Изобретение относится к трубчатым сварным шпунтам и может быть использовано в гидротехническом, транспортном и промышленно-гражданском строительстве в конструкциях шпунтовых стен капитальных и временных сооружений, возводимых во всех климатических районах строительства, в том числе при сооружении морских и речных причалов, а также в строительстве при возведении в грунте подпорных стенок различного назначения, предпочтительно в труднодоступных местах и районах Крайнего Севера.
Шпунт трубчатый сварной употребляется как правило в составе сборки, именуемой трубошпунтовой схемой, которая разрабатывается по результатам предварительных геологических исследований, проводимых перед началом строительства. При этом сами трубчатые сварные шпунты представляют собой сваи, каждая из которых состоит из трубы и приваренной к ее наружной поверхности элементами стального шпунта с замками на свободных неприваренных кромках, посредством которых смежные сваи соединены между собой, также именуемых коннекторами.
В настоящее время приварка протяженных деталей к стальному основанию, например шпунтового замка к трубной свае, производится в стационарных заводских условиях на специальных стендах. Производственные стенды, на которых происходит процесс приварки шпунтового замка к трубной свае приведены в интернете, например на странице https://stroy-podskazka.ru/dom/shpunt/vse-o-truboshpuntah/ или на странице https://rtst.ru/truboshpunt/. Из приведенных на сайтах фотографий видно, что сварной кондуктор передвигается вдоль свариваемых деталей при помощи специального грузоподъемного механизма, как вариант в виде козлового крана, а само позиционирование осуществляется многочисленными оптическими датчиками. Такая технология приварки протяженных деталей к стальному основанию имеет значительные недостатки, так как настройка и юстировка оптических датчиков вне цехового пространства затруднительна и весьма трудоемка.
Другим недостатком заводского изготовления трубчатого сварного шпунта является затруднения, связанные с тем, что отсутствует возможность варьировать трубошпунтовую схему, разработанную по результатам предварительных геологических исследований, так как набор трубчатых сварных шпунтов, доставляемых на место строительства, предназначен исключительно под разработанную трубошпунтовую схему. В случае необходимости применения трубчатого сварного шпунта, не входящего в заранее изготовленный набор, требуется его дополнительное изготовление и доставка с завода-изготовителя на место строительства, что значительно повышает логистические издержки при строительстве.
Задачей, поставленной перед заявляемым изобретением, является сокращение сроков строительства шпунтовых стен и снижение издержек, связанных с логистикой.
При этом достигаемым техническим результатом является получение технологической возможности изготовления шпунтованных свай на месте строительства, в том числе в условиях Крайнего Севера.
Задача решается, а технический результат достигается тем, что для сварки протяженной детали с основанием используют способ, который заключается в том, что располагают и закрепляют протяженную деталь на основании в требуемом положении. Устанавливают кондуктор и производят сварку, перемещая установленный кондуктор вдоль протяженной детали. При этом после закрепления протяженной детали устанавливают кондуктор с по меньшей мере одним сварочным аппаратом на основание таким образом, чтобы ориентирующие стержни кондуктора упирались в протяженную деталь с двух противоположных продольных сторон для использования протяженной детали в качестве направляющей. Выставляют кондуктор с закрепленным сварочным аппаратом, обеспечивая необходимое позиционирование сварных головок относительно привариваемой протяженной детали и производят сварку, перемещая кондуктор вдоль протяженной детали.
В частном случае перед производством сварки производят очистку зоны сварки.
Как вариант перед производством сварки возможно произвести прогрев зоны сварки.
Также задача решается, а технический результат достигается тем, что кондуктор для сварки протяженной детали с основанием представляет собой движущуюся платформу с закрепленным на ней по меньшей мере одним сварочным аппаратом. При этом платформа оснащена по меньшей мере четырьмя колесами и четырьмя ориентирующими стержнями, установленными попарно навстречу друг другу и предназначенными для упора в продольные противоположные стороны протяженной детали. Ориентирующие стержни имеют возможность регулировочного смещения в вертикальном и горизонтальном направлениях. Причем сварочный аппарат имеет возможность вертикального, горизонтального и кругового регулировочного перемещения сварных головок для их точного позиционирования относительно привариваемой протяженной детали.
