Изобретение относится к области неразрушающего контроля, а именно к способам исследований внутреннего строения материалов с помощью ультразвуковых волн, и может быть использовано для оценки среднего размера зерна в листовом металлопрокате.
Листовой металлопрокат является основным материалом для изготовления корпусов автомобилей, труб, других деталей машин. Структура материала листового металлопроката существенным образом определяет его потребительские свойства. От величины среднего размера зерна листового металлопроката зависит его штампуемость – свойство, определяющее, его пригодность к использованию для производства, например, кузовов автомобилей.
В промышленности для определения структуры металла широко используют методы металлографического анализа (И.Л. Шулаев Контроль в производстве черных металлов. М.: Металлургия, 1978), заключающиеся в измерении размеров зёрен металла, видимых визуально или в микроскоп на шлифованной, полированной и протравленной кислотами поверхности образцов, вырезанных из соответствующих участков изделий.
Недостатком такого способа является трудоемкость измерений, а также возможность определения размеров зерна только поверхностных слоев образца.
Известен интегральный способ оценки структуры материала ("хорошая" - "плохая") с помощью ультразвука (Технические указания и выявление ультразвуком внутренних дефектов металла в осях и непрозвучивающихся осей на заводах. N 316-ЦВРК, 1977).
Известный способ заключается в прозвучивании контролируемых изделий эхо-методом на заданной частоте f и сравнении амплитуды донного сигнала на изделии (эталонном образце) с "хорошей" структурой с амплитудами донных сигналов на испытуемых изделиях. При уменьшении амплитуды донного сигнала в изделии на определенную величину относительно амплитуды донного сигнала на эталонном образце структура считается "плохой" и изделие бракуется.
Недостатком такого способа является его низкая точность, обусловленная неблагоприятным влиянием геометрии объекта контроля и вариации качества акустического контакта на результаты контроля. Другим недостатком данного способа является невозможность контроля металлопроката малых толщин, поскольку донные сигналы можно получить только в том случае, если толщина изделия существенно превышает длину применяемых ультразвуковых волн, возможности по уменьшения которой, в свою очередь, ограничены затуханием и условиями на поверхности объекта контроля.
Известны способы контроля величины зерна и структурной неоднородности тонкостенных изделий, например, металлических листов, основанные на использовании эхо-импульсного и импульсно-теневого методов возбуждения и приема ультразвуковых колебаний с последующим сравнением отношения амплитуд сигналов двух частот.
Например, известен способ определения среднего размера зерна материала, основанный на измерении структурных коэффициентов (Неразрушающий контроль металлов и изделий. Справочник под ред. Г.С. Самойловича, Машиностроение, 1976).
Под структурным коэффициентом образца понимается отношение амплитуд донных сигналов Aj при контроле эхо-методом Kj=Afj/Af1, измеренных на частоте fj и частоте f1 << fj. Сравнение структурных коэффициентов на эталонных образцах с известной структурой, определенной методом металлографического анализа, и образцах материала такой же толщины позволяет при равенстве структурных коэффициентов определить средний размер зерна интегрально по толщине контролируемого материала.
При этом, недостатком известного способа является физическая невозможность его применения для случаев, когда толщина металлопроката соизмерима или меньше длины ультразвуковой волны в объекте контроля, когда регистрация донных сигналов становится физически невозможной.
Другим недостатком известного способа является высокая чувствительность амплитуд донных сигналов, а значит, также и определяемых с их помощью структурных коэффициентов к непараллельности поверхностей металлопроката, причём, в общем случае, амплитуда более высокочастотных сигналов должна в большей степени зависеть от неидеальностей формы металлопроката, нежели амплитуда сигналов низкочастотных.
Известен способ контроля величины зерна и структурной неоднородности тонкостенных изделий (А.С. СССР № 196418, опубл. 16.05.1967, МПК G01N). В соответствии с описанием к изобретению в изделии, коротким ультразвуковым импульсом с широким спектром частот возбуждают собственные продольные толщинные колебания изделия, производят амплитудно-частотный анализ принятого сигнала после окончания воздействия возбуждающего импульса, и по амплитудам основных резонансных откликов, судят о значении средних размеров зерна.
Известный способ имеет целый ряд недостатков. В частности, генерация продольных волн предполагает наличие контактной жидкости, которая демпфирует свободные колебания объекта контроля, и, тем самым, искажает результаты измерений. Другим недостатком известного способа так же является сильное влияние неидеальности геометрии проката. Даже незначительная непараллельность его поверхностей приводит к существенному снижению интенсивности наблюдаемых резонансных явлений, что оказывает существенное, притом весьма неблагоприятное влияние на точность оценки среднего размера зерна. Кроме того, изменение амплитуды резонансных откликов подразумевает как минимум наличие этих резонансов, во всяком случае, на уровне чувствительности аппаратуры. Поскольку затухание ультразвука в материале, даже на частоте его первого резонанса, может оказаться настолько значительным, что применение способа на листовом металлопрокате, где частоты собственных резонансов, а значит и затухание, имеют высокие значения, окажется невозможным. Это ограничивает диапазон значений размера зёрен и/или толщин, при которых способ может быть реализован на практике.
