Изобретение относится к области контроля физических свойств изделий и материалов, и может быть использовано для обнаружения зон с аномалиями твердости и иных физических и механических свойств поверхности стальных листов, рельсов, труб, прутков.
Известны устройства, реализующие способ контроля однородности механических свойств листового, сортового проката и труб, включающий применение блоков электромагнитно-акустических преобразователей, размещаемых на поверхности контролируемого изделия, возбуждение в изделии и прием упругих колебаний, прием и измерение времени пробега ультразвуковых импульсов, поляризованных вдоль и поперек направления прокатки. Причем, на каждом участке единицы проката возбуждают и принимают одновременно импульсы поперечных волн, которые преимущественно поляризованы вдоль и поперек направления прокатки, измеряют время прихода донных импульсов, отраженных от противоположной стенки единицы проката, вычисляют для каждого участка единицы проката по крайней мере одно из значений информативных соотношений, несущих информацию об однородности механических свойств [1].
Известно устройство для ультразвукового контроля прочностных характеристик материалов в динамическом режиме, содержащее генератор высокочастотных электрических колебаний, два электромагнитно-акустических преобразователя, каждый из которых состоит из плоской катушки индуктивности, расположенной параллельно поверхности изделия, и магнитной системы, последовательно соединенных усилителя высокой частоты, детектора, видеоусилителя, индикатора и генератора развертки, причем второй вход индикатора подключен к генератору развертки, соединенному с генератором высокочастотных электрических колебаний, отличающееся тем, что оба электромагнитно-акустических преобразователя установлены с одной стороны контролируемого изделия, причем направление поляризации одного электромагнитно-акустического преобразователя совпадает с направлением прокатки, а второго - перпендикулярно ему, и дополнительно к выходу видеоусилителя подключена последовательная цепь из измерителя временных интервалов, делителя указанных временных интервалов и регистратора [2].
Эти многоканальные устройства позволяют вести сплошной, автоматический, высокопроизводительный контроль механических свойств материалов и изделий с помощью нескольких линеек электромагнитно-акустических преобразователей. Электрические катушки внутри каждого блока преобразователей образуют группы, позволяющие каждому блоку контролировать достаточно широкую зону объекта контроля.
Недостатком известных устройств является их сравнительно низкая чувствительность к механическим свойствам металла, особенно его поверхностных слоев. Этот недостаток обусловлен некоторыми особенностями применения полей упругих колебаний в качестве источника информации о механических характеристиках объекта контроля.
Несмотря на очевидную связь между измеряемыми параметрами акустических сигналов (в первую очередь, скоростей распространения упругих волн различного типа и поляризаций) и механическими свойствами изделий из металла, практическое применение подобных устройств показало их существенно низкую чувствительность.
Во-первых, это связано с практически непреодолимой сложностью определения скоростей упругих волн с требуемой точностью - сотые и даже тысячные доли процента. Такие точности не представляют принципиальной трудности в лаборатории, но в условиях массового производства практически недостижимы. Неизбежные флюктуации температуры, девиации геометрических размеров, наличие на поверхности слоя окалины, приводят к существенному снижению достоверности измерений.
Затухание упругих волн, которое, теоретически, так же несет информацию о механических свойствах объекта контроля, измеряется, как правило, так же с большими и неизбежными погрешностями, обусловленными, в большинстве своем, теми же, указанными выше причинами.
Кроме того, применение объемных (продольных и поперечных) упругих волн позволяет получать лишь интегральную, усредненную по пути распространения ультразвуковых импульсов информацию о механических свойствах объекта контроля. Аномалии твердости поверхностных слоев металла обнаруживаются весьма ненадежно. Применение Рэлеевских волн, распространяющихся в поверхностном слое OK, ограничено техническими сложностями определения их параметров в условиях массового производства, а также влиянием окалины и кривизны поверхности OK.
Широко известны устройства для вихретокового определения структуры и механических свойств изделий из металлов. Общеизвестно наличие корреляции между механическими и магнитными/электромагнитными свойствами металлов.
Являясь в определенной степени универсальными устройствами, они, как правило, не учитывают специфику прокатного производства, формирующего ярко выраженную анизотропию механических свойств металла.
Кроме того, указанные устройства практически непригодны для работы в составе многоканальных систем высокопроизводительного контроля в условиях промышленного производства.
