Изобретение относится к металлообработке и может быть использовано с целью зажима и базирования плоской детали электрических машин, такой как электротехническая шина (далее - шина), для ее токарной обработки.
Известна оправка разжимная, содержащая цилиндрический хвостовик, переходящий в наружную конусную поверхность, и стержень с резьбой, на стержне с зазором установлена конусная подвижная втулка, жестко скрепленная с гайкой, гайка при вращении на резьбовой части стержня перемещается в осевом направлении совместно с конусной подвижной втулкой, при этом наружные конусные поверхности взаимодействуют с конусными поверхностями разжимной цанги состоящей из расположенных радиально пластин, которые скреплены между собой упругими элементами из резины или пластика (Патент US № 3050313, опубл. 21.08.1962).
Преимуществом устройства является возможность зажима цилиндрических заготовок с отверстием, с их точным базированием по отверстию расположенному соосно главной продольной оси заготовки, с целью токарной обработки ее наружного диаметра.
Недостатком известной конструкции оправки разжимной является невозможность ее применения с целью зажима и базирования плоских шин для электрических машин, с целью токарной обработки их элементов, т.к. на шине отсутствует центрально отверстие и имеются два элемента в виде выступов подлежащих обработке по торцу, которые расположены со смещением относительно центральной оси симметрии заготовки.
Известно зажимное устройство содержащее патрон соединенный со шпинделем токарного станка, закрепленную в патроне планшайбу с цилиндрическим выступом для позиционирования заготовки, боковые крепежные стержни и прижимную шайбу, при этом патрон, планшайба и заготовка соосны со шпинделем токарного станка (Патент CN 210334401 U, МПК B23B 31/02, опубл. 17.04.2020).
Преимуществом устройства является наличие в его составе боковых крепежных стержней и прижимной шайбы, которые позволяют осуществить возможность зажима заготовок без отверстия с их точным базированием относительно их главной продольной оси вращения, с целью токарной обработки ее наружного диаметра.
Недостатком известной конструкции устройства является невозможность ее применения с целью зажима и базирования плоских деталей электрических машин в виде шин, т.к. зажим детали к планшайбе осуществляется прижимной шайбой по торцу детали, а т.к. токарной обработке должны подвергаться элементы шины находящиеся на ее торце, они оказываются зажаты прижимной шайбой и доступ к ним для обработки будет ограничен.
Известно устройство для зажима детали в виде прямоугольной коробки, устройство содержит конический хвостовик, закрепленную на хвостовике планшайбу и установленные не менее чем с двух сторон планшайбы позиционирующие стойки, в пазах которых с помощью пластин и крепежа установлены губки с призматическими выемками на торце для фиксации детали по углам (Патент AU 2017100787 A4, МПК B23Q 3/00, опубл. 20.07.2017).
Преимуществом устройства является наличие в его составе установленных не менее чем с двух сторон планшайбы позиционирующих стоек, с губками, которые позволяют зажать заготовку по боковой поверхности, не ограничивая доступа для токарной обработки элементов расположенных на торце детали.
Недостатком известной конструкции устройства является невозможность ее применения с целью зажима и базирования плоских деталей электрических машин в виде шин, т.к. при зажиме плоской шины по боковой поверхности только губками, повторяемость точности первоначальной настройки соосности быстро сбивается, что не позволяет производить обработку деталей с минимальной трудоемкостью и требует постоянной подналадки и выверки. Кроме того, малая толщина шины в виде пластины при зажиме губками только в горизонтальной плоскости и отсутствии должной фиксации шины в виде ее прижима по торцу при токарной механической обработке, т.к. силы обработки направлены как по горизонтали, так и по вертикали, может привести к вырыву детали из губок. Также, недостатком является то, что при приложении чрезмерных нагрузок для зажима детали губками, с целью предотвращения вырыва детали из устройства при обработке, возможно деформирование самой детали. Также, при чрезмерном зажиме детали для ее надежного удержания, возможно ухудшение качества ее поверхности из-за вмятин и задиров в местах соприкосновения губок с ней, особенно если губки будут выполнены с насечками для удержания детали.