Тем не менее, так как этот способ является наиболее близким по технической сущности к заявляемому изобретению, то он был выбран в качестве прототипа.
Также известен метод структуроскопии металла (Методика определения акустических структурных шумов металла. В.В. Муравьев, О.В. Муравьева, А.В. Байтеряков, А.И. Дедов, Интеллектуальные системы в производстве. 2013. № 1(21). с. 143-148), основанный на использовании в качестве информативного параметра усредненного значения амплитуды структурных шумов. Для реализации известного метода предлагается использование раздельно-совмещенного преобразователя с малой мертвой зоной с раздельной функцией излучения и приема, конструктивно объединенного в одном корпусе.
Ввиду того, что на уровень сигналов структурных шумов, равно как и любых отраженных сигналов, существенно влияет качество акустического контакта (особенно в случае шероховатых поверхностей, нестабильности слоя контактной жидкости), принципиальным при разработке методики является выбор опорного сигнала. Предлагается использование в качестве опорного сигнала от «пролаза» рэлеевской волны, обусловленного ее переизлучением в приемную призму. Ввиду того, что уровень структурных шумов является результатом интерференции волн, многократно рассеянных от зерен материала, в методике оценивается интегральная характеристика структурного шума, определяемая как результат интегрирования структурного шума по всей рабочей зоне.
Описанный известный способ оценки размеров зерна был опробован на образцах толщиной от 16 мм, при этом использование известного способа для оценки размеров зерна в тонколистовом прокате (в диапазоне толщин от 0,3 до 1 мм) оказалось затруднительным, так как генерация продольных волн предполагает наличие контактной жидкости, которая демпфирует колебания из объекта контроля, и, тем самым, искажает результаты измерений.
Технической проблемой известных способов определения величины зерна, является их недостаточная точность, а также наличие ограничений, связанных с толщиной проката и непараллельностью его поверхностей.
Техническим результатом заявляемого изобретения является повышение точности определения размеров зерна в листовом металлопрокате, а также снятие ограничений, связанных с толщиной объекта контроля.
Указанный технический результат достигается за счёт применения способа определения размеров зерна в тонколистовом прокате, включающем генерацию на участке объекта контроля (ОК) серии ультразвуковых импульсов, приём сигналов, обусловленных взаимодействием этих импульсов с материалом ОК, амплитудно-частотный анализ принятого сигнала, осуществляемый после окончания воздействия ультразвуковых импульсов, выделение информативных параметров принимаемых сигналов, по значениям которых определяют средний размер зерна на исследуемом участке ОК, при этом частота максимума спектра F0, по крайней мере одного из ультразвуковых импульсов, излученных на исследуемом участке объекта контроля, удовлетворяет условию:
F(N) < F0 < F(N+1) (1),
где F(N) и F(N+1) – частоты толщинных резонансов участка ОК с номерами, соответственно N и N+1, которые, в свою очередь, соответствуют условию толщинного резонанса: F(N) = C x N/2H и соответственно F(N+1) = C x (N+1)/2H, причём N – целые числа.
При этом для определения среднего размера зерна вычисляют значение показателя Р величины зерна по формуле:
P = (1/(f2 -f1)) x (2),
(2),
где S(f) – спектр трансформированной в частотную область информативной части принимаемого сигнала x(t); f1 и f2 – частоты, принадлежащие окрестностям частоты F0, которые, как правило, выбирают из диапазона, определенного формулой (1), причём, размер зерна G определяют по формуле:
G = K1 x P + K2 x P2 + ... + KM x PM + Y (h, r) (3),
где K1 … KM – коэффициенты степенного ряда, a Y (h, r) - поправочный коэффициент, значение которого зависит от толщины h материала и расстояния r между ультразвуковым преобразователем и ОК, которые, как правило, определяют экспериментально, с применением образцов материала с известными значениями среднего размера зерна в них.
Технический результат также достигается тем, что генерацию ультразвуковых импульсов и приём сигналов из ОК осуществляют с помощью, по крайней мере одного электромагнитно-акустического преобразователя, а для выделения информативных параметров трансформации x(t)→S(f) используют временной интервал акустического или электромагнитного отклика, который начинается сразу после завершения электромагнитного влияния электромагнитного импульса, и оканчивается когда среднее значение амплитуды отклика становится соизмеримым со значением электрических шумов.