Во-первых, при большом количестве датчиков (одновременно их может потребоваться несколько сотен), серьезной проблемой может оказаться их низкая эксплуатационная стойкость, связанная с истиранием и высокой температурой объекта контроля.
Применение катящихся роликов, хотя и стабилизирует рабочий зазор в случае чистой и гладкой поверхности OK, и защищает датчики от истирания, но не обеспечивает требуемой эксплуатационной надежности. Мельчайшие частицы окалины, являясь чрезвычайно твердыми элементами, неизбежно проникают в подшипники и разрушают их, блокируя нормальную работу роликов.
Грязь, мусор, отслаивающаяся окалина, часто встречающиеся на поверхности проката, будут неизбежно и неконтролируемо изменять зазор между датчиками и OK. Это является весьма нежелательным явлением, поскольку любая система компенсации влияния изменения зазора обладает погрешностью, которая может существенно снизить достоверность контроля.
Другим недостатком существующих систем вихретокового контроля является их взаимное влияние и быстродействие. Для сплошного контроля листового проката требуется близкое расположение рабочих катушек. Независимая регистрация изменения амплитуды и/или фазы сравнительно низкочастотного гармонического или квазигармонического сигнала в разных катушках требует времени, исключение их взаимного влияния может оказаться серьезной проблемой.
Целью настоящего изобретения является повышение надежности, быстродействия, производительности и точности определения однородности механических свойств изделий из металла в условиях их поточного производства.
Цель достигается тем, что в устройстве для определения однородности механических свойств изделий из металла и обнаружения в них зон с аномальной твердостью,
каждый ЭД представляет собой сборку из, как минимум, двух рабочих катушек (PK), намотанных на U-образные сердечники, причем сердечники ориентированы параллельно друг другу таким образом, что генерируемое ими переменное магнитное поле замыкается через объект контроля (OK) вдоль либо, как вариант, поперек направления прокатки.
U-образный сердечник обеспечивает максимальную концентрацию переменного магнитного потока в изделии, причем позволяет задать этому потоку нужное направление. Наши исследования показывают, что при ориентации поля ЭД вдоль направления прокатки корреляция параметров сигнала ЭД с механическими свойствами максимально стабильна и воспроизводима.
Есть и другая причина ориентировать переменное магнитное поле сердечников вдоль или поперек направлений прокатки. Это связано с анизотропией магнитных свойств проката. Так, например, начальная магнитная проницаемость μ, как правило, максимальна в направлении прокатки, и минимальна - в перпендикулярном направлении. Функция μ (β), где β - угол между направлением прокатки и направлением измерения начальной магнитной проницаемости, представляет собой «приподнятую» гармоническую функцию вида μ (β)=μ*+K Cos 2β, где μ* - среднее значение начальной магнитной проницаемости, K - коэффициент анизотропии. Экстремумы этой функции с производной равной нулю совпадают с направлением прокатки (β=0) и перпендикулярным ему направлением (β=90°), и характеризуют наиболее выгодные направления ориентации ЭД с точки зрения максимальной нечувствительности измерительного устройства к случайным отклонениям этого угла от заданного. Такие отклонения могут происходить, например, в результате «косой» транспортировки OK по рольгангу.
Размещение нескольких (как минимум двух) рабочих катушек с U-образными сердечниками в одном блоке ЭД позволяет оптимизировать затраты на контроль (снижение количества рычагов, цилиндров, и прочих элементов подвески), и, кроме того, за счет увеличения площади подошвы ЭД оптимизировать работу воздушной подушки.
Максимально-возможное увеличение ширины ЭД и, соответственно, количества катушек в нем, ограничено значением максимально-возможной неидеальности формы поверхности OK. Для листового проката это коробоватость и неплоскостность.
При этом, частота F максимума в спектре генерируемого ЭД магнитного поля выбирается из соотношения:
F≤0,8×Fc, где Fc - частота, при которой изменение индуктивности PK при приближении ЭД к OK меняет направление с положительного (индуктивность растет) на отрицательное (индуктивность падает).