Наиболее близким по технической сущности к предлагаемому является устройство для зажима тарельчатых тонкостенных заготовок содержащее планшайбу закрепленную на токарном патроне, планшайба имеет расположенные радиально сквозные пазы, Т-образные канавки прижимного механизма, ряды равномерно расположенных резьбовых отверстий и отверстий для установочных штифтов, при этом установочные штифты имеют наружный фланец специальной формы с двумя радиусами (Патент CN 203509632 U, МПК B23Q 3/00, опубл. 02.04.2014).
Преимуществом устройства является наличие планшайбы которая имеет расположенные радиально сквозные пазы, Т-образные канавки прижимного механизма, ряды равномерно расположенных резьбовых отверстий и отверстий для установочных штифтов, которые позволяют быстро переустанавливать заготовку и зажать ее в различных положениях, при этом для ее ориентации могут быть использованы установочные штифты которые имеют наружный фланец специальной формы с двумя радиусами, а в резьбовые отверстия можно установить различные планки для прижима заготовки по краю ее торца, при этом не ограничивая доступа для токарной обработки элементов расположенных на торце детали.
Недостатком известного устройства является сложность и невысокая технологичность в наладке, из-за наличия большого количества отверстий, необходимости применения отдельно закрепляемых на планшайбе установочных штифтов и прижимов для ориентирования и установки детали, что приводит к затратам большого количества времени на наладку и установку по-отдельности большого количества элементов в виде установочных штифтов, прижимов, крепежа.
Также, недостатком является то, что при необходимости последовательной обработки нескольких поверхностей на одной детали, такой как шина, т.к. на ней имеются два элемента в виде выступов подлежащих токарной обработке по торцу, и данные элементы расположены со смещением относительно центральной оси симметрии заготовки, после обработки одной поверхности, деталь сложно быстро переустановить и точно закрепить в устройстве, для обработки другой поверхности, что приводит к увеличению трудоемкости ее изготовления.
Кроме того, недостатком является невысокая жесткость конструкции и надежность фиксации заготовки, так как для зажима плоских деталей, таких как шина, при применении прижимных планок различного типа для поджатия детали за ее края к планшайбе, из-за малой площади зацепов планок за края детали, сдвиг планок или детали, при ее обработке, приводит к потере точности геометрических параметров и может привести к вырыву детали из планок.
Задачей изобретения является создание простого и технологичного в использовании устройства для токарной обработки торцов плоских деталей - типа шин, обеспечивающей быстроту наладки устройства и переустановки детали для последовательной обработки ее поверхностей, а также обеспечивающей жесткость конструкции и надежность фиксации в ней детали.
Технический результат заключается в обеспечении быстрого закрепления и обработки торцов плоских деталей - типа шин, с высокой точностью и минимальными потерями времени на переналадку.
Данная задача решается, а технический результат достигается благодаря тому, что в предлагаемом зажимном устройстве, содержащем конический хвостовик, прикрепленную к торцу хвостовика планшайбу с пазами, отверстиями и установочными штифтами, и прижим, согласно изобретению, оно снабжено накладкой, установленной на торец планшайбы и выполненной с пазами, расположенными на двух ее противоположных сторонах, с двумя сквозными конусными отверстиями для размещения упомянутых плоских деталей, расположенными посередине накладки вдоль ее сторон с пазами, и с центрирующим штифтом для установки деталей, расположенным между этими отверстиями, при этом в пазах накладки установлены оси с расположенными на них поворотными крепежными винтами, а планшайба выполнена прямоугольной формы с углублением, расположенным в средней части торца, на двух боковых сторонах планшайбы выполнены по меньшей мере два ряда пазов, причем накладка связана с планшайбой посредством упомянутых крепежных винтов, располагаемых в пазах планшайбы, и на которые навинчены гайки, при этом прижим установлен на накладку посредством двух винтов и выполнен в виде планки с двумя ушками по бокам и отверстиями в них, одно из которых выполнено в виде паза с возможностью входить и выходить из зацепления с головкой одного из винтов и поворота вокруг оси другого винта, причем на торце накладки размещены пара установочных штифтов, расположенных на одной линии с упомянутыми крепежными винтами с возможностью вхождения в соответствующие отверстия, выполненные на торце планшайбы, которые расположены на одной линии, соединяющей оси соответствующих противолежащих пазов на боковых сторонах планшайбы.