Достижению технического результата способствует также то, что в качестве излучателя и приёмника упругих колебаний применяют электромагнитно-акустический преобразователь (ЭМАП) спиральной формы, характерный размер активной зоны (В) которого удовлетворяет условию: В ≥ 10 d, где d – максимально возможный размер зерна в исследуемом объекте, причём, с целью определения текущего значения зазора между ЭМАП и ОК и его последующей эффективной компенсацией, дополнительно осуществляют измерение параметров спектра информативного сигнала в зоне действия ультразвукового импульса, в частности, значения ширины и/или амплитуды и/или частоты максимума его спектра.
Для оценки размеров зерна используют градуированные зависимости, получаемые по образцам с измеренным размером зерна металлографическим методом.
Заявляемый способ поясняется изображениями.
В основе заявляемого изобретения лежит обнаруженное авторами изобретения явление «упругих микрорезонансов».
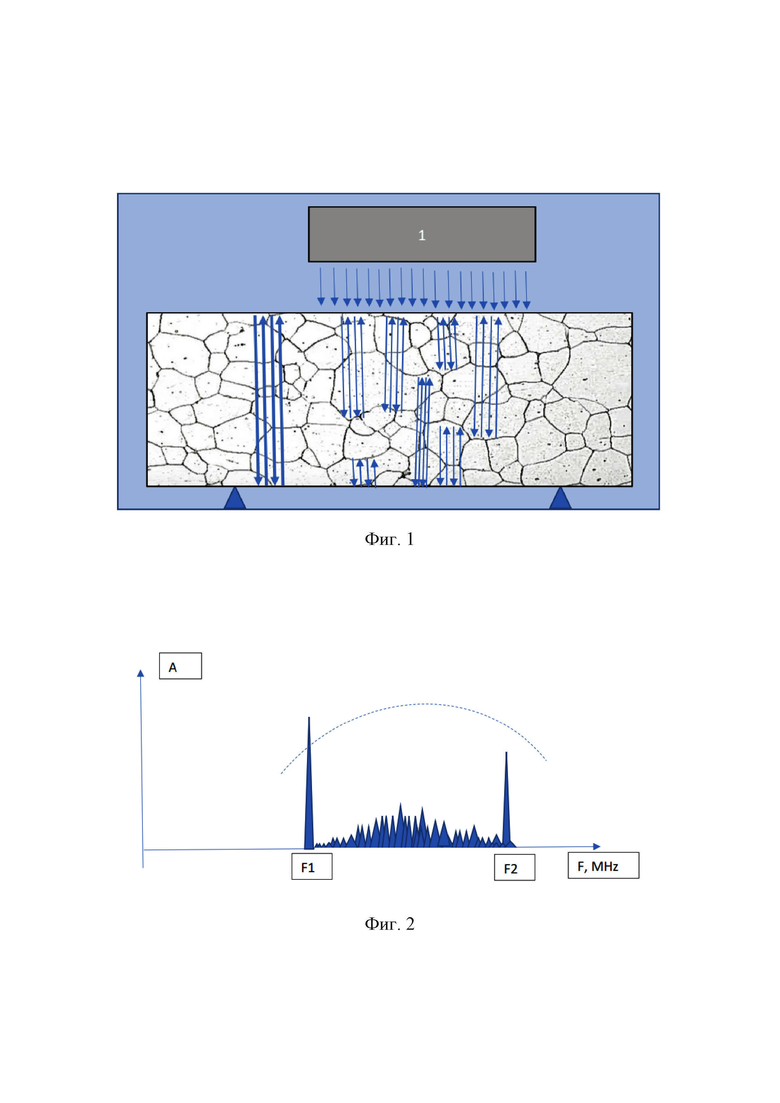
Суть обнаруженного явления упругих микрорезонансов, возникающих между слабонагруженными поверхностями проката и границами зерен металла поясняется Фиг. 1.
Предположим, исследуемый объект контроля (OK) с плоскопараллельными границами помещен в иммерсионную среду. Зондирующий импульс (ЗИ) упругой волны, возбужденной ультразвуковым преобразователем (1), падает на поверхность образца толщиной Н, частично отражается от его поверхности, но часть энергии ЗИ входит в металл. После взаимодействия с границами металла и его структурой часть акустической энергии возвращается к ультразвуковому преобразователю и преобразуется им в электрический сигнал.
Если спектр ЗИ был достаточно широкий, то, в общем случае, в спектре принятого сигнала будут содержаться как составляющие, соответствующие толщинным резонансам образца, так и частоты, обусловленные «микро-резонансными колебаниями», происходящими между одной из его поверхностей и границами зерен. На Фиг. 1 левая группа стрелок соответствует резонансным колебаниям образца по толщине, а остальные группы – «микрорезонансным» колебаниям между поверхностями ОК и границами зерен.
