Изобретение относится к нагревательному устройству и способу индуктивного нагрева плоской стальной полосы в стане горячей прокатки, причем нагревательное устройство расположено между двумя группами прокатных клетей стана горячей прокатки, и плоская стальная полоса проходит через нагревательное устройство в направлении транспортировки с некоторой скоростью. Но в принципе, это нагревательное устройство могло бы быть также расположено перед какой-либо группой прокатных клетей (например, черновой группой прокатных клетей) или между двумя клетями одной группы прокатных клетей (например, чистовой группы клетей).
Плоская стальная полоса (сокращенно стальная лента, подкат или стальная полоса) обычно транспортируется в стане горячей прокатки по рольгангу от первой группы прокатных клетей (также черновой группы прокатных клетей или англ. roughing mill) ко второй группе прокатных клетей (также чистовой группе прокатных клетей или англ. finishing mill). При этом плоская стальная полоса движется с некоторой скоростью в направлении транспортировки, которое соответствует продольному направлению плоской стальной полосы. Вследствие контакта горячей плоской стальной полосы с воздухом плоская стальная полоса покрывается окалиной. Для предотвращения закатывания окалины перед черновой и/или перед чистовой прокаткой с плоской стальной полосы удаляется окалина, вследствие чего понижается температура. Для компенсации тепловых потерь плоской стальной полосы вследствие удаления окалины и транспортировки между двумя группами прокатных клетей и обеспечения возможности финишной прокатки плоской стальной полосы в последней клети чистовой группы прокатных клетей в определенном диапазоне температуры (например, в аустенитной области), плоская стальная полоса нагревается с помощью какого-либо, в частности индуктивного, нагревательного устройства, которое расположено между двумя группами прокатных клетей.
При нагреве плоской стальной полосы в стане горячей прокатки посредством индуктивного нагревательного устройства необходимо принимать во внимание рабочую точку нагревательного устройства. У индуктивных нагревательных устройств по уровню техники это означает, что нагревательное устройство либо адаптировано для нагрева тонких стальных полос, например, толщиной от 6 мм до 15 мм, либо нагревательное устройство адаптировано для нагрева толстых стальных полос, например, толщиной больше 15 мм. Благодаря адаптации каждой из рабочих точек к преобладающим рабочим условиям нагревательное устройство в каждом диапазоне толщины может соблюдать требования к коэффициенту полезного действия и необходимому профилю температуры, т.е. распределению температуры по ширине и предпочтительно толщине стальной полосы. Это приводит к тому, что в первом случае толстые стальные полосы, например, толщиной > 18 мм, не нагреваются надлежащим образом, а во втором случае тонкие стальные полосы, например, толщиной < 12 мм, не могут нагреваться надлежащим образом. Под «ненадлежащим образом» подразумевается, что коэффициент полезного действия и/или профиль температуры нагревательного устройства является плохим или неприемлемым.
Причиной этой проблемы является то, что разные диапазоны толщины стальных полос требуют различных концепций нагрева, например, что нагревательное устройство создает в стальной полосе магнитное поле поперек или вдоль направления транспортировки стальной полоы, имеющее определенную рабочую частоту, и это магнитное поле соответствует определенному диапазону толщины.
Так как концепция нагрева и рабочая частота (т.е. частота переменного напряжения, с которым эксплуатируется или, соответственно, работает нагревательное устройство) индуктивного нагревательного устройства в значительной степени заданы его структурой, гибкость для покрытия большого диапазона толщины у нагревательных устройств по уровню техники либо недостижима, либо доступна только в очень ограниченной степени. К тому же рабочая частота индукционного нагрева по уровню техники не может изменяться. Изменения рабочей частоты возможны только после продолжительной перенастройки нагревательного устройства.
Чтобы можно было производить много различных конечных продуктов в стане горячей прокатки, таком как литейно-прокатная комбинированная установка, в частности, установка Arvedi ESP, установка CSP или установка QSP-DUE, желательно иметь возможность энергоэффективного и гомогенного в отношении профиля температуры нагрева стальной полосы в большом диапазоне толщины.
В основе изобретения лежит задача, предложить улучшенное нагревательное устройство и улучшенный способ индуктивного нагрева плоской стальной полосы, которая движется в направлении транспортировки между двумя группами прокатных клетей прокатного стана, в частности комбинированной литейно-прокатной установки, с некоторой скоростью. В частности, профиль температуры стальной полосы должен быть более гомогенным, чем у известных нагревательных устройств, в направлении ширины, например, от 900 до 2100 мм, и в направлении толщины, например, от 6 до 65 мм.
Задача в соответствии с изобретением решается с помощью нагревательного устройства с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Предлагаемое изобретением нагревательное устройство для индуктивного нагрева плоской стальной полосы в стане горячей прокатки, причем нагревательное устройство расположено между двумя группами прокатных клетей стана горячей прокатки, и плоская стальная полоса проходит через нагревательное устройство в направлении транспортировки с некоторой скоростью, включает в себя:
- несколько, в частности 6-12, особенно предпочтительно 8-10, расположенных друг за другом вдоль направления транспортировки плоской стальной полосы модулей поперечного поля;
- несколько, в частности 2-8, расположенных друг за другом вдоль направления транспортировки плоской стальной полосы модулей продольного поля, которые расположены вдоль направления транспортировки до или после модулей поперечного поля, и
- первый источник тока для питания по меньшей мере одного модуля поперечного поля первым переменным напряжением и второй источник тока для питания по меньшей мере одного модуля продольного поля вторым переменным напряжением, причем этот первый и второй источник тока имеют каждый собственный преобразователь частоты и электрически присоединенную конденсаторную батарею, имеющую несколько параллельно включенных конденсаторов.
Модуль поперечного поля включает в себя по меньшей мере одну катушку, предпочтительно одну катушку над стальной полосой и одну катушку под стальной полосой, причем эта катушка или, соответственно, катушки создают магнитное поле поперек направления транспортировки, конкретно в направлении толщины, и вместе с тем перпендикулярно верхней и нижней стороне плоской стальной полосы, и таким образом можно индуктивно нагревать стальную полосу. Модуль поперечного поля предназначен, в частности, для нагрева тонкой стальной полосы.
Модуль продольного поля включает в себя одну или несколько катушек, которые создают магнитное поле в продольном направлении, конкретно в направлении транспортировки, и вместе с тем параллельно верхней и нижней стороне плоской стальной полосы, и таким образом можно индуктивно нагревать стальную полосу. Модуль продольного поля предназначен, в частности, для нагрева толстой стальной полосы.
Путем комбинирования по нескольку модулей поперечного поля и продольного поля как тонкие, так и толстые стальные полосы могут индуктивно нагреваться с высоким коэффициентом полезного действия и гомогенным профилем температуры в направлении ширины стальной полосы.
В соответствии с изобретением нагревательное устройство включает в себя первый источник тока для питания по меньшей мере одного модуля поперечного поля первым переменным напряжением и второй источник тока для питания по меньшей мере одного модуля продольного поля вторым переменным напряжением, причем эти источники тока имеют каждый собственный преобразователь частоты и электрически присоединенную конденсаторную батарею, имеющую несколько параллельно включенных конденсаторов.
Так как первое переменное напряжение по частоте, амплитуде напряжения, силе тока и мощности в общем случае отлично от второго переменного напряжения, в соответствии с изобретением предусмотрено, что первый источник тока снабжает по меньшей мере один модуль поперечного поля первым переменным напряжением, а второй источник тока по меньшей мере один модуль продольного поля вторым переменным напряжением. Первое и второе переменное напряжение оптимизированы каждое для оптимальной эксплуатации указанного по меньшей мере одного модуля поперечного поля и продольного поля.
Индуктивности катушки или, соответственно, катушек одного или нескольких модулей поперечного поля образуют с емкостями конденсаторной батареи первого источник тока первую электрическую цепь. Аналогичным этому образом индуктивности катушки или, соответственно, катушек одного или нескольких модулей продольного поля образуют с емкостями конденсаторной батареи второго источника тока вторую электрическую цепь.
Предпочтительно первый и/или второй источник тока или, соответственно, преобразователь частоты каждого источника тока включает в себя частотный вход для задания номинальной частоты, при этом частота создаваемого в каждом случае переменного напряжения следует этой номинальной частоте. В частности, частота может изменяться во время процесса нагрева.
В первом случае источник тока или, соответственно, преобразователь частоты представляет собой не управляемый нагрузкой или, соответственно, управляемый извне преобразователь частоты или, соответственно, не управляемый нагрузкой или, соответственно, управляемый извне источник тока. Конкретно это значит, что эксплуатационная частота переменного напряжения получается не вследствие имеющихся в электрической цепи индуктивностей и емкостей, а эксплуатационная частота может задаваться отдельно, например, через частотный вход.
Во втором случае источник тока или, соответственно, преобразователь частоты представляет собой управляемый нагрузкой преобразователь частоты или, соответственно, управляемый нагрузкой источник тока, при этом эксплуатационная частота переменного напряжения может изменяться путем изменения, например, подключения или отключения конденсаторов, конденсаторной батареи и/или изменения, например, подключения или отключения катушек модулей продольного поля или поперечного поля. Управляемый нагрузкой преобразователь частоты создает всегда переменное напряжение в зависимости от имеющихся в электрической цепи (называемой также колебательным LC-контуром) индуктивностей и емкостей. Отдельное задание рабочей частоты переменного напряжения невозможно.
Соответственно этому, для изменения эксплуатационной частоты переменного напряжения есть две возможности:
1) Преобразователь частоты представляет собой управляемый нагрузкой преобразователь частоты или, соответственно, эксплуатируется как управляемый нагрузкой преобразователь частоты. При этом преобразователь частоты создает переменное напряжение, частота которого получается из имеющихся в колебательном LC-контуре индуктивностей и емкостей. Таким образом, эксплуатационная частота переменного напряжения может изменяться путем изменения имеющейся в электрической цепи индуктивности катушки или, соответственно, катушек и/или имеющейся в электрической цепи емкости конденсаторных батарей. По любому из простых вариантов осуществления конденсаторы конденсаторной батареи или катушки могут подключаться или отключаться. Вследствие подключения или отключения осуществляется поэтапное изменение эксплуатационной частоты.
2) Преобразователь частоты не представляет собой управляемый нагрузкой преобразователь частоты или, соответственно, не эксплуатируется как управляемый нагрузкой преобразователь частоты. При этом преобразователь частоты создает переменное напряжение независимо от имеющихся в колебательном LC-контуре индуктивностей и емкостей. При этом преобразователем частоты непосредственно задается эксплуатационная частота переменного напряжения. Какое-либо изменение индуктивности катушки или, соответственно, катушек и/или емкости конденсаторных батарей, в общем случае, не является необходимым. Изменение эксплуатационной частоты может осуществляться непрерывно или поэтапно.
