Изобретение относится к способу и линии чистовой прокатки для горячей прокатки исходного материала, в частности тонкого сляба или черновой полосы.
Подобный способ и соответствующая линия чистовой прокатки известны в уровне техники, в частности из документа EP 0415987 B2. В данном документе описана линия чистовой прокатки, содержащая несколько следующих друг за другом прокатных клетей. Прокатные клети служат для прокатки исходного материала в полосу, при этом материал на входе нагревают до входной температуры, которая несколько выше, чем желаемая температура конца прокатки на выходе линии чистовой прокатки. При прохождении линии чистовой прокатки вследствие потерь тепла материал охлаждается. Внутри линии чистовой прокатки предусмотрены индуктивные нагреватели для компенсации теплопотерь и подогрева материала так, что желаемая температура полосового материала в конце прокатки при выходе из прокатной линии не превышает заданного нижнего порогового значения.
Указанный европейский патент не дает информации о том, согласно каким критериям осуществляется подогрев материала в линии чистовой прокатки посредством индуктивных нагревателей. Описанная последовательность операций не выглядит энергетически оптимальной.
Исходя из известного уровня техники, задачей изобретения является усовершенствование известного способа чистовой прокатки исходного материала и линии чистовой прокатки таким образом, чтобы подводимая к материалу внутри линии чистовой прокатки энергия для обеспечения желаемой температуры конца прокатки на выходе линии чистовой прокатки составляла минимальную величину.
Поставленная задача решается способом с признаками п.1 формулы изобретения. Данный способ характеризуется тем, что первоначально, при рассмотрении в направлении движения материала, определяется такое нагревательное устройство, на высоте которого или после которого имеется первый раз опасность снижения температуры материала, вследствие тепловых потерь, ниже нижнего порогового значения, и осуществляется подогрев материала, так что температура материала посредством указанного нагревательного устройства поднимается только на такую величину, что при последующей транспортировке до следующего нагревательного устройства, при рассмотрении в направлении движения материала, или, если дальнейшие нагревательные устройства не предусмотрены, в направлении движения материала до выхода из линии чистовой прокатки, температура материала вследствие соответствующих локальных тепловых потерь снижается только до нижнего порогового значения, при этом подогрев материала повторяется в направлении транспортировки металла посредством расположенных друг за другом нагревательных устройств.
Предпочтительно, при указанной последовательности операций в соответствии с заявленным способом уровень температуры и колебания температуры материала внутри линии чистовой прокатки поддерживаются невысокими, и таким образом минимизируется необходимая для подогрева материала в линии чистовой прокатки тепловая энергия и связанные с ее получением расходы. Заявленный вид подогрева обеспечивает контролируемое повышение температуры и в целом ведет к относительно низким температурам во всей линии чистовой прокатки, что является предпочтительным с точки зрения качества поверхности. По сравнению с подогревом исходного материала перед входом в линию чистовой прокатки до входной температуры, которая является настолько высокой, что температура материала при прохождении всей линии чистовой прокатки с имеющимися в линии теплопотерями не снижается ниже желательной конечной температуры, необходимый подвод тепла в заявленном способе значительно ниже.
Согласно одному варианту реализации изобретения материал при подогреве не нагревается выше заранее заданного верхнего порогового значения температуры, так что температура материала после первого подогрева внутри линии чистовой прокатки до выхода из линии чистовой прокатки по меньшей мере по существу постоянно остается в целевом диапазоне температур, ограниченном нижним и верхним пороговым значением температуры. В этом диапазоне температур осуществляется квазиизотермическая прокатка при равномерном подогреве материала.
Целевой диапазон температур для определенного применяемого материала (например, сталей со сверхнизким содержанием углерода ULC или IF) выбирают таким образом, что изменение в зависимости от температуры предела текучести в горячем состоянии у используемого материала имеет минимум в указанном целевом диапазоне температур. Применяемый материал тогда в целевом диапазоне температур является особенно хорошо деформируемым, что ведет к снижению нагрузки на прокатную линию (клети, двигатели и подобное), а также к снижению минимальной конечной толщины проката. При этом речь идет о прокатке в ферритной области.
В отношении хороших результатов прокатки, в частности высоких свойств материала и высокого качества поверхности является предпочтительным, если нижнее пороговое значение температуры устанавливается в зависимости от материала.
У определенных установок для прокатки слябов или полос может быть необходимо, что исходный материал перед подачей в линию чистовой прокатки посредством дополнительного предварительного нагревательного устройства нагревается до входной температуры, превышающей нижнее пороговое значение температуры. Это может быть особенно необходимым, если температуры материала, когда он выходит из печи или из литейной установки, являются особенно низкими или если скорость разливки и/или расстояние между направляющими для ручья и линией чистовой прокатки является высоким и материал до входа в линию чистовой прокатки мог бы охладиться до входной температуры ниже чем нижнее пороговое значение температуры. В этих случаях предварительное нагревательное устройство служит для того, чтобы по меньшей мере частично компенсировать возникающие тепловые потери перед входом в линию чистовой прокатки. Альтернативно или дополнительно предварительное нагревательное устройство может также применяться для того, чтобы предотвратить снижение температуры материала перед входом в линию чистовой прокатки ниже чем нижнее пороговое значение, если, например, применяются средства для улучшения качества поверхности, например устройства удаления окалины или межклетевые охлаждающие устройства, которые вызывают особенно сильное охлаждение материала.