Именно в этом режиме катушка на U-образном сердечнике работает наиболее эффективно, а участок объекта контроля в зоне ЭД в наибольшей степени играет роль полноценного элемента магнитопровода с приемлемыми потерями на вихревые токи и перемагничивание. Начальная магнитная проницаемость ферромагнитного материала OK на этом участке, а так же его электропроводность во многих практических случаях хорошо коррелируют с твердостью.
При этом, система компенсации зазора дополнительно содержит систему подачи сжатого воздуха к ЭД, причем каждый ЭД дополнительно содержит как минимум одно отверстие, выполненное в подошве ЭД (со стороны объекта контроля), и служащее для создания воздушной подушки в пространстве между OK и ЭД, а площадь S подошвы ЭД удовлетворяет условию:
S≥5000/Р, где S - площадь подошвы ЭД в мм2, Р - давление воздуха на входе в ЭД, в барах,
Воздушная подушка (ВП) выполняет несколько важных функций. Во-первых, это стабилизация зазора. Во-вторых - истекающий из-под подошвы воздух активно очищает поверхность OK от частиц окалины, ржавчины, песка, что так же способствует стабилизации рабочего зазора, и, кроме того, снижению уровня помех, обусловленных влиянием активного с точки зрения электромагнитного контроля «мусора» на поверхности объекта контроля.
В-третьих, ВП защищает ЭД от перегрева в случае повышенной температуры OK. Речь идет не только о предотвращении разрушения преобразователя, но и о повышении температурной стабильности компонентов (ферритов, намоточного провода, конденсаторов), входящих в его состав.
Важным для достижения цели является то, что подошва ЭД согласована по форме с OK, а каждый ЭД дополнительно содержит устройство для его прижатия объекту контроля с заданной силой, обеспечивающей стабилизацию зазора между OK и ЭД на уровне, обеспечивающем равновесие сил отталкивания, дополнительного прижатия и гравитации на некотором определенном технологией контроля значении.
При приложении прижимающей силы к объекту на воздушной подушке зазор изменяется нелинейно, поскольку сила реакции (подъемная сила) не линейна; она очень быстро возрастает при попытке уменьшить зазор. Для примера: для того, чтобы полностью «посадить» ВП площадью 10 см × 10 см на гладкую поверхность, если давление на входе 5 атм, необходимо приложить силу F≈10×10×5=500 кг.
Практика показывает, что прижимающую силу можно отрегулировать таким образом, что в системе сил будет поддерживаться весьма стабильный зазор порядка 0,1-0,5 мм в зависимости от площади подошвы и давления воздуха на входе в ЭД. При этом, устройство прижатия не позволяет ЭД «подпрыгнуть» на неровностях OK при сканировании на больших скоростях. Результат - существенное снижение помех, связанных с изменением зазора.
Достижению цели способствует и то, что каждый ЭД включает в себя, как минимум, две дополнительные катушки, расположенные в зоне полюсов U-образных сердечников, и предназначенные для определения фактического зазора между ВП и объектом контроля.
Причина применения как минимум двух (а лучше, не менее четырех) дополнительных катушек является возможность отслеживания перекосов в позиции ЭД относительно OK.
Цель достигается и тем, что и рабочие, и дополнительные катушки генерируют электромагнитные импульсы, существенно отличающиеся друг от друга по спектру, причем спектр частот, генерируемых дополнительными катушками, находится в более высокочастотной области по отношению к спектру сигналов, вырабатываемых основными катушками, и выбирается таким образом, чтобы влияние механических свойств OK на сигналы дополнительных катушек было незначительным.
Индуктивность катушки и вносимое сопротивление существенным образом зависят от расстояния до ферромагнитного OK. При этом, выбором геометрии дополнительных катушек и частоты их возбуждения можно существенным образом подавить мешающее влияние электромагнитных/механических свойств OK, и осуществлять измерение текущего значения зазора с достаточной точностью.
Цель достигается и тем, что параллельно всем рабочим катушкам, размещенным в ЭД, подключены конденсаторы, емкость Ср которых определяется по формуле: Ср=1/2πFLp, где Lp индуктивность соответствующей рабочей катушки вблизи OK, F - центральная частота в спектре затухающих во времени свободных колебаний соответствующего L-C контура, удовлетворяющая условию:
1/2πFCp=2πfLp
Импульсная работа устройства обеспечивает, с одной стороны, полное отсутствие взаимного влияния катушек внутри одного ЭД (путем разнесения их работы во времени), а во-вторых, позволяет существенно повысить быстродействие системы за счет сокращения времени измерения значения интересующих величин (например, индуктивности и/или вносимого объектом контроля потерь энергии колебательного контура).