Частотный вход может быть, например, аналоговым или цифровым входом или же только простым выключателем для изменения емкости конденсаторной батареи.
Например, частота может настраиваться в зависимости от толщины плоской стальной полосы или других параметров; настройка может осуществляться, в частности, управляемым или регулируемым образом. Толщина плоской стальной полосы может либо измеряться, либо получаться от программы проходов предшествующей группы прокатных клетей. Посредством частоты можно целенаправленно влиять на прогрев стальной полосы, при этом более высокие частоты нагревают скорее только близкие к поверхности области, а более низкие частоты вызывают относительно равномерный нагрев всех областей толщины.
Модули поперечного поля в соответствии с изобретением эксплуатируются с переменным напряжением, имеющим частоту от 200 до 1500 Гц. И модули продольного поля эксплуатируются с переменным напряжением, однако от 3000 до 8000 Гц, в случае особенно тонких полос даже до 40 кГц.
В одном из вариантов осуществления частота переменного напряжения во время эксплуатации нагревательного устройства или, соответственно, во время процесса нагрева может изменяться, например, переключаться. Альтернативно этому частота может переключаться без перестройки во время простоя установки, т.е. до или после процесса нагрева.
Частотный вход обычно соединен с системой управления установки стана горячей прокатки или устройством управления или регулирования.
Предпочтительно, если первый и/или второй источник тока по меньшей мере одного модуля поперечного поля или одного модуля продольного поля включает в себя токовый вход для задания номинальной силы тока, и сила тока создаваемого переменного напряжения следует этой номинальной силе тока. Эта сила тока может представлять собой либо силу тока, создаваемого преобразователем частоты, либо силу тока, который течет через катушку или, соответственно, катушки модуля поперечного поля или продольного поля. Токовый вход обычно представляет собой аналоговый (например, т.н. 4-20 мА) или цифровой вход. Изменение силы тока осуществляется чаще всего непрерывно или псевдо-непрерывно, например, следуя 6-(64 ступени), 8-(256 ступеней) или 10-битному сигналу, с помощью органа регулирования тока, например, регулятора тока.
Предпочтительно, если первый и/или второй источник тока, в частности преобразователь частоты, по меньшей мере одного модуля поперечного поля или одного модуля продольного поля включает в себя вход напряжения для задания номинальной амплитуды напряжения, при этом амплитуда напряжения создаваемого переменного напряжения следует этой номинальной амплитуде напряжения. Вход напряжения может, в свою очередь, представлять собой аналоговый (например, т.н. 4-20 мА) или цифровой вход.
Кроме того, предпочтительно, если первый и/или второй источник тока, в частности преобразователь частоты по меньшей мере одного модуля поперечного поля или одного модуля продольного поля, включает в себя вход мощности для задания номинальной мощности, при этом мощность нагрева создаваемого переменного напряжения следует этой номинальной мощности. Вход мощности может, в свою очередь, представлять собой аналоговый (например, т.н. 4-20 мА) или цифровой вход.
Предпочтительно, если нагревательное устройство включает в себя передвижной исполнительный элемент для изменения положения по ширине по меньшей мере одной катушки модуля поперечного поля в направлении ширины плоской стальной полосы. Особенно предпочтительно, если первый передвижной исполнительный элемент может передвигать по меньшей мере одну катушку на верхней стороне стальной полосы, а второй передвижной исполнительный элемент по меньшей мере одну катушку на нижней стороне стальной полосы. Благодаря этому модуль поперечного поля может равномерно нагревать различные ширины стальных полосы, и предотвращается избыточный нагрев кромочных областей.
Предпочтительно, если по меньшей мере один модуль поперечного поля имеет вход ширины для задания номинального положения по ширине, и положение по ширине катушки модуля поперечного поля в направлении ширины следует этому номинальному положению по ширине. Преобразование номинального положения по ширине в положение по ширине осуществляется, например, с помощью позиционного регулятора.
Предпочтительно, если нагревательное устройство имеет по меньшей мере один подъемный исполнительный элемент для изменения положения по высоте по меньшей мере одной катушки модуля поперечного поля в направлении высоты. Особенно предпочтительно, если первый подъемный исполнительный элемент может поднимать или, соответственно, опускать относительно плоской стальной полосы по меньшей мере одну катушку на верхней стороне стальной полосы, а второй подъемный исполнительный элемент по меньшей мере одну катушку на нижней стороне стальной полосы. Благодаря этому может поддерживаться постоянный т. н. зазор связи между катушкой или, соответственно, катушками и плоской стальной полосой даже при различных толщинах, поэтому коэффициент полезного действия нагревательного устройства повышается. Кроме того, катушка может или, соответственно, катушки могут при неисправности в стане горячей прокатки удаляться со стальной полосы, благодаря чему улучшается возможность технического обслуживания.
Предпочтительно, если по меньшей мере один модуль поперечного поля включает в себя вход высоты для задания номинального положения по высоте, и положение по высоте катушки модуля поперечного поля в направлении толщины следует этому номинальному положению по высоте. Преобразование номинального положения по высоте в положение по высоте осуществляется, например, с помощью позиционного регулятора.
Передвижные или подъемные исполнительные элементы могут представлять собой, например, гидравлические, пневматические или электромагнитные исполнительные элементы.
Вход ширины или, соответственно, высоты может, в свою очередь, представлять собой аналоговый (например, т.н. 4-20 мА) или цифровой вход.
Предпочтительно нагревательное устройство включает в себя устройство управления или регулирования, причем это устройство управления или регулирования включает в себя по меньшей мере один выход, предпочтительно несколько выходов, из группы
- частотный выход для задания номинальной частоты первого переменного напряжения;
- токовый выход для задания номинальной силы тока первого переменного напряжения;
- выход напряжения для задания номинального напряжения первого переменного напряжения;
- выход мощности для задания номинальной мощности первого переменного напряжения;
и устройство управления или регулирования дополнительно включает в себя
- выход ширины для задания номинального положения по ширине в направлении ширины катушки модуля поперечного поля и/или
- выход высоты для задания номинального положения по высоте в направлении толщины катушки модуля поперечного поля;
при этом по меньшей мере один выход из группы номинальная сила тока, номинальная частота, номинальное напряжение и номинальная мощность, а также дополнительно номинальное положение по ширине и/или номинальное положение по высоте настраиваются в зависимости от по меньшей мере одного параметра плоской стальной полосы из группы толщина, ширина, скорость, температура перед входом в нагревательное устройство и температура после выхода из нагревательного устройства.
Вышеназванное устройство управления или регулирования оптимизировано для эксплуатации модулей поперечного поля.
Предпочтительно нагревательное устройство включает в себя устройство управления или регулирования, причем это устройство управления или регулирования включает в себя по меньшей мере один выход из группы
- частотный выход для задания номинальной частоты второго переменного напряжения;
- токовый выход для задания номинальной силы тока второго переменного напряжения;
- выход напряжения для задания номинального напряжения второго переменного напряжения;
- выход мощности для задания номинальной мощности второго переменного напряжения;
при этом по меньшей мере один выход из группы номинальная сила тока, номинальная частота, номинальное напряжение и номинальная мощность настраиваются в зависимости от по меньшей мере одного параметра плоской стальной полосы из группы толщина, ширина, скорость, температура перед входом в нагревательное устройство и температура после выхода из нагревательного устройства.
Упомянутое устройство управления или регулирования оптимизировано для эксплуатации модулей продольного поля.
Конечно, возможно, чтобы устройство управления или, соответственно, регулирования состояло из нескольких модулей или, соответственно, узлов, например, первого узла для задания номинальной частоты и/или номинальной силы тока и второго узла для задания положения по ширине и/или положения по высоте по меньшей мере одной катушки. В этом случае оба узла настраиваются в зависимости от по меньшей мере одного параметра плоской стальной полосы из группы толщина, ширина, скорость, температура перед входом в нагревательное устройство и температура после выхода из нагревательного устройства. Устройство управления или, соответственно, регулирования может активировать один или несколько модулей поперечного поля. Кроме того, возможно, чтобы устройство управления или, соответственно, регулирования настраивало силу тока и при необходимости силы тока одного или нескольких модулей продольного поля в зависимости от по меньшей мере одного из вышеназванных параметров.
С помощью устройств управления или регулирования нагревательное устройство может оптимальным образом в отношении коэффициента полезного действия и профиля температуры нагревать стальные полосы различной толщины, ширины, скорости и имеющие различные температуры.
Техническая задача решается также с помощью способа по п.12 формулы изобретения. Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
По п.12 формулы изобретения плоская стальная полоса индуктивно нагревается посредством предлагаемого изобретением нагревательного устройства, при этом нагревательное устройство расположено между двумя группами прокатных клетей стана горячей прокатки, и плоская стальная полоса проходит через нагревательное устройство в направлении транспортировки с некоторой скоростью. При этом плоская стальная полоса нагревается с помощью нескольких расположенных друг за другом вдоль направления транспортировки модулей поперечного поля и с помощью нескольких расположенных друг за другом вдоль направления транспортировки плоской стальной полосы модулей продольного поля, при этом модули продольного поля в направлении транспортировки расположены до и/или после модулей поперечного поля. В соответствии с изобретением источник тока для питания по меньшей мере одного модуля поперечного поля или по меньшей мере одного модуля продольного поля имеет преобразователь частоты, который эксплуатируется как управляемый нагрузкой преобразователь частоты, при этом частота f создаваемого переменного напряжения  , при этом LGes указывает общую индуктивную нагрузку, а CGes общую емкостную нагрузку в электрической цепи.
, при этом LGes указывает общую индуктивную нагрузку, а CGes общую емкостную нагрузку в электрической цепи.
Альтернативно этому плоская стальная полоса по п.13 формулы изобретения индуктивно нагревается посредством предлагаемого изобретением нагревательного устройства, при этом нагревательное устройство расположено между двумя группами прокатных клетей стана горячей прокатки, и плоская стальная полоса проходит через нагревательное устройство в направлении транспортировки с некоторой скоростью. При этом плоская стальная полоса нагревается с помощью нескольких расположенных друг за другом вдоль направления транспортировки модулей поперечного поля и с помощью нескольких расположенных друг за другом вдоль направления транспортировки плоской стальной полосы модулей продольного поля, при этом модули продольного поля в направлении транспортировки расположены до и/или после модулей поперечного поля. В соответствии с изобретением источник тока для питания по меньшей мере одного модуля поперечного поля или по меньшей мере одного модуля продольного поля имеет преобразователь частоты, который эксплуатируется как управляемый извне преобразователь частоты, при этом частота f создаваемого переменного напряжения  , при этом LGes указывает общую индуктивную нагрузку, а CGes общую емкостную нагрузку в электрической цепи.