Предлагаемое устройство благодаря тому, что в его составе находятся планшайба, накладка и прижим в виде планки, в пазах накладки установлены оси с расположенными на них поворотными крепежными винтами, также на торце накладки размещены пара установочных штифтов, расположенных на одной линии с упомянутыми крепежными винтами с возможностью вхождения в соответствующие отверстия, выполненные на торце планшайбы, которые расположены на одной линии, соединяющей оси соответствующих противолежащих пазов на боковых сторонах планшайбы, а в свою очередь прижим установлен на накладку посредством двух винтов которые входят в отверстия, выполненные на ушках по бокам прижима, одно из которых выполнено в виде паза за счет этого прижим может поворачиваться, является достаточно простым в использовании и технологичным при наладке, т.к. все детали связаны между собой и отсутствует необходимость при наладке устанавливать в отдельные отверстия крепежные винты, а также установочные штифты. Кроме того, обеспечение поворота прижима вокруг оси одного из двух винтов дает возможность снимать и устанавливать шину между накладкой и прижимом, ослабив лишь один из винтов прижима, поворачивая прижим вокруг оси данного винта расцепить прижим вынув паз выполненный в ушке на другой его стороне из под головки другого винта, таким образом давая возможность быстро переустанавливать шину.
Кроме того, благодаря тому, что шина устанавливается на накладку базируясь по центрирующему штифту и элементы шины подвергающиеся обработке входят в вертикально расположенные отверстия на накладке, и далее установленная на накладку шина прижимается к ней прижимом посредством двух винтов, в итоге узел- в виде накладки, шины и прижима можно легко и быстро установить на планшайбу закрепив на ряде боковых пазов на ней с помощью пары поворотных на осях прижима крепежных винтов с гайками. При этом, узел в виде накладки, шины и прижима после токарной обработки одного элемента шины, можно легко переустановить путем закрепления на другом ряду боковых пазов планшайбы. Таким образом, для обработки второй поверхности элемента шины необходимо минимальное количество времени для снятия узла в виде накладки, шины и прижима с одного ряда пазов планшайбы и переустановки его на другой ряд пазов.
Также, за счет того, что на накладке имеются два сквозных конусных отверстия для обрабатываемых элементов шины, шина практически всей своей плоскостью за исключением лишь поверхностей обрабатываемых элементов прилегает к накладке и плотно поджимается к ней прижимом, и так как данный узел надежно, в свою очередь прижимается к планшайбе, конструкция обладает высокой жесткостью, при этом сдвиг шины, и вырыв детали при обработке исключается, и следовательно обеспечивается высокая точность геометрических параметров шины при обработке.
Сущность изобретения поясняется чертежами на фиг. 1-5.
