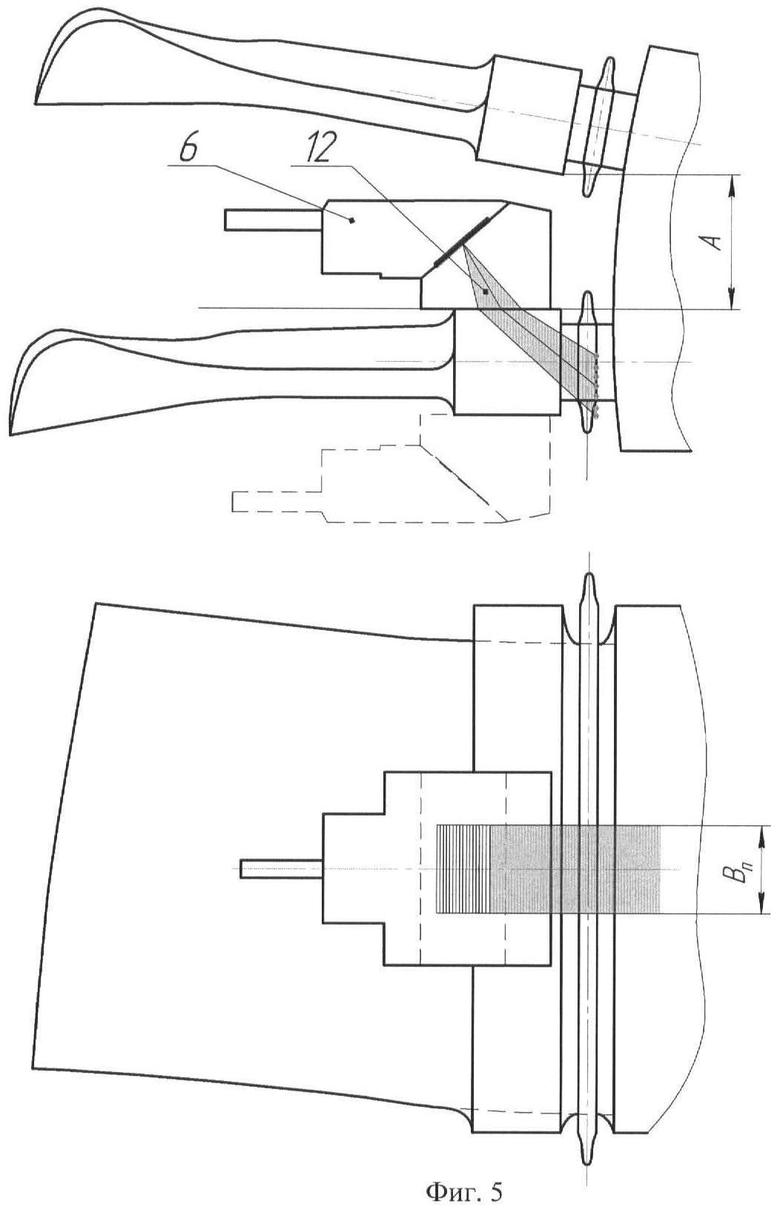
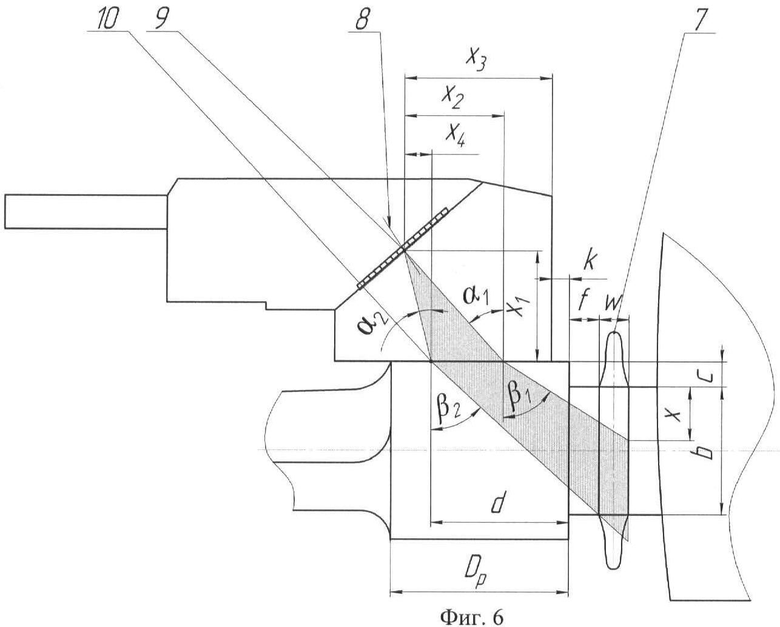
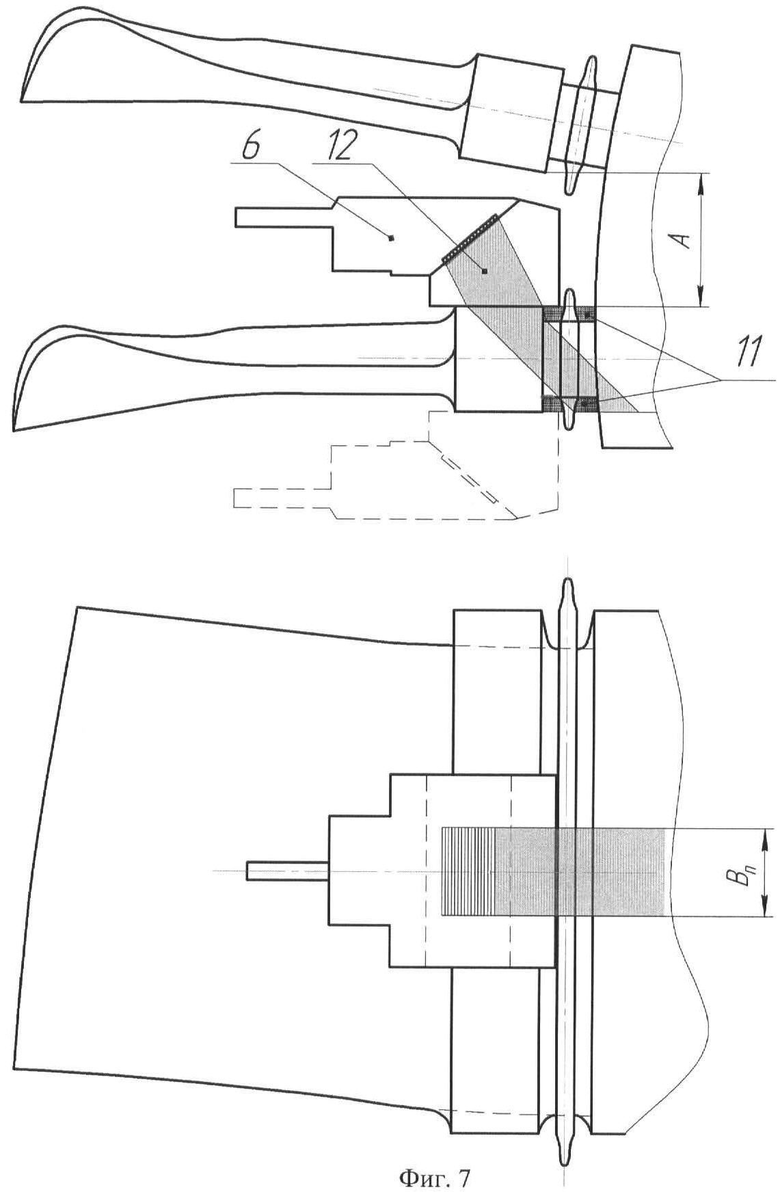
Сущность изобретения поясняется чертежами. Объектом контроля являются лопатки блиска, сваренные с диском линейной сваркой трением. На фиг.1 представлена схема расположения сварного соединения блиска, полученного линейной сваркой трением; на фиг.2, 3, 4 представлена схема линейного сканирования с помощью преобразователя с фазированной решеткой; на фиг.5, 6 представлена схема секторного сканирования с фокусировкой по высоте с помощью преобразователя с фазированной решеткой; на фиг.7 представлена схема линейного сканирования с помощью преобразователя с фазированной решеткой с заполнением зазора густой смазкой.