, при этом LGes указывает общую индуктивную нагрузку, а CGes общую емкостную нагрузку в электрической цепи.
По любому из предпочтительных вариантов осуществления плоская стальная полоса во время заправки и выпуска из нагревательного устройства нагревается при управляемом напряжении или, соответственно, регулируемом напряжении, так что напряжение следует номинальному напряжению, а во время псевдо-непрерывной эксплуатации нагревательного устройства нагревается при управляемой мощности или, соответственно, регулируемой мощности, так что мощность нагрева следует номинальной мощности.
В одном из вариантов осуществления по меньшей мере один модуль поперечного поля эксплуатируется с переменным напряжением, имеющим некоторую частоту, причем эта частота изменяется во время кампании прокатки или между двумя кампаниями прокатки. Частота предпочтительно настраивается в зависимости от толщины плоской стальной полосы. Конечно, к настройке частоты могут привлекаться и другие параметры.
В одном из вариантов осуществления частота во время эксплуатации нагревательного устройства, т.е. во время кампании прокатки, переключается или изменяется варьируемым образом. Альтернативно частота может также изменяться до или после процесса нагрева, т.е. между двумя кампаниями прокатки.
По любому из вариантов осуществления по меньшей мере один модуль поперечного поля или, соответственно, по меньшей мере один модуль продольного поля эксплуатируется с переменным напряжением, имеющим некоторую силу тока, и эта сила тока настраивается в зависимости от по меньшей мере одного параметра плоской стальной полосы из группы толщина, скорость, температура перед входом в нагревательное устройство и температура после выхода из нагревательного устройства.
По другому варианту осуществления с помощью передвижного исполнительного элемента для передвижения по меньшей мере одной катушки модуля поперечного поля в направлении ширины настраивается положение по ширине катушки в зависимости от ширины и/или профиля температуры плоской стальной полосы. Профиль температуры плоской стальной полосы может измеряться путем измерения температуры в нескольких положениях в направлении ширины стальной полосы либо перед входом в нагревательное устройство, либо перед входом в последующую группу прокатных клетей. В частности, профиль температуры может измеряться, например, перед удалением окалины или предпочтительно также после удаления окалины.
По другому варианту осуществления с помощью подъемного исполнительного элемента для передвижения по меньшей мере одной катушки модуля поперечного поля в направлении толщины настраивается положение sH по высоте катушки в зависимости от толщины плоской стальной полосы. Благодаря этому т.н. зазор связи между заготовкой и катушкой при различных толщинах заготовки может настраиваться и, например, поддерживаться постоянным.
Описанные варианты осуществления комбинируют разные концепции индуктивного нагрева, например, модули поперечного поля и модули продольного поля с разными, в частности включаемыми или варьируемым образом настраиваемыми рабочими частотами, так что может покрываться широкий диапазон толщины подлежащей нагреву плоской стальной полосы. Распределение мощности вдоль нагревательного устройства и рабочие частоты индивидуальных модулей поперечного поля и модулей продольного поля могут выбираться посредством настройки силы тока соответственно действительной толщине плоской стальной полосы. Это означает, например, что для определенных толщин нагрев осуществляется исключительно или преобладающим образом с помощью модулей продольного поля, а с помощью модулей поперечного поля только поддерживается при определенных частотах. Для других толщин плоской стальной полосы это может быть наоборот.
Могут выбираться разные частоты или наборы частот. Включение или варьируемое изменение частот для оптимизации эффективности нагрева и профиля температуры может осуществляться либо онлайн, либо оффлайн. Распределение мощности вдоль нагревательного устройства тоже может выбираться для оптимизации эффективности нагрева и профиля температуры. Различные распределения мощности и различные рабочие частоты вдоль нагревательного устройства могут выбираться для влияния на свойства материала конечного продукта, получаемого из подлежащей нагреву плоской стальной полосы.
Путем комбинирования разных концепций нагрева с включаемыми или варьируемым образом изменяемыми рабочими частотами может значительно расширяться диапазон продуктов прокатной установки. Благодаря применению разных шаблонов переключения (больше или меньше мощности у модулей поперечного поля и модулей продольного поля) при определенной рабочей частоте может заметно улучшаться эффективность нагрева и оказываться влияние на распределение температуры по толщине плоской стальной полосы. При этом возможна экономия энергии до 50%.
Ширина плоской стальной полосы может составлять, например, от 900 мм до 2100 мм, толщина, например, от 6 мм до 65 мм, в частности от 8 мм до 45 мм. Массовый поток через нагревательное устройство может составлять, например, от 200 т/ч до 500 т/ч. Описанное нагревательное устройство может адаптироваться к изменениям толщины плоской стальной полосы и массового потока. Благодаря оптимизированному нагреву начала и конца плоской стальной полосы получается высокая производительность при бесконечной эксплуатации, а также при периодической или полу-бесконечной эксплуатации. Посредством описанного устройства или, соответственно, способа достижим гомогенный нагрев плоской стальной полосы в направлении ширины и толщины. Может достигаться особенно малая длина нагревательного устройства при высокой плотности мощности и сниженных тепловых потерях, даже при низком массовом потоке.
Благодаря уменьшенному количеству индуктивных модулей и низкой механической сложности могут уменьшаться затраты.
Предлагаемое изобретением расположение модулей поперечного поля и модулей продольного поля соответственно группами вместо поочередного позволяет более просто регулировать все нагревательное устройство.
Каждый тип индуктивных модулей или групп модулей, например, модулей поперечного поля, модулей продольного поля или модулей, имеющих различные частоты, имеет характерное поведение при нагреве, так что создаются в каждом случае различные профили температуры. Для регулирования проще, если первая группа модулей создает определенный профиль температуры, например, посредством модулей продольного поля, которые равномерно поднимают температуру по ширине плоской стальной полосы, а затем с помощью второй группы модулей, например, модулей поперечного поля, созданный профиль температуры изменяется и оптимизируется соответственно требованиям. Альтернативно могут применяться и другие последовательности. Напр. профиль температуры может сначала предварительно настраиваться с помощью модулей поперечного поля, а затем с помощью модулей продольного поля достигаться гомогенизация температуры.
Индукторы поперечного поля могут обычным образом эксплуатироваться с меньшими частотами, так как вследствие специфического образования магнитных полей тепло может лучше передаваться в материал. Обычные рабочие диапазоны составляют при этом примерно 200 Гц-1500 Гц.
При применении исключительно модулей поперечного поля при утонении полос коэффициент полезного действия сильно возрастает (от прибл. 60% при 18 мм до прибл. 80% при 8 мм). У самых тонких полос имеет место почти гомогенное распределение температуры по ширине полосы при небольших отклонениях температуры на кромках. При возрастающей толщине полосы возрастают также отклонения температуры на кромках и, начиная прибл. с 14 мм - 15 мм, принимают более высокие значения. Начиная с 20 мм - 25 мм это приводит к перегреву кромок, что может негативно сказываться на качестве продукта. Прогрев полосы доходит до сердцевины, так как могут применяться низкие эксплуатационные частоты. Благодаря низким эксплуатационным частотам возможна более простая конструкция питания напряжением.
У индукторов продольного поля передача тепла и коэффициент полезного действия при утонении полос резко понижается. Причем устраняется это посредством повышения частоты. Если, например, для толщин больше 15 мм достаточен диапазон частот от 3000 Гц до 8000 Гц, то для толщин тонких полос прибл. до 10 мм для обеспечения возможности эффективной эксплуатации предпочтительны частоты от 10 кГц до 15 кГц.
Если толщина полосы продолжает уменьшаться, то частоты могут достигаться также значений до 40 кГц.
При исключительном применении модулей продольного поля при утонении полос коэффициент полезного действия понижается (от прибл. 70% при 18 мм до прибл. 40% при 8 мм). То есть при одинаковой выработке потребовалась бы печь большего размера и более высокие капитальные затраты. При всех толщинах полосы всегда имеет место почти гомогенное распределение температуры. Поэтому профиль температуры на входе поднимается «только» равномерно. При этом холодные кромки на входе остаются более холодными даже после нагрева.
Если должен покрываться больший диапазон толщин, то может также применяться комбинация индукционных модулей, которые согласованы и рассчитаны каждый на постоянную рабочую частоту.
Альтернативно в этом случае могут также применяться индукционные модули, которые в зависимости от текущих параметров производства могут переключаться на требуемую оптимальную рабочую частоту или, соответственно, варьироваться.
Настоящее изобретение позволяет с помощью комбинации из группированных модулей продольного поля и модулей поперечного поля для всех типов установок для производства бесконечной полосы (ESP) конфигурировать оптимизированное нагревательное устройство, имеющее высокий коэффициент полезного действия и оптимизированный профиль температуры.
В качестве примера здесь надо назвать следующие типы нагревательных устройств для производственных установок ESP:
- промежуточная толщина полосы от 6 мм до 17 мм: прибл. 80-90% производимой промежуточной полосы имеет толщину от 6 до 12 мм, остаток продукции толщину от 12 мм до 17 мм. При этом нагревательное устройство может включать в себя, например, 8-10 модулей поперечного поля. Опционально могут применяться еще два модуля продольного поля для оптимизации профиля температуры.
- промежуточная толщина полосы от 6 мм до 20 мм: при производстве используется весь диапазон толщины. При этом нагревательное устройство может включать в себя, например, 8-10 модулей поперечного поля и два-четыре модуля продольного поля. Благодаря этому получается хороший коэффициент полезного действия модулей поперечного поля в случае тонких полос и гомогенный профиль температуры вследствие равномерного нагрева с помощью модулей продольного поля.
- промежуточная толщина полосы от 6 мм или 8 мм до 45 мм или 50 мм: при этом нагревательное устройство может включать в себя, например, 8-10 модулей поперечного поля и 6-8 модулей продольного поля. В случае толстой промежуточной полосы энергия передается большей частью с помощью модулей продольного поля. Это предпочтительно в случае толстых полос. Модули поперечного поля служат в основном для того, чтобы нагревать угловые области и сердцевину промежуточной полосы и тем самым гомогенизировать профиль температуры в направлении ширины и толщины промежуточной полосы. В случае тонкой промежуточной полосы энергия передается большей частью с помощью модулей поперечного поля. Это предпочтительно в случае тонких полос. Модули продольного поля либо отключены, либо передают в промежуточную полосу только небольшое количество энергии.