Типичный спектр сигнала, принимаемого из образца, изображён на Фиг. 2, на котором показаны: F1 и F2 – частоты, соответственно, первого и второго толщинных резонансов ОК, между ними – частотные составляющие, соответствующие микрорезонансам на границах зерен; пунктирной линией условно показан спектр ЗИ.
Условие первого резонанса: F1 = C/2H. То есть частота F2 второго резонанса, исходя из уравнения, вдвое выше: F2 = C/H, где С – скорость продольной волны в материале образца, Н – его толщина.
В первом приближении амплитуда каждого конкретного микро-резонанса «поверхность металла – граница зёрен» должна быть пропорциональна квадрату эффективного диаметра отражающей границы между зернами, и градиенту ее акустического импеданса. Частота f каждого конкретного микро-резонанса определяется расстоянием между границей и поверхностью и, поэтому, всегда удовлетворяет условию f > F1. Поскольку ОК имеет две поверхности, то каждая граница зерен может быть источником двух микрорезонансов. В направлении распространения энергии каждое зерно имеет две границы, и каждая из них является потенциальным участником упомянутых выше процессов. Результирующий сигнал, обусловленный многочисленными микрорезонансами, будет результатом энергетического сложения частных микрорезонансов. То есть, будут суммироваться квадраты амплитуд частных микрорезонансов, происходящих в активной зоне ультразвукового преобразователя.
Резонансы между границами зерен имеют второй или даже третий порядок малости, и не вносят существенного вклада в результирующий сигнал. Таким образом, средняя амплитуда частотного отклика между толщинными резонансами при прочих равных условиях, будет зависеть от размеров отражающих границ зерен, их количества в активной зоне ультразвукового преобразователя, и среднего значения акустической анизотропии материала на уровне зерен.
Амплитуда резонансов в точках F1 и F2 (толщинных резонансов) будет зависеть от ослабления акустической энергии на этих частотах, связанных с затуханием ультразвука (потерей энергии за счет ее перехода в тепло) и его рассеянием на зернах. Таким образом, амплитуды пиков F1 и F2 так же могут характеризовать средний размер зерен, особенно в материалах, где он имеет сравнительно небольшие значения.
Качественный анализ описанных выше явлений показывает, что в случае очень малого размера зёрен (характерный спектр сигнала, принимаемого из образца с малым размером зерна показан на Фиг. 3) будут присутствовать только толщинные резонансы, амплитуда которых, при прочих равных условиях, тем больше, чем меньше зерно. Поскольку высокие частоты затухают быстрее, чем низкие, то размер зерна может характеризовать также отношение амплитуд первого и второго резонансов AF2/AF1.
Наоборот, в образцах с крупным размером зерна (характерный спектр сигнала, принимаемого из образца с крупным размером зерна показан на Фиг. 4) практически вся энергия взаимодействия упругих волн с материалом будет определяться микрорезонансами, а толщинные резонансы могут вообще отсутствовать.
Одновременный мониторинг и анализ амплитуд AF1 и AF2 в точках F1, F2 и среднего значения амплитуды A между этими точками создает предпосылки для безэталонного контроля среднего размера зёрен.
Вместо пьезоэлектрического преобразователя с успехом может быть применен ЭМАП.
Основными достоинствами такого решения являются:
1) Бесконтактность: не требуется иммерсионная жидкость.
2) Вместо продольных волн ЭМАП позволяет излучать и принимать по нормали к поверхности образца поперечные волны, обладающие существенно большей чувствительностью к границам зерен. Это обусловлено целым рядом обстоятельств, начиная от меньшей длины волны, и заканчивая существенно большим значением градиентов акустических импедансов.
3) Волнистость, кривизна материала не оказывают существенного влияния на результаты.
4) Широкий диапазон температур объекта контроля.
5) ЭМАП весьма удобен для применения в системах непрерывного автоматического ультразвукового контроля проката в линии.
В ЭМАП со спиральной катушкой площадь его активной зоны примерно равна площади катушки.
В случае малых толщин и/или крупного зерна сигнал, обусловленный микрорезонансами, может обладать сильными флюктуациями, связанными с высокой неравномерностью распределения зерен и, соответственно, их акустических свойств и границ. Для повышения точности определения среднего размера зерна целесообразно производить усреднение результатов вдоль линии сканирования.
Заявляемый способ был реализован с помощью оборудования и программного обеспечения «SONAFLEХ» компанией Нординкрафт, и опробован в потоке производства рулонной стали на одном из европейских заводов, а также на одном из заводов в России.
