Предлагаемое изобретение относится к технике и технологии низкотемпературной переработки газа и может быть использовано на газоперерабатывающих заводах и заводах сжиженного природного газа, где компримируется отбензиненный газ.
Известен способ компримирования газа (см. евразийский патент №4469, F25J 3/02, опуб. 29.04.2004), согласно которому остаточный (отбензиненный) газ нагревают в теплообменнике, после чего подвергают первому сжатию в первом компрессоре, соединенном с турбиной, для получения сжатой фракции, которую подвергают второму сжатию во втором компрессоре, питаемом газовой турбиной, для получения другой сжатой фракции, которую затем охлаждают воздухом в воздушном холодильнике для получения сжатой и охлажденной фракции остаточного газа.
Недостатком известного способа является отсутствие охлаждения отбензиненного газа после первого сжатия в первом компрессоре, соединенным с турбиной, что приводит к бесконтрольному росту температуры компримируемого газа в случае открытия антипомпажной линии и снижает надежность работы компрессорного оборудования. Также недостатком известного способа является более высокая стоимость ректификационной колонны (деметанизатора), так как ее расчетное давление определяется технологическим режимом при неработающем компрессорном оборудовании, соединенным с турбиной детандера, когда отсутствие работы компрессорного оборудования требуется компенсировать более высоким давлением в деметанизаторе.
Наиболее близким по технической сущности и достигаемому результату является способ компримирования отбензиненного газа (см. патент РФ на изобретение №2626270, F25J 3/00, опуб. 25.07.2017), включающий нагрев отбензиненного газа, полученного путем выделения углеводородов С2+ выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации, компримирование отбензиненного газа и охлаждение отбензиненного газа, при этом перед компримированием отбензиненного газа отбирают часть нагретого потока отбензиненного газа и осуществляют его параллельное компримирование, после чего потоки скомпримированного отбензиненного газа соединяют и направляют на охлаждение.
Общими признаками известного и предлагаемого способа являются:
- нагрев отбензиненного газа в рекуперативном теплообменнике полученного путем выделения углеводородов С2+выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации;
- разделение нагретого потока отбензиненного газа на две части;
- компримирование первой и второй части потока отбензиненного газа;
- охлаждение отбензиненного газа.
Недостатком известного способа является невозможность организации поддержания приемлемой температуры в компрессорном оборудовании при открытии антипомпажной линии ввиду отсутствия охлаждения первого потока отбензиненного газа после компримирования до его объединения со второй частью потока отбензиненного газа, что приводит к бесконтрольному увеличению температуры компримируемого отбензиненного газа и, как следствие, снижению надежности работы компрессорного оборудования.
Технический результат предлагаемого способа заключается в повышении надежности работы компрессорного оборудования и снижении эксплуатационных затрат.
Указанный технический результат достигается за счет того, что в способе компримирования отбензиненного газа по первому варианту, включающем нагрев отбензиненного газа, полученного путем выделения углеводородов С2+выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации, разделение нагретого потока отбензиненного газа на две части, компримирование первой и второй части потока отбензиненного газа, охлаждение отбензиненного газа, согласно предлагаемому изобретению, после компримирования вторую часть потока отбензиненного газа охлаждают и затем объединяют с предварительно охлажденным после компримирования первым потоком отбензиненного газа, после чего объединенный поток отбензиненного газа направляют на дальнейшее использование.
Кроме того, компримирование второй части потока отбензиненного газа осуществляют, по меньшей мере, в две ступени с использованием промежуточного охлаждения между ступенями.
Кроме того, компримирование первой части потока отбензиненного газа осуществляют, по меньшей мере, в две ступени.
Кроме этого, между ступенями компримирования первой части потока отбензиненного газа осуществляют его охлаждение.
Кроме этого, детандирование осушенного газа осуществляют по меньшей мере в две ступени с промежуточной сепарацией между ступенями.
Также указанный технический результат достигается тем, что в способе компримирования отбензиненного газа по второму варианту, включающем нагрев отбензиненного газа, полученного путем выделения углеводородов С2+выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации, разделение нагретого потока отбензиненного газа на две части, компримирование первой и второй части потока отбензиненного газа, охлаждение отбензиненного газа, согласно предлагаемому изобретению, компримирование второй части потока отбензиненного газа осуществляют, по меньшей мере, в две ступени, при этом часть предварительно охлажденного после компримирования первого потока отбензиненного газа соединяют со второй частью потока отбензиненного газа, выходящего из первой ступени компримирования, после чего объединенный поток отбензиненного газа подают на вторую ступенью компримирования и после охлаждения направляют на дальнейшее использование.
Охлаждение второй части потока отбензиненного газа после его компримирования и его последующее объединение с уже предварительно охлажденным после компримирования первым потоком отбензиненного газа по первому и второму варианту предлагаемого способа позволяет за счет раздельного охлаждения первой и второй части потока отбензиненного газа избежать бесконтрольного роста температуры компримируемого газа в компрессорном оборудовании и, тем самым, повысить надежность его работы.
Компримирование второй части потока отбензиненного газа в две или более ступени с использованием, при необходимости, промежуточного охлаждения между ступенями позволяет снизить удельную нагрузку на компримирование и увеличить расход второй части потока отбензиненного газа, а также снизить затраты на компримирование.
Детандирование осушенного газа в две или более ступени с промежуточной сепарацией между ступенями позволяет достигать при необходимости более высокую степень сжатия газа, а также снизить удельную нагрузку на компримирование и энергетические затраты на компримирование.
Таким образом, заявляемая совокупность признаков предлагаемого способа по первому и второму варианту позволяет повысить надежность работы компрессорного оборудования, снизить эксплуатационные затраты на компримирование, а также за счет постоянного давления в деметанизаторе независимо от работы компрессорного оборудования позволяет снизить массу деметанизатора и, как следствие, капитальные затраты.
На рисунках 1-7 представлены возможные варианты установки низкотемпературной переработки газа, на которых осуществляется предлагаемый способ, где на фиг. 1-6 представлен предлагаемый способ компримирования отбензиненного газа по первому варианту, а на фиг. 7 - предлагаемый способ по второму варианту.