На схемах обозначено: 1 - диск ротора; 2 - лопатка; 3 - сварное соединение; 4 - "бананообразное" сечение сварного шва; 5 - плоские поверхности технологического припуска лопатки; 6 - ультразвуковой преобразователь с фазированной решеткой; 7 - сварочный грат; 8 - акустическая ось; 9 - мнимая точка излучения; 10 - точка выхода луча; 11 - густая смазка; 12 - область сканирования; Вп - пассивная аппертура фазированной решетки; А - расстояние между лопатками.
Из-за сложного свариваемого сечения 4 лопатки его контроль как со стороны диска 1, так и со стороны пера лопатки 2 сильно затруднен. Поэтому для пространственного позиционирования преобразователя с фазированной решеткой 6 используются плоские поверхности 5 технологического припуска лопатки. При таком расположении преобразователя нет необходимости в механической обработке соединения после сварки для проведения контроля, что позволяет производить ремонт сварного соединения в случае брака до финишной обработки блиска.
Способ осуществляют следующим образом.
По формулам, представленным выше, для конкретного значения k рассчитывают углы ввода ультразвуковых лучей β, β1, β2 и необходимую длину технологического припуска Dp. Далее преобразователь с фазированной решеткой 6 позиционируют на плоской поверхности 5 технологического припуска лопатки 2 на расстоянии k от его края. При этом из-за ограниченной доступности мест контроля высота преобразователя должна быть меньше расстояния между лопатками А (фиг.2, 3, 5, 7). В процессе контроля преобразователь перемещают по плоской поверхности технологического припуска на расстоянии k от его края. Для перекрытия всей зоны сварного соединения 3 контроль выполняют последовательно с каждой из поверхностей 5 технологического припуска лопатки. При заполнении густой смазкой 11 зазора между технологическим припуском лопатки и диском ротора и смещении преобразователя в сторону зазора (фиг.7) возможно уменьшение необходимой длины технологического припуска на величину этого смещения.
Приведенные выше формулы для определения режимов контроля получены следующим образом.
1. Для схемы линейного сканирования (фиг.2, 3, 4)
Для того чтобы звуковой луч выходил через основание преобразователя, а не через его боковую поверхность, необходимо выполнение условия:
Для того чтобы звуковой луч не проходил через угол припуска в воздух необходимо, чтобы:
где
e=x3-x2;
x2=tgα·x1;
e=x3-tgα·x1.
Таким образом определяется точка выхода луча из преобразователя.
По закону преломления:
 ,
,
где ϑw1 - скорость распространения поперечных волн в материале призмы преобразователя, м/с;
ϑw2 - скорость распространения поперечных волн в контролируемом материале;
Для сканирования всего сечения сварного соединения при двухстороннем контроле необходимо с каждой стороны сканировать не менее половины высоты b "бананообразного" сечения 4:
 ;
;

Длина технологического припуска лопатки, достаточная для контроля:
Dp≥d,
где d=L·cosγ+L·sinγ·tgα+k+x3-tgα·x1,

Ширина зоны контроля y должна быть больше ширины грата w.
 ,
,
где
 .
.
Тогда

2. Для схемы секторного сканирования с фокусировкой по высоте (фиг.5, 6).
2.1 Для крайнего верхнего луча
Для того чтобы звуковой луч выходил через основание преобразователя, а не через его боковую поверхность, необходимо выполнение условия:
Для того чтобы крайний верхний луч не проходил через угол припуска в воздух, необходимо выполнение условия:
где x2=x1·tgα1.
По закону преломления:
Условие контроля более половины высоты "бананообразного" сечения 4 сварного соединения:
 ;
;
 ;
;

2.2 Для крайнего нижнего луча:
 ;
;
x4=x1·tgα2;
 ;
;

2.3 Длина технологического припуска лопатки, достаточная для контроля:
Dp≥d,
где d=x3-x4+k=x3-x1·tgα2+k;

Пример конкретной реализации способа
Для контроля сварных соединений блиска (материал ВТ-6) выбран ультразвуковой дефектоскоп "Olympus OmniScan MX2" и миниатюрный наклонный преобразователь с фазированной решеткой "Olympus 7,5CCEV35-FA15" на 7,5 МГц с активной апертурой, равной 8 мм, пассивной апертурой 10 мм, качанием луча от 35° до 70° и количеством элементов фазированной решетки, равным 16. Высота выбранного преобразователя (9,7 мм) меньше расстояния между лопатками (16…18 мм).