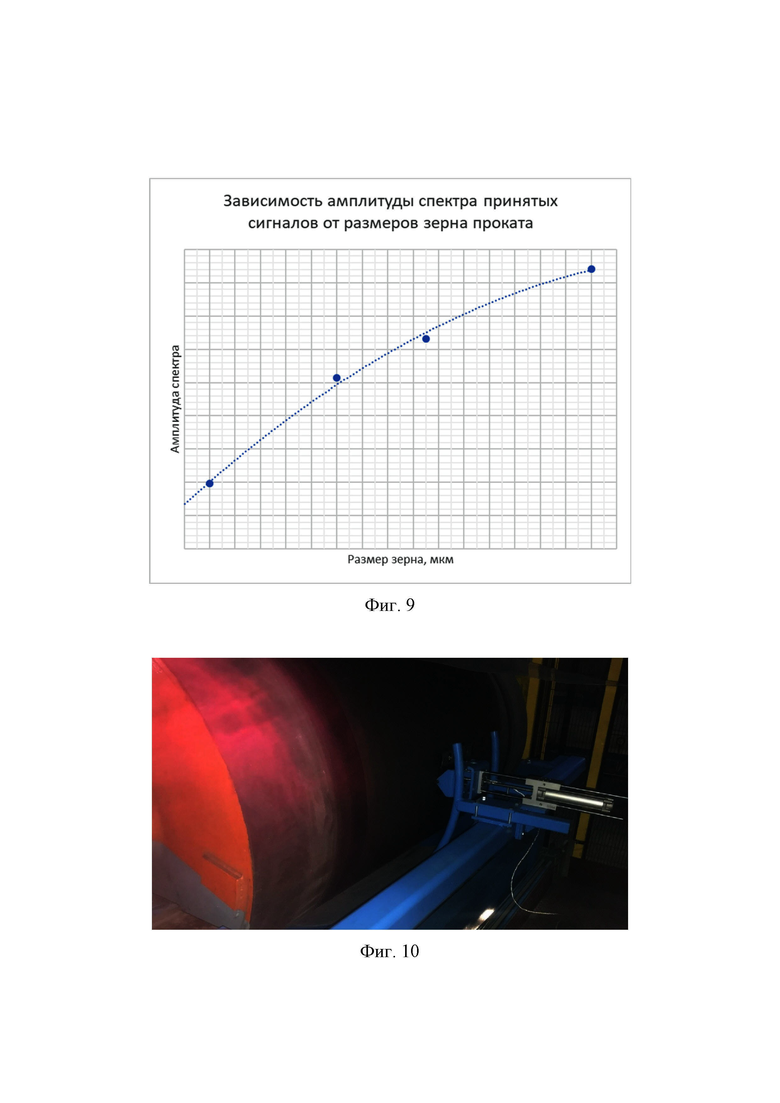
На первом этапе апробации предложенного метода, исследования производили в лабораторных условиях с использованием образцов листового проката толщиной 0,5 мм с известными размерами зерна. Размер зерна был определен металлографическим методом. По результатам лабораторных исследований были построены градуированные зависимости амплитуды спектра принятых сигналов от размеров зерна в прокате.
В соответствии с заявляемым способом для определения размеров зерна в листовом металлопрокате на участке объекта контроля (ОК) генерировали серию ультразвуковых импульсов и осуществляли приём сигналов, обусловленных взаимодействием этих импульсов с материалом ОК.