В частном случае концы ориентирующих стержней кондуктора, упирающиеся в продольные противоположные стороны протяженной детали, снабжены подвижным элементом, снижающим силу трения стержней с протяженной деталью.
Как вариант кондуктор может быть дополнительно снабжен зачищающим устройством, установленным перед сварочным аппаратом.
Также в частном случае кондуктор может быть дополнительно снабжен прогревающим устройством, установленным перед сварочным аппаратом.
В частном случае колеса кондуктора имеют возможность вертикального перемещения.
Также в частном случае колеса могут быть снабжены приводом от движителя.
Желательно, чтобы кондуктор был снабжен такелажной петлей.
Предложенный способ сварки протяженной детали с основанием легко реализуется практически на любой строительной площадке, так как не требует дополнительного сложного оборудования. Так для расположения протяженной детали, например трубы, необходима площадка, которая может находиться рядом с местом их хранения. Закрепление протяженной детали возможно производить, например точечной сваркой.
Использование закрепленной на основании в необходимом положении протяженной детали в качестве направляющей позволяет перемещать кондуктор вдоль протяженной детали. Наличие на кондукторе по меньшей мере одного сварочного аппарата, закрепленного с возможностью регулировочного перемещения, позволяет производить сварку протяженной детали с основанием. Ориентирующие стержни, которыми снабжен кондуктор, упираясь в протяженную деталь с двух продольных сторон, позволяют использовать протяженную деталь в качестве направляющей.
Для повышения качества сварного шва возможна очистка зоны сварки, а в случае работы в зонах с пониженными температурам, например в условиях Крайнего Севера, возможна предварительный прогрев зоны сварки.
Предлагаемый в изобретении кондуктор позволяет легко реализовать способ сварки протяженной детали с основанием.
Выполнение кондуктора в виде движущейся платформы позволяет перемещать все оборудование, закрепленное на ней в заданном направлении. Ориентирующие стержни, установленные попарно навстречу друг другу, предназначены для упора в продольные стороны протяженной детали с целью создания необходимого направления движения платформы. Возможности использования кондуктора повышаются за счет наличия регулировочного смещения ориентирующих стержней в вертикальном и горизонтальном направлениях.
Для точного позиционирования сварных головок относительно привариваемой протяженной детали они имеют возможность вертикального, горизонтального и кругового регулировочного перемещения.
Для плавного перемещения кондуктора вдоль протяженной детали концы ориентирующих стержней, упирающиеся в продольные стороны протяженной детали, снабжены подвижным элементом, снижающим силу трения стержней с протяженной деталью.
Для повышения качества сварного шва кондуктор может быть дополнительно снабжен зачищающим устройством, установленным перед сварочным аппаратом. А для возможности использовании кондуктора в условиях пониженных температур, например в условиях Крайнего Севера, кондуктор может быть дополнительно снабжен прогревающим устройством, установленным перед сварочным аппаратом.
Снабжение платформы колесами, регулируемыми по высоте, позволяет размещать платформу на трубах с разными диаметрами, что расширяет возможности использования кондуктора.
Возможно использование колес, снабженных приводом от движителя, например электродвигателя. Однако перемещение платформы возможно организовать и другим способом.
Для перемещения и установки грузоподъемными механизмами кондуктор может быть снабжен такелажной петлей.
Таким образом, все признаки формулы изобретения направлены на достижение технического результата, которым является получение технологической возможности изготовления шпунтованных свай на месте строительства, в том числе в условиях Крайнего Севера.