Для контроля использовались две схемы:
1) линейное сканирование (фиг.2, 3, 4);
2) секторное сканирование с фокусировкой по высоте (S-скан) (фиг.5, 6).
В таблице представлены размеры элементов контролируемого блиска, характеристики используемого преобразователя и акустические свойства материалов, использовавшиеся для расчета режимов контроля. Расчет производился по формулам согласно изобретению.
В результате расчета были определены следующие режимы контроля. При линейном сканировании с углом β=45,5° размер k, определяющий положение преобразователя, равен 2 мм. При этом необходимая длина площадки технологического припуска Dp=13,6 мм. Для схемы секторного сканирования с фокусировкой по высоте при k=3 мм выбраны углы сканирования β1=61°, β2=42°. Необходимая длина технологического припуска Dp=7,8 мм. Контроль по этим режимам перекрывает все сечение сварного соединения.
Таким образом, представленное изобретение позволяет контролировать сварные соединения лопаток с диском сложной формы благодаря использованию технологического припуска с плоскими поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ | 2014 |
|
RU2574566C1 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2012 |
|
RU2524037C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЛИТЫХ КОРПУСНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2589456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2276635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕСА ТУРБОМАШИНЫ | 2013 |
|
RU2513491C1 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2013 |
|
RU2551045C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА | 2012 |
|
RU2496987C1 |
| СПОСОБ ЗАМЕНЫ ПОВРЕЖДЕННОЙ ЛОПАТКИ МОНОКОЛЕСА | 2024 |
|
RU2824976C1 |
Использование: для ультразвукового контроля сварных соединений лопаток с диском. Сущность заключается в том, что наклонный преобразователь с фазированной решеткой перемещают по плоской поверхности лопатки, при этом для позиционирования преобразователя с фазированной решеткой при контроле соединений, выполненных линейной сваркой трением, используют плоские поверхности технологического припуска лопатки, расположение которых задают с обеспечением возможности контроля сварного соединения от передней до задней кромки лопатки. Технический результат: расширение функциональных возможностей контроля сварных соединений лопаток с диском. 4 з.п. ф-лы, 7 ил., 1 табл.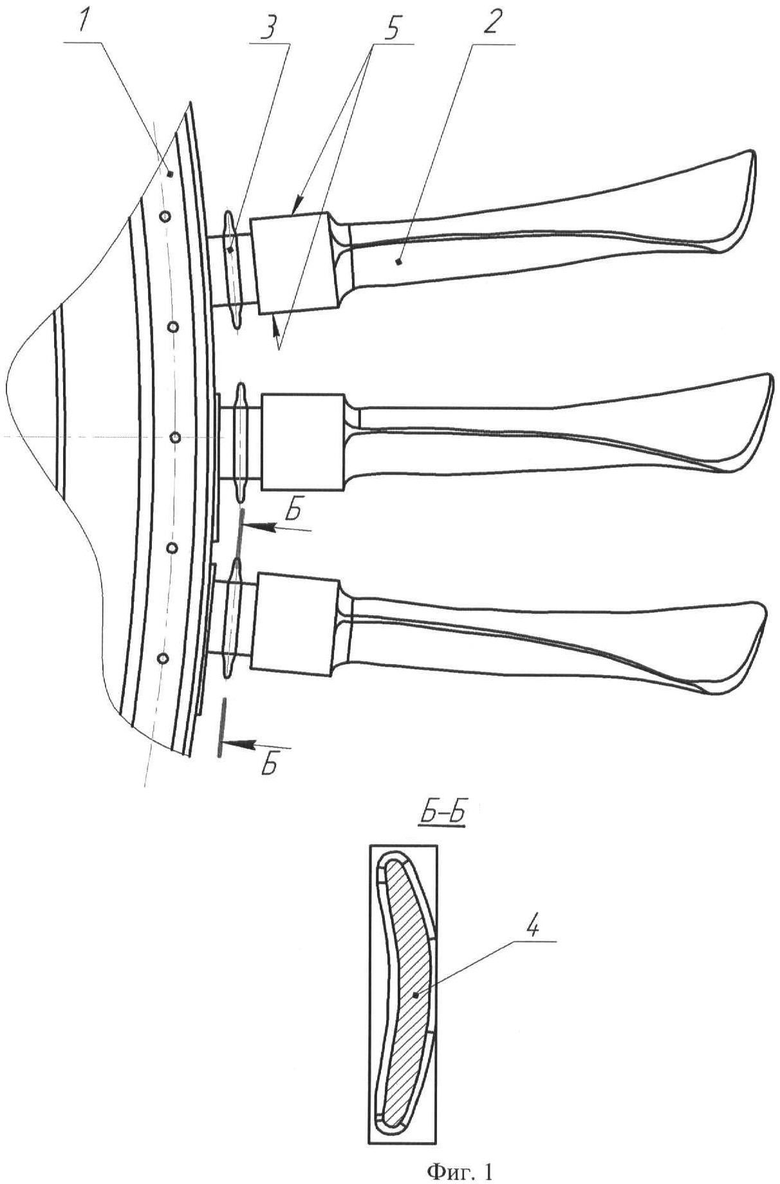
1. Способ ультразвукового контроля соединений лопаток с диском с применением преобразователя с фазированной решеткой, при котором для контроля сложной геометрической формы наклонный преобразователь с фазированной решеткой перемещают по плоской поверхности лопатки, отличающийся тем, что для позиционирования преобразователя с фазированной решеткой при контроле соединений, выполненных линейной сваркой трением, используют плоские поверхности технологического припуска лопатки, расположение которых задают с обеспечением возможности контроля сварного соединения от передней до задней кромки лопатки.