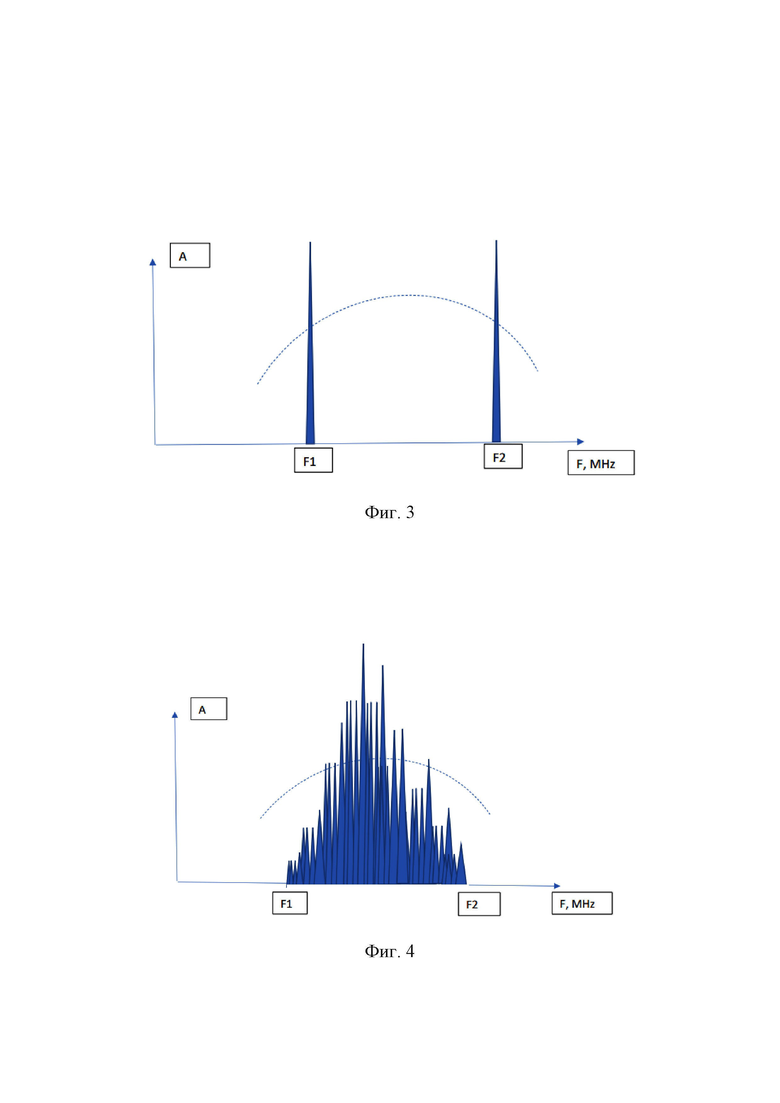
На Фиг. 5 показан пример получаемых сигналов в листовом металлопрокате с размером зерна менее 50 мкм.
На Фиг. 6 показан пример получаемых сигналов в листовом металлопрокате с размером зерна более 70 мкм.
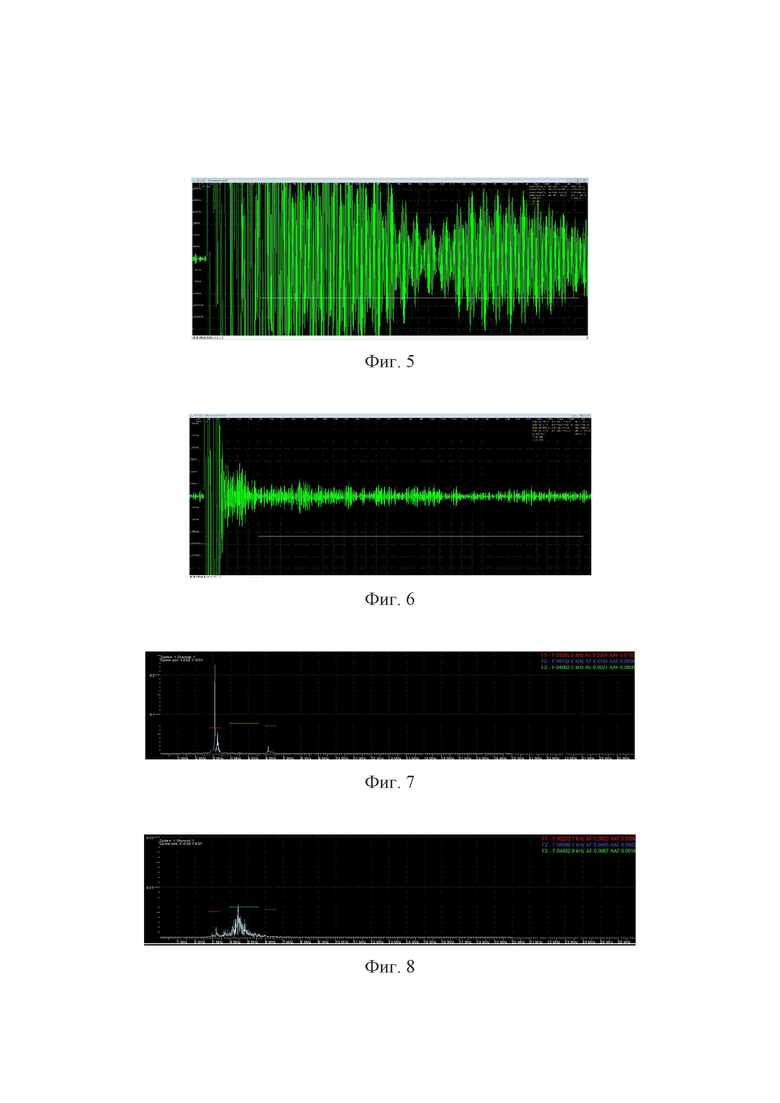
Затем, после окончания воздействия зондирующего импульса, производили амплитудно-частотный анализ принятого сигнала.