Количества тепла, подаваемые отдельными нагревательными устройствами между клетями линии чистовой прокатки к проходящему материалу, предпочтительно индивидуально предварительно рассчитываются для каждого нагревательного устройства посредством расчетной модели. Предварительный расчет осуществляется с учетом известных тепловых потерь, которые имеет место в особенности при транспортировке материала между следующими друг за другом прокатными клетями или между следующими друг за другом нагревательными устройствами и при прохождении отдельных прокатных клетей. Расчетная модель предпочтительно учитывает обусловленные производством и свойственные материалу механические или электрические ограничения для прокатных клетей линии чистовой прокатки, для нагревательных устройств, а также допустимые режимы прокатки. Для поддержания заданных ограничений расчетная модель использует многочисленные параметры.
Расчетная модель может быть выполнена с возможностью итерационного расчета количеств тепла подаваемых материалу от соответствующего отдельного нагревательного устройства на базе прямого расчета в направлении движения материала или на базе расчета в обратном направлении по отношении к движению материала, исходя из желаемой температуры полосового материала в конце прокатки на выходе из линии чистовой прокатки.
Расчет выделяемого и передаваемого материалу количества тепла осуществляется предпочтительно во время, предшествующее чистовой прокатке.
Предпочтительно, расчетная модель выполнена с возможностью собственной адаптации к изменению параметров процесса, которые были обнаружены во время процесса чистовой прокатки.
Боковые кромки исходного материала после выхода материала из литейного кристаллизатора остаются свободными и действуют далее как поверхности излучения тепла. Более того, по кромкам стекает все количество охлаждающей воды, которая, например, во время сбива окалины с исходного материала, подавалась на его широкую сторону, за счет чего достигается дополнительное сильное охлаждение. В результате исходный материал перед входом в линию чистовой прокатки обычно сильнее охлажден по кромкам, чем посередине. Является желательным, чтобы материал самое позднее при выходе из линии чистовой прокатки был нагрет по возможности одинаково, то есть в том числе и поперек движению материала. Для достижения такого состояния в заявленном изобретении предлагается расположить нагревательные устройства для подогрева материала в линии чистовой прокатки ориентированными к кромке полосы и осуществлять управление ими на основании расчетной модели таким образом, что при входе переохлажденные кромки материала нагреваются сильнее, чем его середина, при этом материал самое позднее при выходе из линии чистовой прокатки равномерно нагрет, в том числе и в поперечном направлении.
На практике принято, что подогрев материала осуществляется индуктивными нагревательными устройствами, поскольку они, например, по сравнению с горелками, обеспечивают более сильный нагрев материала на более коротком участке и одновременно более гомогенное или ориентированное распределение подаваемого тепла в материале.
Далее изобретение поясняется на прилагаемых 7 фигурах, на которых показано:
фиг.1 - вид слябовой установки с линией чистовой прокатки согласно заявленному изобретению с элементами блока управления (расчетной модели),
фиг.2 - способ согласно изобретению,
фиг.3 - эффективность способа согласно изобретению по отношению к известному из уровня техники способу,
фиг.4 - вариант способа согласно изобретению,
фиг.5 - изменение среднего предела текучести в горячем состоянии для различных сталей в зависимости от температуры,
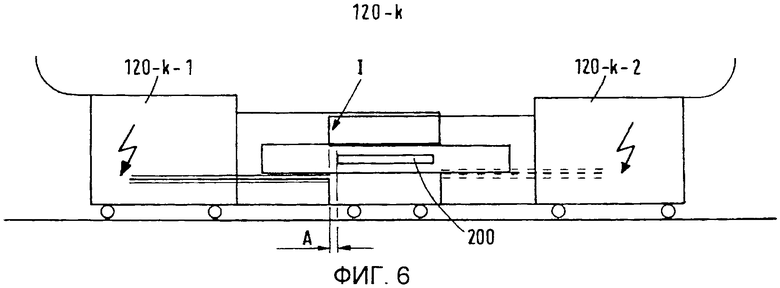
фиг.6 - пример осуществления ориентированного к кромке полосы нагревательного устройства для подогрева материала,
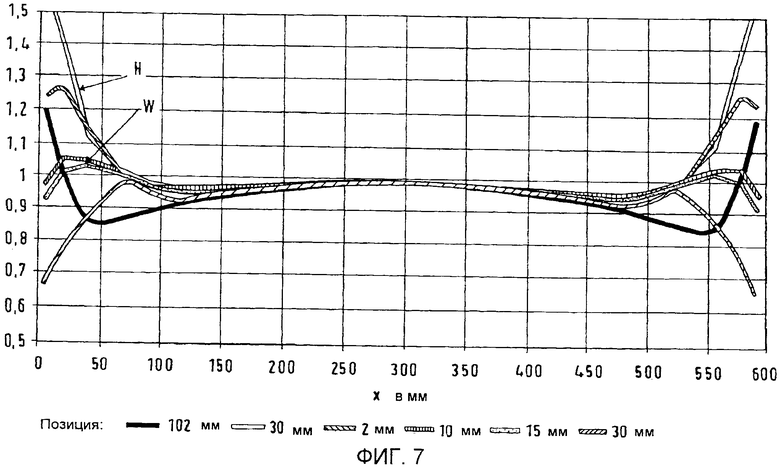
фиг.7 - различные варианты изменения температуры по ширине материала при различных температурах на кромке полосы, причем эти изменения температуры показывают распределение тепла, передаваемого нагревательным устройством к материалу.