2. Способ ультразвукового контроля соединений лопаток с диском по п.1, отличающийся тем, что контроль выполняется эхо-методом прямыми лучами.
3. Способ ультразвукового контроля соединений лопаток с диском по п.2, отличающийся тем, что для перекрытия сечения сварного соединения ультразвуковой контроль осуществляют последовательно с каждой из поверхностей технологического припуска, расположение которого выбирают с обеспечением условия двухстороннего контроля сварного соединения.
4. Способ ультразвукового контроля соединений лопаток с диском по п.1, отличающийся тем, что ультразвуковой контроль выполняют по одной из двух схем контроля с соответствующими режимами:
по схеме линейного сканирования
Dp≥L·cosγ+L·sinγ·tgα+k+x3-tgα·x1,
или по схеме секторного сканирования

Dp≥x3-x1·tgα2+k,
где β - угол преломления поперечных ультразвуковых волн в материале лопатки;
β1, β2 - соответственно углы преломления крайнего верхнего и крайнего нижнего лучей в материале лопатки;
α - угол распространения поперечных ультразвуковых волн в материале призмы преобразователя;
α1, α2 - соответственно углы распространения крайнего верхнего и крайнего нижнего луча в материале призмы преобразователя;
Dp - длина технологического припуска лопатки;
b - высота "бананообразного" сечения сварного соединения;
f - расстояние между припуском и гратом;
w - ширина грата;
γ - угол призмы преобразователя;
L - активная апертура фазированной решетки;
е - расстояние от передней кромки преобразователя до точки выхода крайнего верхнего луча;
k - расстояние от передней кромки преобразователя до края припуска;
x1 - высота преобразователя в точке, соответствующей последнему (верхнему) элементу решетки;
x3 - расстояние от передней кромки преобразователя до последнего (верхнего) элемента решетки;
с - высота технологического припуска лопатки.
5. Способ ультразвукового контроля соединений лопаток с диском по п.4, отличающийся тем, что контроль выполняют по схеме линейного или секторного сканирования с заполнением зазора между технологическим припуском лопатки и диском ротора густой смазкой.
| US 6082198 A, 04.07.2000 | |||
| УСТРОЙСТВО ВИХРЕТОКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТИ МАТЕРИАЛА КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ | 1990 |
|
RU2072519C1 |
| Система акустического изображения | 1987 |
|
SU1439486A1 |
| СПОСОБ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ УПРУГИХ ТРУБОПРОВОДОВ | 1999 |
|
RU2153602C1 |
| US 2003067249 A1, 10.04.2003 | |||
| DE 3530595 A1, 05.03.1987. | |||