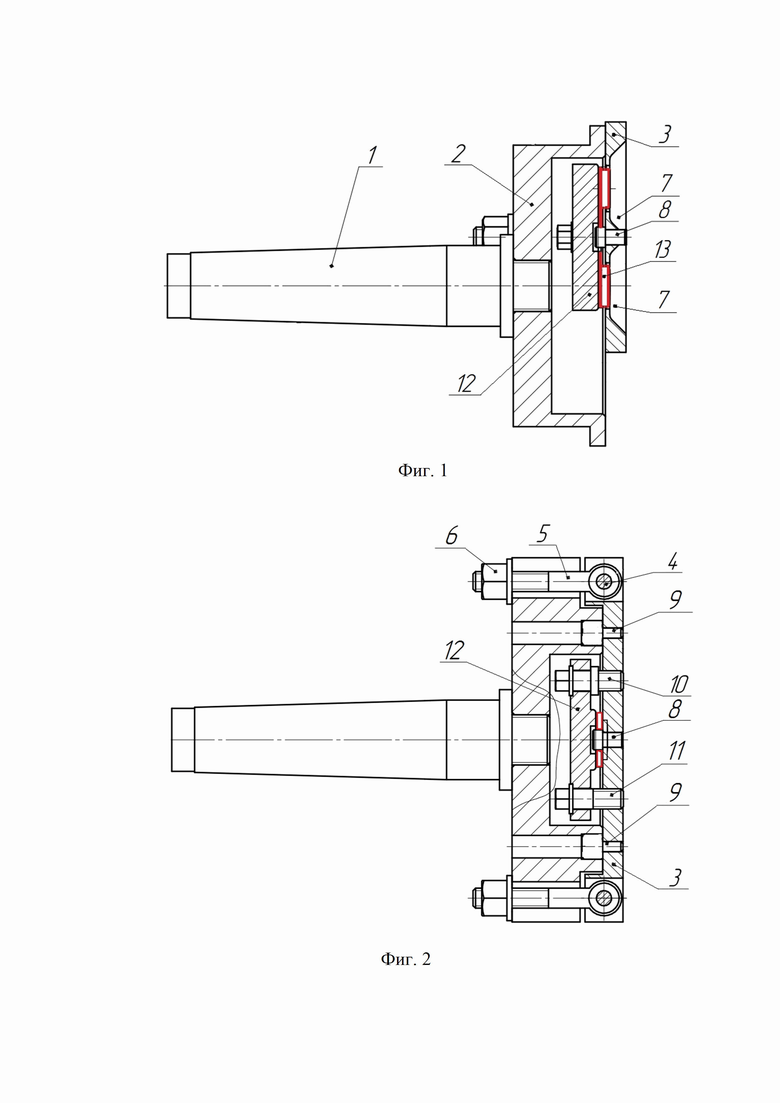
На фиг. 1 изображен разрез вида устройства сбоку.
На фиг. 2 изображен разрез вида устройства сверху.
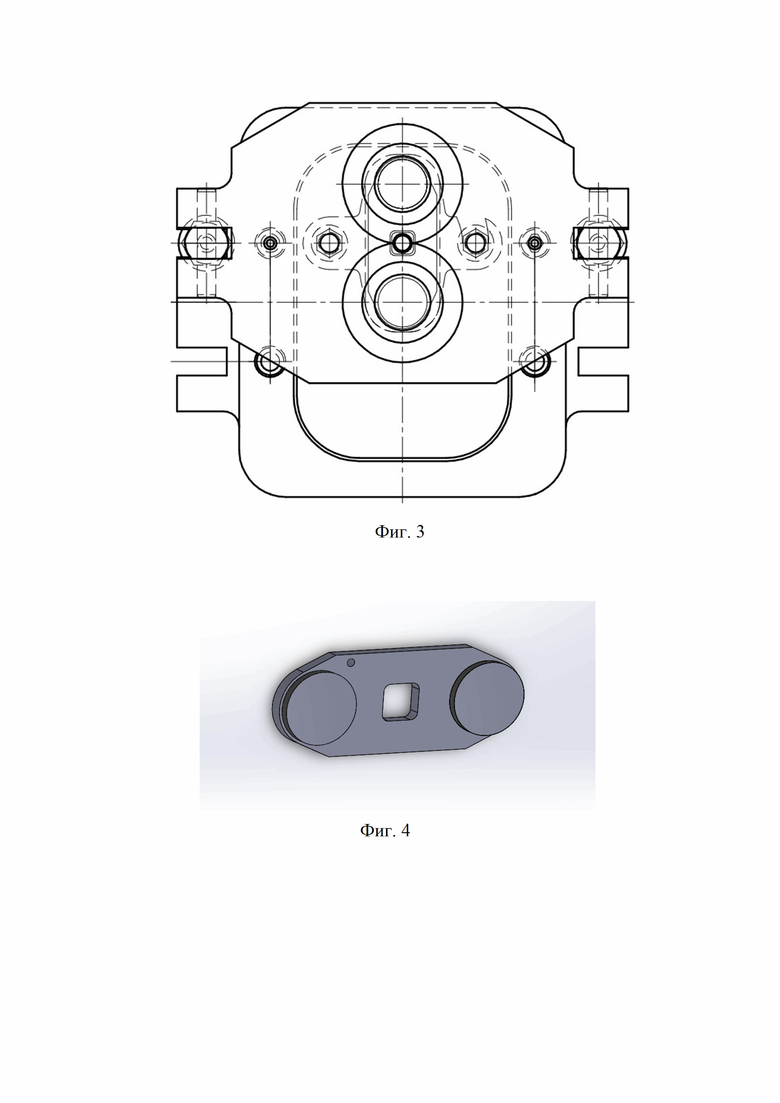