Далее изобретение описывается более подробно на примере выполнения и со ссылками на прилагаемые фигуры.
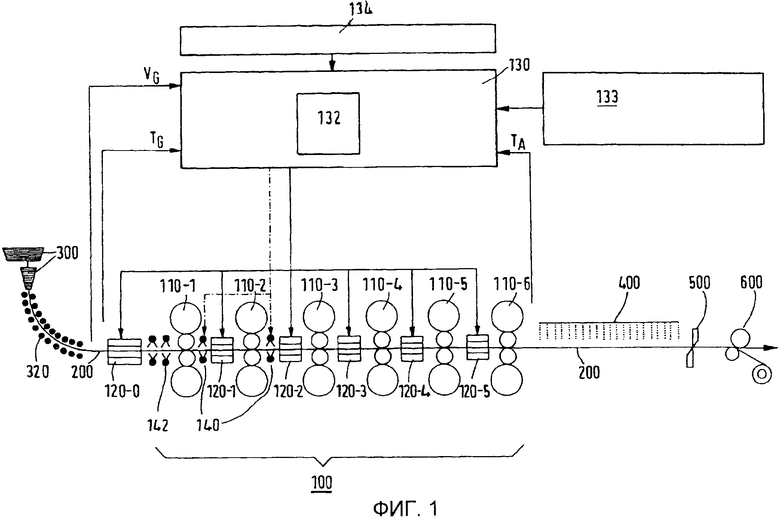
Фиг.1 показывает слябовую установку, которая в направлении транспортировки материала (направление по стрелке) содержит: литейную машину 300 с литейным ручьем, направляющие 320 для отклонения отлитой заготовки из вертикального направления в горизонтальное, линию 100 чистовой прокатки для осуществления чистовой прокатки литой заготовки, являющейся исходным материалом, для получения полосового материала, участок 400 охлаждения для охлаждения полосового материала после чистовой прокатки, ножницы 500 для разделения обычно бесконечной полосы и затем одну или несколько моталок 600 для смотки разделенного ножницами полосового материала.
Линия 100 чистовой прокатки состоит прежде всего из расположенных друг за другом в направлении транспортировки материла прокатных клетей 110-n, где n=1-N, и расположенных между отдельными клетями 110-n нагревательными устройствами 120-k, где k=1-K. В отдельных случаях перед линией 100 чистовой прокатки расположено предварительное нагревательное устройство 120-0. Это, например, осуществляется в таком случае, если на выходе из литейной машины имеются низкие температуры заготовки или межклетевые охлаждающие устройства 140 расположены между первыми клетями линии чистовой прокатки.
Далее на фиг.1 показано, что линия 100 чистовой прокатки снабжена блоком 130 управления для управления нагревательными устройствами 120-k и межклетевыми охлаждающими устройствами 140. Согласно настоящему изобретению блок 130 управления выполнен не только с возможностью включения и выключения указанных устройств, но также с возможностью регулирования интенсивности охлаждения каждого межклетевого охлаждающего устройства посредством регулирования количества подаваемой воды и регулирования количества тепла, подаваемого материалу каждым нагревательным устройством 120-k. Регулирование включения и выключения указанных устройств, а также интенсивности нагрева и охлаждения блок 130 управления осуществляет посредством расчетной модели 132, которая в расчетах в частности учитывает потери тепла внутри линии чистовой прокатки. Такими теплопотерями являются прежде всего потери тепла при транспортировке материала 200 между следующими друг за другом клетями 110-n или между следующими друг за другом нагревательными устройствами 120-k и при прохождении прокатных клетей 110-n. Расчетная модель 132 для формирования схемы проходов и управления указанными устройствами далее учитывает заранее заданные механические, обусловленные материалом или электрические ограничения, накладываемые на прокатные клети 110-n, нагревательные устройства 120-k, а также заданные ограничения для процесса прокатки. Более конкретно, расчетная модель 132 определяет потери тепла на основании множества заранее заданных параметров процесса, например вида применяемого исходного материала, то есть марки стали или алюминия, толщины исходного материала 200, скорости разливки VG температуры TG после направляющей 320 для заготовки, количества N прокатных клетей в линии 100 чистовой прокатки, расстояния между клетями или расстояния нагревательных устройств 120 друг от друга, температуры ТА полосового материала на выходе линии чистовой прокатки, максимально возможной охлаждающей способности межклетевых охлаждающих устройств 140, заранее заданных данных о повышении температуры на кромках материала и при необходимости при учете соответствующих измерений действительных значений температуры между клетями 110-n.
Упомянутые выше и учитываемые расчетной моделью 132 ограничения для прокатных клетей, нагревательных устройств и межклетевых охлаждающих устройств показаны на фиг.1 позицией 133, при этом связанные с процессом параметры в зависимости от применяемого материала или толщины применяемого исходного материала, скорости разливки и подобного обозначены позицией 134.