Промежуточная полоса представляет собой плоскую стальную полосу или, соответственно, полосу, которая была прокатана в первой группе прокатных клетей (черновой группе клетей) стана горячей прокатки, но еще не была окончательно прокатана во второй группе клетей (чистовой группе клетей).
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становятся яснее и отчетливее в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом показано:
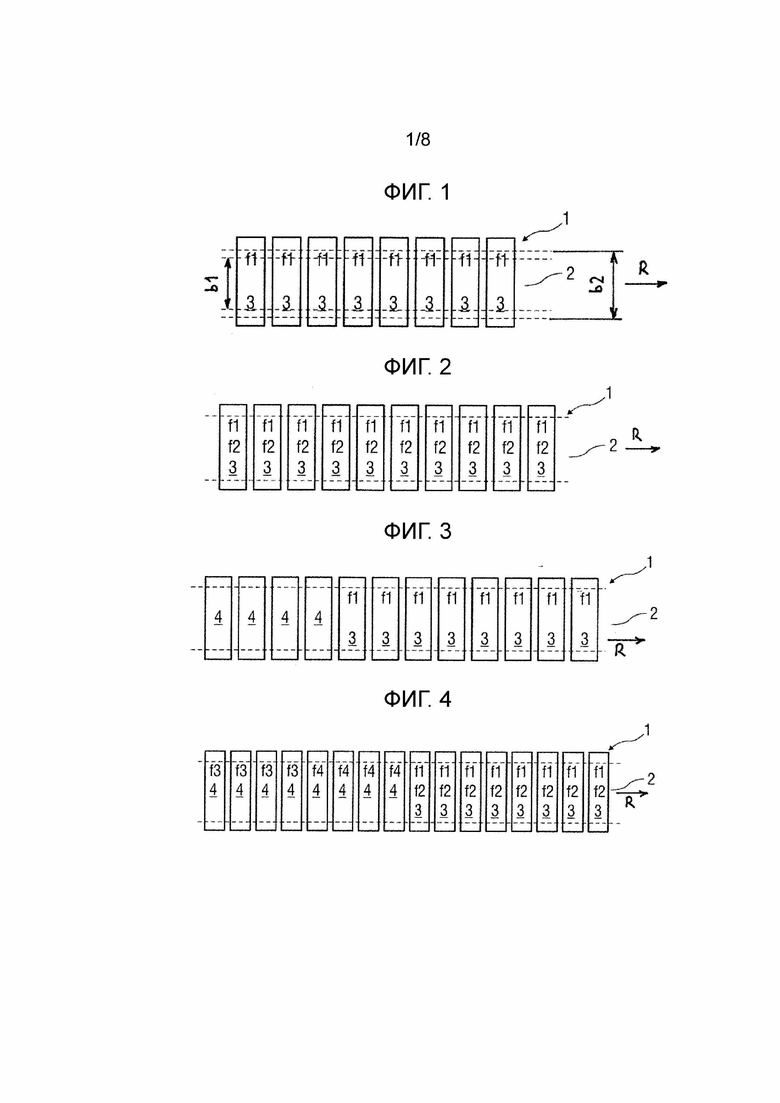
фиг.1: схематичный вид сверху первого, не предлагаемого изобретением варианта осуществления нагревательного устройства для нагрева плоской стальной полосы;
фиг.2: схематичный вид сверху второго, не предлагаемого изобретением варианта осуществления нагревательного устройства для нагрева плоской стальной полосы;
фиг.3: схематичный вид сверху первого, предлагаемого изобретением варианта осуществления нагревательного устройства для нагрева плоской стальной полосы;
фиг.4: схематичный вид сверху второго, предлагаемого изобретением варианта осуществления нагревательного устройства для нагрева плоской стальной полосы;
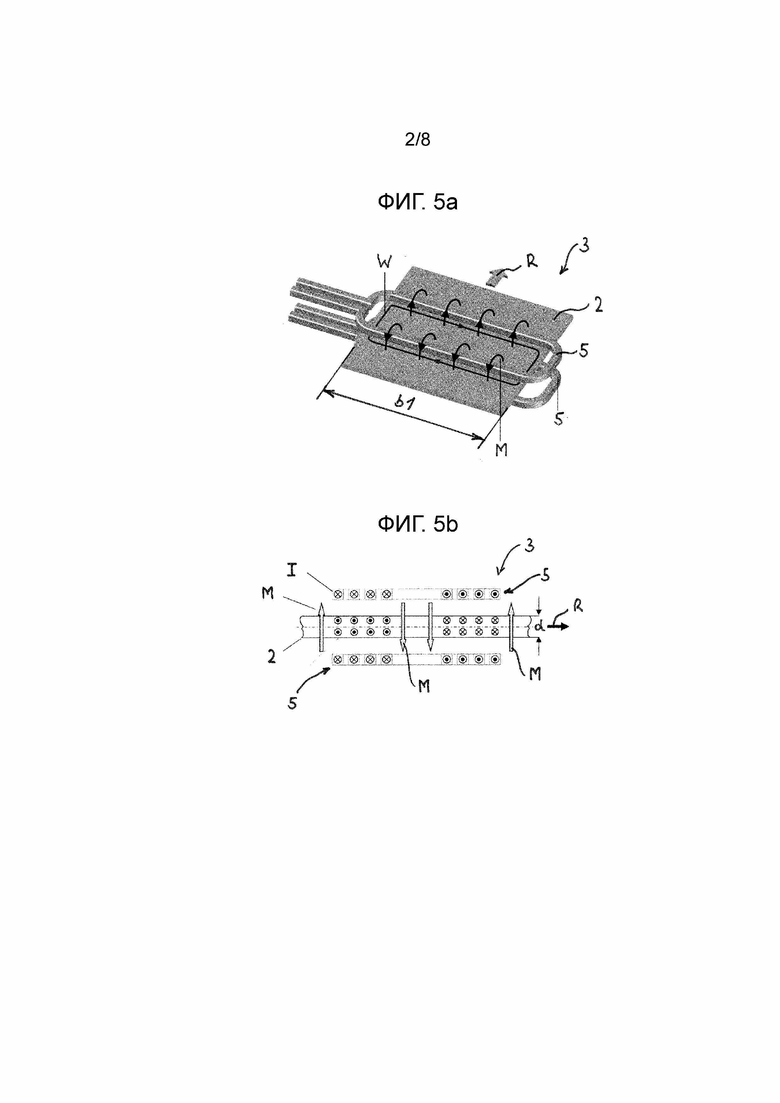
фиг.5a: схематичное изображение модуля поперечного поля для нагрева плоской стальной полосы;
фиг.5b: схематичное изображение подачи тока и магнитного поля модуля поперечного поля для нагрева плоской стальной полосы;
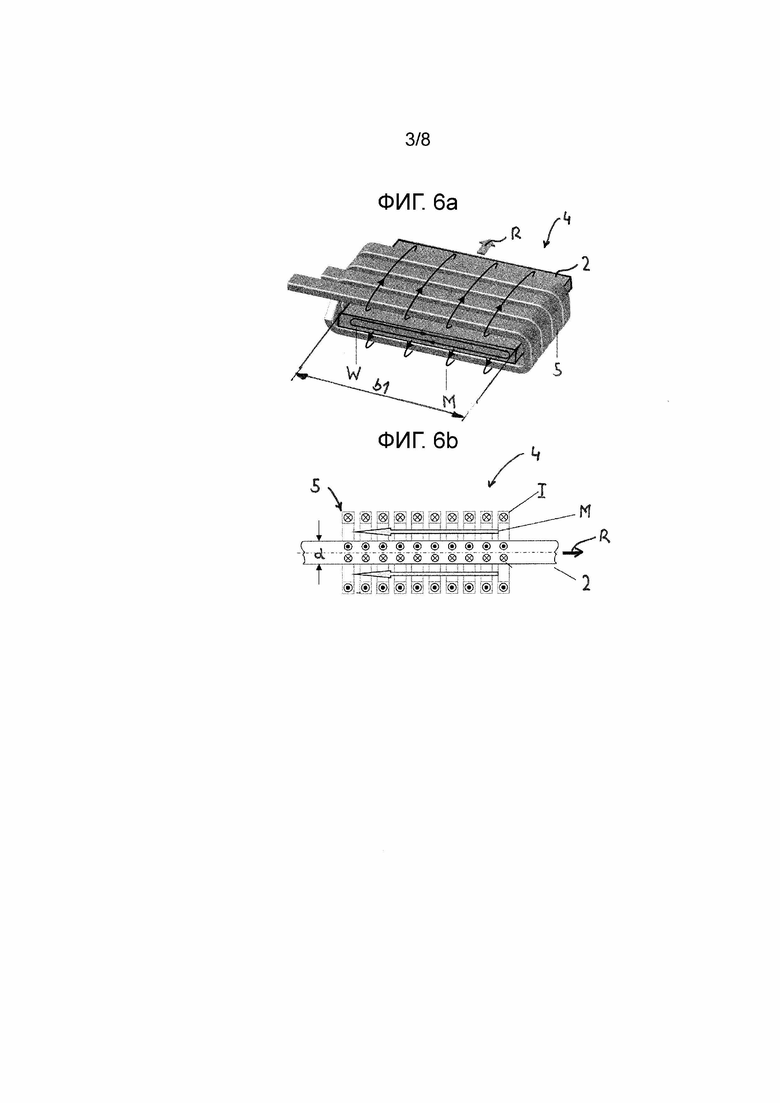
фиг.6a: схематичное изображение модуля продольного поля для нагрева плоской стальной полосы;
фиг.6b: схематичное изображение подачи тока и магнитного поля модуля продольного поля для нагрева плоской стальной полосы;
фиг.7a: вид спереди третьего предлагаемого изобретением варианта осуществления нагревательного устройства;
фиг.7b: вид сверху нагревательного устройства с фиг.7a;
фиг.7c: частично рассеченное изображение по линии A-A с фиг.7b;
фиг.8a: схематичное изображение первого устройства управления или регулирования для нагревательного устройства фиг.7a-фиг.7c;
фиг.8b: схематичное изображение второго устройства управления или регулирования для нагревательного устройства фиг.7a-фиг.7c;
фиг.9: схематичный вид сверху еще одного предлагаемого изобретением нагревательного устройства для нагрева плоской стальной полосы;
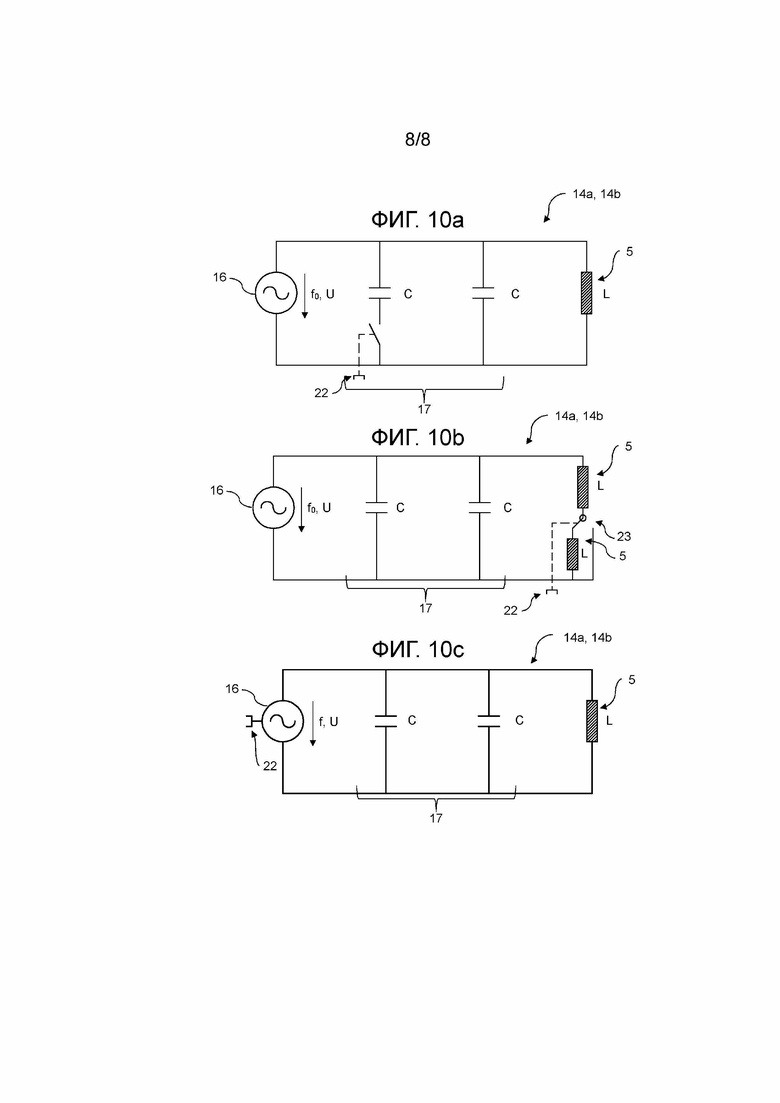
фиг.10a…c: в каждом случае схематичное изображение источника тока для предлагаемого изобретением нагревательного устройства для нагрева плоской стальной полосы.