В последующем заявляемое изобретение поясняется подробным описанием конкретного, но не ограничивающего настоящее решение, примера его выполнения и прилагаемыми чертежами, на которых:
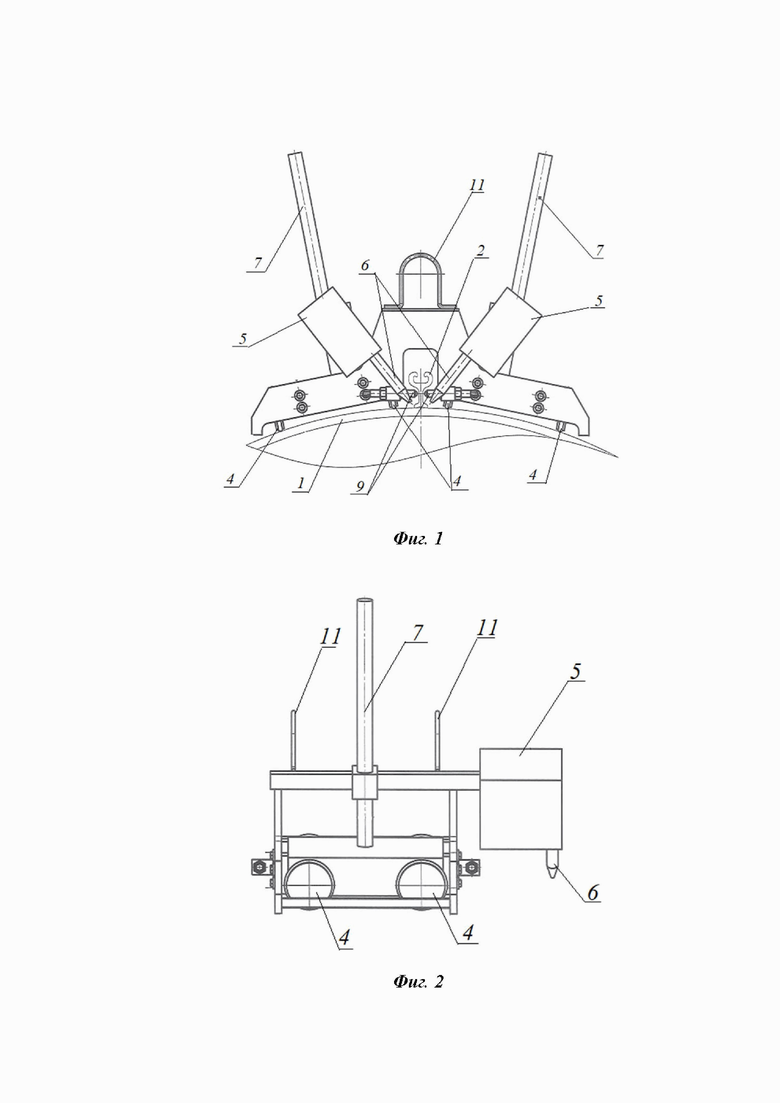
- фиг.1 – схематично представлен вариант выполнения кондуктора для реализации способа сварки протяженной детали с основанием, вид спереди;
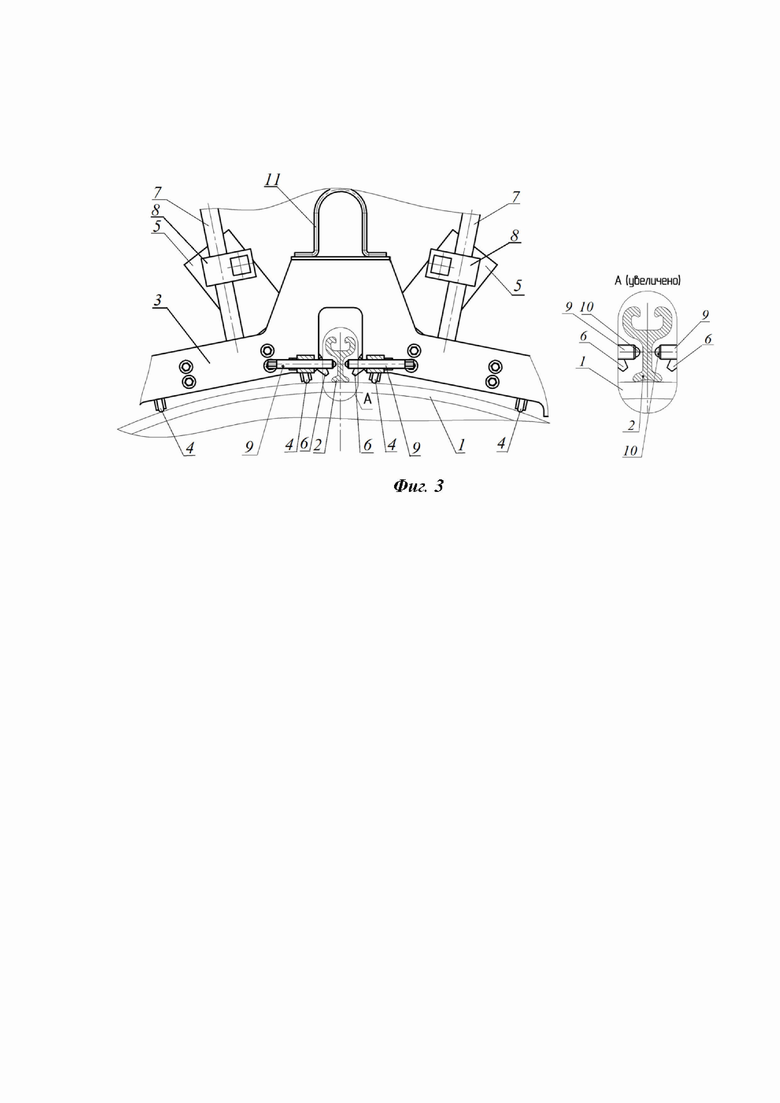
- фиг.2 – схематично представлен вариант выполнения кондуктора для реализации способа сварки протяженной детали с основанием, вид сбоку;
- фиг.3 – схематично представлен вариант выполнения кондуктора для реализации способа сварки протяженной детали с основанием, вид сзади.
Идея способа сварки протяженной детали с основанием, заявляемого в изобретении, заключается в использовании самой протяженной детали в качестве направляющей для перемещения сварной головки по меньшей мере одного сварочного аппарата вдоль протяженной детали для создания сварного шва. В описании приводится пример способа сварки основания в виде трубы 1 с протяженной деталью в виде стального шпунта 2 с замками на свободных неприваренных кромках.
Для реализации предлагаемого способа в заявляемом изобретении предлагается использование кондуктора, вариант выполнения которого представлен на прилагаемых чертежах.
Кондуктор, представленный на фиг.1, фиг.2 и фиг.3 устанавливается на поверхность трубы 1 и представляет собой платформу 3, устанавливаемую на восемь колес 4, регулируемых по высоте. Регулирование колес 4 по высоте позволяет использовать кондуктор при сварке трубы 1 различного диаметра со стальным шпунтом 2.
На кондукторе в приводимом примере установлены два сварных аппарата 5 со сварными головками 6. Каждый сварочный аппарат установлен на штанге 7 и снабжен регулирующим узлом 8, что дает возможность юстировки их положения в вертикальном, горизонтальном и круговом направлениях.
Кондуктор снабжен ориентирующими стержнями 9. Предпочтительно, чтобы ориентирующе стержни 9 располагались попарно напротив друг друга, что позволяет наиболее оптимально установить их относительно двух продольных стенок стального шпунта 2. Для избегания зацепов ориентирующих стержней 9 за вероятные неровности продольных стенок стального шпунта 2 их концы снабжены вращающимися элементами 10. В конкретном примере в качестве вращающихся элементов 10 использованы шарики.
Для такелажных работ с кондуктором предусмотрены такелажные петли 11.
Кондуктор может быть оснащен приводом для перемещения, работающим от движителя. В качестве движителя может быть использован электромотор, расположенный непосредственно на платформе 3. Также платформа 3 может перемещаться с помощью лебедки. Возможны и другие способы перемещения платформы 3.
Также возможно использование конструкций кондуктора, в которых предусмотрены установки устройств, зачищающих зону сварки, и устройств, прогревающих зону сварки, на чертежах не показаны.