Важным в достижении цели является и то, что параллельно всем дополнительным катушкам, размещенным в ЭД, подключены конденсаторы, емкость Сд которых определяется по формуле: Сд=1/2πFLд, где Lд - индуктивность соответствующей дополнительной катушки вблизи OK, F - центральная частота в спектре затухающих во времени свободных колебаний соответствующего L-C контура, удовлетворяющая условию:
1/2πFCp=2πfLp
Достоинства импульсной работы дополнительных катушек такие же, как и в случае рабочих катушек.
Однородность принципов измерения параметров сигналов рабочих и дополнительных катушек благоприятно сказывается на стоимости электронного оборудования и его эксплуатационной надежности.
Цели способствует так же использование в качестве устройства для дополнительного прижатия ЭД к объекту контроля используется пневмоцилиндр, входящий в состав подвески ЭД, имеющий функцию изменения амплитуды и/или направления создаваемой им силы в зависимости от фазы его применения.
Как уже было указано выше, прижим ЭД к объекту контроля позволяет использовать нелинейный характер сил отталкивания, «сжать» воздушную подушку, избежать «подпрыгиваний», снизить расход воздуха, и стабилизировать рабочий зазор.
Цель достигается так же путем применения в качестве устройства для дополнительного прижатия ЭД к объекту контроля используется как минимум одного магнита, входящего в состав ЭД, и располагаемого в районе его подошвы.
Магнит, как и воздушная подушка является элементом, обеспечивающим нелинейное изменение силы взаимодействия с ферромагнитным объектом при сокращении расстояния до него, но направленное противоположно. Теоретически это означает еще более высокую стабилизацию рабочего зазора между OK и ЭД, чем в случае с линейным элементом, коим является пневматическая пружина (пневмоцилиндр).
Магнит, размещенный впереди рабочих катушек может играть еще одну полезную роль. Дело в том, что при больших скоростях движения объектов контроля, эффективность демагнетизатора может оказаться не достаточной. В этом случае остаточная, хаотично и непредсказуемо распределенная намагниченность OK может существенно снизить достоверность контроля. Магнит, расположенный в ЭД, способен выровнять, упорядочить намагниченность OK, сделать ее более равномерной, и тем самым существенно повысить качество контроля.
Пример устройства приведен на Фиг. 1.
Объект контроля 1 находится в зоне ЭД 14 с подошвой 13. Остальные ЭД которые могут располагаться над -и- под рольгангом, не показаны, чтобы не загромождать рисунок. Протектор 9 защищает размещенные на нем линейку из двух U-образных сердечников с рабочими катушками 5, находящиеся одна за другой, и две линейки вспомогательных катушек 3 и 4. Каждая линейка вспомогательных катушек содержит по две такие катушки, находящиеся одна за другой. Размещение рабочих катушек 5 и вспомогательных катушек 3 и 4 на протекторе 9 дополнительно поясняется схемами на Фиг. 2. и Фиг. 3.
Подвеска ЭД 14 включает раму 2, пневмоцилиндр 11 двунаправленного действия, и рычаг 6.
Штуцер 12 служит для подвода струи воздуха 10 в корпус 14 ЭД. Схематично показаны струи воздуха 7, исходящего через образующие воздушную подушку отверстия 8, выполненные в подошве 13.
Рольганг 15 служит для транспортировки OK 1. Демагнетизатор 16 служит для демагнетизации OK 1. 17 - направление действия силы со стороны цилиндра, стабилизирующей рабочий зазор; 18 - направление движения OK1.
Устройство работает следующим образом.
OK 1 движется по рольгангу 15 и проходит через демагнетизатор 16. При появлении OK 1 в зоне ЭД 14, воздух 10 через штуцер 12 подается в ЭД 14 и начинает выходить через отверстия 8 в подошве 13. Пневмоцилиндр 11 опускает ЭД 14 на OK 1 и прижимает его к нему, создавая силу прижатия F1, которая существенно превышает силу F2, связанную с гравитацией. F2=М×g, где М - масса ЭД 14, g - ускорение свободного падения. Таким образом, выполняется условие F1>>F2.