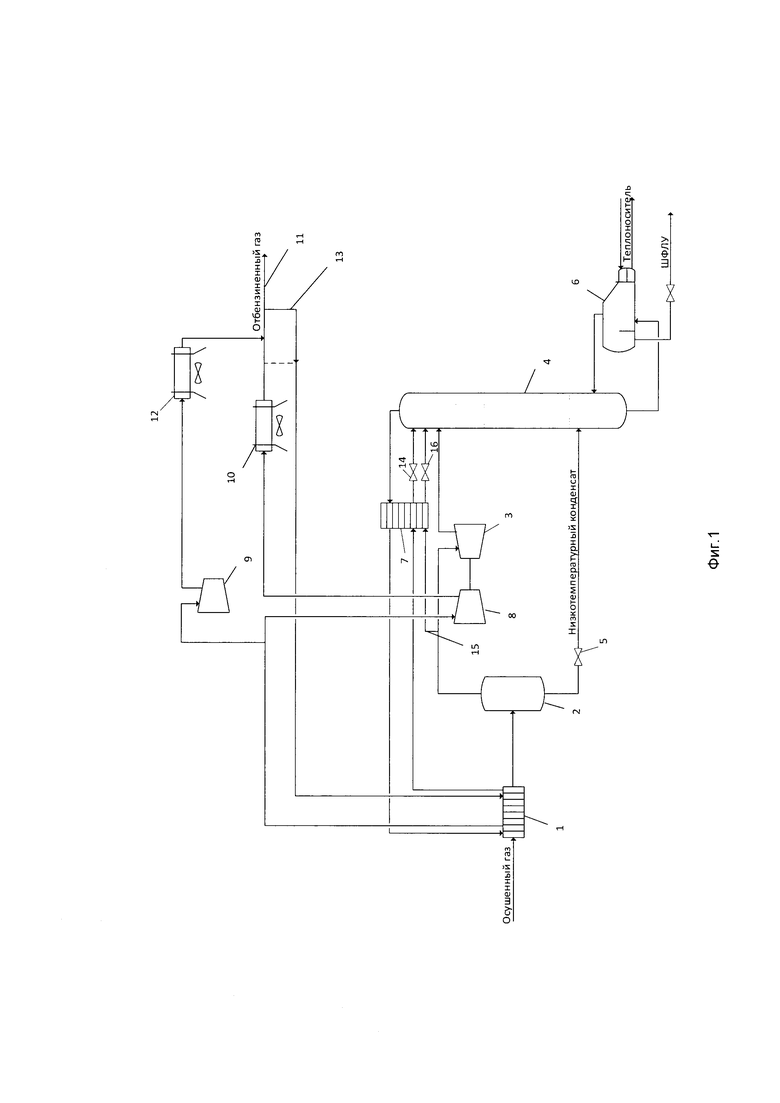
Установка по первому варианту предлагаемого способа включает (см. рис. 1) трубопровод подачи осушенного газа в рекуперативный теплообменник 1, соединенный с сепаратором 2, выход верхнего потока из которого соединен с турбодетандерным агрегатом (далее по тексту - ТДА) 3 и далее с деметанизатором 4, а выход нижнего продукта из сепаратора 2 соединен с дросселем 5 и далее с деметанизатором 4.
Деметанизатор 4 снабжен в верхней части выходом отбензиненного газа, а в нижней части - выходом фракции С2+выше. В нижней части деметанизатора установлен ребойлер 6.
Выход отбензиненного газа из деметанизатора 4 соединен с рекуперативным теплообменником 7 и далее с рекуперативным теплообменником 1.
Выход отбензиненного газа из рекуперативного теплообменника 1 соединен с компрессорной частью 8 ТДА 3 для подачи первой части потока отбензиненного газа на компримирование, а также соединен с компрессором 9 для подачи второй части потока отбензиненного газа на компримирование.
Выход первой части потока отбензиненного газа из компрессорной части 8 ТДА 3 соединен с аппаратом воздушного охлаждения (далее по тексту - АВО) 10 и далее с трубопроводом 11 для отвода газа на дальнейшее использование.
Выход второй части потока отбензиненного газа из компрессора 9 соединен с АВО 12, затем с охлажденным первым потоком отбензиненного газа, выходящим из АВО 10, и далее с трубопроводом 11 для отвода газа на дальнейшее использование.
Трубопровод 11 снабжен дополнительным отводом 13 отбензиненного газа, последовательно соединенным с рекуперативными теплообменниками 1 и 7, дросселем 14 и деметанизатором 4.
Также трубопровод 11 снабжен антипомпажной линией (на рисунках 1-7 показано пунктиром) для возможности подачи газа с выкида компрессорной части 8 ТДА 3 на ее всас и поддержания необходимого давления газа на всасе.
Выход верхнего потока из сепаратора 2 может быть снабжен дополнительным отводом 15, соединенным с рекуперативным теплообменником 7, дросселем 16 и далее с деметанизатором 4.
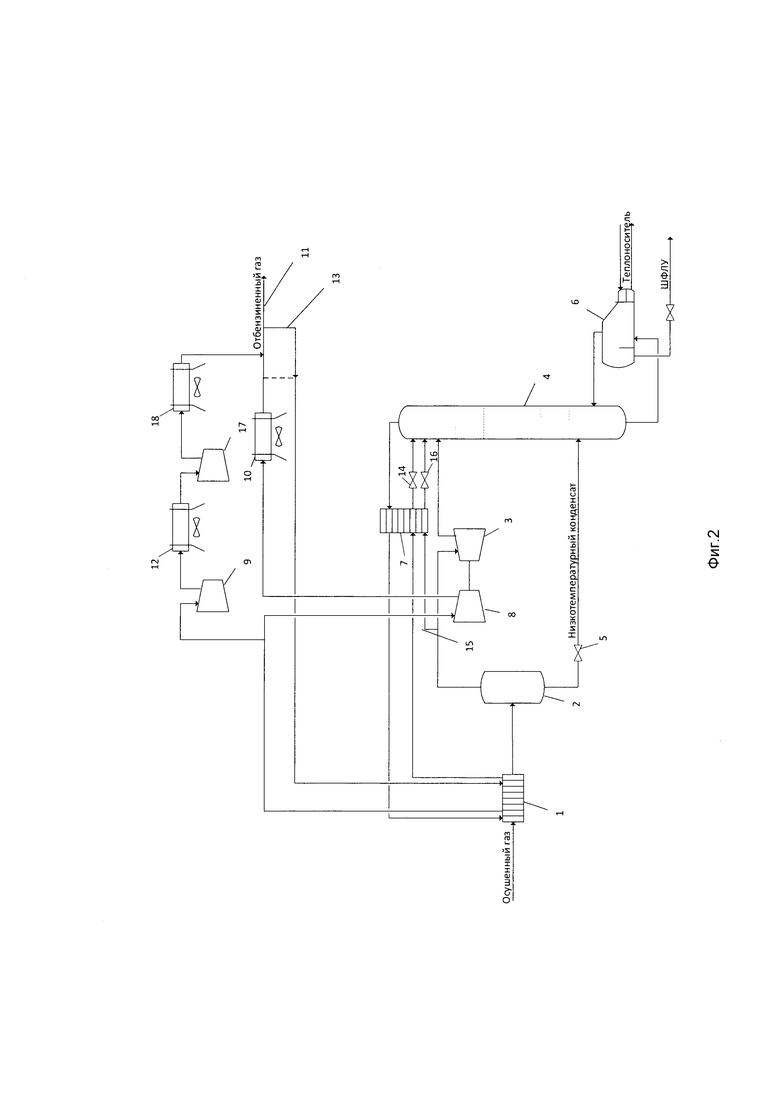
При необходимости, установка может содержать несколько ступеней компримирования второй части потока отбензиненного газа с использованием промежуточного охлаждения между ступенями. На фиг. 2 показан вариант с двумя ступенями компримирования, где первая ступень компримирования содержит компрессор 9 и АВО 12, а вторая ступень компримирования содержит компрессор 17 и АВО 18.