В качестве зачищающего зону сварки устройства можно использовать, например, вращающиеся металлические щетки, а в качестве прогревающих устройств возможно, например, использование горелок. Однако указанные устройства могут быть расположены на отдельных основаниях и использоваться отдельно от кондуктора, предназначенного непосредственно для сварки.
Процесс сварки трубы 1 со стальным шпунтом 2, согласно заявляемому изобретению, осуществляется следующим образом.
Трубу 1 устанавливают и закрепляют таким образом, чтобы зона сварки стального шпунта 2 находилась в верхней части трубы, предпочтительно по верхней направляющей.
Стальной шпунт 2 устанавливают в проектное положение на трубе 1 и фиксируют на ней, например, в нескольких местах точечной сваркой вручную.
На установленный в проектном положении и закрепленный стальной шпунт 2 устанавливают кондуктор, имеющий собственный регулируемый привод для перемещения по поверхности трубы 1, а также оснащенный двумя сварочными аппаратами 5 со сварными головками 6. При необходимости кондуктор может быть оснащен устройствами для предварительной зачистки места сварки и подогрева места сварки. Для упрощения конструкции возможно последовательное движение двух и более кондукторов, оснащенных указанными выше приспособлениями.
Кондуктор в горизонтальной плоскости центрируют относительно стального шпунта 2 посредством ориентирующих стержней 9, расположенных с двух продольных сторон стального шпунта 2, предпочтительно напротив друг друга. Для снижения усилия трения ориентирующих стержней 9 о поверхность стального шпунта 2 на их концах могут устанавливаться антифрикционные устройства, например шарики или ролики.
Регулируют положение колес 4 в зависимости от диаметра используемой трубы, а также выбирая оптимальное положение платформы 3 кондуктора.
Сварочные аппараты, а также устройства для предварительной зачистки места сварки и подогрева места сварки, установлены на платформе 3 кондуктора таким образом, чтобы их собственные регулировочные системы являлись системами точной подстройки, тогда как механизмы центровки и регулировки кондуктора контролируют общую настройку системы с предварительным выставлением ее для дальнейшей тонкой регулировки.
После установки и закрепления в проектном положении стального шпунта 2, установки на трубе 1 кондуктора с набором необходимых устройств начинают сам процесс сварки. В зависимости от используемого сварочного аппарата 5 и проектных решений сварка может осуществляться как под флюсом, так и в среде защитного газа. Сам процесс сварки и его характеристики соответствует паспортным характеристикам используемого оборудования, однако позиционирование платформы 3 кондуктора относительно свариваемых деталей по горизонту осуществляется при помощи ориентирующих стержней 9, расположенных с двух продольных сторон стального шпунта 2, а по вертикали - положением колес 4 регулируемого привода платформы 3.
Процесс сварки контролирует оператор, который следит за параметрами работы сварной головки 6, такими как сила тока, напряжение, подача проволоки и пр., и скоростью перемещения платформы 3 кондуктора относительно свариваемых деталей, то есть скоростью сварки.
В процессе работы кондуктор, протяженные детали и само стальное основание устанавливают имеющимися строительными грузоподъемными механизмами. Установка и снятие кондуктора осуществляется с использованием имеющейся такелажной петли и занимает минимальное время. При параллельном устройстве сварных постов достигается дополнительная экономия времени ввиду параллельного выполнения работ, а небольшой вес кондуктора с установленной оснасткой позволяет использовать доступную универсальную грузоподъемную строительную технику.
Предложенный в изобретении способ сварки протяженной детали с основанием и кондуктор для реализации способа, например для изготовления шпунтовой сваи, обладает следующими преимуществами, связанными с их изготовлением на месте строительства:
- упрощается процесс изготовления сварных свай за счет возможности сварки в полевых условиях;
- упрощается расчетная трубошпунтовая схема по сравнению с используемыми в настоящее время, что в конечном счете приводит к экономии материала;
- появляется возможность, при необходимости, производство и использование шпунтовой стенки с уменьшенным межцентровым расстоянием свай;
- повышается удобство транспортировки свай, ввиду увеличения нормы загрузки вагонов, что позволяет снизить транспортные расходы;
- позволяет использовать стандартные направляющие для погружения свай.