Истекающий из подошвы 13 воздух 7 создает в пространстве между подошвой 13 и OK 1 давление, которое приводит к появлению силы F3, направленной противоположно силам F1 и F2 и противодействующую им. Сила F3 тем больше, чем меньше величина зазора между подошвой 13 и OK 1. Все три силы уравновешиваются при некотором, сравнительно небольшом значении этого зазора. Ввиду нелинейности силы F3, незначительные колебания значения силы F2, а так же появление других сил, связанных с вертикальными смещениями OK, не приводят к сколько-нибудь существенным изменениям величины зазора. Система становится устойчивой к случайным изменениям, обусловленным как вертикальными, так и горизонтальными перемещениям OK 1.
Струи воздуха 7 исходящие от ЭД 14, активно «сдувают» частицы окалины с OK 1, препятствуют их попаданию в рабочий зазор между OK 1 и ЭД 14, что так же благоприятно влияет на стабильность последнего.
После завершения контроля направление силы F2 меняется на противоположное, и пневмоцилиндр 11 отводит ЭД 14 от OK 1 на безопасное расстояние.
Несмотря на высокую стабильность рабочего зазора между OK 1 и ЭД 14, незначительные его колебания все же возможны, например, по причине неидеальности формы OK.
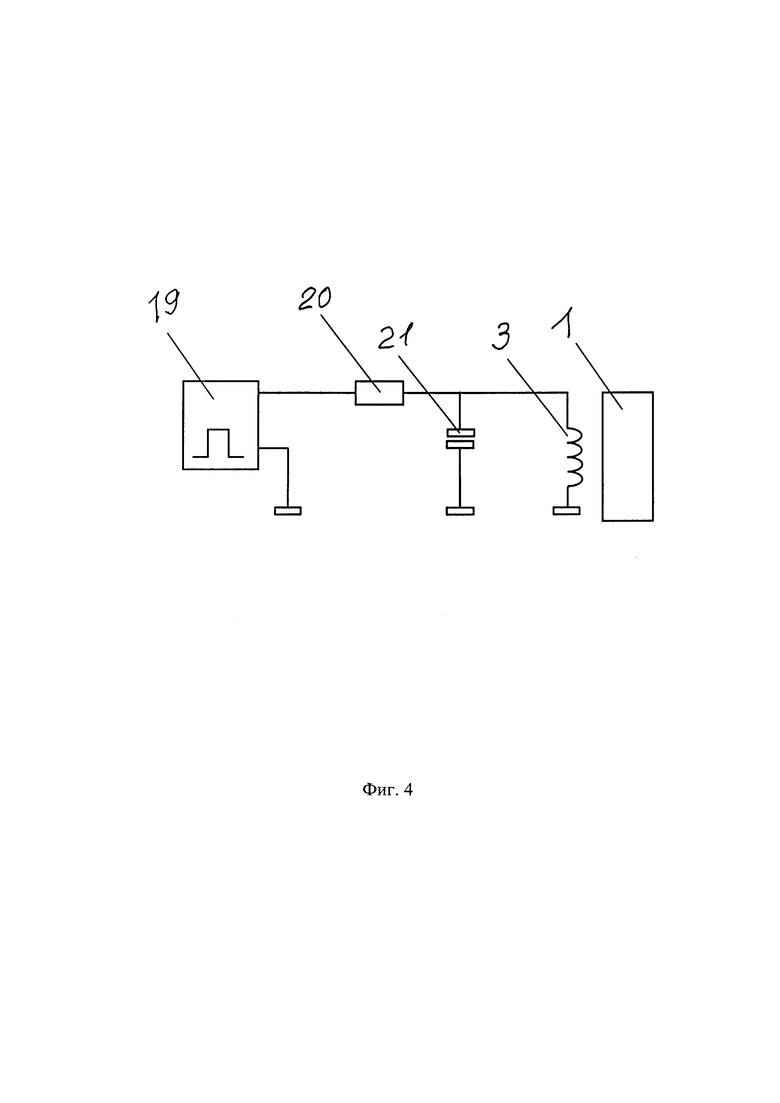
Поэтому, текущее значение зазора непрерывно измеряется с помощью линеек катушек 3 и 4, электромагнитная связь которых с OK 1 является функцией этого зазора. На основании этих измерений вносятся соответствующие коррекции в результаты контроля. Принцип получения информации о величине зазора катушек 3 и 4 показан на Фиг. 4. Измерения осуществляются следующим образом.