Соответствующие друг другу части на всех фигурах снабжены одинаковыми ссылочными обозначениями.
На фиг.1 показан схематичный вид первого, не предлагаемого изобретением варианта осуществления нагревательного устройства 1 для индуктивного нагрева плоской стальной полосы 2. Плоская стальная полоса выходит из не изображенной черновой группы клетей, нагревается посредством нагревательного устройства 1 и после нагрева входит в не изображенную чистовую группу прокатных клетей. Опционально с нагретой плоской стальной полосы 2 перед входом в чистовую группу клетей может еще удаляться окалина. Нагревательное устройство 1 включает в себя восемь модулей 3 поперечного поля. Модуль 3 поперечного поля включает в себя по одному индуктору над и под плоской стальной полосой 2, которые создают магнитное поле поперек направления R транспортировки, конкретно в направлении толщины и вместе с тем перпендикулярно верхней и нижней стороне плоской стальной полосы 2, и таким образом индуктивно нагревают ее. В показанном варианте осуществления предусмотрены восемь расположенных друг за другом модулей 3 поперечного поля. Однако может быть также предусмотрено большее или меньшее количество модулей 3 поперечного поля. Модули 3 поперечного поля эксплуатируются с переменным напряжением первой частоты f1. Это нагревательное устройство 1 предназначается, например, для нагрева плоских стальных полос толщинами от 6 мм до 17 мм. Плоская стальная полоса 2 может иметь различные ширины b1, b2. Для предотвращения перегрева кромочных областей плоской стальной полосы 2 индукторы модулей 3 поперечного поля могут передвигаться каждый с помощью собственного исполнительного элемента относительно кромки, например, расположенный над полосой верхний индуктор относительно кромки, изображенной вверху, а расположенный под полосой нижний индуктор относительно кромки, изображенной внизу.
На фиг.2 показан схематичный вид второго, не предлагаемого изобретением варианта осуществления нагревательного устройства 1 для индуктивного нагрева плоской стальной полосы 2, в частности для нагрева между двумя группами прокатных клетей стана горячей прокатки. Нагревательное устройство 1 включает в себя десять модулей 3 поперечного поля. Модуль 3 поперечного поля включает в себя, в свою очередь, по одному индуктору над и под плоской стальной полосой 2, которые создают магнитное поле поперек направления R транспортировки, конкретно в направлении толщины, и таким образом индуктивно нагревают ее. В показанном варианте осуществления предусмотрены десять расположенных друг за другом модулей 3 поперечного поля. Однако, может быть также предусмотрено большее или меньшее количество модулей 3 поперечного поля. Модули 3 поперечного поля эксплуатируются с переменным напряжением, имеющим переключаемую частоту, причем эта частота может принимать значение f1 или значение f2, при этом f2 больше f1. Это нагревательное устройство 1 предназначается, например, для нагрева плоских стальных полос с толщинами от 6 мм до 15 мм, однако с дополнительной возможностью настройки профиля температуры.
На фиг.3 показан схематичный вид первого предлагаемого изобретением варианта осуществления нагревательного устройства 1 для индуктивного нагрева плоской стальной полосы 2, в частности между двумя группами прокатных клетей стана горячей прокатки. Нагревательное устройство 1 включает в себя некоторое количество расположенных друг за другом модулей 3 поперечного поля и модулей 4 продольного поля. Модуль 3 поперечного поля включает в себя один или несколько индукторов, которые создают магнитное поле поперек направления R транспортировки, конкретно в направлении толщины плоской стальной полосы 2, и таким образом индуктивно нагревают ее. В показанном варианте осуществления предусмотрены восемь расположенных друг за другом модулей 3 поперечного поля. Однако может быть также предусмотрено большее или меньшее количество модулей 3 поперечного поля. Модуль 4 продольного поля включает в себя один или несколько индукторов, которые создают магнитное поле в продольном направлении, конкретно в направлении R транспортировки и вместе с тем параллельно верхней и нижней стороне плоской стальной полосы 2, и таким образом индуктивно нагревают ее. Однако может быть также предусмотрено большее или меньшее количество модулей 4 продольного поля. В показанном варианте осуществления предусмотрены четыре расположенных друг за другом модуля 4 продольного поля. Модули 3 поперечного поля эксплуатируются с переменным напряжением первой частоты f1. Это нагревательное устройство 1 предназначается, например, для нагрева плоских стальных полос толщинами от 6 мм до 20 мм.
На фиг.4 показан схематичный вид второго предлагаемого изобретением варианта осуществления нагревательного устройства 1 для индуктивного нагрева плоской стальной полосы 2, в частности для нагрева между двумя группами прокатных клетей стана горячей прокатки. Нагревательное устройство 1 включает в себя некоторое количество расположенных друг за другом модулей 3 поперечного поля и модулей 4 продольного поля. Модуль 3 поперечного поля включает в себя один или несколько индукторов, которые создают магнитное поле поперек направления R транспортировки, конкретно в направлении толщины плоской стальной полосы 2, и таким образом индуктивно нагревают ее. В показанном варианте осуществления предусмотрены восемь расположенных друг за другом модулей 3 поперечного поля. Однако может быть также предусмотрено большее или меньшее количество модулей 3 поперечного поля. Модуль 4 продольного поля включает в себя один или несколько индукторов, которые создают магнитное поле в продольном направлении, конкретно в направлении R транспортировки и вместе с тем параллельно верхней и нижней стороне плоской стальной полосы 2, и таким образом индуктивно нагревают ее. В показанном варианте осуществления предусмотрены восемь расположенных друг за другом модулей 4 продольного поля. Однако может быть также предусмотрено большее или меньшее количество модулей 4 продольного поля. Модули 3 поперечного поля эксплуатируются с переменным напряжением, имеющим переключаемую частоту, причем эта частота может принимать значение f1 или значение f2, при этом f2 больше f1. Модули 4 продольного поля эксплуатируются или с частотой f3, или f4, при этом f3 > f2 и f4 > f2. Это нагревательное устройство 1 предназначается, например, для нагрева плоских стальных полос толщинами от 6 мм до 65 мм.
На фиг.5a схематично показан модуль 3 поперечного поля, имеющий две катушки, которые расположены над и под плоской стальной полосой 2. При подаче тока на катушки 5 модуля 3 поперечного поля образуется магнитное поле M поперек направления R транспортировки в направлении толщины полосы 2. В результате плоская стальная полоса 2, имеющая толщину d и ширину b1, нагревается. На верхней и нижней стороне полосы 2 образуются вихревые токи W.
На фиг.5b изображаются подача I тока (входящие в плоскость чертежа токи изображены крестиком, выходящие из плоскости чертежа токи точкой) на катушки 5 и линии магнитного потока магнитного поля M для другого модуля 3 поперечного поля.
На фиг.6a схематично показан модуль 4 продольного поля, имеющий катушку 5, которая охватывает плоских стальных полос у 2 поперек направления R транспортировки. При подаче тока на катушку 5 модуля 4 продольного поля образуется магнитное поле M в направлении R транспортировки параллельно верхней и нижней стороне полосы 2. В результате плоская стальная полоса 2, имеющая толщину d и ширину b1, нагревается. Параллельно верхней и нижней стороне полосы 2 образуются вихревые токи W.
На фиг.6b изображаются подача I тока (входящие в плоскость чертежа токи изображены крестиком, выходящие из плоскости чертежа токи точкой) на катушку 5 и линии магнитного потока магнитного поля M для модуля 4 продольного поля.