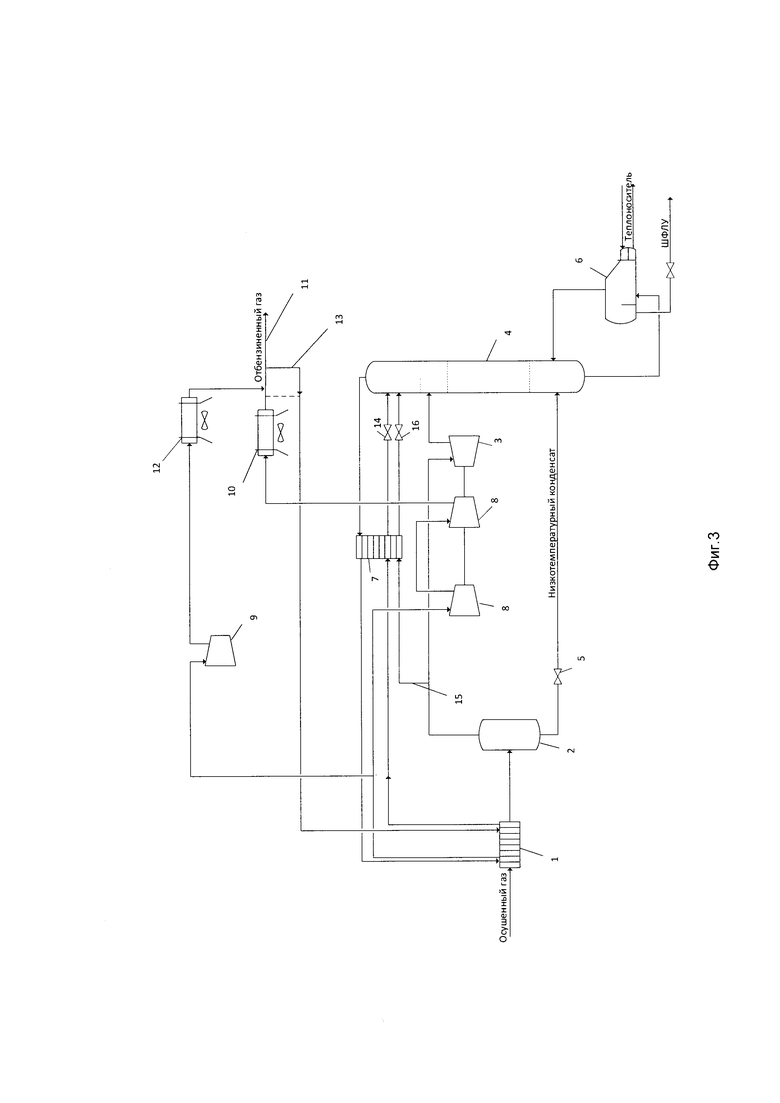
При необходимости, установка может содержать несколько ступеней компримирования первой части потока отбензиненного газа. На фиг. 3 показан вариант с двумя ступенями компримирования отбензиненного газа в двух компрессорных частях 8 ТДА 3 (см. фиг. 3).
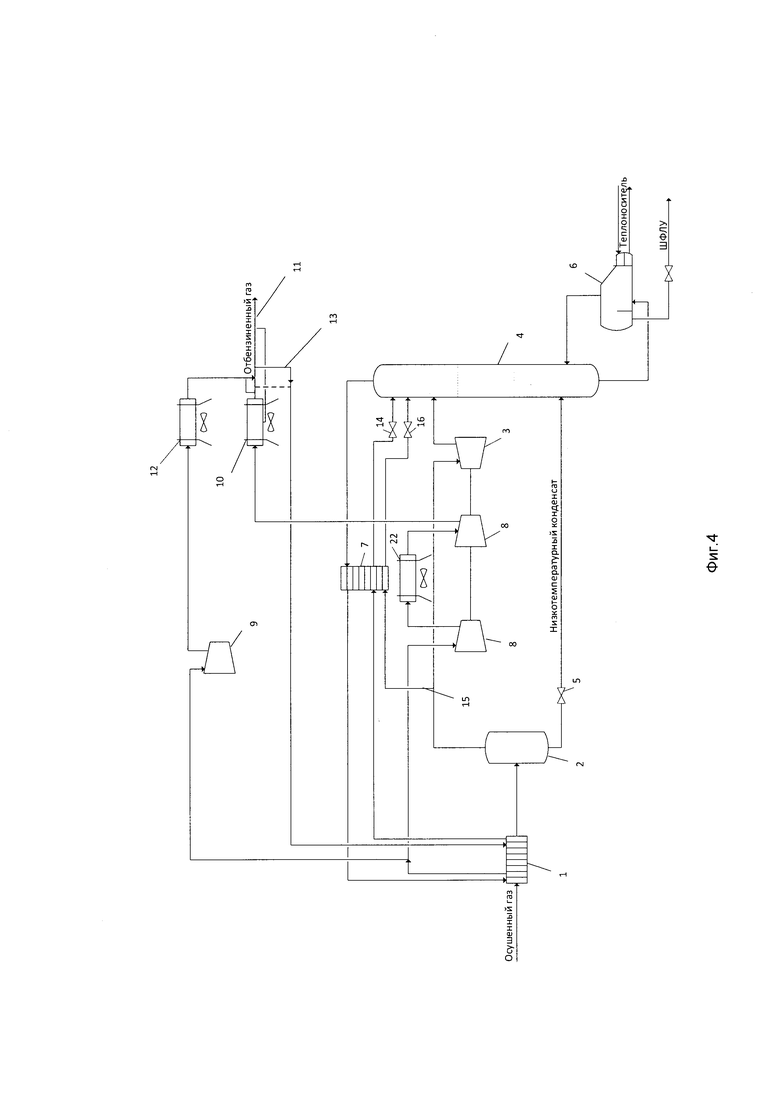
При необходимости, установка может быть снабжена дополнительным АВО 22, установленным между ступенями компримирования первой части потока отбензиненного газа (см. фиг. 4).