На фиг. 3 изображен вид устройства спереди.
На фиг. 4 изображен пример шины.
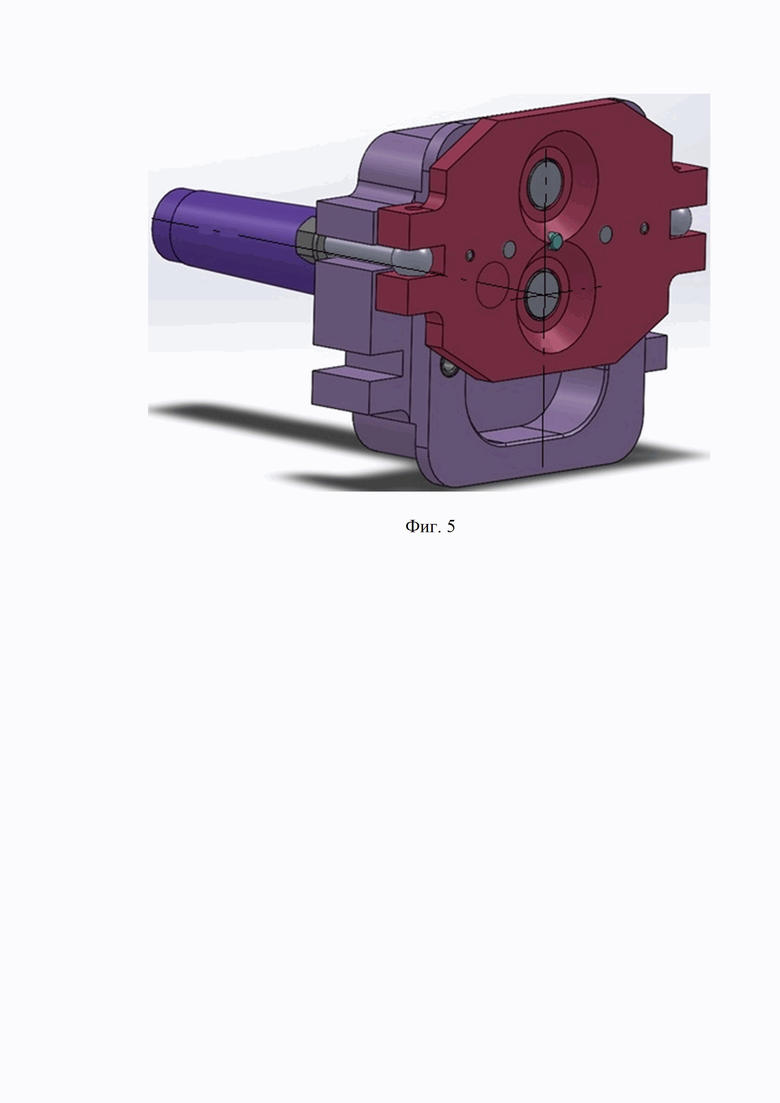
На фиг. 5 изображено устройство в сборе.