Индуктивность Lm катушки 3, расположенной вблизи OK 1, существенным образом зависит от расстояния r между катушками, и может быть выражена некоторой аппроксимирующей функцией:

Генератор 19 вырабатывает прямоугольный импульс напряжения U. Через некоторый переходный промежуток времени, ток I через резистор 20, имеющем сопротивление R, и катушку 3 достигнет своего установившегося значения I=U/R (внутренним сопротивлением катушки и вносимым OK сопротивлением можно пренебречь ввиду их сравнительной малости). Под воздействием этого тока, катушка запасает энергию W=I2×Lm(r). При окончании прямоугольного импульса, задаваемого генератором 1, в контуре, образованном катушкой 3 и конденсатором 21 возникнут затухающие колебания, обусловленные обменом энергией между ними. При этом, центральная частота f в спектре затухающих во времени свободных колебаний соответствующего L-C контура, будет удовлетворять условию:
1/2πfCm=2πfLm.
Период свободных колебаний Т=1/f является основной измеряемой характеристикой, характеризующей зазор, и, в существенно меньшей степени, физические свойства OK. Амплитуда свободных колебаний и декремент их затухания являются дополнительными параметрами, характеризующими как зазор, так и некоторые физические свойства OK.
Номинальная частота f выбирается таким образом, чтобы величина зазора играла доминирующую роль при измерениях.
Несколько вспомогательных катушек позволяют определить среднее значение зазора между подошвой 13 и OK 1 и в определенной степени учесть неидеальность формы OK и непараллельность OK 1 и подошвы 13.
Для учета этого среднего зазора и внесения коррекции в определяемые характеристики OK, как будет показано ниже, удобно определить Lm(r) - среднюю индуктивность системы «вспомогательные катушки - OK».
Иная задача решается с помощью рабочих катушек. Принцип определения твердости и/или других механических характеристик объекта контроля показан на Фиг. 5.
Этот принцип аналогичен описанному выше для дополнительных катушек, используемых для определения величины рабочего зазора.
В данном случае объект контроля OK1 в максимальной степени является частью магнитопровода катушки 3. Фактически, ее U-образный сердечник 22 через сравнительно небольшой рабочий зазор и объект контроля OK1 образуют квазизамкнутый магнитопровод.
При определенных условиях, а именно, при достаточно низкой частоте тока, протекающего через катушку 3 (на практике, до нескольких десятков килогерц), индуктивность Lp катушки 3, расположенной вблизи OK 1, существенным образом зависит не только от расстояния r между ними, но и является корреляционной функцией магнитной проницаемости μ:
Lp=Lp(r,μ)
При небольших изменениях зазора, результирующая индуктивность Lp может быть представлена в виде произведения двух аппроксимирующих функций:

В свою очередь, функция Lp(r), с учетом выражения (1) может быть представлена в виде

где K - некий коэффициент, не зависящий от r, и который определяется при калибровке, a Lm(r) - усредненная индуктивность системы «вспомогательные катушки -OK».
При известном расстояния r до OK, твердость Н в общем виде может быть выражена в виде аппроксимирующей функции или корреляционного уравнения в виде:

С учетом выражений (2) и (3) результирующая формула для определения твердости Н (или иного параметра, коррелирующего с индуктивностью рабочей катушки, находящейся вблизи от OK), может быть представлена в виде:

Выражение (5) определяет искомую твердость материала OK с учетом реального зазора.
Текущее значение индуктивности Lp(μ) определяется по методике, описанной выше для дополнительной катушки с учетом нижеследующего.
Генератор 19 (см. Фиг. 5) вырабатывает прямоугольный импульс напряжением U. Через некоторый переходный промежуток времени, ток I через резистор 20, имеющем сопротивление R и катушку 3 достигнет своего установившегося значения I=U/R. Под воздействием этого тока, катушка запасает энергию W=I2×Lp(r). При окончании прямоугольного импульса, задаваемого генератором 19, в контуре, образованном катушкой 3 и конденсатором 21 возникнут затухающие колебания, обусловленные обменом энергией между ними. При этом, центральная частота F в спектре затухающих во времени свободных колебаний соответствующего L-C контура, будет удовлетворять условию:
1/2πFCp=2πFLp.
