1
(21)4360071/27 (22)06.01.88 (46)07.12,91. Бюл. №45
(71)Институт гидродинамики им. М,А. Лаврентьева
(72)Л.Л, Рублевский (53)621.882.62(088.8)
(56)Авторское свидетельство СССР № 844244,кл. F 16 В 5/02,1979. (54) СОЕДИНЕНИЕ ДЕТАЛЕЙ
(57)Изобретение относится к машиностроению и касается обеспечения точного позиционирования скрепляемых деталей, Цель изобретения - повышение точности позиционирования соединяемых деталей с повышенной ошибкой рассогласования исходного и требуемого положений, Самоустано&ка соединяемых деталей может оыть осуществлена при повышенной относительной ошибке взаимного начального положения деталей и при наличии факторов, удерживающих детали от смещения в конечное положение (например силы тяжести, силы упругости от
приобретенных при транспортировке или при других операциях остаточных деформа ций, силы трения при защемлении друтми деталями и т. п.). Соединение содержит охватывающую и охватываемую части, между которыми помещены позиционирующие и фиксирующие замки, по крайней мере по два замка каждого вида по разные стороны охватываемой части Позиционирующие замки с одержат выполненные в материале кромок или закрепляемые к ним встречно направленные гнезда с кониче скими полостями, в которые помешают конические втулки, стягиваемые при позиционировании болтами, Фиксирующие зам км применяют в прогивовибрационных и противоударных модификациях соединения и выполняют в виде ре ьбовьг отерстии г- кромках охватывающей и охватываемой час тей либо к листовой части закрепляют дс таль с резьбовым отверстием, в которое после позиционирование помещается резь бовая втулка.1 з.п. ф-лы 6 ил
ЈЛ
С
Изобретение относи гея к машиностроению и касается обеспечения точного позиционирования скрепляемых деталей.
Цель изобретения - повышение точности позиционирования соединяемых деталей с повышенной ошибкой рассогласования исходного и требуемого положений.
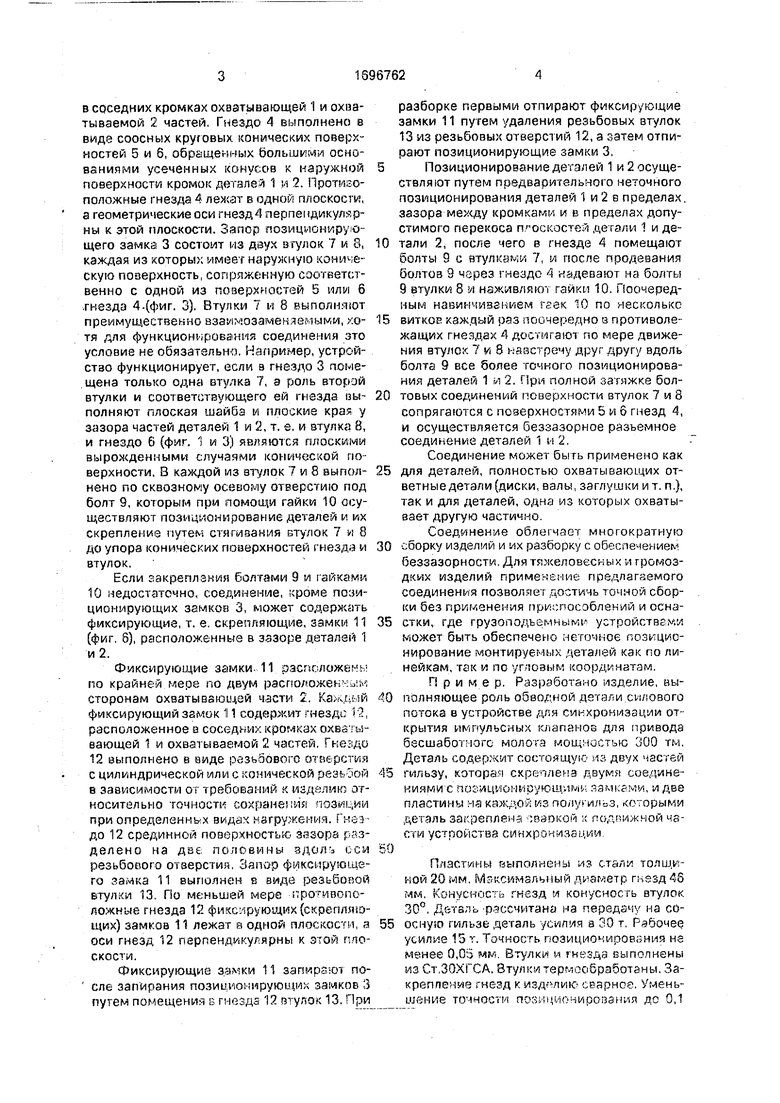
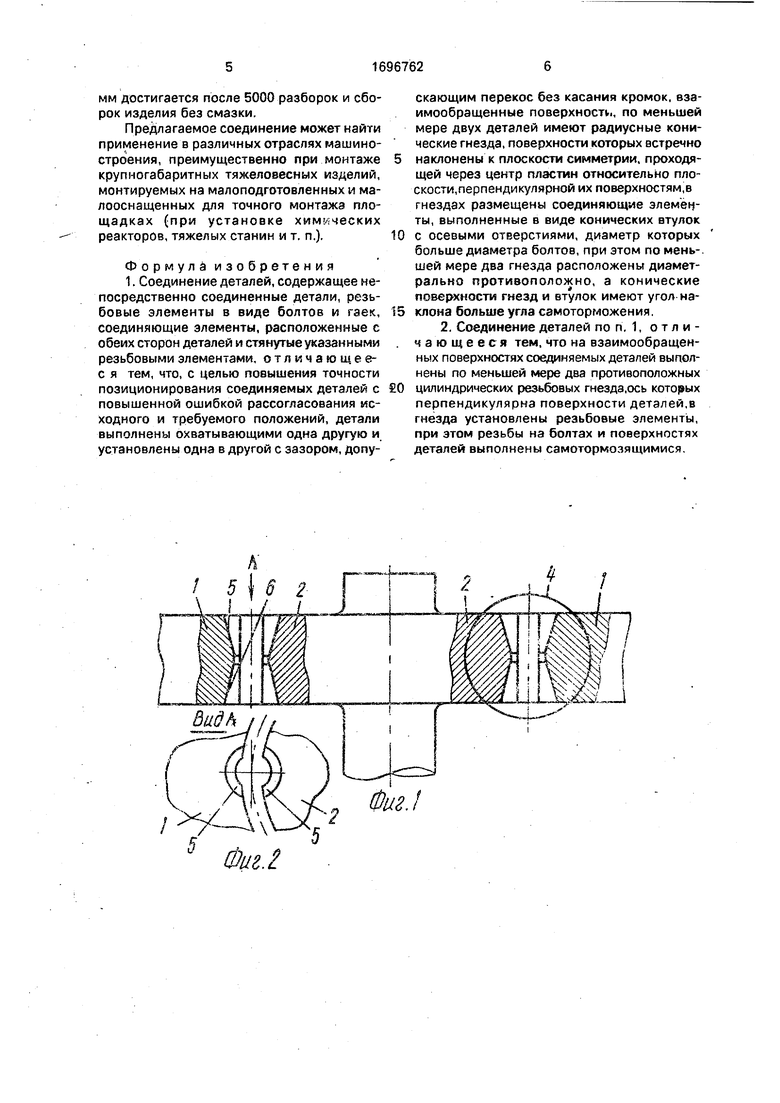
На фиг. 1 представлено разъемное соединение, вид сбоку, рязрез по открытым позиционирующим замкам: на фиг. 2 - вид А на фиг. 1; на фиг. 3 разъемное соединение.