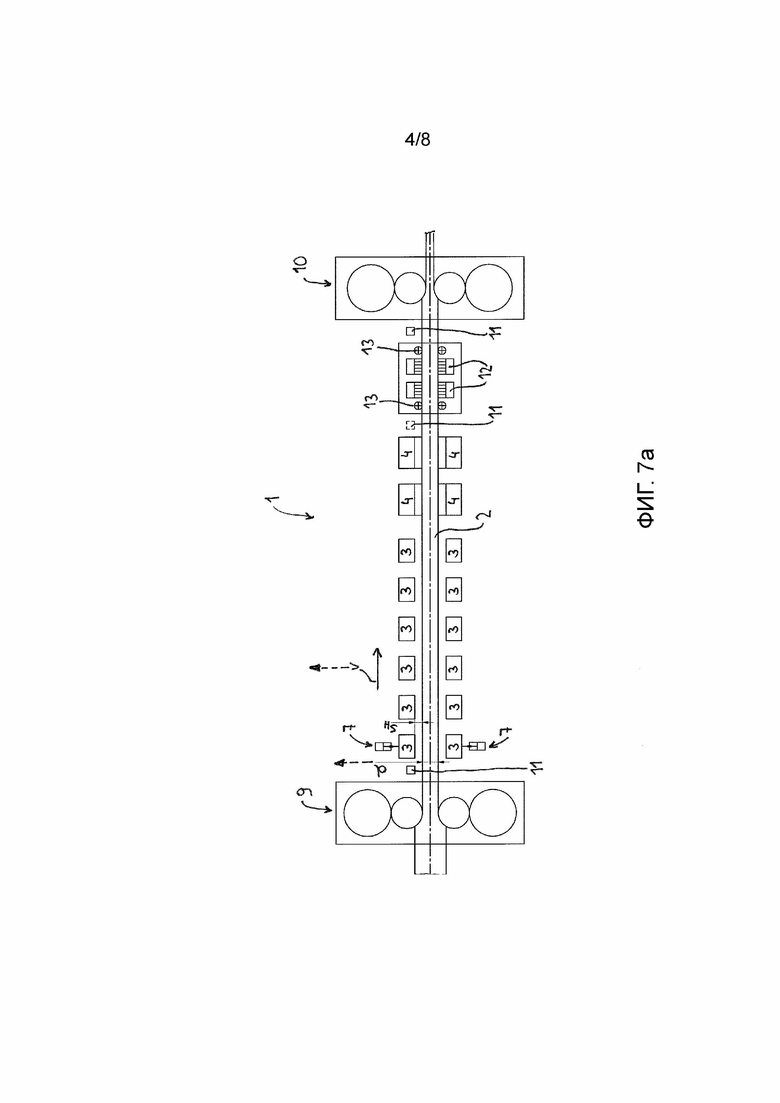
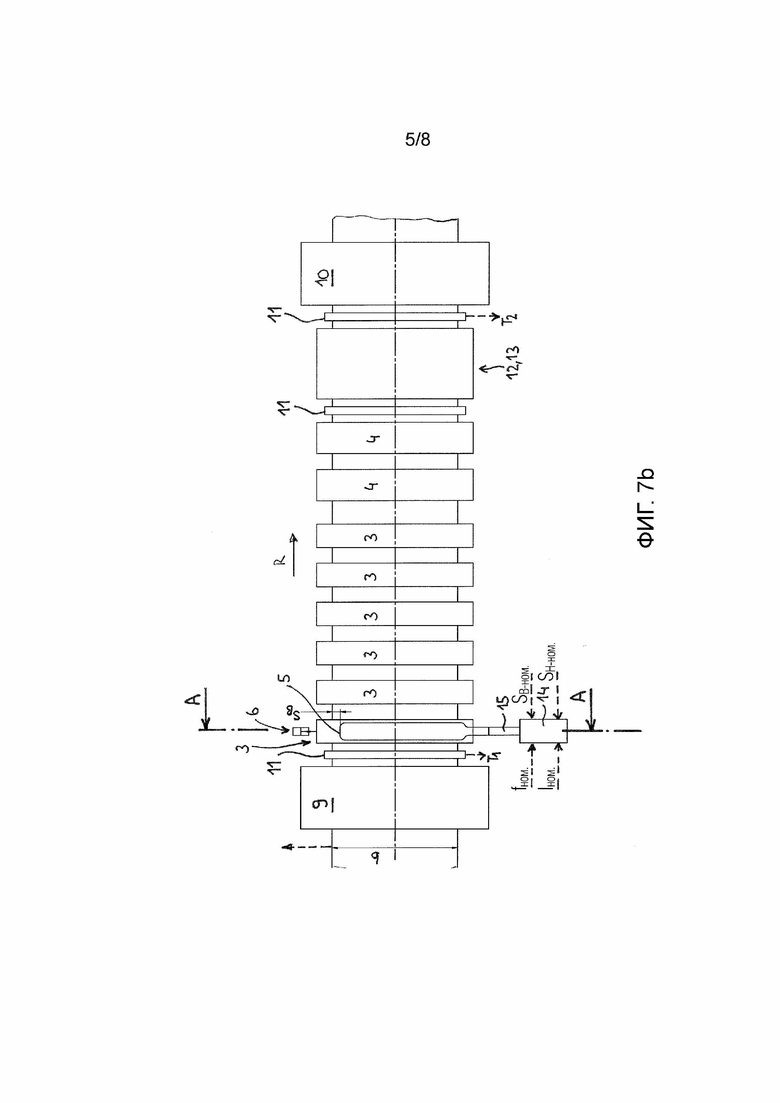
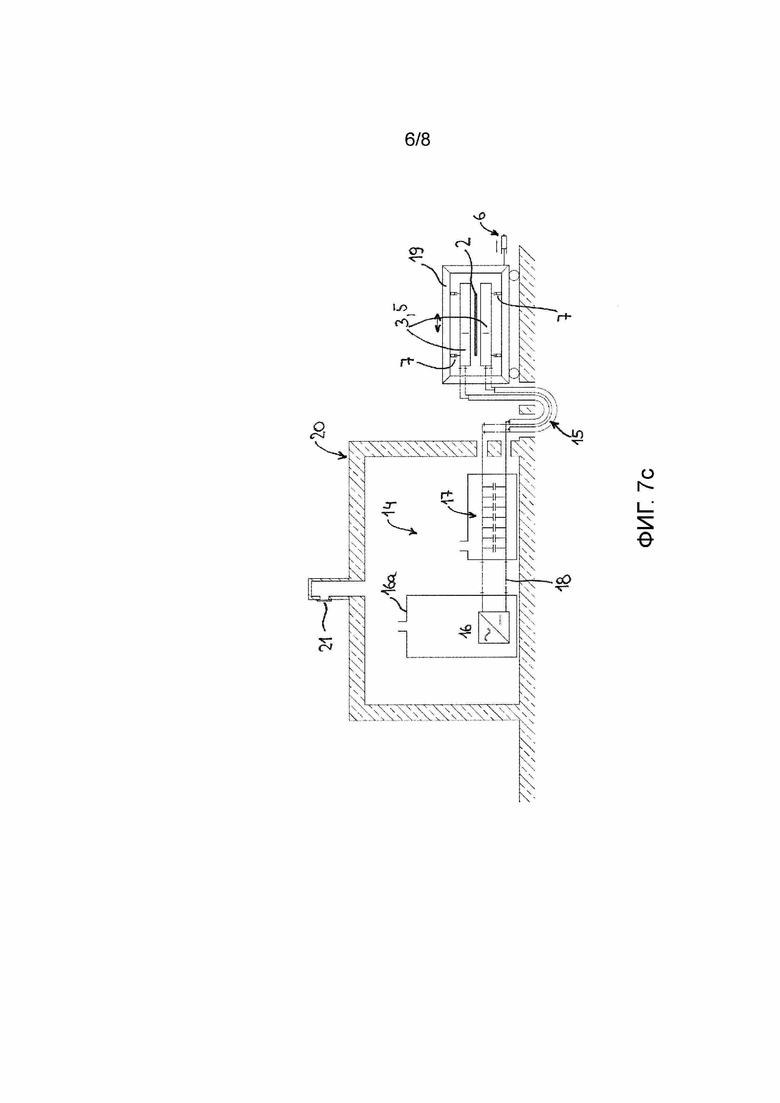
На фиг.7a и 7b показано изображение в вертикальной проекции и в горизонтальной проекции предлагаемого изобретением нагревательного устройства в стане горячей прокатки. После того, как плоская стальная полоса 1 была прокатана в последней клети 9 черновой группы клетей, подкат 2 по не изображенному в подробностях рольгангу транспортируется к первой клети 10 чистовой группы клетей и при этом индуктивно нагревается с помощью нагревательного устройства 1. Это нагревательное устройство включает в себя шесть модулей 3 поперечного поля, имеющих по одной катушке 5 над и под подкатом 2, а также два модуля 4 продольного поля, которые расположены за модулями 3 поперечного поля. Ширина b, толщина d, скорость v и профиль T1 температуры подката 2 после последней клети 9 черновой группы прокатных клетей измеряются надлежащими измерительными приборами и вводятся в устройство 8 управления или регулирования (см. фиг.8a). После прохождения через нагревательное устройство 1 с подката 2 с помощью двух устройств 12 для удаления окалины под высоким давлением, например, 150-400 бар, удаляется окалина. До и после удаления окалины расположено по паре тянущих роликов 13 для предотвращения выхода находящейся под давлением воды из области удаления окалины. Либо до, либо предпочтительно после удаления окалины профиль T2 температуры подката измеряется с помощью пирометра 11 и тоже вводится в устройство 8 управления или регулирования. Опционально перед устройствами для удаления окалины может располагаться изображенный штриховой линией пирометр 11, который измеряет профиль температуры подката 2 до удаления окалины. Катушки 5 модулей 3 поперечного поля размещены каждая в собственной тележке 19 для катушки (см. также фиг.7c). Тележки 19 для катушек вместе с катушками 5 над и под подкатом 2 могут передвигаться с помощью передвижного исполнительного элемента 6 в направлении ширины подката. Таким образом может настраиваться положение sB по ширине, т.е. расстояние между боковой кромкой подката 2 и концом катушки 5. Дополнительно к этому может изменяться положение sH по высоте катушек 5 и вместе с тем расстояние между верхней катушкой 5 и верхней стороной подката, а также нижней катушкой 5 и нижней стороной подката 2. Изменение высоты осуществляется с помощью нескольких подъемных исполнительных элементов 7 (см. также фиг.7c). Источник 14 тока одного или нескольких модулей 3 поперечного поля размещен в кондиционируемом и чистом помещении 20 электрооборудования. На фиг.7c схематично показано сечение поперек направления R транспортировки по линии A-A с фиг.7b, включающее в себя преобразователь 16 частоты для создания переменного напряжения, имеющего определенную частоту f и определенную силу I тока, конденсаторную батарею 17, имеющую несколько параллельно включенных конденсаторов и гибкие кабели 15, здесь коаксиальные кабели, для соединения конденсаторной батареи 17 с передвижными катушками 5 на тележке 19 для катушки. Соединение между расположенным в шкафу 16a преобразователем 16 частоты и конденсаторной батареей 17 осуществляется посредством токовых шин 18. В случае возникновения в области источника 14 тока паразитной электрической дуги избыточное давление в помещении 20 электрооборудования отводится наружу через шахту, имеющую взрывозащитный клапан 21. Тем самым гарантируется отсутствие попадания каких-либо вредных газов или паров в стан горячей прокатки. Как схематично изображено на фиг.7b, источник 14 тока располагает частотным входом для задания номинальной частоты fНом., токовым входом для задания номинальной силы IНом. тока, входом ширины для задания номинального положения sB-Ном. по ширине и входом высоты для задания номинального положения sH-Ном. по высоте. Через эти входы один или несколько модулей 3 поперечного поля может адаптироваться к текущим условиям производства по частоте f и силе I тока переменного напряжения, а также по положению sB по ширине и положению sH по высоте. На фиг.7b в целях обзорности изображен только одно единственный источник 14 тока. Разумеется, что все модули 3 поперечного поля соединены с источниками 14 тока, при этом один источник 14 тока может питать один или несколько модулей 3 поперечного поля. Источник тока модулей 4 продольного поля не был изображен.