Установка может быть снабжена по меньшей мере двумя ступенями детандирования осушенного газа с промежуточной сепарацией между ступенями. На фиг. 5 показан вариант, где первая ступень детандирования содержит компрессорную часть 8 и ТДА 3, а вторая ступень содержит компрессорную часть 19 и ТДА 20, между которыми установлен дополнительный сепаратор 21.
На фиг. 6 показан вариант с двумя ступенями детандирования осушенного газа с использованием промежуточной сепарации между ступенями и двумя ступенями компримирования первого потока отбензиненного газа с использованием охлаждения между ступенями компримирования (см. фиг. 6).
При наличии нескольких ступеней детандирования осушенного газа ТДА могут быть установлены на разных валах (см. фиг. 5) или на одном валу (на фиг. не показано).
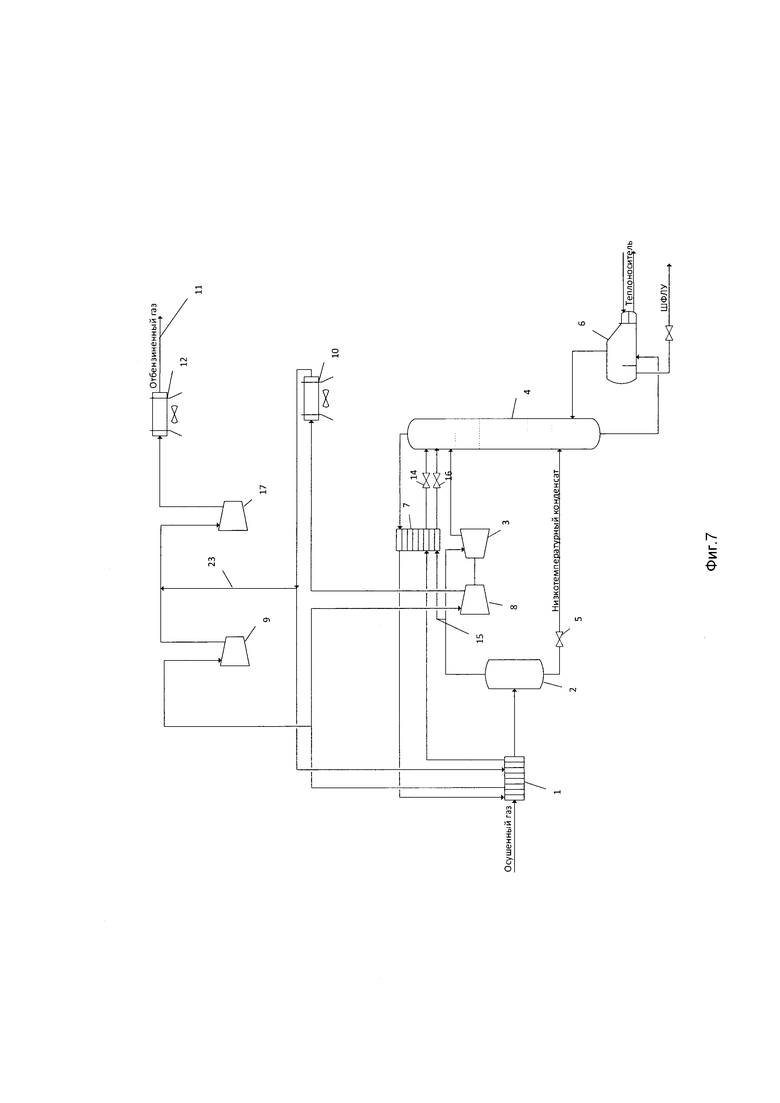
Установка по второму варианту заявляемого способа (см. фиг. 7) снабжена отводом 23 части первого потока отбензиненного газа после его компримирования в компрессорной части 8 и охлаждения в АВО 10, который соединен со второй частью потока отбензиненного газа после его компримирования в компрессоре 9 перед компрессором 17.
Установка также снабжена всеми необходимыми запорно-регулирующими устройствами и насосным оборудованием (на фиг. не показаны).
Способ по первому варианту осуществляется на установке следующим образом (см. фиг. 1-6).
Очищенный и осушенный газ поступает на установку низкотемпературной переработки в рекуперативный теплообменник 1 для его охлаждения и частичной конденсации за счет теплообмена с потоком отбензиненного газа. Частично сконденсированный газ из рекуперативного теплообменника 1 направляется в сепаратор 2, в котором происходит разделение газа и низкотемпературного конденсата. Далее низкотемпературный конденсат из сепаратора 2 дросселируется в дросселе 5 и направляется в деметанизатор 4, а газ направляется в ТДА 3 и далее в деметанизатор 4.
При необходимости высокой степени извлечения углеводородов С2+выше (или С3+выше) часть газа из сепаратора 2, минуя ТДА 3, может по дополнительному отводу 15 направляться в рекуперативный теплообменник 7 на охлаждение и конденсацию и далее подаваться на орошение деметанизатора 4.
В деметанизаторе 4 в качестве верхнего продукта получают отбензиненный газ, в качестве нижнего продукта - фракцию углеводородов С2+выше (или С3+выше), которую направляют на дальнейшую переработку.
Отбензиненный газ направляется в рекуперативный теплообменник 7, затем в рекуперативный теплообменник 1, в которых поток отбензиненного газа нагревается, после чего нагретый поток отбензиненного газа разделяется на два потока.
Первая часть потока отбензиненного газа направляется на компримирование в компрессорную часть 8 ТДА 3. Мощность компрессорной части 8 ТДА 3 определяется количеством энергии, вырабатываемой за счет снижения давления газа в ТДА 3. Отбензиненный газ в компрессорной части 8 ТДА 3 сжимается (компримируется) до требуемого давления. Доля газа, направляемого в компрессорную часть 8 ТДА 3, определяется исходя из количества энергии вырабатываемой при снижении давления газа в ТДА 3, таким образом, чтобы давление отбензиненного газа после компрессорной части 8 ТДА 3 соответствовало требуемому давлению.