На фиг.2 изображен способ горячей прокатки исходного материала согласно настоящему изобретению для описанной выше линии 100 чистовой прокатки.
Способ особенно хорошо подходит для исходного материала 200 в виде тонких слябов с толщиной от 120 до 50 мм или для черновых полос. Последние при транспортировке в линию 100 чистовой прокатки согласно изобретению предварительно нагреваются до входной температуры ТЕ, которая выше заранее заданного нижнего порогового значения температуры TU. Нижнее пороговое значение температуры TU зависит от материала. Так, например, для сталей прокатываемых в аустенитной области оно составляет примерно 900°C, а для сталей, прокатываемых в ферритной области, оно составляет примерно 800°C. Исходный материал 200 затем подвергается чистовой прокатке во множестве следующих друг за другом прокатных клетей 110-1…-7 для получения полосы, при этом материал вследствие теплопотерь в линии чистовой прокатки охлаждается по отношению к входной температуре ТЕ. Изменение средней температуры Т материала при прохождении линии 100 чистовой прокатки показано графически на фиг.2. При этом потери тепла материалом в целом показаны областями графика с отрицательным наклоном, в то время как области повышения температуры посредством нагревательных устройств имеют на графике положительный наклон. Сильно снижающиеся отрезки А1, А2 и А3 внутри участков Х1, Х2 и Х3 указывают на использование устройства 142 удаления окалины или межклетевого охлаждающего устройства 140, которые включаются предпочтительно для обеспечения особенно высокого качества поверхности прокатываемого материала.
Далее на фиг.2 видно, что потери тепла, то есть снижение температуры материала, при прохождении прокатных клетей 110 являются особенно высокими, что на фиг.2 показано в виде соответствующих скачков температуры. Причиной для таких сильных скачков температуры является тот факт, что при прохождении прокатных клетей материал теряет большое количество тепла, передаваемого соответствующим рабочим валкам.
Изображенная на фиг.2 пунктирная линия показывает изменение температуры материала в направлении движения материала в линии чистовой прокатки без использования нагревательных устройств 120-k между прокатными клетями, то есть без применения способа согласно изобретению. Достигаемая при этом температура в конце прокатки является слишком низкой для прокатки в аустенитной области и лежит ниже чем нижнее пороговое значение температуры TU. Напротив, сплошная темная линия показывает изменение температуры материала при применении способа согласно изобретению. Данный способ предусматривает, что первоначально, при рассмотрении в направлении движения материала, предусмотрено такое нагревательное устройство, на высоте которого или после которого первый раз имеется опасность снижения температура материала 200, вследствие тепловых потерь, ниже нижнего порогового значения температуры TU. Это нижнее пороговое значение температуры TU показано на фиг.2 горизонтальной штриховой линией и составляет, например, 900°C. На фиг.2 проходит темная линия между прокатными клетями 110-3 и 110-4, то есть в области Х4 температура первый раз снижается ниже указанного нижнего порогового значения температуры TU, если не осуществляется компенсация возникающего снижения температуры. Именно такая компенсация предусмотрена в способе согласно изобретению и осуществляется за счет того, что температура материала повышается посредством расположенного на участке Х4 нагревательного устройства 120-3 для предотвращения понижения температуры ниже нижнего порогового значения температуры TU. Кроме того, указанное повышение температуры осуществляется не произвольно, а с учетом минимизации подводимой энергии только на необходимую величину так, чтобы температура материала во время последующей транспортировки в линии чистовой прокатки до следующего в направлении движения материала нагревательного устройства, здесь нагревательное устройство 120-4, вследствие локальных потерь тепла в линии чистовой прокатки снижалась только до нижнего порогового значения температуры TU, но не ниже его. В нагревательном устройстве 120-4, а также в других расположенных далее в линии 100 чистовой прокатки нагревательных устройствах 120-5, 120-6 повторяют описанный нагрев материала согласно изобретению, так что чистовой прокатанный полосовой материал 200 на выходе из линии 100 чистовой прокатки имеет температуру на уровне желательной температуры ТА конца прокатки, то есть примерно на уровне заранее заданного нижнего порогового значения температуры TU. В отличие от расположенных в линии 100 чистовой прокатки нагревательных устройств 120-3, 120-4 и 120-5, для последнего нагревательного устройства 120-6 в линии чистовой прокатки подаваемое количество тепла может быть нескольку уменьшено, поскольку это нагревательное устройство не должно компенсировать потери тепла между последней прокатной клетью 100-7 и каким-либо следующим за ним (не присутствующим) нагревательным устройством.
В показанном на фиг.2 примере осуществления нагревательные устройства 120-1 и 120-2 в линии чистовой прокатки выключены, поскольку имеет место межклетевое охлаждение для обеспечения улучшенной поверхности материала. Способ согласно изобретению для управления нагревательными устройствами осуществляется только в отношении нагревательных устройств 120-3…6 на фиг.2. Предварительное нагревательное устройство 120-0 нагревания служит для того, чтобы нагреть материал 200 до такой температуры, что при прохождении материалом устройства 142 удаления окалины и межклетевого устройства 140 охлаждения, то есть при прохождении участков Х1, Х2 и Х3, температура материала не снижалась ниже нижнего порогового значения температуры TU.