На Фиг. 7 показан пример результата трансформации x(t)→S(f) при размере зерна менее 50 мкм (видны основные резонансы), а на Фиг. 8 показан пример результата трансформации x(t)→S(f) при размере зерна 100 мкм (видны микрорезонансы).
Затем производили выделение информативных параметров принимаемых сигналов, по значениям которых определяли средний размер зерна на исследуемом участке ОК по формулам (1), (2) и (3).
Для оценки размеров зерна также используют градуированные зависимости, получаемые по образцам с измеренным размером зерна металлографическим методом. Пример градуированной кривой показан на Фиг. 9.
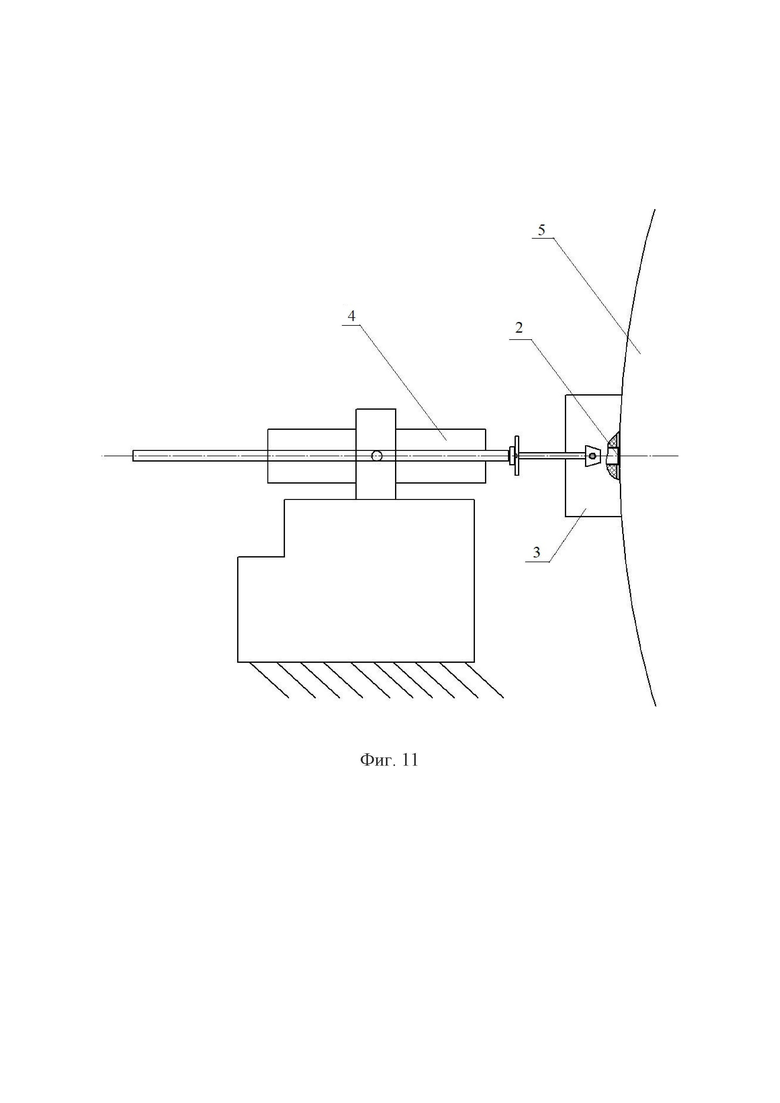
Для апробации предложенного способа в заводских условиях был разработан и изготовлен преобразователь с воздушной подушкой (на Фиг. 10 показана система крепления преобразователя на объекте контроля).
Испытания проходили в производственной линии листового проката толщиной 0,5 мм.
На Фиг. 11 показана схема крепления преобразователя на объекте контроля во время производственных испытаний, на которой обозначены: ЭМАП (2), воздушная подушка (3), прижимной цилиндр (4), объект контроля (5).
По результатам испытаний было установлено, что расхождение результатов измерений размеров зерна предложенным способом с металлографическим методом оставляет не более 5 %.
Таким образом, было установлено, что с помощью заявляемого способа достигается технический результат, заключающийся в повышении точности определения размеров зерна в листовом металлопрокате, при этом, по его применению нет ограничений, связанных с толщиной объекта контроля.