Вторая часть потока отбензиненного газа поступает на компримирование в компрессор 9. Количество этого потока составляет не менее 15% и не более 85% от всего потока отбензиненного газа и определяется расчетным путем в зависимости от:
- мощности ТДА 3, определяемой требуемой степенью извлечения углеводородов С2+выше (или С3+выше) (чем выше степень извлечения углеводородов С2+выше (или С3+выше), тем выше мощность ТДА 3 и тем большее количество отбензиненного газа направляется в компрессорную часть 8 ТДА 3 и меньшее количество отбензиненного газа направляется на компримирование в компрессор 9);
- степени сжатия компрессора (абсолютное давление после компрессора деленное на абсолютное давление до компрессора), определяемой требуемым давлением товарного отбензиненного газа. Компримирование второй части потока отбензиненного газа целесообразно при степени сжатия компрессора отбензиненного газа от 1,2 до 4.
Вторая часть потока отбензиненного газа компримируется компрессором 9 до требуемого давления товарного отбензиненного газа, соответствующего давлению первой части отбензиненного газа, выходящей из компрессорной части 8 ТДА 3. После компрессора 9 вторая часть потока отбензиненного газа охлаждается в АВО 12 и объединяется с уже предварительно охлажденной в АВО 10 первой частью потока скомпримированного газа. Далее объединенный поток отбензиненного газа по трубопроводу 11 направляется на дальнейшее использование.
При необходимости высокой степени извлечения углеводородов С2+выше (или С3+выше) часть потока отбензиненного газа через отвод 13 может направляться на охлаждение в рекуперативные теплообменники 1, 7 и далее через дроссель 14 подаваться на орошение деметанизатора 4, что позволяет отводить часть отбензиненного газа на охлаждение и конденсацию, чтобы потом использовать сконденсированный поток в качестве орошения деметанизатора для увеличения извлечения целевых углеводородов.
В случае, если компримирование второй части потока отбензиненного газа невозможно или нецелесообразно будет проводить в одну ступень, то осуществляют компримирование второй части потока отбензиненного газа, по меньшей мере, в две ступени с использованием промежуточного охлаждения между ступенями (см. фиг. 2). Компримирование отбензиненного газа в две или более ступени зависит от того, насколько сильно увеличивается температура потока отбензиненного газа при его компримировании и возможно ли будет провести предварительное охлаждение этого потока при его компримировании в две или более ступеней.
В случае, если компримирование первой части потока отбензиненного газа невозможно или нецелесообразно будет проводить в одну ступень, то осуществляют компримирование первой части потока отбензиненного газа, по меньшей мере, в две ступени (см. фиг. 3). При необходимости, после каждой ступени компримирования первой части потока отбензиненного газа осуществляют его охлаждение (см. фиг. 4).
В случае необходимости (когда использовать одну ступень технически невозможно или нецелесообразно), детандирование осушенного газа осуществляют по меньшей мере в две ступени с промежуточной сепарацией между ступенями (см. фиг. 5).
В случае необходимости (когда использовать одну ступень технически невозможно или нецелесообразно), детандирование осушенного газа по меньшей мере в две ступени и компримирование первого потока отбензиненного газа по меньшей мере в две ступени могут осуществлять одновременно с использованием промежуточной сепарации между ступенями детандирования и охлаждения между ступенями компримирования (см. фиг. 6).
Способ по второму варианту осуществляется на установке следующим образом (см. фиг. 7).
Очищенный и осушенный газ поступает на установку низкотемпературной переработки в рекуперативный теплообменник 1 для его охлаждения и частичной конденсации за счет теплообмена с потоком отбензиненного газа. Частично сконденсированный газ из рекуперативного теплообменника 1 направляется в сепаратор 2, в котором происходит разделение газа и низкотемпературного конденсата. Далее низкотемпературный конденсат из сепаратора 2 дросселируется в дросселе 5 и направляется в деметанизатор 4, а газ направляется в ТДА 3 и далее в деметанизатор 4.
При необходимости высокой степени извлечения углеводородов С2+выше (или С3+выше) часть газа из сепаратора 2, минуя ТДА 3, может по дополнительному отводу 15 направляться в рекуперативный теплообменник 7 на охлаждение и конденсацию и далее подаваться на орошение деметанизатора 4.
В деметанизаторе 4 в качестве верхнего продукта получают отбензиненный газ, в качестве нижнего продукта - фракцию углеводородов С2+выше (или С3+выше), которую направляют на дальнейшую переработку.
Отбензиненный газ направляется в рекуперативный теплообменник 7, затем в рекуперативный теплообменник 1, в которых поток отбензиненного газа нагревается, после чего нагретый поток отбензиненного газа разделяется на два потока.
Первая часть потока отбензиненного газа направляется на компримирование в компрессорную часть 8 ТДА 3, в которой сжимается (компримируется) до требуемого давления и далее поступает на охлаждение в АВО 10.
Вторая часть потока отбензиненного газа поступает на компримирование в компрессор 9, в котором компримируется до требуемого давления товарного отбензиненного газа, соответствующего давлению первой части отбензиненного газа, выходящей из компрессорной части 8 ТДА 3.
После охлаждения в АВО 10 первая часть потока отбензиненного газа разделяется на два потока, один из которых направляется в рекуперативный теплообменник 1, затем в рекуперативный теплообменник 7 и далее через дроссель 14 поступает в верхнюю часть деметанизатора 4, а другой поток по отводу 23 соединяется со второй частью потока отбензиненного газа, выходящего из компрессора 9, после чего объединенный поток направляется на компримирование в компрессор 17, затем охлаждается в АВО 12 и далее по трубопроводу 11 направляется на дальнейшее использование.
Для примеров были использованы расчетные схемы процесса низкотемпературной переработки газа с рассчитанными данными, полученными с использованием компьютерной моделирующей программы HYSYS.
Для определения расхода потоков отбензиненного газа, направляемых в компрессорную часть ТДА и на компримирование в компрессор, использовались следующие исходные данные:
- определялись параметры газа на входе ТДА (температура, давление, расход, состав) путем измерений или расчета предыдущих технологических стадий;
- подбиралось давление на выходе ТДА, исходя из требуемой степени отбензинивания газа;
- рассчитывалась мощность ТДА по параметрам газа на входе ТДА и выходе из него;
- моделировалась переработка газа и выделившегося из него конденсата в деметанизаторе, исходя из требования к степени отбензинивания газа и требований к жидким продуктам установки переработки газа;
- моделировалась рекуперация холода отбензиненного газа, исходя из результатов моделирования деметанизатора и требований к охлаждению перерабатываемого сырьевого газа в результате рекуперации холода;
- рассчитывалось требуемое давление на выходе компрессоров отбензиненного газа, исходя из требований к товарному отбензиненному газу и возможным потерям его давления;
- рассчитывалось количество газа, компримируемого компрессором, связанным с ТДА, исходя из рассчитанной мощности ТДА, параметров отбензиненного газа по результатам расчета рекуперации холода отбензиненного газа, требуемому давлению газа после компримирования;
- доля газа, направляемого в компрессорную часть ТДА, определялась как отношение количества газа, компримируемого этим компрессором, к общему количеству отбензиненного газа. Пример 1 (см. фиг. 1).