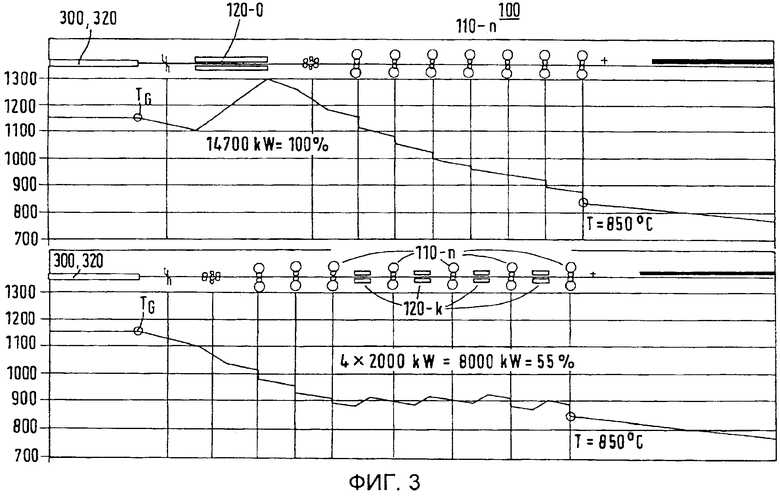
На фиг.3 показано энергетически более эффективное использование способа, согласно заявленному изобретению, по отношению к способу, известному из уровня техники. Известный из уровня техники способ показан в верхней половине фиг.3 и предусматривает то, что материал, начиная с температуры TG на уровне 1150°С после выхода из литейной машины 300 и направляющей 320 для заготовки, нагревается в предварительном нагревательном устройстве 120-0 до такой температуры, что при последующем прохождении всей линии 100 чистовой прокатки без какого-либо подогрева в линии чистовой прокатки на выходе линии 100 чистовой прокатки материал не охлаждается ниже температуры конца прокатки на уровне 850°С. Для описанного нагрева материала в предварительном нагревательном устройстве 120-0 в данном примере требуется мощность 14700 кВт.
Напротив, в нижней части фиг.3 показано изменение температуры в способе согласно заявленному изобретению. При одинаковых граничных условиях и начиная с такой же температуры TG на выходе литейной машины 300 и направляющей 320 для заготовки на уровне 1150°С получают также желаемую температуру конца прокатки на уровне 850°С на выходе такой же линии 100 чистовой прокатки. В отличие от верхнего изображении при этом варианте не осуществляется предварительный нагрев материала перед входом в линию чистовой прокатки, а осуществляется повторяющийся подогрев материала согласно заявленному изобретению при помощи нагревательных устройств 120-k между прокатными клетями 110-n. Как показано на нижнем изображении, достижение такой же температуры в конце прокатки на выходе из линии прокатки в способе согласно заявленному изобретению требует только подвода тепла на уровне 8000 кВт, что составляет только 55% от затраченного количества энергии в описанном выше, известном из уровня техники способе.
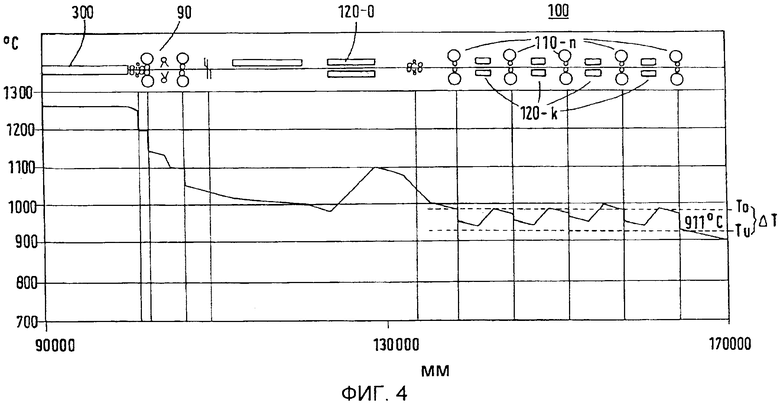
На фиг.4 изображена линия прокатки, состоящая из группы 90 предварительной деформации и чистовых клетей 110-n. Нагревательные устройства 120-0,120-k расположены между группой предварительной деформации и чистовой линии, а также внутри чистовой линии. Индуктивное нагревательное устройство 120-0 перед чистовой линией служит для предварительной установки входной температуры с возможностью адаптации к различным граничным условиям (температуре литья, скорости литья), так что входная температура на входе в линию 110-n чистовой прокатки поддерживается постоянной, что облегчает осуществление способа согласно изобретению.
Далее фиг.4 показывает вариант способа согласно изобретению, который заключается в том, что температура материала посредством нагревательных устройств 120-k ограничена заранее заданным верхним абсолютным пороговым значением температуры To. В этом варианте способа согласно изобретению температура материала внутри линии 100 чистовой прокатки при повторяющихся подогревах изменяется в целевом диапазоне ΔT температур, образованным разницей между верхним и нижним пороговыми значениями температуры. При этом осуществляется квазиизотермическая прокатка материала, при этом подобный целевой диапазон ΔT температур показан наглядно на фиг.4.