Зажимное устройство выполнено из стали 45 с твердостью 35…40HRC. Устройство содержит хвостовик 1 длиной 150 мм с конусом Морзе №4, на торце хвостовика выполнена резьба М20-6g посредством которой хвостовик соединен с планшайбой 2. Планшайба 2 имеет габаритные размеры высоту125 мм, ширину 145 мм и толщину 36 мм, в средней части на торце планшайбы выполнено углубление размером 68×100×21мм. На боковых частях планшайбы на расстоянии 19 мм сверху и снизу от горизонтальной оси планшайбы выполнены 4 паза шириной 9мм и длиной 16 мм. На этом же расстоянии сверху и снизу от горизонтальной оси симметрично вертикальной оси планшайбы на расстоянии 85 мм друг от друга на планшайбе выполнены отверстия для установочных штифтов диаметром 10 мм. Накладка 3 выполнена габаритами 90×145 мм, толщиной 8 мм. В середине боковой стороны накладки выполнено по одному пазу, в месте расположения пазов накладка выполнена толщиной 15мм и имеет вертикальное отверстие, в которое вставлена ось 4 диаметром 6мм. На оси расположен поворотный крепежный винт 5 и гайка 6 с резьбой М8. Посередине накладки 3 выполнены два сквозных конусных отверстия 7 для обрабатываемых элементов шины между которыми по центру шины расположен центрирующий штифт 8. Также, в расположенных на горизонтальной оси накладки на расстоянии 85 мм друг от друга симметрично вертикальной оси отверстиях запрессованы ступенчатые установочные штифты 9. Кроме того, на горизонтальной оси накладки 3 симметрично расположены на расстоянии 47мм два отверстия с резьбой М8-6Н в которые вворачиваются два винта 10 и 11 длиной 27 мм каждый. При этом, на двух винтах 10 и 11 установлен прижим 12. Прижим 12 выполнен в виде планки толщиной 12 мм с двумя ушками по бокам которые расположены на горизонтальной оси симметрии прижима и отверстиями в них диаметром 8,2 мм под винты 10 и 11, при этом одно отверстие в ушке выполнено виде паза для возможности входа и выхода из зацепления с головкой винта 10, прижим при этом поворачивается вокруг оси второго винта 11. Путем затяжки винта 11 шина 13 прижимом 12 прижимается к накладке 3.
Устройство может быть использовано для обработки элементов электродвигателей, электрогенераторов и др. электромашин, в т.ч. высокооборотных в виде шин электротехнических и предлагается к внедрению на АО «Уфимское агрегатное производственное объединение» Технодинамика.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Центровое устройство | 1985 |
|
SU1379009A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для закрепления детали | 1985 |
|
SU1283022A1 |
| Токарный патронный полуавтомат с программным управлением | 1988 |
|
SU1662764A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ОБОЛОЧКОВОГО ТИПА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2013 |
|
RU2552828C2 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕМНОГО СОЕДИНЕНИЯ ДВУХ ДЕТАЛЕЙ ИНСТРУМЕНТА | 2018 |
|
RU2674498C1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