Измеряя период Т=1/F можно определить величину Lp=L(r,μ), а через нее, используя выражения (5) - искомое значение твердости Н, или иной параметр механических свойств материала изделия, коррелирующий с измеряемой индуктивностью.
Необходимо отметить, что информацию о физических свойствах материала OK можно получить так же путем измерения параметров затухания импульса свободных колебаний. Например, измеряя соотношение амплитуд первого и последующих колебаний контура, а так же сами значения амплитуд, можно определить активные потери, связанные вихревыми токами в OK, а так же его электропроводность. В ряде случаев, электропроводность так же может в значительной мере коррелировать с некоторыми механическими свойствами материала, и быть использована при определении твердости Н в виде дополнительного параметра.
Источники информации:
1. Патент РФ 2258217
2. Патент РФ 2231055
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обнаружения зон с неоднородными физическими свойствами в изделиях из металлопроката | 2021 |
|
RU2767939C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ОДНОРОДНОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ И ОБНАРУЖЕНИЯ В НИХ ЗОН С АНОМАЛЬНОЙ ТВЁРДОСТЬЮ | 2023 |
|
RU2818648C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2447430C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2271876C1 |
| СИСТЕМА УПРАВЛЕНИЯ КАПСУЛЬНЫМ ЭНДОСКОПОМ И СОДЕРЖАЩАЯ ЕГО КАПСУЛЬНАЯ ЭНДОСКОПИЧЕСКАЯ СИСТЕМА | 2013 |
|
RU2626959C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ДВИЖЕНИЯ ОБЪЕКТОВ, А ТАКЖЕ ЧУВСТВИТЕЛЬНЫЕ ЭЛЕМЕНТЫ ДАТЧИКА, В КОТОРОМ РЕАЛИЗОВАН ТАКОЙ СПОСОБ | 2015 |
|
RU2589938C1 |
| ПРОТЕКТОР ДЛЯ ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ | 2010 |
|
RU2457479C1 |
| ДИНАМИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ ВИБРОУСКОРЕНИЯ И ДАТЧИК ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2834759C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2002 |
|
RU2223487C1 |
| Способ определения размеров зерна в листовом металлопрокате | 2022 |
|
RU2782966C1 |




Изобретение относится к области контроля физических свойств изделий и материалов, и может быть использовано для обнаружения зон с аномалиями твердости и иных физических и механических свойств поверхности стальных листов, рельсов, труб, прутков. Устройство содержит рольганг для перемещения ОК в процессе контроля, демагнетизатор, систему компенсации влияния рабочего зазора, и комплект из как минимум двух электромагнитных датчиков (ЭД), каждый из которых содержит по крайней мере одну рабочую катушку, корпус. Каждый ЭД представляет собой сборку из как минимум двух рабочих катушек (РК), намотанных на U-образные сердечники, причем линии, соединяющие полюса каждого сердечника ориентированы параллельно друг другу таким образом, что генерируемое катушками переменное магнитное поле замыкается через объект контроля (ОК) либо вдоль, либо поперек направления прокатки. Частота F максимума в спектре генерируемого ЭД магнитного поля выбирается из соотношения: F≤0,8×Fc, где Fc - частота, при которой изменение индуктивности РК при приближении ЭД к ОК меняет направление с положительного (индуктивность при приближении растет) на отрицательное (индуктивность при приближении падает). Система компенсации зазора дополнительно содержит систему подачи сжатого воздуха к ЭД, причем каждый ЭД дополнительно содержит как минимум одно отверстие, выполненное в подошве ЭД (со стороны объекта контроля), и служащее для выхода воздуха из подошвы ЭД и создания воздушной подушки в пространстве между ОК и ЭД, а площадь S подошвы ЭД удовлетворяет условию: S≥5000/Р, где S - площадь подошвы ЭД в мм2, Р - давление воздуха на входе в ЭД, в барах, причем подошва согласована по форме с ОК. Каждый ЭД дополнительно содержит устройство для его прижатия объекту контроля с заданной силой, обеспечивающей стабилизацию зазора между ОК и ЭД на заданном значении. Технический результат: повышение надежности, быстродействия, производительности и точности определения однородности механических свойств изделий из металла в условиях их поточного производства. 6 з.п. ф-лы, 5 ил.