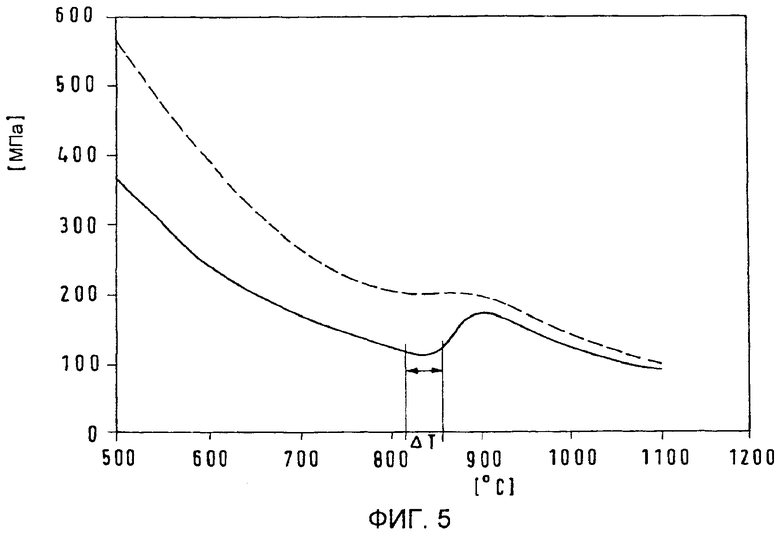
Целевой диапазон ΔT температур выбирается предпочтительно таким образом, что соответствующий используемый материал в этом целевом диапазоне температур имеет высокие свойства материала и/или максимально хорошую деформируемость. Подобную особенно хорошую деформируемость материал проявляет тогда, когда изменение его среднего предела текучести в горячем состоянии в зависимости от температуры имеет локальный минимум, с точки зрения математического рассмотрения. На фиг.5 показаны изменения среднего предела текучести в горячем состоянии в зависимости от температуры для двух различных марок стали, при этом пунктирная линия показывает предел текучести в горячем состоянии для рядовой углеродистой стали, а сплошная линия показывает предел текучести в горячем состоянии для стали со сверхнизким содержанием углерода (ULC). Видно, что сплошная линия для сталей ULC имеет локальный минимум в области от примерно 820 до 860°С, что может быть положительным образом использовано для прокатки в ферритной области в настоящем способе.
Фиг.6 показывает пример осуществления индуктивного нагревательного устройства 120-k. Нагревательное устройство выполнено из двух частей с индуктором 120-k-1 на стороне обслуживания и индуктором 120-k-2 на стороне привода. Оба индуктора при необходимости слева и справа вводятся в линию чистовой прокатки перекрываясь так, что индукционные катушки I располагаются по ширине материала 200. Головки индукторов устанавливаются ориентированным образом к кромке полосы и располагаются друг за другом в виде пар. Ориентированное к кромке полосы расположение означает, что головки индукторов по ширине материала могут быть установлены удаленными наружу, например на расстоянии А от кромки полосы материала.
Согласно изобретению нагревательные устройства 120-k могут управляться блоком 130 управления таким образом, что может обеспечиваться, например, изображенное на фиг.7 распределение температуры по ширине материала, то есть поперек движению материала. На фиг.7 видно, что в области кромок материала 200 вследствие подходящего управления нагревательными устройствами и их ориентированного к кромке полосы расположения, обеспечивается нагрев в поперечном поле с той особенностью, что кромки материала 200, как показано на фиг.7, нагреваются более сильно по отношению к середине материала, см. Н на фиг.7. С учетом особенно сильного охлаждения кромок материала перед входом его в линию чистовой прокатки обеспечивается относительно равномерное распределение тепла по ширине материала при выходе из линии чистовой прокатки. Относительно равномерный нагрев материала по ширине отображает изменение кривой W на фиг.7. На фиг.7 нанесено влияние и отношение температуры кромки полосы к температуре середины полосы по ширине материала поперек направлению перемещения материала для различных положений А головок индукторов.