Очищенный и осушенный газ с температурой 22°С и давлением 6,47 МПа изб. (далее везде давление приводится избыточное) в количестве 800750 кг/ч направлялся в рекуперативный теплообменник 1, в котором газ охлаждался до температуры минус 31,5°С и частично конденсировался за счет теплообмена с потоком отбензиненного газа. Частично сконденсированный газ из рекуперативного теплообменника 1 затем направлялся в сепаратор 2, в котором при температуре минус 31,5°С и давлении 6,42 МПа от газа отделялся низкотемпературный конденсат.
Низкотемпературный конденсат из сепаратора 2 в количестве 27526,97 кг/ч дросселировался до давления 4,3 МПа и далее с температурой минус 43,79°С направлялся в деметанизатор 4.
Газ из сепаратора 2 в количестве 773223,03 кг/ч поступал в ТДА 3, в котором в результате расширения газа температура и давление газа снижалась. Мощность ТДА 3 при этом составляла 20330,0 кВт. Газ из ТДА 3 с температурой минус 50,26°С и давлением 4,3 МПа далее направлялся в деметанизатор 4.
С верха деметанизатора 4 отбензиненный газ в количестве 762620,77 кг/ч с температурой минус 50,31°С и давлением 4,3 МПа направлялся в рекуперативный теплообменник 7, затем в рекуперативный теплообменник 1. После нагрева отбензиненный газ с температурой 13,37°С и давлением 4,18 МПа разделялся на две части.
Первая часть потока отбензиненного газа в количестве 648227,7 кг/ч поступала на всас компрессорной части 8 ТДА 3, где компримировалась до требуемого давления товарного отбензиненного газа 7,5 МПа. После этого газ охлаждался в АВО 10 до температуры 25°С.
Вторая часть потока отбензиненного газа в количестве 114393,1 кг/ч направлялась на компримирование в компрессор 9. Мощность компрессора 9 составляла 3587,6 кВт, степень сжатия компрессора 1,8. Отбензиненный газ компримировался до давления 7,5 МПа, после чего с температурой 66,04°С поступал в АВО 12 на охлаждение до 25°С и далее объединялся с уже охлажденной первой частью потока отбензиненного газа. Объединенный поток отбензиненного газа в количестве 762620,77 кг/ч с температурой 25°С и давлением 7,5 МПа далее направлялся по дальнейшему назначению.
С нижней части деметанизатора 4 поток углеводородов С2+выше в количестве 41130,0 кг/ч с температурой 30,38°С и давлением 4,35 МПа поступал в ребойлер 6, после которого часть потока в количестве 21863,41 кг/ч возвращалась в деметанизатор 4 для подогрева нижней части колонны, а другая часть потока в количестве 19266,59 кг/ч с температурой 99°С и давлением 4,35 МПа направлялась на дальнейшую переработку. Степень извлечения углеводородов С2+выше по данному варианту составила 36%.
Пример 2 (см. фиг. 2).
Очищенный и осушенный газ с температурой 22°С и давлением 6,47 МПа изб. в количестве 800750 кг/ч поступал в рекуперативный теплообменник 1, в котором охлаждался до температуры минус 31,5°С и частично конденсировался за счет теплообмена с потоком отбензиненного газа. Частично сконденсированный газ из рекуперативного теплообменника 1 направлялся в сепаратор 2, в котором при температуре минус 31,5°С и давлении 6,42 МПа от газа отделялся низкотемпературный конденсат.
Низкотемпературный конденсат из сепаратора 2 в количестве 27526,97 кг/ч дросселировался до давления 3,0 МПа и с температурой минус 43,79°С направлялся в деметанизатор 4.
Газ из сепаратора 2 в количестве 773223,03 кг/ч поступал в ТДА 3. Мощность ТДА 3 составляла 11055,0 кВт. В результате расширения газа в ТДА 3 температура и давление газа снижались. Газ из ТДА 3 с температурой минус 68,76°С и давлением 3,0 МПа далее направлялся в деметанизатор 4.
С верха деметанизатора 4 отбензиненный газ в количестве 746015,16 кг/ч с температурой минус 67°С и давлением 3,0 МПа направлялся в рекуперативные теплообменники 7 и 1 для нагрева, после чего с температурой 8,24°С и давлением 2,88 МПа разделялся на две части.
Первая часть потока отбензиненного газа в количестве 111902,3 кг/ч поступала на всас компрессорной части 8 ТДА 3, где компримировалась до требуемого давления товарного отбензиненного газа, которое составляло 13,5 МПа. После чего газ охлаждался в АВО 10 до температуры 25°С.
Вторая часть потока отбензиненного газа в количестве 634112,9 кг/ч направлялась на компримирование в две ступени. Мощность компрессоров каждой ступени компримирования составляла 31322,5 кВт. Отбензиненный газ на выходе второй ступени компримирования с давлением 13,5 МПа и температурой 155,52°С поступал в АВО 18 на охлаждение до температуры 25°С, после чего объединялся с охлажденной первой частью потока отбензиненного газа и далее объединенный поток в количестве 746015,16 кг/ч с температурой 25°С и давлением 13,5 МПа направлялся по дальнейшему назначению.
С нижней части деметанизатора 4 поток углеводородов С2+выше в количестве 156569,85 кг/ч с температурой 73,24°С и давлением 3,05 МПа направлялся в ребойлер 6, после которого часть потока в количестве 98835 кг/ч возвращалась в деметанизатор 4 для подогрева нижней части колонны, а другая часть потока в количестве 57734,83 кг/ч с температурой 99°С и давлением 3,05 МПа направлялась на дальнейшую переработку. Степень извлечения углеводородов С2+выше по данному варианту составила 51,6%.
Пример 3 (см. фиг. 3-6).
Очищенный и осушенный газ с температурой 22°С и давлением 6,47 МПа изб. в количестве 800750 кг/ч поступал в рекуперативный теплообменник 1, в котором газ охлаждался до температуры минус 31,5°С и частично конденсировался за счет теплообмена с потоком отбензиненного газа. Частично сконденсированный газ из рекуперативного теплообменника 1 направлялся в сепаратор 2, в котором при температуре минус 31,5°С и давлении 6,42 МПа от газа отделялся низкотемпературный конденсат.
Низкотемпературный конденсат из сепаратора 2 в количестве 27526,97 кг/ч дросселировался до давления 4,3 МПа и с температурой минус 43,79°С направлялся в деметанизатор 4.