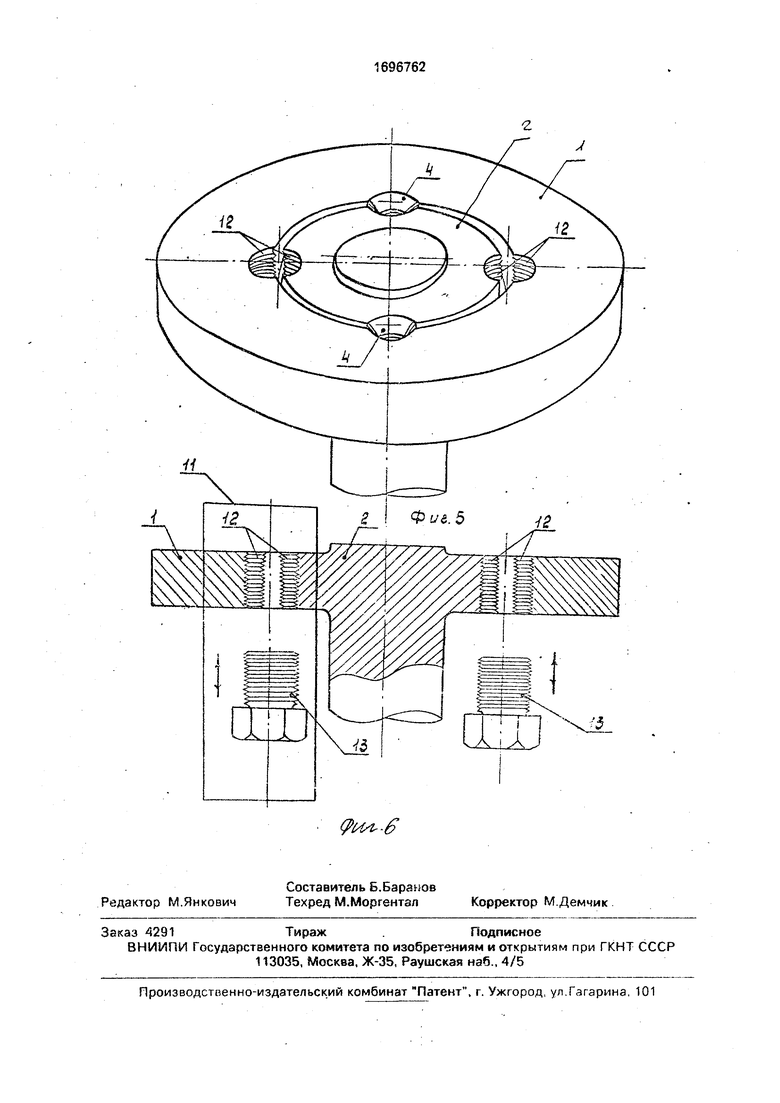
вид сбоку, разрез по закрытым позиционирующим замкам; на фиг. 4 вид Б нз фиг. 3 на фиг. 5 - разъемное соединение при от крытых замках, общий вид, на фиг 6- тоже, разрез по фиксирующи замкам
Разъемное соединение состоит из охватывающей 1 листовой и охватываемой 2 частей, при этом по крайней мере по двум противоположным сторонам охватываемой части 2 в зазоре помещены позиционирующие замки 3 (фиг. 3), из которых содержит гнездо 4 (фиг 1) расположенное
,Х| 1CN Ю
,
в соседних кромках охватывающей 1 и охватываемой 2 частей. Гнездо 4 выполнено в виде соосных круговых конических поверхностей 5 и 6, обращенных большими основаниями усеченных конусов к наружной поверхности кромок деталей 1 и 2. Противоположные гнезда 4 лежат в одной плоскости, а геометрические оси гнезд4 перпендикулярны к этой плоскости. Запор позиционирующего замка 3 состоит из двух втулок 7 и 8, каждая из которых имеет наружную коническую поаерхность, сопряженную соответственно с одной из поверхностей 5 или 6 .гнезда 4-(фиг. 3), Втулки 7 и 8 выполняют преимущественно взаимозаменяемыми, хо- тя для функционирования соединения это условие не обязательно. Например, устройство функционирует, если в гнездо 3 помещена только одна втулка 7, а роль второй втулки и соответствующего ей гнезда вы- полняют плоская шайба и плоские края у зазора частей деталей 1 и 2, т. е. и втулка 8, и гнездо 6 (фиг. 1 и 3) являются плоскими вырожденными случаями конической поверхности. В каждой из втулок 7 и 8 выпол- нено по сквозному осевому отверстию под болт 9, которым при помощи гайки 10 осуществляют позиционирование деталей и их скрепление путем стягивания втулок 7 и 8 до упора конических поверхностей гнезда и втулок,
Если закрепления болтами 9 и гайками 10 недостаточно, соединение, кроме позиционирующих замков 3, может содержать фиксирующие, т. е. скрепляющие, замки 11 (фиг. 8), расположенные в зазоре деталей 1 и 2.
Фиксирующие замки. 11 расположены по крайней мере по двум расположенным сторонам охватывающей части 2, Каждый фиксирующий замок 11 содержит гнезде 12, расположенное в соседних кромках охватывающей 1 и охватываемой 2 частей. Гнездо 12 выполнено в виде резьбового отверстия с цилиндрической или с конической резьбой в зависимости от требований к изделию относительно точности сохранения позиции при определенных видах нагружения. Гнездо 12 срединной поверхностью зазора разделено на две половины вдоль оси резьбового отверстия. Запор фиксирующего замка 11 выполнен в виде резьбовой втулки 13. По меньшей мере противоположные гнезда 12 фиксирующих (скрепляющих) замков 11 лежат в одной плоскости, а оси гнезд 12 перпендикулярны к этой плоскости.