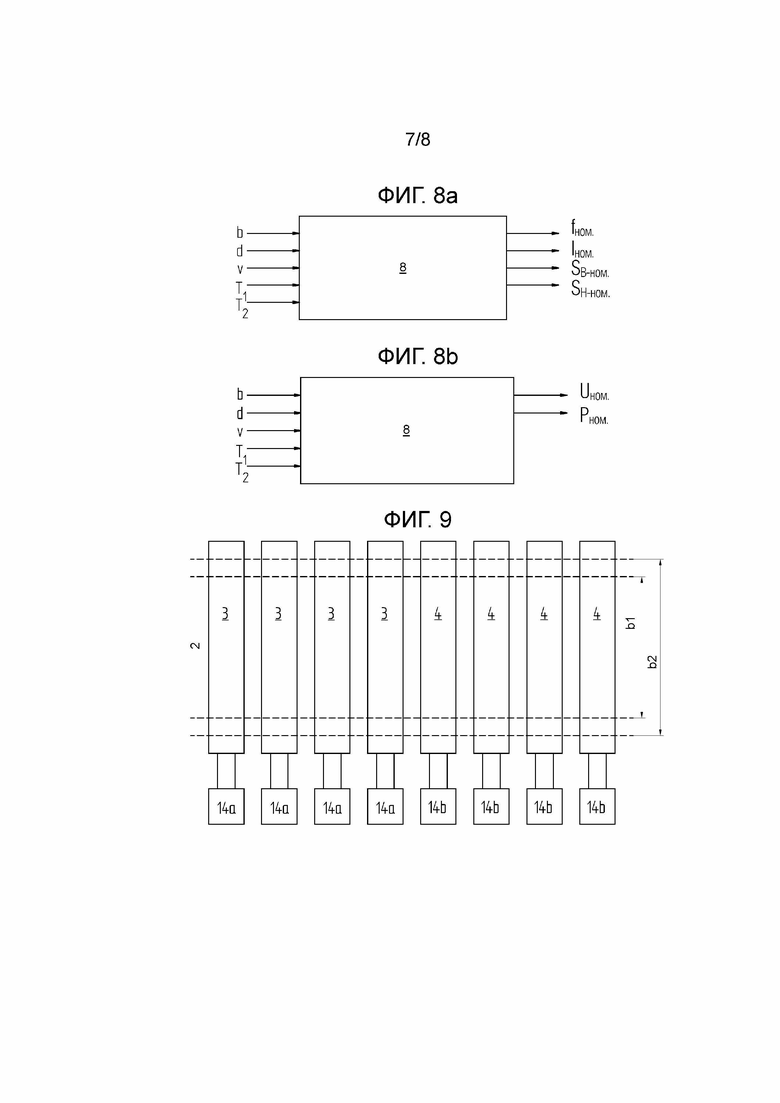
На фиг.8a и 8b показана в каждом случае схема устройства 8 управления или регулирования, в которое постоянно вводятся текущие данные производственного процесса, такие как ширина b, толщина d, скорость v подката, а также профили T1 температуры подката 2 до входа в нагревательное устройство 1 и после выхода из нагревательного устройства 1. В соответствии с фиг.8a устройство 8 управления или регулирования рассчитывает из этих входных величин номинальную частоту fНом. и номинальную силу IНом. тока для источников 14 тока, а также номинальное положение sB-Ном. по ширине и номинальное положение sH-Ном. по высоте для тележек 19 катушек модулей поперечного поля. В соответствии с фиг.8b устройство 8 управления или регулирования рассчитывает из этих входных величин номинальное напряжение UНом. и номинальную мощность PНом. нагрева для источников 14 тока модулей продольного поля. Эти номинальные значения через соответствующие выходы устройства 8 управления или регулирования по сигнальной технологии связаны с входами источника тока или, соответственно, входами на модулях поперечного поля. Устройство 8 управления или регулирования может представлять собой, например, ПЛК (программируемый логический контроллер) или компьютер, управляющий процессом. Кроме того, возможно, чтобы функциональные возможности устройства 8 управления или регулирования перенимались управлением прокатной установки.
На фиг.9 схематично показан вид сверху предлагаемого изобретением нагревательного устройства, имеющего четыре модуля 3 поперечного поля и четыре 4 продольного поля, а также предназначенные для них источники 14 тока, 14b.
На фиг.10a схематично изображен первый вариант источника 14a, 14b тока. Преобразователь 16 частоты представляет собой управляемый нагрузкой преобразователь частоты, который настраивает частоту f создаваемого переменного напряжения в зависимости от нагрузки, конкретно емкостной нагрузки конденсаторной батареи 17 и индуктивной нагрузки катушек 5. Первый, изображенный слева конденсатор, имеющий емкость C, может подключаться или отключаться посредством выключателя, который включается в зависимости от частотного входа 22. В подключенном состоянии частота f получается по  ; в отключенном состоянии частота f получается по
; в отключенном состоянии частота f получается по  . Кроме того, преобразователем частоты может задаваться амплитуда U напряжения или номинальная мощность P нагрева.
. Кроме того, преобразователем частоты может задаваться амплитуда U напряжения или номинальная мощность P нагрева.
На фиг.10b схематично изображен второй вариант источника 14a, 14b тока. Преобразователь 16 частоты выполнен идентично преобразователю частоты с фиг.10a. Однако конденсаторы конденсаторной батареи 17 включаться не могут. Но либо на одну, либо на две катушки 5 может подаваться ток. В одном случае частота f получается по  ; в отключенном состоянии частота f получается по . Преобразователем частоты может снова задаваться амплитуда U напряжения или номинальная мощность P нагрева.
; в отключенном состоянии частота f получается по . Преобразователем частоты может снова задаваться амплитуда U напряжения или номинальная мощность P нагрева.
Конечно, как индуктивности, так и емкости в электрической цепи могут подключаться или, соответственно, отключаться.
Наконец, на фиг.10c показан третий вариант источника 14a, 14b тока, имеющего не управляемый нагрузкой или, соответственно, управляемый извне преобразователь 16 частоты. Нагрузка составляет 2C для конденсаторной батареи 17 и L для катушки 5. В случае управляемого нагрузкой преобразователя частоты частота f переменного напряжения получалась бы по . В противоположность этому, действительная частота f переменного напряжения может отличаться от f0, потому что f задается непосредственно в преобразователе 16 частоты частотным входом 22. При эксплуатации управляемого извне преобразователя частоты следует принимать во внимание, что источник тока должен вводить в преобразователь частоты не только мощность нагрева, но и реактивную мощность.
В описании фиг.10a…c f0 обозначает резонансную частоту т.н. колебательного LC-контура.
Указанные на фиг.10a…10c электрические цепи являются схематичными и не учитывают магнитную связь катушки или, соответственно, катушек 5 со плоской стальной полосой 2.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Нагревательное устройство
2 Плоская стальная полоса, подкат
3 Модуль поперечного поля
4 Модуль продольного поля
5 Катушка
6 Передвижной исполнительный элемент
7 Подъемный исполнительный элемент
8 Устройство управления или регулирования
9 Клеть черновой группы клетей
10 Клеть чистовой группы клетей
11 Термометр или, соответственно, пирометр
12 Устройство для удаления окалины
13 Тянущий ролик
14, 14a, 14b Источник тока
15 Гибкий кабель
16 Преобразователь частоты
16a Шкаф преобразователя частоты
17 Конденсаторная батарея
18 Токовая шина
19 Тележка катушки
20 Помещение электрооборудования
21 Взрывозащитный клапан
22 Частотный вход
23 Выключатель
b, b1, b2 Ширина плоской стальной полосы
C Емкость
d Толщина плоской стальной полосы
f, f1, f2, f3, f4 Частота, фактическая частота
f0 Резонансная частота колебательного LC-контура
fНом. Номинальная частота
M Магнитный поток
I Ток, сила тока, фактическая сила тока
IНом. Номинальный ток
L Индуктивность
P Мощность
R Направление транспортировки
sB Положение по ширине катушки, фактическое полож. по ширине
sB-Ном. Номинальное положение по ширине катушки
sH Положение по высоте катушки, фактическое полож. по высоте
sH-Ном. Номинальное положение по высоте катушки
T1, T2 температура или, соответственно, профиль температуры
U Напряжение
v Скорость плоской стальной полосы
W Вихревой ток
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| БЛОК УПРАВЛЕНИЯ БЛОКА ИНДУКЦИОННОГО НАГРЕВА, СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ УПРАВЛЕНИЯ БЛОКОМ ИНДУКЦИОННОГО НАГРЕВА | 2010 |
|
RU2510163C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ НЕПРЕРЫВНОГО АУСТЕНИТНОГО ПРОКАТА ИЗГОТОВЛЕННОЙ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ ОТЛИВКИ ЧЕРНОВОЙ ПОЛОСЫ И КОМБИНИРОВАННАЯ ЛИТЕЙНАЯ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 2008 |
|
RU2463127C2 |
| СПОСОБ И ЛИНИЯ ЧИСТОВОЙ ПРОКАТКИ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ИСХОДНОГО МАТЕРИАЛА | 2006 |
|
RU2415725C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПОДВЕРГАЕМОГО ГОРЯЧЕЙ ПРОКАТКЕ МАТЕРИАЛА | 2010 |
|
RU2520302C2 |
| УСТРОЙСТВО И СПОСОБ ИНДУКЦИОННОГО НАГРЕВА | 2009 |
|
RU2449510C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
Группа изобретений относится к области прокатного производства и может быть использована для индуктивного нагрева плоской стальной полосы в стане горячей прокатки. Нагревательное устройство расположено между двумя группами прокатных клетей стана горячей прокатки, а плоская стальная полоса проходит через нагревательное устройство в направлении транспортировки, при этом нагревательное устройство включает в себя несколько расположенных друг за другом вдоль направления транспортировки полосы модулей поперечного поля, несколько расположенных друг за другом вдоль направления транспортировки полосы модулей продольного поля, первый источник тока для питания по меньшей мере одного модуля поперечного поля и второй источник тока для питания по меньшей мере одного модуля продольного поля, причем эти источники тока имеют каждый собственный преобразователь частоты, электрически присоединенную конденсаторную батарею и частотный вход, который обеспечивает задание номинальной частоты. Предложены также способы индуктивного нагрева плоской стальной полосы с использованием данного нагревательного устройства. Использование изобретений позволяет повысить равномерность нагрева полосы по ширине и толщине. 3 н. и 12 з.п. ф-лы, 10 ил.