Газ из сепаратора 2 в количестве 773223,03 кг/ч направлялся в ТДА 3, в котором в результате расширения газа его температура снизилась до температуры минус 40,88°С, а давление составило 5,36 МПа. После ТДА 3 газ поступал на сепарацию в дополнительный сепаратор 21 для отделения от газа низкотемпературного конденсата, который затем соединялся с низкотемпературным конденсатом из сепаратора 2 и направлялся в нижнюю часть деметанизатора 4. Газ из дополнительного сепаратора 21 поступал в ТДА 20, после чего с температурой минус 50,26°С и давлением 4,3 МПа газ далее направлялся в деметанизатор 4. Мощность каждого ТДА при этом составляла 57522,8 кВт.
С верха деметанизатора 4 отбензиненный газ в количестве 762620,77 кг/ч с температурой минус 50,31°С и давлением 4,3 МПа направлялся в рекуперативные теплообменники 7 и 1, после чего нагретый поток отбензиненного газа с температурой 13,37°С и давлением 4,18 МПа разделялся на две части.
Первая часть потока отбензиненного газа в количестве 533834,5 кг/ч поступала на первую ступень компримирования в компрессорную часть 8 ТДА 3, после чего с давлением 8,84 МПа направлялась в АВО 22 на охлаждение до температуры 25°С и далее поступала на вторую ступень компримирования в компрессорную часть 19 ТДА 20 для компримирования до требуемого давления товарного отбензиненного газа, которое составляло 13,5 МПа. После этого первая часть потока отбензиненного газа поступала АВО 10 для охлаждения до температуры 25°С.
Вторая часть потока отбензиненного газа в количестве 228786,2 кг/ч направлялась на компримирование в компрессор 9. Мощность компрессора 9 составляла 49305,3 кВт. Отбензиненный газ компримировался до давления 13,5 МПа, после чего с температурой 66,04°С поступал в АВО 12 на охлаждение до температуры 25°С и далее объединялся с первой частью потока отбензиненного газа, охлажденной в АВО 10. Объединенный поток отбензиненного газа в количестве 762620,77 кг/ч с температурой 25°С и давлением 13,5 МПа далее направлялся по назначению.
С нижней части деметанизатора 4 поток углеводородов С2+выше в количестве 41130,0 кг/ч с температурой 30,38°С и давлением 4,35 МПа поступал в ребойлер 6, после которого часть потока в количестве 21863,41 кг/ч возвращалась в деметанизатор 4 для подогрева нижней части колонны, а другая часть потока в количестве 19266,59 кг/ч с температурой 99°С и давлением 4,35 МПа направлялась на дальнейшую переработку. Степень извлечения углеводородов С2+выше по данному варианту составила 36%. Пример 4 (см. фиг. 7).
Очищенный и осушенный газ с температурой 22°С и давлением 6,47 МПа в количестве 800750 кг/ч поступал в рекуперативный теплообменник 1, в котором газ охлаждался до температуры минус 31,5°С и частично конденсировался за счет теплообмена с потоком отбензиненного газа. Частично сконденсированный газ из рекуперативного теплообменника 1 направлялся в сепаратор 2, в котором при температуре минус 31,5°С и давлении 6,42 МПа от газа отделялся низкотемпературный конденсат.
Низкотемпературный конденсат из сепаратора 2 в количестве 27526,97 кг/ч дросселировался до давления 4,3 МПа и с температурой минус 43,79°С направлялся в деметанизатор 4.
Газ из сепаратора 2 в количестве 773223,03 кг/ч поступал в ТДА 3. Мощность ТДА 3 составляла 397916,0 кВт. В результате расширения газа температура и давление газа снижались. Газ из ТДА 3 с температурой минус 50,26°С и давлением 4,3 МПа направлялся в деметанизатор 4.
С верха деметанизатора 4 отбензиненный газ в количестве 898705,91 кг/ч с температурой минус 50,31°С и давлением 4,3 МПа направлялся в рекуперативные теплообменники 7 и 1, после чего нагретый отбензиненный газ с температурой 13,37°С и давлением 4,18 МПа разделялся на две части.
Первая часть потока отбензиненного газа в количестве 517395,51 кг/ч поступала в компрессорную часть 8 ТДА 3, где компримировалась до давления 5,84 МПа, после чего направлялась на охлаждение в АВО 10 до температуры 25°С.
Вторая часть потока отбензиненного газа в количестве 381310,4 кг/ч направлялась на первую ступень компримирования в компрессор 9. Мощность компрессора 9 составляла 44793,8 кВт.
После охлаждения в АВО 10 первая часть потока отбензиненного газа в количестве 517395,51 кг/ч разделялась на два потока, один из которых в количестве 117222,5 кг/ч направлялся в рекуперативный теплообменник 1, затем рекуперативный теплообменник 7 и далее через дроссель 14 поступал в верхнюю часть деметанизатора 4, а другой поток в количестве 400173,01 кг/ч через отвод 23 соединялся со второй частью потока отбензиненного газа.
После первой ступени компримирования вторая часть потока отбензиненного газа объединялась с частью охлажденного первого потока отбензиненного газа, подаваемого через отвод 23, после чего объединенный поток отбензиненного газа поступал на вторую ступень компримирования в компрессор 17. Мощность компрессора 17 составляла 74804,3 кВт. Скомпримированный до давления 7,5 МПа поток отбензиненного газа с температурой 66,04°С поступал в АВО 12 на охлаждение до 25°С и далее в количестве 781483,41 кг/ч с температурой 25°С и давлением 7,5 МПа направлялся по назначению.
С нижней части деметанизатора 4 поток углеводородов С2+выше в количестве 41130,0 кг/ч с температурой 30,38°С и давлением 4,35 МПа поступал в ребойлер 6, после которого часть потока в количестве 21863,41 кг/ч возвращалась в деметанизатор 4 для подогрева нижней части колонны, а другая часть потока в количестве 19266,59 кг/ч с температурой 99°С и давлением 4,35 МПа направлялась на дальнейшую переработку. Степень извлечения углеводородов С2+выше по данному варианту составила 36%.