Изобретение относится к области металлообработки и может быть использовано для зажима и базирования плоских деталей электрических машин, например электротехнической шины, при ее токарной обработке. Зажимное устройство содержит конический хвостовик, закрепленную на нем планшайбу в виде прямоугольника с пазами и отверстиями, установочные штифты, а также прижим, при этом в средней части торца планшайбы расположено углубление, а на торец планшайбы устанавливается накладка посредством расположенных на двух противоположных сторонах накладки и закрепленных на осях пары поворотных крепежных винтов, которые посредством гаек крепятся к пазам планшайбы. Накладка, в свою очередь, имеет сквозные вертикально расположенные отверстия для обрабатываемых элементов шины и центрирующий штифт для установки шины, прижим в виде планки с двумя ушками по бокам и отверстиями в них посредством двух винтов установлен на накладку таким образом, что вокруг оси одного винта прижим может поворачиваться, а с головкой другого винта входить и выходить из зацепления. Использование изобретения позволяет повысить точность и надежность закрепления шин при обработке. 5 ил.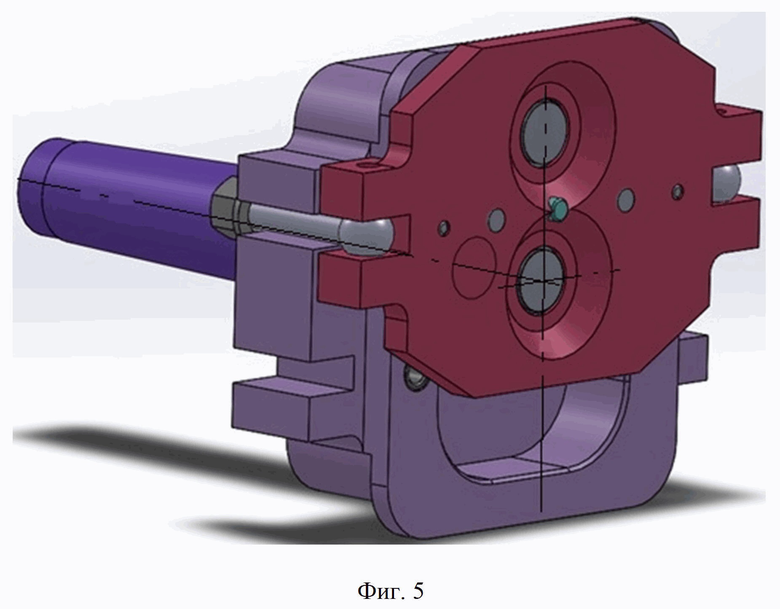
Зажимное устройство для плоских деталей электрических машин при токарной обработке их торцов, содержащее конический хвостовик, прикрепленную к торцу хвостовика планшайбу с пазами, отверстиями и установочными штифтами, и прижим, отличающееся тем, что оно снабжено накладкой, установленной на торец планшайбы и выполненной с пазами, расположенными на двух ее противоположных сторонах, с двумя сквозными конусными отверстиями для размещения упомянутых плоских деталей, расположенными посередине накладки вдоль ее сторон с пазами, и с центрирующим штифтом для установки деталей, расположенным между этими отверстиями, при этом в пазах накладки установлены оси с расположенными на них поворотными крепежными винтами, а планшайба выполнена прямоугольной формы с углублением, расположенным в средней части торца, на двух боковых сторонах планшайбы выполнены по меньшей мере два ряда пазов, причем накладка связана с планшайбой посредством упомянутых крепежных винтов, располагаемых в пазах планшайбы, и на которые навинчены гайки, при этом прижим установлен на накладку посредством двух винтов и выполнен в виде планки с двумя ушками по бокам и отверстиями в них, одно из которых выполнено в виде паза с возможностью входить и выходить из зацепления с головкой одного из винтов и поворота вокруг оси другого винта, причем на торце накладки размещены пара установочных штифтов, расположенных на одной линии с упомянутыми крепежными винтами с возможностью вхождения в соответствующие отверстия, выполненные на торце планшайбы, которые расположены на одной линии, соединяющей оси соответствующих противолежащих пазов на боковых сторонах планшайбы.
| Способ и приспособление для остеосинтеза при медиальных переломах шейки бедренной кости | 1957 |
|
SU118576A1 |
| Способ обработки хлоропренового латекса | 1961 |
|
SU145741A1 |
| US 3050313 A1, 21.08.1962 | |||
| CN 203509632 U, 02.04.2014 | |||
| CN 210334401 U, 17.04.2020 | |||
| AU 2017100787 A4, 20.07.2017. | |||