Таким образом предлагаемое в заявке изобретение является новым, технически выполнимым и имеет хорошие перспективы для использования при сооружении морских и речных причалов, а также в строительстве при возведении в грунте подпорных стенок различного назначения, предпочтительно в труднодоступных местах и районах Крайнего Севера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ ТРУБОШПУНТОВОЙ СТЕНКИ С ВЫСОКИМ УПРУГИМ МОМЕНТОМ (ВАРИАНТЫ) | 2024 |
|
RU2836478C1 |
| СПОСОБ УСИЛЕНИЯ ТРУБОШПУНТОВ | 2024 |
|
RU2836546C1 |
| Способ строительства траншей для инженерных сетей | 2024 |
|
RU2830333C1 |
| Шпунтовая стенка | 2020 |
|
RU2754744C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРИЧАЛЬНОГО СООРУЖЕНИЯ НА СКАЛЬНОМ ОСНОВАНИИ И ЭЛЕМЕНТ ПРИЧАЛЬНОГО СООРУЖЕНИЯ НА СКАЛЬНОМ ОСНОВАНИИ, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2020 |
|
RU2760287C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА ЧЕРЕЗ ВОДНУЮ ПРЕГРАДУ | 2004 |
|
RU2237123C1 |
| Гидротехническое сооружение и способ его монтажа | 2023 |
|
RU2820942C1 |
| Прижимное сегментное устройство для ремонта металлических и бетонных оснований гидротехнических сооружений в подводной зоне и переменном уровне воды | 2015 |
|
RU2616378C2 |
| ТОННЕЛЬ ИЗ СОТОВО-КОРОБЧАТЫХ ШПУНТОВЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2550608C1 |
| ШПУНТОВАЯ СТЕНКА И УСТРОЙСТВО ДЛЯ ВДАВЛИВАНИЯ СВАЙ | 2010 |
|
RU2446252C2 |
Группа изобретений состоит из способа сварки протяженной детали с основанием и устройства для его осуществления и может быть использована в гидротехническом, транспортном и промышленно-гражданском строительстве в конструкциях шпунтовых стен сооружений, возводимых в различных климатических районах строительства, в том числе при сооружении морских и речных причалов, а также в строительстве при возведении в грунте подпорных стенок различного назначения, предпочтительно в труднодоступных местах и районах Крайнего Севера. В процессе сварки свариваемую протяженную деталь используют в качестве направляющей для перемещения кондуктора со сварочной головкой по меньшей мере одного сварочного аппарата вдоль протяженной детали для создания сварного шва. Кондуктор представляет собой платформу (3), устанавливаемую на колеса (4), регулируемые по высоте. На кондукторе установлен сварочный аппарат (5) со сварочными головками (6). Кондуктор содержит ориентирующие стержни (9). Для такелажных работ с кондуктором предусмотрены такелажные петли (11). Выполнение кондуктора в виде движущейся платформы позволяет перемещать все оборудование, закрепленное на ней, в заданном направлении. Ориентирующие стержни, установленные попарно навстречу друг другу, предназначены для упора в продольные стороны протяженной детали с целью создания необходимого направления движения платформы. Возможности использования кондуктора повышаются за счет наличия регулировочного смещения ориентирующих стержней в вертикальном и горизонтальном направлениях. 2 н. и 8 з.п. ф-лы, 3 ил., 1 пр.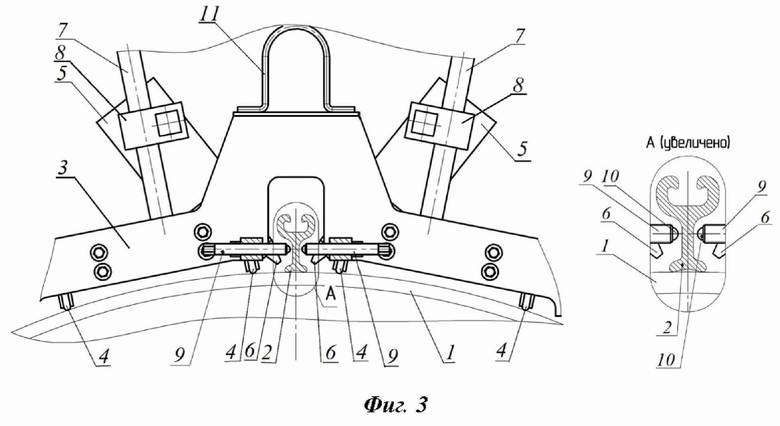