Таким образом, как видно из представленных примеров, предлагаемый способ компримирования отбензиненного газа позволяет по сравнению с прототипом повысить надежность работы компрессорного оборудования и снизить эксплуатационные затраты на компримирование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПРИМИРОВАНИЯ ОТБЕНЗИНЕННОГО ГАЗА | 2016 |
|
RU2626270C1 |
| Способ извлечения фракции С из сырого газа и установка для его осуществления | 2016 |
|
RU2630202C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПОПУТНОГО НЕФТЯНОГО ГАЗА | 2003 |
|
RU2225971C1 |
| СПОСОБ ПОДГОТОВКИ ПРИРОДНОГО ГАЗА НА ЗАВЕРШАЮЩЕЙ СТАДИИ РАЗРАБОТКИ ГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2021 |
|
RU2775239C1 |
| Установка по деэтанизации попутного нефтяного газа высокого давления | 2022 |
|
RU2790898C1 |
| УСТАНОВКА ДЕЭТАНИЗАЦИИ УГЛЕВОДОРОДНОГО ГАЗА | 2022 |
|
RU2795952C1 |
| УСТАНОВКА КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА С УВЕЛИЧЕННЫМ ИЗВЛЕЧЕНИЕМ ГАЗОВОГО КОНДЕНСАТА | 2020 |
|
RU2753755C1 |
| УСТАНОВКА КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА С ПОВЫШЕННЫМ ИЗВЛЕЧЕНИЕМ ГАЗОВОГО КОНДЕНСАТА | 2020 |
|
RU2753751C1 |
| УСТАНОВКА КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА ПЕРЕМЕННОГО РАСХОДА | 2020 |
|
RU2753754C1 |
| СПОСОБ ПОДГОТОВКИ ПОПУТНОГО НЕФТЯНОГО ГАЗА | 2011 |
|
RU2471979C2 |


Изобретение относится к низкотемпературной переработке газа и может быть использовано на газоперерабатывающих заводах и заводах сжиженного природного газа. Способ включает нагрев отбензиненного газа, полученного путем выделения углеводородов С2+выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации, разделение нагретого потока отбензиненного газа на две части и их компримирование. После компримирования вторую часть потока отбензиненного газа охлаждают и затем объединяют с предварительно охлажденным после компримирования первым потоком отбензиненного газа, после чего объединенный поток отбензиненного газа направляют на дальнейшее использование. Во втором варианте способа компримирование второй части потока отбензиненного газа осуществляют по меньшей мере в две ступени, при этом часть предварительно охлажденного после компримирования первого потока отбензиненного газа соединяют со второй частью потока отбензиненного газа, выходящего из первой ступени компримирования, после чего объединенный поток отбензиненного газа подают на вторую ступенью компримирования и после охлаждения направляют на дальнейшее использование. Технический результат заключается в повышении надежности работы компрессорного оборудования и снижении эксплуатационных затрат. 2 н. и 4 з.п. ф-лы, 7 ил.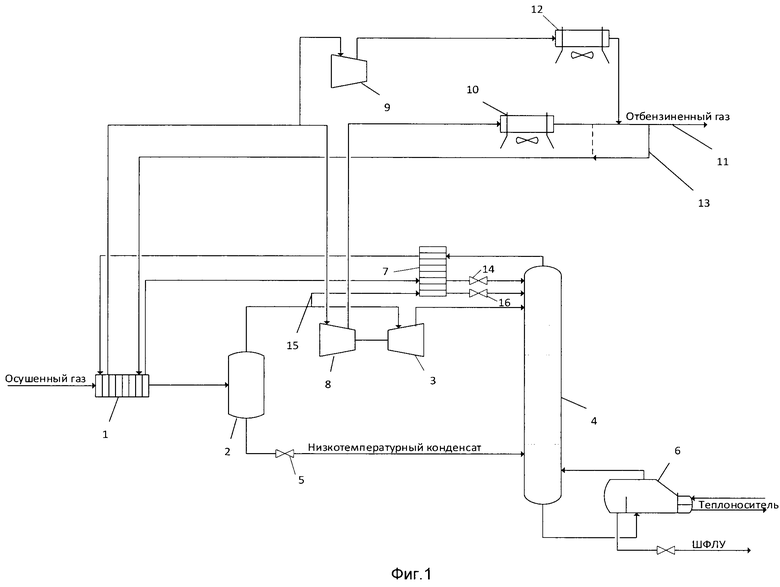
1. Способ компримирования отбензиненного газа, включающий нагрев отбензиненного газа, полученного путем выделения углеводородов С2+выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации, разделение нагретого потока отбензиненного газа на две части, компримирование первой и второй частей потока отбензиненного газа, охлаждение отбензиненного газа, отличающийся тем, что после компримирования вторую часть потока отбензиненного газа охлаждают и затем объединяют с предварительно охлажденным после компримирования первым потоком отбензиненного газа, после чего объединенный поток отбензиненного газа направляют на дальнейшее использование.
2. Способ компримирования отбензиненного газа по п. 1, отличающийся тем, что компримирование второй части потока отбензиненного газа осуществляют по меньшей мере в две ступени с использованием промежуточного охлаждения между ступенями.
3. Способ компримирования отбензиненного газа по п. 1, отличающийся тем, что компримирование первой части потока отбензиненного газа осуществляют по меньшей мере в две ступени.
4. Способ компримирования отбензиненного газа по п. 3, отличающийся тем, что между ступенями компримирования первой части потока отбензиненного газа осуществляют его охлаждение.
5. Способ компримирования отбензиненного газа по п. 3, отличающийся тем, что детандирование осушенного газа осуществляют по меньшей мере в две ступени с промежуточной сепарацией между ступенями.
6. Способ компримирования отбензиненного газа, включающий нагрев отбензиненного газа, полученного путем выделения углеводородов С2+выше из осушенного газа при его низкотемпературной конденсации, детандировании и ректификации, разделение нагретого потока отбензиненного газа на две части, компримирование первой и второй частей потока отбензиненного газа, охлаждение отбензиненного газа, отличающийся тем, что компримирование второй части потока отбензиненного газа осуществляют по меньшей мере в две ступени, при этом часть предварительно охлажденного после компримирования первого потока отбензиненного газа соединяют со второй частью потока отбензиненного газа, выходящего из первой ступени компримирования, после чего объединенный поток отбензиненного газа подают на вторую ступень компримирования и после охлаждения направляют на дальнейшее использование.
| СПОСОБ КОМПРИМИРОВАНИЯ ОТБЕНЗИНЕННОГО ГАЗА | 2016 |
|
RU2626270C1 |
| СПОСОБ СЖИЖЕНИЯ ПРИРОДНОГО ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2137066C1 |
| УСТАНОВКА ДЛЯ СЖИЖЕНИЯ | 1996 |
|
RU2141084C1 |
| ПАРАЛЛЕЛЬНОЕ СЖАТИЕ НА УСТАНОВКАХ СПГ С ИСПОЛЬЗОВАНИЕМ ДВУХПОТОЧНОГО КОМПРЕССОРА | 2018 |
|
RU2735753C2 |
| KR 1020110043715 A, 27.04.2011. | |||