Фиксирующие замки 11 запирают по- еле запирания позиционирующих замков 3 путем помещения s гнезда 12 втулок 13. При
разборке первыми отпирают фиксирующие замки 11 путем удаления резьбовых втулок 13 из резьбовых отверстий 12, а затем отпирают позиционирующие замки 3,
Позиционирование деталей 1 и 2 осуществляют путем предварительного неточного позиционирования деталей 1 и 2 в пределах. зазора между кромками и в пределах допустимого перекоса плоскостей детали 1 и детали 2, после чего в гнезде 4 помещают болты 9 с втулкаади 7, и после продевания болтов 9 через гнездо 4 надевают на болты 9 втулки 8 и наживляют гайки 10. Поочередным навинчиванием гзек 10 по несколько витков каждый раз поочередно а противолежащих гнездах 4 достигают по мере движения втулок 7 к 8 навстречу друг другу вдоль болта 9 все более точного позиционирования деталей 1 и 2. При полной затяжке болтовых соединений поверхности втулок 7 и 8 сопрягаются с поверхностями 5 и 6 гнезд 4, и осуществляется беззазорное разъемное соединение деталей 1 м 2.
Соединение может быть применено как для деталей, полностью охватывающих ответные детали (диски, валы, заглушки и т. п.), так и для деталей, одна из которых охватывает другую частично.
Соединение облегчает многократную сборку изделий и их разборку с обеспечением беззазорности. Для тяжеловесных и громоздких изделий применение предлагаемого соединения позволяет достичь точной сборки без применения приспособлений и оснастки, где грузоподьэмнымм устройствами может быть обеспечено неточное позиционирование монтируемых деталей как по линейкам, так и по угловым координатам.
Пример. Разработано изделие, выполняющее роль обводной детали силового потока в устройстве для синхронизации открытия импульсных клапанов для привода бесшаботного молота мощностью 300 тм, Деталь содержит состоящую и, двух частей гильзу, которая скреплена двумя соединениями с позиционирующими ЗЗМКРМИ, и две пластины на каждой из полугильз, которыми деталь закреплена сваркой к подвижной части устройства синхронизации.
Пластины выполнены из стали толщиной 20 мм. Максимальный диаметр гнезд 46 мм, Конусность гнезд и конусность втулок 30°. Деталь -рассчитана на передачу на со- осную гильзе деталь усилия в 30 т. Рабочее усилие 15 т. Точность позиционирования не менее 0,05 мм. Втулки и гнезда выполнены изСт.ЗОХГСА. Втулки термообработаны. Закрепление гнезд к издялию сварное. Уменьшение точности позиционирования до 0,1
мм достигается после 5000 разборок и сборок изделия без смазки.
Предлагаемое соединение может найти применение в различных отраслях машиностроения, преимущественно при монтаже крупногабаритных тяжеловесных изделий, монтируемых на малоподготовленных и малооснащенных для точного монтажа площадках (при установке химических реакторов, тяжелых станин и т. п.).
Ф о р м у л а и з о б р е те н и я 1. Соединение деталей, содержащее непосредственно соединенные детали, резьбовые элементы в виде болтов и гаек, соединяющие элементы, расположенные с обеих сторон деталей и стянутые указанными резьбовыми элементами, отличающее- с я тем, что, с целью повышения точности позиционирования соединяемых деталей с повышенной ошибкой рассогласования исходного и требуемого положений, детали выполнены охватывающими одна другую и установлены одна в другой с зазором, допуV
5 Фиг
скающим перекос без касания кромок, взаимообращенные поверхность., по меньшей мере двух деталей имеют радиусные конические гнезда, поверхности которых встречно
наклонены к плоскости симметрии, проходящей через центр пластин относительно пло- скости.перпендикулярной их поверхностям,в гнездах размещены соединяющие элементы, выполненные в виде конических втулок
с осевыми отверстиями, диаметр которых больше диаметра болтов, при этом по меньшей мере два гнезда расположены диаметрально противоположно, а конические поверхности гнезд и втулок имеют угол наклона больше угла самоторможения.
цилиндрических резьбовых гнезда.ось которых перпендикулярна поверхности деталей,в гнезда установлены резьбовые элементы, при этом резьбы на болтах и поверхностях деталей выполнены самотормозящимися.
9
SW
W(D
2919691
V