1. Нагревательное устройство (1) для индуктивного нагрева плоской стальной полосы (2) в стане горячей прокатки, причем нагревательное устройство (1) расположено между двумя группами прокатных клетей стана горячей прокатки, а плоская стальная полоса (2) проходит через нагревательное устройство (1) в направлении (R) транспортировки с некоторой скоростью, при этом нагревательное устройство (1) включает в себя:
- несколько расположенных друг за другом вдоль направления (R) транспортировки плоской стальной полосы (2) модулей (3) поперечного поля,
- несколько расположенных друг за другом вдоль направления (R) транспортировки плоской стальной полосы модулей (4) продольного поля, которые расположены вдоль направления (R) транспортировки до или после модулей (3) поперечного поля, и
- первый источник (14a) тока для питания по меньшей мере одного модуля (3) поперечного поля первым переменным напряжением и второй источник (14b) тока для питания по меньшей мере одного модуля (4) продольного поля вторым переменным напряжением, причем эти источники (14a, 14b) тока имеют каждый собственный преобразователь (16) частоты и электрически присоединенную конденсаторную батарею (17), имеющую несколько параллельно включенных конденсаторов, при этом первый и/или второй источник тока (14a, 14b) включает в себя частотный вход, который обеспечивает задание номинальной частоты (fНом.), а частота (f) создаваемого переменного напряжения следует этой номинальной частоте (fНом.).
2. Нагревательное устройство (1) по п. 1, в котором первый и/или второй источник (14a, 14b) тока включает в себя токовый вход для задания номинальной силы (IНом.) тока, причем сила тока создаваемого переменного напряжения следует этой номинальной силе (IНом.) тока.
3. Нагревательное устройство (1) по п. 1 или 2, в котором первый и/или второй источник (14a, 14b) тока включает в себя вход напряжения для задания номинального напряжения (UНом.), причем амплитуда (U) напряжения создаваемого переменного напряжения следует этому номинальному напряжению (UНом.).
4. Нагревательное устройство (1) по любому из пп. 1-3, в котором первый и/или второй источник (14a, 14b) тока включает в себя вход мощности для задания номинальной мощности (PНом.), причем мощность нагрева создаваемого переменного напряжения следует этой номинальной мощности (PНом.).
5. Нагревательное устройство (1) по любому из пп. 1-4, которое содержит передвижной исполнительный элемент (6) для изменения положения (sB) по ширине по меньшей мере одной катушки (5) модуля (3) поперечного поля.
6. Нагревательное устройство (1) по п. 5, в котором модуль (3) поперечного поля имеет вход ширины для задания номинального положения (sB-Ном.) по ширине, и положение (sB) по ширине катушки (5) модуля (3) поперечного поля в направлении ширины следует этому номинальному положению (sB-Ном.) по ширине.
7. Нагревательное устройство (1) по любому из пп. 1-6, которое содержит подъемный исполнительный элемент (7) для изменения положения (sH) по высоте по меньшей мере одной катушки (5) модуля (3) поперечного поля.
8. Нагревательное устройство (1) по п. 7, в котором модуль (3) поперечного поля включает в себя вход высоты для задания номинального положения (sH-Ном.) по высоте, и положение (sH) по высоте катушки модуля поперечного поля в направлении толщины следует этому номинальному положению (sH-Ном.) по высоте.
9. Нагревательное устройство (1) по любому из пп. 1-8, которое содержит устройство (8) управления или регулирования, причем это устройство (8) управления или регулирования включает в себя по меньшей мере один выход из группы:
- частотный выход для задания номинальной частоты (fНом.) первого переменного напряжения,
- токовый выход для задания номинальной силы (IНом.) тока первого переменного напряжения,
- выход напряжения для задания номинального напряжения (UНом.) первого переменного напряжения,
- выход мощности для задания номинальной мощности (PНом.) первого переменного напряжения,
- выход ширины для задания номинального положения (sB-Ном.) по ширине в направлении ширины катушки (5) модуля (3) поперечного поля и/или
- выход высоты для задания номинального положения (sH-Ном.) по высоте в направлении толщины катушки (5) модуля (3) поперечного поля,
при этом по меньшей мере один выход из группы: номинальная сила (IНом.) тока, номинальная частота (fНом.), номинальное напряжение (UНом.) и номинальная мощность (PНом.), а также дополнительно номинальное положение (sB-Ном.) по ширине и/или номинальное положение (sH-Ном.) по высоте, выполнен с настройкой в зависимости от по меньшей мере одного параметра плоской стальной полосы (2) из группы: толщина (d), ширина (b), скорость (v), температура (T1) перед входом в нагревательное устройство (1) и температура (T2) после выхода из нагревательного устройства (1).
10. Нагревательное устройство (1) по любому из пп. 1-9, которое содержит устройство (8) управления или регулирования, причем это устройство (8) управления или регулирования включает в себя по меньшей мере один выход из группы:
- частотный выход для задания номинальной частоты (fНом.) второго переменного напряжения,
- токовый выход для задания номинальной силы (IНом.) тока второго переменного напряжения,
- выход напряжения для задания номинального напряжения (UНом.) второго переменного напряжения,
- выход мощности для задания номинальной мощности (PНом.) второго переменного напряжения,
при этом по меньшей мере один выход из группы: номинальная сила (IНом.) тока, номинальная частота (fНом.), номинальное напряжение (UНом.) и номинальная мощность (PНом.) выполнен с настройкой в зависимости от по меньшей мере одного параметра плоской стальной полосы (2) из группы: толщина (d), ширина (b), скорость (v), температура (T1) перед входом в нагревательное устройство (1) и температура (T2) после выхода из нагревательного устройства (1).
11. Способ индуктивного нагрева плоской стальной полосы (2) в стане горячей прокатки, включающий использование нагревательного устройства (1) по любому из пп. 1-10, причем нагревательное устройство (1) расположено между двумя группами прокатных клетей стана горячей прокатки, а плоская стальная полоса (2) проходит через нагревательное устройство (1) в направлении (R) транспортировки с некоторой скоростью, и следующие этапы:
- нагрев плоской стальной полосы (2) с помощью нескольких расположенных друг за другом вдоль направления (R) транспортировки модулей (3) поперечного поля, и
- нагрев плоской стальной полосы (2) с помощью нескольких расположенных друг за другом вдоль направления (R) транспортировки модулей (4) продольного поля, которые расположены вдоль направления (R) транспортировки до и/или после модулей (3) поперечного поля,
при этом источник (14) тока для питания по меньшей мере одного модуля (3) поперечного поля или по меньшей мере одного модуля (4) продольного поля имеет преобразователь (16) частоты, который работает как управляемый нагрузкой преобразователь частоты, при этом частота f создаваемого переменного напряжения  , где LGes это общая индуктивная нагрузка, а CGes это общая емкостная нагрузка в электрической цепи.
, где LGes это общая индуктивная нагрузка, а CGes это общая емкостная нагрузка в электрической цепи.
12. Способ индуктивного нагрева плоской стальной полосы (2) в стане горячей прокатки, включающий использование нагревательного устройства (1) по любому из пп. 1-10, причем это нагревательное устройство (1) расположено между двумя группами прокатных клетей стана горячей прокатки, и плоская стальная полоса (2) проходит через нагревательное устройство (1) в направлении (R) транспортировки с некоторой скоростью, и следующие этапы:
- нагрев плоской стальной полосы (2) с помощью нескольких расположенных друг за другом вдоль направления (R) транспортировки модулей (3) поперечного поля и
- нагрев плоской стальной полосы (2) с помощью нескольких расположенных друг за другом вдоль направления (R) транспортировки модулей (4) продольного поля, которые расположены вдоль направления (R) транспортировки до и/или после модулей (3) поперечного поля,
при этом источник тока (14) для питания по меньшей мере одного модуля (3) поперечного поля или по меньшей мере одного модуля (4) продольного поля имеет преобразователь (16) частоты, который работает как управляемый извне преобразователь частоты, при этом частота f создаваемого переменного напряжения  , где LGes это общая индуктивная нагрузка, а CGes это общая емкостная нагрузка в электрической цепи.
, где LGes это общая индуктивная нагрузка, а CGes это общая емкостная нагрузка в электрической цепи.
13. Способ по п. 11 или 12, в котором модуль (3) поперечного поля запитывают переменным напряжением, имеющим частоту (f, f1, f2), и эту частоту (f, f1, f2) изменяют во время процесса прокатки или между двумя процессами прокатки.
14. Способ по п. 13, в котором частоту (f, f1, f2) настраивают в зависимости от толщины (d) плоской стальной полосы (2).
15. Способ по любому из пп. 11-14, в котором модуль (3) поперечного поля запитывают током, силу (I) которого настраивают в зависимости от по меньшей мере одного параметра плоской стальной полосы (2) из группы: толщина (d), скорость (v), температура перед входом в нагревательное устройство (Т1) и температура после выхода из нагревательного устройства (Т2).
| EP 3025799 A1, 01.06.2016 | |||
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ИЗДЕЛИЙ | 1966 |
|
SU224719A1 |
| Индукционная нагревательная установка | 1982 |
|
SU1031006A1 |
| ЭЛЕКТРИЧЕСКАЯ СХЕМА, ЗАЖИМНОЕ КРЕПЛЕНИЕ И СПОСОБ УПРАВЛЕНИЯ | 2006 |
|
RU2406275C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПЛОСКОЙ ЗАГОТОВКИ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1991 |
|
RU2032996C1 |
| CN 108413774 A, 17.08.2018 | |||
| US 2012067095 A1, 22.03.2012. | |||