Использование: для определения размеров зерна в листовом металлопрокате. Сущность изобретения заключается в том, что осуществляют генерацию на участке объекта контроля серии ультразвуковых импульсов и приём сигналов, обусловленных взаимодействием этих импульсов с материалом объекта контроля, а также амплитудно-частотный анализ принятого сигнала, осуществляемый после окончания воздействия импульсов, выделение информативных параметров принимаемых сигналов, по значениям которых определяют средний размер зерна на исследуемом участке объекта контроля, при этом частота максимума спектра по крайней мере одного из ультразвуковых импульсов, излученных на исследуемый участок объекта контроля, удовлетворяет заданному условию, после чего средний размер зерна вычисляют по заданной формуле. Технический результат: повышение точности определения размеров зерна в листовом металлопрокате, а также снятие ограничений, связанных с толщиной объекта контроля. 3 з.п. ф-лы, 11 ил. 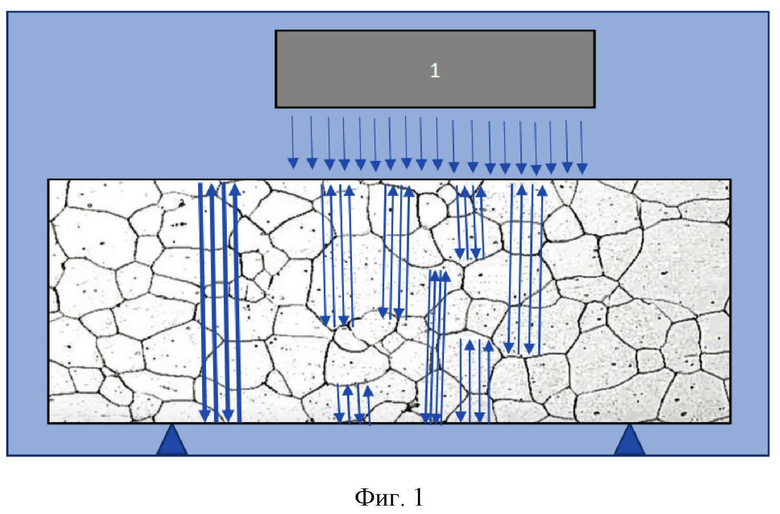
1. Способ определения размеров зерна в листовом металлопрокате, включающий генерацию на участке объекта контроля серии ультразвуковых импульсов и приём сигналов, обусловленных взаимодействием этих импульсов с материалом объекта контроля, амплитудно-частотный анализ принятого сигнала, осуществляемый после окончания воздействия импульсов, выделение информативных параметров принимаемых сигналов, по значениям которых определяют средний размер зерна на исследуемом участке объекта контроля, отличающийся тем, что частота максимума спектра F0 по крайней мере одного из ультразвуковых импульсов, излученных на исследуемый участок объекта контроля, удовлетворяет условию:
F(N)<F0<F(N+1),
где F(N) и F(N+1) – частоты толщинных резонансов участка объекта контроля с номерами соответственно N и N+1, которые, в свою очередь, соответствуют условию толщинного резонанса: F(N)=C×N/2H и F(N+1)=C×(N+1)/2H, причём N – целые числа, C – скорость продольной волны в материале образца, H – толщина материала образца, а для определения среднего размера зерна вычисляют значение показателя Р величины зерна по формуле:
P=(1/(f2-f1))×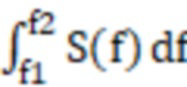 ,
,
где S(f) – спектр трансформированной в частотную область информативной части принимаемого сигнала x(t); f1 и f2 – частоты, принадлежащие окрестностям частоты F0, причём размер зерна G определяют по формуле:
G=K1×P+K2x×P2+…+KMx×PM+Y(h, r),
где K1 … KM – коэффициенты степенного ряда, a Y(h, r) – поправочный коэффициент, значение которого зависит от толщины h материала и расстояния r между ультразвуковым преобразователем и объектом контроля.
2. Способ по п. 1, отличающийся тем, что генерацию ультразвуковых импульсов и приём сигналов из объекта контроля осуществляют с помощью по крайней мере одного электромагнитно-акустического преобразователя, а для трансформации x(t)→S(f) используют временной интервал акустического или электромагнитного отклика, который начинается сразу после завершения электромагнитного влияния ультразвукового импульса и оканчивается, когда среднее значение амплитуды отклика становится соизмеримым со значением электрических шумов.
3. Способ по пп. 1–3, отличающийся тем, что в качестве излучателя и приёмника упругих колебаний применяют электромагнитно-акустический преобразователь спиральной формы, характерный размер активной зоны (В) которого удовлетворяет условию: В≥10d, где d – максимально возможный размер зерна в объекте контроля.
4. Способ по пп. 1–3, отличающийся тем, что для определения зазора между электромагнитно-акустическим преобразователем и объектом контроля с целью осуществления компенсации его влияния дополнительно осуществляют анализ спектра ультразвукового импульса, по параметрам которого определяют текущее значение зазора.
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНЕГО ДИАМЕТРА ЗЕРНА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2589751C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ЗЕРНИСТОСТИ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2009 |
|
RU2405140C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2231056C1 |
| US 4539848 A, 10.09.1985 | |||
| JP 2001343366 A, 14.12.2001. | |||