1. Способ сварки протяженной детали с основанием, включающий расположение протяженной детали и ее закрепление на основании в требуемом положении, установку кондуктора и выполнение сварки при перемещении установленного кондуктора вдоль протяженной детали, отличающийся тем, что после закрепления протяженной детали кондуктор по меньшей мере с одним сварочным аппаратом устанавливают на основание таким образом, чтобы ориентирующие стержни кондуктора упирались в протяженную деталь с двух продольных противоположных сторон для использования протяженной детали в качестве направляющей, и выставляют кондуктор с закрепленным сварочным аппаратом, обеспечивая необходимое позиционирование сварочных головок относительно привариваемой протяженной детали, а затем производят сварку, перемещая кондуктор вдоль протяженной детали.
2. Способ по п.1, отличающийся тем, что перед сваркой выполняют очистку зоны сварки.
3. Способ по п.1, отличающийся тем, что перед сваркой осуществляют прогрев зоны сварки.
4. Кондуктор для сварки протяженной детали с основанием, выполненный в виде перемещающейся платформы с закрепленным на ней по меньшей мере одним сварочным аппаратом со сварочными головками, отличающийся тем, что платформа оснащена по меньшей мере четырьмя колесами и четырьмя ориентирующими стержнями, установленными попарно навстречу друг другу и предназначенными для упора в продольные противоположные стороны протяженной детали, при этом ориентирующие стержни установлены с возможностью регулировочного смещения в вертикальном и горизонтальном направлениях, а сварочный аппарат закреплен на платформе с возможностью вертикального, горизонтального и кругового регулировочного перемещения сварочных головок для их точного позиционирования относительно привариваемой протяженной детали.
5. Кондуктор по п. 4, отличающийся тем, что концы ориентирующих стержней, упирающиеся в продольные стороны протяженной детали, снабжены подвижным элементом, снижающим силу трения стержней с протяженной деталью.
6. Кондуктор по п.4, отличающийся тем, что он дополнительно снабжен зачищающим устройством, установленным перед сварочным аппаратом.
7. Кондуктор по п.4, отличающийся тем, что он дополнительно снабжен прогревающим устройством, установленным перед сварочным аппаратом.
8. Кондуктор по п.4, отличающийся тем, что колеса имеют возможность вертикального перемещения.
9. Кондуктор по п.4, отличающийся тем, что колеса снабжены приводом от движителя.
10. Кондуктор по п.4, отличающийся тем, что он снабжен такелажной петлей.
| Установка для дуговой точечной сварки длинномерных изделий | 1984 |
|
SU1207700A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ОБЛИЦОВОЧНОГО ПОЛОТНА ИЗ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2014 |
|
RU2599472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА КУЗОВНЫХ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ ПЕРЕХОДЕ С ОДНОЙ МОДЕЛИ НА ДРУГУЮ | 2002 |
|
RU2219034C1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Машина челнокового действия для очистных работ | 1948 |
|
SU76928A1 |
| ШПУНТОВАЯ СТЕНКА И УСТРОЙСТВО ДЛЯ ВДАВЛИВАНИЯ СВАЙ | 2010 |
|
RU2446252C2 |
| CN 111922620 A, 13.11.2020 | |||
| CN 106826018 B, 13.11.2018. | |||