Целенаправленное регулирование путем индукционного нагрева температуры кромки полосы внутри линии чистовой прокатки может использоваться дополнительно или в качестве альтернативы воздействию на плоскостность или профиль полосы. Особенно в случае аустенитных нержавеющих сталей в широких пределах возможно влияние на температуру кромки полосы и на форму полосы. Подобное влияние описывается моделями профиля, контура и плоскостности, а положение индуктивных нагревающих устройств целенаправленно устанавливается в зависимости от результата модельных расчетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ НЕПРЕРЫВНОЙ ЗАГОТОВКИ | 2015 |
|
RU2683671C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С РЕГУЛИРОВАНИЕМ ЕЕ БОКОВОГО ПОЛОЖЕНИЯ И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2008 |
|
RU2449846C2 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499638C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| УСТАНОВКА ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2297889C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2152278C1 |
Изобретение предназначено для прокатки с поддержанием температуры материала внутри линии чистовой прокатки со множеством следующих друг за другом прокатных клетей и на выходе из нее выше заранее заданного нижнего порогового значения. Способ включает прокатку с компенсацией теплопотерь посредством подогрева материала по меньшей мере между отдельными прокатными клетями с использованием нагревательных устройств. Минимизация расхода энергии при подогреве обеспечивается за счет того, что подогрев материала осуществляется только там, где температура материала вследствие теплопотерь может опуститься ниже нижнего порогового значения, при этом предусмотрено, что температура материала при подогреве увеличивается настолько, что при последующей транспортировке материала до следующего в направлении движения материала нагревательного устройства или до выхода из линии прокатки температура материала снижается только до нижнего порогового значения, 2 н. и 14 з.п. ф-лы, 7 ил.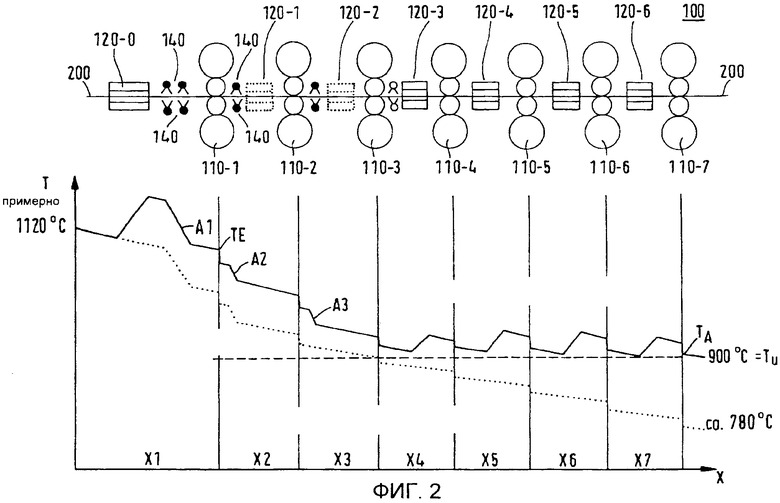
1. Способ горячей прокатки исходного материала (200), в частности тонких слябов или черновых полос, в линии (100) чистовой прокатки, включающий ввод в линию чистовой прокатки исходного материала (200), нагретого до входной температуры (ТE), превышающей заранее заданное нижнее пороговое значение температуры (ТU), прокатку нагретого исходного материала (200) во множестве следующих друг за другом прокатных клетей (110-n) линии чистовой прокатки до полосового материала, в частности стальной полосы, причем материал вследствие теплопотерь в линии (100) чистовой прокатки охлаждается ниже входной температуры (ТE), и компенсацию теплопотерь посредством подогрева материала по меньшей мере между отдельными из следующих друг за другом прокатных клетей (110-n) с использованием нагревательных устройств (120-k) таким образом, что температура полосового материала внутри линии прокатки и конечная температура (ТA) прокатки при выходе из линии (100) чистовой прокатки не выходят за пределы заранее заданного нижнего порогового значения температуры (ТU), отличающийся тем, что первоначально в направлении движения материала определяют нагревательное устройство (120-k), на уровне которого или после которого впервые возникает вероятность снижения температуры материала вследствие тепловых потерь ниже нижнего порогового значения (ТU), при этом осуществляют подогрев материала таким образом, что температура материала посредством указанного нагревательного устройства (120-k) поднимается только на такую величину, что при последующей транспортировке до следующего нагревательного устройства (120-[k+1]) в направлении движения материала или, если дальнейшие нагревательные устройства не предусмотрены в направлении движения материала, до выхода из линии (100) чистовой прокатки, температура материала вследствие соответствующих локальных тепловых потерь в линии чистовой прокатки снижается только до нижнего порогового значения температуры (ТU), при этом подогрев материала повторяют в направлении транспортировки металла посредством последующих, расположенных в направлении движения материала нагревательных устройств.
2. Способ по п.1, отличающийся тем, что температуру материала при подогреве в линии прокатки не повышают выше заранее заданного верхнего порогового значения температуры (ТO), которое выше нижнего порогового значения температуры (ТU), причем температуру материала удерживают в целевом диапазоне (ΔТ) температур, ограниченном нижним и верхним пороговыми значениями температуры.
3. Способ по п.1, отличающийся тем, что целевой диапазон (ΔТ) температур выбирают, с точки зрения математического рассмотрения, в зависимости от применяемого материала таким образом, что изменение среднего предела текучести материала в горячем состоянии в зависимости от температуры имеет локальный минимум.
4. Способ по любому из пп.1-3, отличающийся тем, что нижнее пороговое значение температуры (ТU) задают в зависимости от материала, например, для низкоуглеродистых сталей, прокатываемых в аустенитной области сталей, его устанавливают примерно 900°С, а для сталей, прокатываемых в ферритной области, его устанавливают примерно 800°С.
5. Способ по любому из пп.1-3, отличающийся тем, что исходный материал (200) перед подачей в линию (100) чистовой прокатки при необходимости нагревают до входной температуры (ТE) выше нижнего порогового значения температуры (ТU) посредством предварительного нагревательного устройства (120-0).
6. Способ по п.5, отличающийся тем, что, если между первыми в направлении движения материала прокатными клетями (110-1, 110-2, 110-3) линии (100) чистовой прокатки осуществляют межклетевое охлаждение (140) материала (200), исходный материал перед подачей в линию чистовой прокатки посредством предварительного нагревательного устройства (120-0) нагревают до такой входной температуры (ТE), что материал при транспортировке через область межклетевого охлаждения (140) до достижения следующего в направлении движения материала нагревательного устройства (120-3) за областью межклетевого охлаждения не охлаждается ниже, чем нижнее пороговое значение температуры (ТU).