1. Устройство для определения однородности механических свойств изделий из металла и обнаружения в них зон с аномальной твердостью, содержащее рольганг для перемещения ОК в процессе контроля, демагнетизатор, систему компенсации влияния рабочего зазора, и комплект из как минимум двух электромагнитных датчиков (ЭД), каждый из которых содержит по крайней мере одну рабочую катушку, корпус, отличающееся тем, что каждый ЭД представляет собой сборку из как минимум двух рабочих катушек (РК), намотанных на U-образные сердечники, причем линии, соединяющие полюса каждого сердечника ориентированы параллельно друг другу таким образом, что генерируемое катушками переменное магнитное поле замыкается через объект контроля (ОК) либо вдоль, либо поперек направления прокатки, причем частота F максимума в спектре генерируемого ЭД магнитного поля выбирается из соотношения: F≤0,8×Fc, где Fc - частота, при которой изменение индуктивности РК при приближении ЭД к ОК меняет направление с положительного (индуктивность при приближении растет) на отрицательное (индуктивность при приближении падает), а система компенсации зазора дополнительно содержит систему подачи сжатого воздуха к ЭД, причем каждый ЭД дополнительно содержит как минимум одно отверстие, выполненное в подошве ЭД (со стороны объекта контроля), и служащее для выхода воздуха из подошвы ЭД и создания воздушной подушки в пространстве между ОК и ЭД, а площадь S подошвы ЭД удовлетворяет условию: S≥5000/Р, где S - площадь подошвы ЭД в мм2, Р - давление воздуха на входе в ЭД, в барах, причем подошва согласована по форме с ОК, а каждый ЭД дополнительно содержит устройство для его прижатия объекту контроля с заданной силой, обеспечивающей стабилизацию зазора между ОК и ЭД на заданном значении.
2. Устройство по п. 1, отличающееся тем, что каждый ЭД включает в себя как минимум две дополнительные катушки, предназначенные для определения фактического зазора между ВП и объектом контроля.
3. Устройство по п. 2, отличающееся тем, что и рабочие, и дополнительные катушки генерируют электромагнитные импульсы, причем спектр импульсов, генерируемых дополнительными катушками, находится в существенно более высокочастотной области по отношению к спектру импульсов, вырабатываемых основными катушками, и выбирается таким образом, чтобы влияние механических свойств ОК на сигналы дополнительных катушек было незначительным.
4. Устройство по пп. 1-3, отличающееся тем, что параллельно всем рабочим катушкам, размещенным в ЭД, подключены конденсаторы, емкость Ср которых определяется по формуле: Ср=1/(2πf)2Lp, где Lp индуктивность соответствующей рабочей катушки вблизи OK, f - центральная частота в спектре затухающих во времени свободных колебаний соответствующего L-C контура.
5. Устройство по пп. 2-4, отличающееся тем, что параллельно всем дополнительным катушкам, размещенным в ЭД, подключены конденсаторы, емкость С которых определяется по формуле: С=1/(2πf)2Lm, где Lm - индуктивность соответствующей дополнительной катушки вблизи OK, f - центральная частота в спектре затухающих во времени свободных колебаний соответствующего L-C контура.
6. Устройство по пп. 1-5, отличающееся тем, что в качестве устройства для дополнительного прижатия ЭД к объекту контроля используется пневмоцилиндр, входящий в состав подвески ЭД, имеющий функцию изменения амплитуды и/или направления создаваемой им силы в зависимости от фазы его применения.
7. Устройство по пп. 1-5, отличающееся тем, что в качестве устройства для дополнительного прижатия ЭД к объекту контроля и выравнивания намагниченности ОК используется как минимум один магнит, входящий в состав ЭД, и располагаемый в районе его подошвы.
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2561250C2 |
| Способ регулирования загрузки пекококсовых печей | 1959 |
|
SU134659A1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2334981C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |
| Клеть для поперечной раскаткиТРуб | 1979 |
|
SU818678A1 |