7. Способ по п.1, отличающийся тем, что определение степени нагрева и нагревательного устройства, на уровне которого или после которого первый раз возникает вероятность снижения температуры материала вследствие тепловых потерь ниже нижнего порогового значения (ТU), осуществляют посредством расчетной модели (132) и/или на основании измерений температуры в линии чистовой прокатки.
8. Способ по п.1, отличающийся тем, что количество тепла, передаваемое проходящему материалу во время каждого процесса подогрева, индивидуально для каждого нагревательного устройства (120-k) рассчитывают перед началом процесса прокатки на основании расчетной модели (132) с учетом теплопотерь, в частности теплопотерь при транспортировке материала между следующими друг за другом клетями (110-n) или между следующими друг за другом нагревательными устройствами (120-k) и при прохождении прокатных клетей.
9. Способ по п.8, отличающийся тем, что посредством расчетной модели (132) определяют теплопотери с учетом заранее заданных ограничений (133) для прокатных клетей, для нагревательных устройств, а также для процесса прокатки на основании заранее заданных параметров процесса, таких как вид применяемого исходного материала, например, марка стали или марка алюминия, толщина исходного материала, скорость разливки, количество клетей в линии чистовой прокатки, расстояние между клетями или между нагревательными устройствами, измеренная температура исходного материала после направляющей (320) для заготовки и температура полосового материала на выходе линии чистовой прокатки, при необходимости, максимально возможная охлаждающая способность межклетевых охлаждающих устройств (140) и, при необходимости, с учетом соответствующих измерений действительных значений температуры между клетями и/или заранее заданных повышений температуры для кромок материала.
10. Способ по любому из пп.7, 8 или 9, отличающийся тем, что посредством расчетной модели (132) производят итерационный расчет количеств тепла, подаваемых материалу (200) от первого нагревательного устройства или отдельных нагревательных устройств (120-k), на базе прямого расчета в направлении движения материала или на базе расчета в обратном направлении по отношении к движению материала исходя из желаемой температуры (ТA) полосового материала в конце прокатки на выходе из линии (100) чистовой прокатки.
11. Способ по пп.7, 8 или 9, отличающийся тем, что расчетная модель (132) и определение количеств тепла от первого нагревательного устройства и отдельных нагревательных устройств (120-k) во время процесса прокатки имеет возможность адаптации к изменяющимся параметрам процесса, в частности определенному изменению температуры между прокатными клетями.
12. Способ по п.8, отличающийся тем, что нагревательные устройства (120-k) ориентированы к кромке полосы и управление ими посредством расчетной модели (132) осуществляют таким образом, что поперек движения материала к переохлажденным кромкам материала подвод тепла осуществляется сильнее, чем к середине материала.
13. Способ по п.12, отличающийся тем, что установление путем индукционного нагрева температуры полосы внутри линии чистовой прокатки используют для воздействия на плоскостность или профиль полосы, причем положение и воздействие индуктивных нагревающих устройств описывают и задают в моделях профиля, контура и плоскостности.
14. Способ по любому из пп.1-3, отличающийся тем, что подогрев осуществляют посредством индуктивных нагревательных устройств (120-k).
15. Линия (100) чистовой прокатки, содержащая множество расположенных друг за другом в направлении транспортировки материла прокатных клетей (100-n) для прокатки исходного материала (200) в полосовой материал, причем исходный материал (200), нагретый до входной температуры (ТE) выше нижнего порогового значения (TU), охлаждается вследствие теплопотерь в линии (100) чистовой прокатки,
расположенные по меньшей мере между отдельными клетями (100-n) нагревательные устройства (120-k) и блок (130) управления для управления нагревательными устройствами (120-k) таким образом, что теплопотери материала (200) компенсируются посредством подогрева настолько, что конечная температура (ТA) прокатки при выходе из линии (100) чистовой прокатки не снижается ниже заранее заданного нижнего порогового значения температуры (ТU), отличающаяся тем, что блок (130) управления выполнен с возможностью определения нагревательных устройств (120-k), на уровне которых или после которых в направлении движения материала впервые возникает вероятность снижения температуры материала вследствие тепловых потерь ниже нижнего порогового значения (ТU), управления определенным нагревательным устройством (120-k) и при необходимости следующими в направлении транспортировки материала другими нагревательными устройствами таким образом, что материал подогревается настолько, что его температура при последующей транспортировке до следующего нагревательного устройства (120-[k+1]) в направлении движения материала или после прохождения последнего нагревательного устройства до выхода из последней прокатной клети (110-n) вследствие теплопотерь снижается только до нижнего порогового значения температуры (ТU).
16. Линия по п.15, отличающаяся тем, что блок (130) управления выполнен с возможностью управления температурой прокатки способом по любому из пп.2-14.
| US 5133205 A, 28.07.1992 | |||
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕПЛОВЫХ ПОТЕРЬ ПРИ ГОРЯЧЕЙ ПРОКАТКЕ | 0 |
|
SU371998A1 |
| Очиститель корнеплодов | 1979 |
|
SU738547A1 |

